
Abstract
Rotary Friction Welding (RFW) is the progressive welding process, widely used in the manufacturing industry as appropriate for the joining of symmetrical geometry and shape of parts. The process offers several advantages like no fumes extraction, no release of harmful gases and no pollution, no melting at solid welding joints; high accuracy and precision of operation even at high speed; and less economical nature. Apart from the above advantages, another significant benefit is accompanied by the weld joint interface region, which produces the partial smelted state of the welded parts. This phenomenon is predominantly substantial for the welding of two unrelated material combinations and precisely where the slender heat-affected zone is encouraged. In this research work, the study has been conducted using the rotary friction welding process machine. The material selected for the study and experimentation for RFW process is austenitic stainless-steel SS304 (specimen dia. ϕ 12 and 14 mm) and SS316 (specimen dia. ϕ 10 and 14 mm). Several parameters have been studied for the RFW process like rpm, temperature, and pressure. A study of different mechanical properties like tensile strength, hardness, and microstructure analysis has also been carried out for the same welded specimen.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
12.1 Introduction
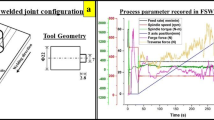
The Rotary friction weld technology was developed at the beginning of the 1950s, and introduced during the Second World War, as the most popular process of all friction welding, and named as rotary friction soldering technique. It is used broadly for the joining of structural materials with symmetrical rotational geometry by utilizing conventional lathe. However, they were found unworkable due to incorrect techniques and required several changes for the correct set up on the lathe. This phenomenon is further divided into two processes based on rotational energy conversion to frictional heat. The first process demonstrates the process of welding direct or continuous friction, and the second is the welding process for inertia friction. Welding of similar and dissimilar metals by using friction is the most common and raised its application in metal joining processes in all over the world’s manufacturing industries. The rotary friction welding process develops the excellent quality of the welding joint between the two metals. The joint is developed by rotating one work piece over another, which seems solid without melting, leading to heat release. It utilizes simultaneous frictional force produced by rotating metal pieces once elevated to a suitable temperature. The rotating part rests at the nominal temperature state, and the stationary component continues to coalesce under increased pressure and defines metal contact, as illustrated in Fig. 12.1. Friction welding serves as the most advanced welding process and extensively employed in the manufacturing industry. Its solicitations include no fumes extraction and no harmful gases released in the environment. In this process, the weld joint interface region generates the partially molten state of the welded parts. This phenomenon is particularly significant for the welding of two different material combinations and favors favorable narrow heat-affected zone.

Rotary friction welding process
Manufacturing industries employed several welding and metal joining methods for joining different parts as permanent joint or temporary joint, dependent on specific requirements and applications of the component. The market demand and welding setup differ following the type of metals to be weld. Designers and manufacturing engineers must be aware of all the available methods of metal joining. The primary objective of this research work defines the experimentation of joining specimens of austenitic SS304 and SS316 of the same cross-section using rotary friction welding. It executes comparative study for mechanical properties like the strength of welded joint using tensile test, hardness at different locations in the heat-affected zone, and microstructure analysis of weld joints.
12.2 Literature Review
The first patent of friction welding process was granted to J. H. Bevington, 1891. He applied friction welding techniques to weld metal pipes. After that, various researchers performed the welding studies for plastic joining materials, and related to this; multiple experiments were carried out during the 1940s in the USA and Germany. A. J. Chdikov, who was a Russian machinist, had conducted experimental scientific studies and suggested the commercial use of rotary friction welding and patented the process in 1956. Whereas, many researchers from American Machine and Foundry Corporation have operated thermal and parametrical analysis of rotary friction welding. Experimental investigation studies of friction welding in England were carried out by The Welding Institute (TWI) in 1960–1961. The Caterpillar Tractor Co. also improved the friction welding process to develop the method of inertia welding during 1961–1962. Seshagiri Rao [1] reviewed the experimental investigation of rotary friction welding parameters using similar and dissimilar material for Al (H-30) and MS (AISI-1040). Hence, the conclusion states that the friction welding process can be successfully utilized for the welding of different ferrous and non-ferrous materials [1, 2].
The experimental study by Handa and Chawla [2] defined the mechanical properties of Friction welded AISI 1021 steel. The experimental installation was developed and contrived in order to achieve the Friction welded joints between the austenite stainless steel and the low-alloy AISI 30 sheets of steel as produced by mechanical joining along with the exploration of axial pressure effects on mechanical properties. The literature review of research on rotary friction welding has been carried out by Bhate and Bhatwadekar [3] and various methods have been investigated. The study on a statistical analysis of rotary Friction of steel with different carbon content in workpieces and subsequent effects of variations in carbon content was performed by Kalsi and Sharma [4]. An experimental setup was intended to achieve the process with equal diameter workpieces. Shubhavardhan and Surendran (2012) carried out a study of friction welding for joining stainless steel and aluminum materials. The study was performed through continuous drive friction welding process, by combining heat produced by friction between two surfaces and plastic deformation, to join dissimilar material (aluminum allocation A AA6082 and stainless steel AISI 304). Different welding process parameters were used for testing. Tensile tests, Vickers micro hardness test, fatigue test, Impact tests, and SEM–EDX (energy-dispersive X-ray) analyses were carried out to determine the phases during welding [5, 6].
The research of the experimental characterization of the properties of 100 Cr6 steel, combined with the rotary welding process, is demonstrated in the study by Mourad (2017). The primary objective of the present work has been to manufacture identical metal joints of these steel using the rotary friction soldering process and experimentally explored the sold joints properties. The joints exhibit different diameters and interface geometries when made from steel rows 100Cr6. A friction welded specimen was performed with optical microscopy for microstructural characteristics. The Vickers hardness distribution was scrutinized at the weld joint. In the central zone, the welds are highly strong, described by a martensitic structure [7,8,9].
The main objective of the survey on dissimilar material by Alves et al., 2010 was to monitor the temperature at the bonding interface during rotary friction welding of AA1050 aluminum and AISI 304 steel [10,11,12]. Research by Kondapalli [13] demonstrated the different welding processes for welding of AISI 304L austenitic Stainless Steel. The literature shows that austenitic AISI 304L Stainless Steel is the best material for intergranular corrosion problems. It is the most recurrently used best material for the manufacture of heat-resistant components. The effect of welding parameters on the burn of length for friction welding of 2 dissimilar metal inconel718 and SS304 [14, 15] was explored after the research by Patel and Patel (2017). The recent advancements and the numerous above literature have revealed that, due to the lower welding temperature and shorter welding period, rotary friction welding is one of the most efficient and conventional methods of welding-related and differentiated metals like copper and aluminum joint.
12.3 Experimentation and Trials
The experimental trials were conducted using rotary friction welding machine having 5-ton capacity, model name SPARTAN-5, as shown in Fig. 12.2. Rotary Friction Welding Machine is available at Friction welding Technology [FWT] Company, Pune. The materials selected for trial were SS304, and SS316, where SS304 specimen have ϕ 12 and 14 mm 05 each and specimen SS316 have ϕ 10 and 14 mm 05 each. All the readings and observations were noted during the conduction of the trial. The length of each specimen ranges from min. 100 mm to max. 104 mm, and total length reaches out as 201 mm to 205 mm, respectively, as shown in Table 12.2. The speed of the rotation was fixed for the entire specimen, i.e., 1600 rpm. During experimental study the following observation were taken while considering follow-ing as an input parameters. The input parameters are total length of Sample size (Spindle size), Soft Friction Pressure considered 8.1kg/mm2.The Friction Pressure is 17kg/mm2 and upset Pressure is considered 30.5kg/mm2. Since we have prepared twenty nos. specimens for material SS304 and SS316 as mentioned above. According to the diameter of the speci-men the above parameters has been changed, with keeping the same diameter with same parameters as shown in the table. After the all setting has been done on the machine the five samples of each diameter trials were taken. Where final length of actual weld measured and actual loss is also calculated. Our aim was to conduct the experiment on the friction welding machine and find out the actual loss, temperature during process and also calculate shrink-age of the material after the friction welding trails. (Table 12.1, Graphs 12.1 and 12.2).

SPARTON-5 Machine Setup
Austenitic stainless steels are possibly the most frequently used material among all different stainless steels. The high concentration of chromium and nickel (18–20 and 8–12 wt. % respectively) signifies the corrosive resistant nature of the 300 series materials, which also defines their non-magnetic and non-hardenable property after inducing heat treatment. However, cold treatment can harden them significantly. Austenitic stainless steels are extensively utilized in petrochemical, nuclear, and corrosive chemical environments. Stainless Steel serves as the best material which effectively deals with the problem of intergranular corrosion and is commonly employed for the manufacture of non-heat-treatable components [15].
12.4 Rockwell Hardness Test
The Rockwell hardness test is performed when friction welding is observed at the heat- affected zone area of specimen positioned at 1A 2 mm, 2A 5 mm, and 1B 2 mm, 2B 5 mm locations. Friction welding can be intended by computing the depth of an indent once the specimen material is forced through indenter at a given load. It is evaluated after measuring the depth of an indentation with a diamond carbide point. The Rockwell hardness test has been carried out at 60 kgf. The hardness results are depicted in Table 12.3. The hardness illustrates 51–56 HRA at the point of contact (Figs. 12.3 and 12.4).

Rotary friction welded specimens

Pressure distribution

Temperature versus samples (X-axis samples and Y-axis temperature)

Rockwell hardness indentation
It has been observed from the Table 12.3, that the hardness value of SS304 is more as compared to SS316 due to high chromium and nickel percentage in SS304. Minimum hardness and high welding strength are observed at the point of the weld as the material gets soften at the center. The hardness value gradually deviates with each point of indentation from 2 to 5 mm at welding contact. Increasing heat, change in the grain size at the weld point is observed with a significant increase in hardness value, elongation, and strength.
12.5 Microstructure
The etching of stainless steel grade material is quite tricky due to the anti-corrosive property of stainless steel. Austenitic or 300 series stainless steel is having a high content of chromium and nickel, making it harder to etch. In this work, the etching has been completed after specimen preparation with the acrylic mold and silicon emery paper (1500 grit) generally used for polishing. Then the lapping process is performed after 5–6 ml nitric acid etchant solution is used for specimen preparation.
As per the microstructure observations, the austenitic stainless SS304 and for SS316 grade material super picral means picric acid plus alcohol prepared the solution, and on the surface of the specimen drop, 2–5 ml solution and phases reveals clearly. It was observed on the metallurgical microscope, temperature, grain structure, pressure, and oxidation affects the overall rotary friction welding. Due to temperature differences, the austenitic structure is converted into a martensitic structure.
In microstructure examination, fine grains are observed at some locations, and grains are distorted entirely at the welded zone in the absence of twin boundaries of base metals. Stringing action is found in dynamic crystallization, which may affect the mechanical properties of metals. Higher the percentage of Nickel and Chromium, the higher the percentage of breaking load and elongation. The following Fig. 12.5a to d shows the 200 × magnification microstructure cutting section of heat affected zone [HAZ] of rotary friction welding for all specimen sizes.

HAZ microstructure images (200 × magnifications) of specimen SS304 and SS316
12.6 Tensile Test Results
A tensile test of any material states the effectiveness and behavior of a material when a stretching force acts on it and also determines the maximum strength or load which can withstand by the material. The study utilizes a universal testing machine for the measurement of the tensile strength of the rotary Friction welded joint. The load resolution and machine capacity of 20 tons are used with an onboard extensometer facility having a one-micron resolution, 20 mm travel, 20 data set storage (00–19). The one data set contains the 75 results storage, and parameter selection through keyboard non-volatile memory was used for the result as well as for test data storage. The Maximum load for each specimen is 1000 kN, and Maximum elongation is 250 mm. The following Table 12.4 states the tensile test results for SS304 dia. 12 and 14, SS316 dia. 10, and 14 specimens, respectively. In the Fig. 12.6a, b, c, d displays the tensile tested specimens.

a–d Tensile testing specimen
12.7 Conclusion
The study examines the specific mechanical properties like a tensile test, hardness, and microstructure for selected specimens along with their comparative analysis. The results concluded with the findings that the maximum yield stress attained for the ϕ 12 mm, i.e., 725.836 N/mm2, whereas, minimum breaking load appears 50.920 kN for SS304 material and maximum yield elongation and load at break calculated as 12.92 mm and 81.830 kN respectively for ϕ 14 mm SS304 material. In comparison with SS304 material, the minimum yields stress appears as 548.663 N/mm2 for SS316 material. The maximum tensile strength of SS316 comes out as 836.942 N/mm2 compared with the SS304 material. Rockwell hardness test has been conducted at the HRA scale and demonstrated that the hardness of SS304 is more by 2 to 5 HRA as compared to SS316 material. Minimum hardness is observed at the point of the weld. The hardness value progressively varies with each point of indentation at 0, 2, and 5 mm for welding contact. Following the microstructure testing and related specimen observations at HAZ, the overall rotary friction welding operation for the austenitic SS304 and SS316 grade material is affected by temperature, grain structure, pressure, and oxidation. Significant temperature variations in the material, the austenitic structure, get transformed into the martensitic structure. The microstructure examination defines the first observation as localization of fine grains and a complete distortion of grains in the welded zone with no twin boundaries at base metals. Stringing actions lead to dynamic crystallization, which may affect the mechanical properties of metals.
12.8 Future Scope
In future work, the study of fatigue strength of welded joint, static, and dynamic characteristics of welding, heat flow variations during underwater welding joint, and strength analysis on underwater welds also can be conducted. To continue this research, and comparative study can be performed by welding the same material specimen of SS304 and SS316. Numerical issues are also caused by large strain increments, which can be reduced by introducing a visco-plastic model. The visco-plastic model is used for numerical reasons but, since steel is to be considered visco-plastic at high temperatures, such a model could provide more accurate results. The mathematical model can be developed to predict the shear strength of the rotary friction welding process.
12.9 Acknowledgement
I would like to show my sincere gratitude to everyone who made this research study possible. A special thanks to my research guide without his inspiring words, adequate recommendations, and full-hearted association, this work would not be possible. I would like to thanks to our Principal and Head of the Department for their support and I am grateful for their motivation during this work. I would like to give my sincere thanks to Managing Director and staff of FWT Pvt. Ltd. company for their support, cooperation and valuable guidance during execution of this research study in a well-planned manner.
References
Seshagirirao, B., Sivaramakrishna, V., Sai, K.G.: Experimental investigation of rotary friction welding parameters of aluminum (H-30) and mild steel (AISI-1040), India. IJIRSET 4(5), (2015). ISSN (online): 2319-8753
Handa, A., Chawal, V.: Experimental study of mechanical properties of friction welded AISI 1021 steel. Sadhana 38(Part 6), 1407–1419 (2013)
Bhate, S.S., Bhatwadekar, S.G.: Literature review of research on rotary friction. IJITR 4(1), 2601–2604 (2016)
Kalsi, N.S., Sharma, V.S.: A statistical analysis of rotary friction welding of steel with varying carbon in work pieces. IJAMT 57, 957–967 (2011)
Kumar, S., Bhardwaj, D., Sangwan, J.: A research paper on temperature modeling of friction welding of Al and SS-304. IJERSTE 3(6), 319–327 (2014). ISSN: 2319-7463
Shubhavardhan, R.N., Surendran, S.: Friction welding to join stainless steel and aluminium materials. IJMMSE 2(3), 53–73 (2012). ISSN 2278-2516
Mohammad, A.K., Khalil, H.: Effect of frictional welding between different stainless steel materials on their impact properties. IJESRT (2016). ISSN: 2277-9655
Samuthiram, G., Kannan, T.T.M., Sureshkumar, M., Natarajan, V.A., Vijayakumar, P.: Evaluation of mechanical properties of friction welded joints of EN-24 steel cylindrical rods. IJMER 3(4) (2014). ISSN 2278-0149
Mourad, D., El Hedj, O., Rachid, L., Ahmed, M.: Experimental characterization of the heat affected zone (HAZ) properties of 100Cr6 steel joined by rotary friction welding method. MMEP 4(1) (2017). ISSN Online 2369-0747
Ali, M.: Study of heat affected zone (HAZ) in friction welding process. J Mech. Eng. 1(1) (2012)
Shete, N., Deokar, S.U.: A review paper on rotary friction welding. ICIIIME 5(6), 1557–1560 (2017). ISSN: 2321-8169
Alves, E.P., Neto, F.P., An, C.Y.: Welding of AA1050 aluminum with AISI 304 stainless steel by rotary friction welding process. JATM 2(3), 301–306 (2010)
Kondapalli, S.P., Chalamalasetti, S.R., Rao, D.N.: A review on welding of AISI 304L austenitic stainless Steel. J. Manuf. Sci. Prod. 14(1), 1–11 (2014)
Khany, S.E., Mehdi, S.N., Sayeed, M.A.: An analytical study of dissimilar materials joint using friction welding and its application. IJSR 5(2) (2015). Pub. ISSN 2250-3153
Patel, A. I., Patel, J.: Effect of welding parameter on burn of length for friction welding of two dissimilar metal inconel718 and SS304. IJAER 4(5) (2017). ISSN (P): 2348-6406
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Kulkarni, V.V., Kulkarni, P.C. (2023). Experimental Study and Investigation of Mechanical Properties of Material SS304/SS316 Using Rotary Friction Welding Technique. In: Yadav, S., Haleem, A., Arora, P.K., Kumar, H. (eds) Proceedings of Second International Conference in Mechanical and Energy Technology. Smart Innovation, Systems and Technologies, vol 290. Springer, Singapore. https://doi.org/10.1007/978-981-19-0108-9_12
Download citation
DOI: https://doi.org/10.1007/978-981-19-0108-9_12
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-0107-2
Online ISBN: 978-981-19-0108-9
eBook Packages: EngineeringEngineering (R0)