
Abstract
Modern automated systems used in power-engineering facilities are a variety of systems for various purposes and modes of operation (digital controls, monitoring, testing, etc.) One of the challenges addressed by these systems is to monitor, test, and determine the condition of equipment and make decisions on the safe operation of power-engineering systems. It is possible by using hardware and software to be selected owing to the modes of operation, design, and types of failures of the respective devices. In terms of the paper, the hardware means the test gears. In terms of the design, the test gears do not always coincide with their functional purpose, i.e. components of a functional device can be mounted in different units or parts. One of the primary targets these test gears aim at is the detection, search, and isolation of failures that may occur in the power equipment. For addressing these problems, it is advisable to use the fault tolerance of the equipment, which is understood as the property of the test gears to continue performing their functions with a probability not lower than the specified one when malfunctions (failures) occur in it. The fault tolerance is based on the processes of testing and making a multi-alternative decision on the condition of the test gears following the results of its self-testing. The paper presents structural models of test gears in the form of three overlapping functional parts and in the form of a graph of three problems. The proposed method, which takes into account the functional configuration of the test gears, makes it possible to detect and isolate failures using flexible self-testing algorithms in order to reduce the impact of failures on the decision on the healthy condition of a system.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


1 Introduction
Modern power-engineering systems (PES) refer to sophisticated engineering systems (SES) and consist of a variety of sub-systems (SS) for various purposes and modes of operation, including digital controls, monitoring, and testing.
Test gears (TG) are the most important and sophisticated tools used in the control and test system (CTS) at power-engineering sites. These sub-systems shall meet the applicable reliability requirements [1, 2].
They are primarily designed for detection, search, and isolation of failures that may occur in the control and test system.
Test gears may fail while in service. For prevention of failures followed by correction actions, there are a few approaches:
-
Preventing the occurrence of failures.
-
Improving the maintainability.
-
Ensuring the resistance of the hardware to failures (fault tolerance).
The first approach does not completely exclude the occurrence of failures at this stage of the development of science and technology. The introduction of the second approach hinders the performance of the sub-system, and the non-availability of backup components (units) will disrupt it. The third approach relates to fault tolerance, which is understood as the capacity of test gears to continue their performance with a probability not lower than a given one in the event of internal malfunctions (failures). The fault tolerance is based on the processes of testing and making a multi-alternative decision on the condition of the test gears following the results of its self-testing [3].
In modern power-engineering systems, the fault tolerance of their test gears is not fully used as this is not provided for by the existing self-testing philosophy and applicable operating manuals (OM). However, not all the malfunctions cause the failure of test gears to perform, since some of them cause only the loss of a part of their inherent functions. Therefore, the third approach is the most promising one, specifically toward test gears used in current power-engineering systems.
Thus, the need to ensure the fault tolerance of test gears by means of the automated detection and isolation of failures is an actual scientific challenge that requires to design test gears with a flexible self-testing algorithm, which can vary depending on the type of failure and the operating conditions of the sun-system. Such a self-testing algorithm should take into account the functional configuration of test gears and the ability to assess the influence of failure in their various functional parts on the result of the performance verification and determine the feasibility of the entire system to continue its performance [4].
2 Analysis of Purposes and Functions Performed by Test Gears and Features of Its Functional Configuration
Test gears together with the control and test system, auxiliary equipment, and other components and systems used in the power-engineering system ensure the performance of a number of primary and secondary purposes and functions. Distinguishing between the concepts of the purpose and the functions of the sub-system comes hereinafter [5].
The purpose refers to a set of operations that enable the achievement of one of its final goals.
The function means a set of operations that enable the achievement of one of the goals within this purpose. At the same time, test gears perform their individual functions off-line.
Analyzing the functions performed by test gears identifies their key purposes:
-
1.
Testing and setting up the control and test equipment for its intended use.
-
2.
Testing the availability of the control and test equipment.
-
3.
Testing the performance of the control and test equipment.
Each purpose performed by test gears is implemented by a certain set of hardware, i.e. verification and setup of control and test system for its intended purpose require test and setup equipment (TSE). The performance test equipment (PTE) is used for testing the performance. The availability test equipment (ATE) is used for testing the availability. The combination of TSE, PTE, and ATE with self-testing components represents the entire test gear.
In terms of the design, the test gears do not always coincide with their functional purpose, i.e. components of a functional device can be mounted in different units or parts [6, 7].
At the same time, some of these general operations to be performed at the setup stage are not mandatory with regard to ensuring the performance of key purposes of the control and test system.
Making these operations possible rides on the need for providing safety in setting up the operation of a definitely healthy control and test system. Each test and control operation is possible by using some test gear components [8]. Therefore, the coincidence of operations at testing healthy condition and correct performance and setting up the auxiliaries and control and test equipment determines the possibility of using some of the test gears for addressing all the three purposes.
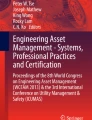
Thus, the test gear configuration model, from the point of view of performing the above purposes and taking into account the coincidence of some of the operations to make these purposes happen, can be represented as a set of three overlapping functional parts of a test gear, as shown in Fig. 1 (I—TSE; II—ATE; III—PTE).

Model of the test gear configuration in the form of three overlapping functional parts
This representation of the test gear configuration gives its splitting, in general, into seven subsets (1-A&P SU, 2-A&SU, 3-P&SU, 4-A&P, 5-SU, 6-AT, and 7-PT). In Fig. 1, each point \(a_i\) inside the circles displays a certain component of the test gear \(\left[ {a_i^{1 - 7} \in A({\text{TG}})} \right]\), where
-
segment 6 represents a set of test gear components used only in testing the availability of the control and test system \([a_i^6 \in A({\text{AT}})]\);
-
segment 5 represents a set of components that are applicable only in testing and setting up the control and test system for its intended purpose \([a_i^5 \in A({\text{SU}})]\);
-
segment 7 represents a set of test gear components necessary only for testing the performance of the control and test system \([a_i^7 \in A({\text{PT}})]\);
-
segment 2 represents a set of test gear components, which are used both in testing the availability and in setting up the control and test system for its intended purpose \([a_i^2 \in A(A\& {\text{SU}})]\);
-
segment 3 represents a set of test gear components that are applicable in testing the performance and setup of the control and test system for its intended purpose \([a_i^3 \in A(P\& {\text{SU}})]\);
-
segment 4 represents a set of components necessary for testing the availability and performance of the control and test system \([a_i^4 \in A(A\& P)]\);
-
segment 1 represents a set of components that are applicable in all three purposes of test gears \([a_i^1 \in A(A\& P\;{\text{SU}})]\).
The consistency between those test gear parts can be quite varied depending on how the components of the test and setup equipment are used in testing auxiliaries and control and test system and how the procedures of availability and testing as well as setting up the control and test system for its intended purpose synchronize.
3 Analysis and Selection of Performance Indicators for Self-Testing of Test Gears
Given the importance of the functions and purposes of test gears, they are subject to increased requirements for the availability and reliability of the results of testing the condition of the control and test system. Actions taken to meet these requirements are carried out both at the design and production stage of test gears, and while in service [9, 10].
The main way to ensure high methodological accuracy of test gears (high tool accuracy of test gears used in the existing control and test systems can be achieved through the accuracy of the readings during their periodic calibration) through detection of latent failures is the self-testing (ST) of test gears.
Self-testing of test gears is the determination of the type of condition of test gears using self-testing tools (STT) and/or special procedures.
The existing self-testing function of test gears in sophisticated control and test systems discharges a two-alternative assessment of test gear condition, i.e. in multi-dimensional space, there are two condition vector regions that correspond to two classes of availability of test gears—healthy or unhealthy. Further, the base equipment (BE) means that part of control and test equipment is used in testing and setting it up for its intended use [11, 12].
The availability of only two alternative solutions based on the results of self-testing increases its negative aspects in relation to the probability of successful operation of the power-engineering system with healthy base equipment (BE).
Such a conclusion can be drawn from considering the equation for the probability of successful setup \((P_{{\text{SSU}}} )\) of power-engineering system, which in general can be represented as
where \(P_{{\text{AO}}}\) is the probability of successful setup of the control and test equipment (base equipment + test gears), i.e. its admission to operation according to the results of testing base equipment and self-testing test gears;
\(P_{(\tau )}\) is the conditional probability of failure-free operation of the base equipment and test gears that successfully completed the setup stage, during the performance.
Or
where P(F), R(F) is the probability of obtaining the result “fit” for testing the base equipment and control and test equipment, respectively;
P(H/F) is the conditional probability of the state of health of base equipment recognized as fit according to the output of test gears;
R(H/F) is the conditional probability of the state of health of test gears according to the results of self-testing, provided that the result is “fit”.
Given the possibility of representing test gears as a set of functional parts (test gears = setup + test), the following equations can be written for these probabilities as:
where
- \(P_{{\text{NF}}}^T\), \(P_{{\text{NF}}}^{{\text{UT}}}\):
-
is the a priori probability of non-failure in the tested and untested parts of base equipment;
- \(P_{{\text{NF}}}^{{\text{TG}}}\), \(P_{{\text{NF}}}^{{\text{TE}}}\):
-
is a priori probability of non-failure in test gears and test equipment;
- \(R_{{\text{NF}}}^{{\text{STT}}}\) :
-
is a priori probability of non-failure in self-testing tools (STT);
- \(P_\tau^T\), \(P_\tau^{{\text{TE}}}\), \(P_\tau^{{\text{TG}}}\), \(P_\tau^{{\text{STT}}}\):
-
is the probability of non-failures during the test period in the tested part of base equipment, test equipment, test gears, and self-testing tools, respectively;
- \(P_{{\text{FR}}}^{{\text{BE}}}\), \(P_{{\text{FR}}}^{{\text{TG}}}\):
-
is the probability of false rejection of base equipment and test gears, respectively;
- \(P_{{\text{UF}}}^{{\text{BE}}}\), \(P_{{\text{UF}}}^{{\text{TG}}}\):
-
is the probability of undetected failure of base equipment and test gears, respectively.
Taking (3), (4), (5), and (6) into account, Eq. (2) becomes
Factor \(R_{{\text{NF}}}^{{\text{STT}}} \cdot P_\tau^{{\text{TG}}} \cdot R_\tau^{{\text{STT}}} \cdot (1 - P_{{\text{FR}}}^{{\text{TG}}} ) \cdot (1 - P_{{\text{UF}}}^{{\text{TG}}} )\) in (7) directly describes the drawback of the self-testing function of test gears, and the factor \(P_\tau^T \cdot P_{{\text{NF}}}^{{\text{TE}}} \cdot P_\tau^{{\text{TE}}} \cdot (1 - P_{{\text{FR}}}^{{\text{BE}}} ) \cdot (1 - P_{{\text{UF}}}^{{\text{BE}}} )\) describes drawbacks of base equipment test.
The occurrence of failures in base equipment and test gears caused by testing and self-testing is described by probabilities \(P_\tau^T ,P_\tau^{{\text{TE}}} ,P_\tau^{{\text{TG}}} ,R_\tau^{{\text{STT}}}\).
The possibility of failures in the test gears and self-testing tools by the time of verification commencement, which makes it impossible to get the result “fit”, is described by probabilities \(P_{{\text{NF}}}^{{\text{TE}}} ,P_{{\text{NF}}}^{{\text{TG}}} ,R_{{\text{NF}}}^{{\text{STT}}}\).
If the self-testing of test gears and the testing of base equipment is not performed, then Eq. (7) becomes
that is, the probability of successful operation will be determined only by the a priori reliability of base equipment and test equipment.
A comparison of Eqs. (7) and (8) shows that self-testing with a two-alternative assessment of test gear condition, in relation to a single control and test system, results in a decrease in the probability of successful setup of the entire power-engineering system.
Since the discussed sophisticated engineering system is designed to meet specific goals, failures that occur in various functional parts do not always cause the inability to perform all its key functions. At the same time, it goes into a state, in which it is able to perform specific tasks, i.e. to function with different levels of quality.
As a criterion for evaluating the efficiency of setting up control and test system, it is advisable to use the probability of completing the task \((P_{{\text{TP}}} )\). This indicator is applicable if the change in the system performance characteristics causes not a complete, but only a partial decrease in its performance [3, 13, 14].
Then, in general terms, from the standpoint of testing and self-testing operations, this indicator can be represented as
Analyzing the Eqs. (1), (2), (7), (8), and (9) shows that conducting self-testing:
-
on the one hand, it reduces the probability \(P_{{\text{TP}}}\) by reducing \(P_{{\text{AO}}}\) (false rejection and occurrence of failures due to testing and self-testing);
-
on the other hand, it increases \(P_{{\text{TP}}}\) due to the increase in \(P(\tau )\) (detection of latent failures of the control and test system).
It is a matter of fact that there is an optimal self-testing of test gears, the results of which will determine the optimal scope of test gears to test base equipment if the following conditions have been fulfilled:
here \(P_{{\text{TP}}}^R\) is the required value of the probability of completing the purpose set forth in the performance specification at the design stage of a power-engineering system.
Based on the goals of testing and self-testing, the probability of completing the task of the power-engineering system means a posteriori probability of non-failures in the control and test equipment necessary and sufficient for the successful operation of the power-engineering system. Applying Bayes’ theorem [15] yields the following equation for \(P_{{\text{TP}}}\):
where
- \(P(H)\):
-
is the absolute probability of non-failure in the control and test equipment;
- \(P(F{/}H)\):
-
is the conditional probability of getting a result “fit” for the control and test system, provided that the healthy equipment is subject to inspection;
- \(P(F)\):
-
is the probability of getting the result “fit” when testing the control and test system.
Taking the total probability formula into consideration, Eq. (11) will become
where
- \(P({\text{FL}})\):
-
is the absolute probability of failure in the control and test equipment;
- \(P(F{\text{/FL}})\):
-
is the conditional probability of getting the result “fit”, provided that the faulty control and test equipment is subjected to inspection.
The equations for the probabilities \(P(H) \cdot P(F{/}H)\) and \(P({\text{FL}}) \cdot P(F{\text{/FL}})\) can be written as follows:
Substituting (13) and (14) in (12) yields
Terms of this equation describe only the influence of the fullness of self-testing of test gears on how the control and test system is set up, i.e. are part of the methodological reliability of testing.
Equation (15) yields that the probability \(P(H{/}F)\) does not explicitly contain the characteristics of the self-testing tools of test gears, which makes it difficult to use self-testing in evaluating the efficiency of the existing self-testing strategy.
Therefore, to evaluate the efficiency of various options for self-testing tools, the probability of obtaining a result “fit” for self-testing in the process of getting test gears available, which has the following form:
The probability \(P(F)\) will decrease with an increase in the number of output parameters that are covered by testing, the depth of troubleshooting test gears, as well as with a decrease in the reliability of self-testing tools of test gears.
Thus, the application of the above criteria enables evaluating the efficiency of strategies for applying self-testing of test gears, taking into account the completeness, depth, and reliability of the self-testing tools. Therefore, the challenge of optimizing the process of testing and self-testing of the control and test equipment is to meet the following conditions:
This model of evaluating the efficiency of automated control systems is used in the case of testing facilities which failure can cause serious consequences dangerous to human life (12). Such facilities to be tested also include power-engineering systems.
4 Conclusion
The analysis of the purposes performed by test gears shows that test gears use a certain set of functions as a function of a specific purpose. Each function of test gears is implemented by a certain set of hardware, which partially overlaps with each other. As a result, the test gear configuration can be represented as a set of functional parts, each of which is necessary for a specific function or set of functions. This makes it possible to assess the influence of a particular failure, taking into account its belonging to a certain functional part, on the ability of test gears to perform as appropriate and, using a change in the algorithm of test gear functioning, to exclude inspections that cover damaged areas (components), i.e. to use the fault tolerance of the equipment [16, 17].
References
Korolev, N., Solovev, S.: IOP Conf. Ser.: Mater. Sci. Eng. 177(1), 012007 (2017)
Litvinenko, R., Aukhadeev, A., Zalyalov, R.: Mir transporta I tekhnologicheskikh mashin 3(58), 108–114 (2017)
Zagirnyak, M., Melnykov, V., Kalinov, A.: Przeglad Elektrotechniczny 95(1), 141–144 (2019)
Kashapov, N., Sabitov, L., Litvinenko, R., Auhadeev, A., Gatiyatov, I.: IOP Conf. Ser.: Mater. Sci. Eng. 570(1), 012043 (2019)
Fandeev, V., Baymeeva, D., Safiullina, V.: E3S Web Conf. 216, 01063 (2020)
Budkin, A., Soldatenko, S.: Kontrol' i diagnostika obshchej tekhniki 44–45 (1992)
Shprekher, D., Kolesnikov, E.: FarEastCon 2018, 8602600 (2018)
Khusnutdinova, E., Pavlov, P., Fandeyev, V., Khizbullin, R., Khusnutdinov, A., CHerepenkin, I.: IOP Conf. Ser.: Mater. Sci. Eng. 915, 012032 (2020)
Tarasov, A.: Nadezhnost’ 2(37), 24–29 (2011)
Sabitov, L., Pavlov, P., Fandeyev, V., Butakov, V., Khusnutdinov, A., Siyetinskaya, A.: IOP Conf. Ser.: Mater. Sci. Eng. 915, 012047 (2020)
Truhanov, V., Sultanov, M., Kuhtik, M., Gorban, Yu.: Nadezhnost' i bezopasnost' energetiki 11(3), 235–240 (2018)
Osadchij, E., et al.: Proektirovanie sistem diagnostiki (1984)
Voropaj, N., Fedotova, G.: Nadezhnost' i bezopasnost' energetiki 11(4), 280–287 (2018)
Martynov, A., Nikiforova, D.: Nadezhnost' i bezopasnost' energetiki 4, 50–54 (2009)
Kulikov, A., Osokin, V., Papkov, B.: Vestnik NGEI 1(90), 123–136 (2018)
Papkov, B.: Issledovanie i obespechenie nadyozhnosti sistem energetiki 68, 441–452 (2017)
Auhadeev, A., Idiyatullin, R., Kisneeva, L., Litvinenko, R.: IOP Conf. Ser.: Mater. Sci. Eng. 643(1), 012028 (2019)
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Pavlov, P., Butakov, V., Khusnutdinov, A., Abdullina, A., Snezhinskay, E., CHerepenkin, I. (2022). Fault Isolation in Digital Instruments and Devices Used in Power-Engineering Systems. In: Irina, A., Zunino, P. (eds) Proceedings of the International Symposium on Sustainable Energy and Power Engineering 2021. SUSE 2021. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-9376-2_17
Download citation
DOI: https://doi.org/10.1007/978-981-16-9376-2_17
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-9375-5
Online ISBN: 978-981-16-9376-2
eBook Packages: EngineeringEngineering (R0)