
Abstract
An attempt has been made to investigate the possibility of applying the advantages of hierarchical and partitioning mechanism methods in a small dataset like machining method such as abrasive water jet machine (AWJM). LM13 alloy with 63% SiC composite was taken as the study material, and it was machined using AWJM for Taguchi's L27 experimental runs. As individual thresholds, water pressure, cutting distance, and cutting velocity are taken as AWJM parameters, and material removal rate (MRR), Kerf angle (KA), and surface profile roughness (Ra) are taken as the output responses. Agglomerative hierarchical clustering (AHC) classifiers classify L27 OA into three groups of nine perceptions each. The test on K-medoid esteem is taken as 3 instead of AHC bunch L27 OA in three groups to look at and analyze the distinction between partitional clustering and progressive clustering procedures at a comparable class degree. K's approximation is fixed by three and bundled into three groups of nine impressions each. For the investigation of AHC and K-medoid, XLSTAT programming is used. Besides, for each class/arrangement of AHC and K-medoid, direct relapse conditions and contrast and test impressions are generated. The analysis shows that the classification of K-medoid based on the parceling method suits well with the perceptions of the trial. For all the groups, AHC produces a sole condition, while K-medoids create singular conditions for each of its classes.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Machining methods for industrial parts have grown quickly in the most recent decade because of new machines arrivals with high bearing load limits, the materials utilized in their designs, and they perpetually progressed control frameworks [1, 2]. This mechanical improvement encourages the machining of segments with higher exactness and better surface quality in a limited time. The limited manufacturing time enhances productivity, and along these lines, more benefits can be acquired. This can bring about a high-income surplus in large-scale manufacturing. In the hour of Industry 4.0, when the origination of PC controlled mechanized plants is being broadened, programmed information assortment and investigation can be used to help in dynamic action [3]. This medoids the time information of creation measures are accessible in a more limited time and at a more significant level of exactness [4]. For a given innovation, the machining time and cost can fundamentally be streamlined by the cutting information (cutting pace, profundity of-cut, feed, and so on), and also, the legitimization of supporting exercises of a creation cycle can diminish the occasions associated straightforwardly or in a roundabout way to the machining. This medoid that diminishes can be made in the planning time or the time required for material taking care of among the working environments. A few plants identified solutions after being developed for late many years, e.g., lean creation, six-sigma, or the hypothesis of imperatives. The surface irregularity of the turned steel is optimized using these methods for an exact surface roughness device. A forecast model instead of normal surface roughness was made by methods for nonlinear relapse assessment with the guide of MINITAB programming. The good machining settings are perceived by Taguchi's strategy and checked with an affirmation preliminary. The outcomes will uncover that machining under micro-lubrication condition displayed lesser temperature at the instrument work interface and the nature of the machined segments likewise shows lesser unpleasantness when contrasted and parts of dry machining condition [5].
Mixture aluminum lattice composites are the second age of composites that improve properties by potentially replace of single reinforced composites. This paper researches the achievability and suitability of growing hybrid composites for car and aviation applications. Further, the manufacturing qualities and mechanical conduct of hybrid composite created by the mix projecting course have additionally been inspected. The optical micrographs of the hybrid composite demonstrate that the strengthening particles are genuinely conveyed in the grid combination and the porosity levels have been discovered to be satisfactory for the casted composites. The thickness, hardness, elastic conduct, and crack durability of these composites have been discovered to be superior to available reinforced composite. In light of the information base for material properties, the application territory of hybrid composite has been proposed in the current survey [6]. It has been argued that in the plan of future segments depending on the support mix and piece, cross-breed composites provide greater adaptability and unwavering consistency.
K-medoid bunching calculation is utilized for gathering the understudies in the college dependent on position and evaluating framework [7]. K-medoid calculation was not appropriate for an enormous measure of the dataset, for example, shading pictures, since it requires setting each an incentive as a medoid regardless of whether its recurrence (e.g., number of pixels of same power) is extremely low. As the shading picture has some various powers to set as medoids, it needs more opportunity for the count. The other significant disadvantage of existing calculation is to locate the ideal number of cycles, and in our test result, we show that how many emphases assume a significant part to locate the best ideal arrangement. To overcome this barrier, this paper gives an altered K-medoids calculation by utilizing the histogram leveling method. To demonstrate the effectiveness of this new calculation, we give different exploratory outcomes over various pictures with a correlation of the current calculation.
The impacts of cutting apparatus covering material and cutting rate on cutting powers and surface roughness were researched by Taguchi exploratory plan. Primary cutting power, Fz, is considered as a model. The impacts of machining boundaries were explored utilizing Taguchi L18 symmetrical exhibit. Ideal cutting conditions were resolved utilizing the sign-to-commotion (S/N) proportion which is determined for normal surface unpleasantness and slicing power as per the “more modest is better” approach. Utilizing consequences of examination of fluctuation (ANOVA) and sign-to-noise (S/N) proportion, impacts of boundaries on both normal surface roughness and cutting powers were genuinely measured. It was seen that feed rate and cutting rate had a higher impact on cutting power in Hastelloy X, while the feed rate and cutting device had a higher impact on cutting power in Inconel 625. As per normal surface roughness, the cutting device and feed rate had a higher impact in Hastelloy X and Inconel 625 [8].
The focal point of this paper is on cycle getting ready for huge parts to fabricate in frameworks of unequivocal cycle capacities, including the utilization of multi-hub machining focuses. Arrangement ideas applied and activity groupings decided in related cycle plans went through examinations. The paper presents specifically a thinking way to deal with arrangement sequencing and machine task in assembling huge size parts of seaward developments. The applicable thinking component inside a dynamic plan on created measure plan is indicated dependent on a contextual investigation got from the seaward area [9].
The inside and out an investigation of cutting system is a subject exceptionally compelling in assembling productivity because in the enormous scope of creation in the viable utilization for creation limits and to have improved income [10]. The investigation on time and material removal rate, which are in close connection to creation, is significant in arranging a machining technique. In the paper three strategies applied in hard cutting are looked at based on these boundaries and another boundary, the functional boundary of material removal rate, are presented. It estimates the proficiency of cutting since it incorporates the qualities estimated by time investigation. In the examinations, the material removal rate was broken down, first based on mathematical information of the segment. After that diverse machining systems (hard machining) were thought about for some average surfaces. The outcomes can give some valuable signs about machining system choice. Expansion in the hybrid composite is 15.24% more than the base compound. The effect of the strength of the hybrid composite was diminished in contrast with the base combination. In sliding, wear considers, the composite with 1 wt. % B4C has demonstrated less weight reduction and coefficient of erosion [11].
Aluminum-based hybrid matrix composites replace single fortified composites in numerous applications because of their mechanical and tribological properties. Numerous examinations have been done on mechanical conduct on composites mixture; however, so far no examinations have been done with cylinder combination. This examination centers around discovering the impact of graphite (Gr) particulates as an optional fortification on the mechanical conduct of LM 13/Silicon carbide (SiC) composites. Agglomerative bunching was the most commonly known method of multiple level grouping used to assemble objects based on their similarities in classes [12].
Progressive bunching techniques depend on building a chain of groups, which is frequently represented as graphically methods in the form of a tree structure called a dendrogram. This progressive system results from the way that groups of expanding likeness are converged to shape bigger ones (agglomerative calculations) or that bigger clustering are part into more modest ones of diminishing dissimilarities (troublesome methodology) [13]. Such methodologies have the benefit of permitting investigation for the information at various degrees of similitude/difference and giving a more profound knowledge into the connections among tests (or factors, if those are the things to be grouped). Another large bit of scope is that, since they depend on characterizing a comparability record among the clustering, any sort of information (genuine esteemed, discrete, and twofold) can be broken down by these methods [14] which will further increase the interest among the readers.
2 Materials and Methods
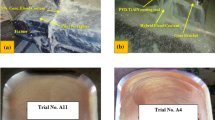
LM13 alloy which has excellent strength and toughness is sufficiently heated through an electric furnace to 250° C. Dissolving 63 percent SiC in the LM 13 matrix was accepted as an increase in the composite will lead to the improper dispersion inside the matrix. The heater temperature decreased to 600 °C, which cools the SiC fuse fluid mixture. In the semi-strong lattice mixture with an exceptionally expected stirrer, the optional fortification (SiC) with molecule size varying from 15 to 30 microns was pre-oxidized at 900 °C for 2 h. Under the view of argon gas, the semi-strong composite structure is blended. With the ceaseless blending state, the dissolve is warmed to 750 °C, and the temperature was kept up for 5 min. To attain composite ingots of 25 cm × 25 cm × 1.2 cm, robust iron passes of 8 mm divider thickness are loaded with composite slurry [15]. In Fig. 1, the development courses of action were shown.

Fabrication setup
Shimadzu's AUX 220 model utilizes high-precision gauging equilibrium to measure the volume of material eliminated during machining. Each moment of MRR was calculated using the corresponding Eq. (1).
where Wi—Job piece in grams before machining, Wa—Workpiece in grams after machining, and t—Trial time (minute).
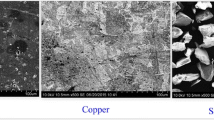
Using the AWJM, the machining effect of the composite is carried out. Water pressure, cutting distance, and cutting speed are shifted into three different stages, each calculating the yield output attributes. Machining limits and thresholds are shown in Table 1. Garnet 80 microns of lattice size was used as abrasives. The microstructure of the fabricated composite is seen in
2.1 Support Vector Machine (SVM)
Support vector machine (SVM) is perhaps the most common supervised learning calculations that are used just as regression for classification. It is used in machine learning for classification problems. The goal of the SVM calculation is to establish the best line or option limit that can isolate n-dimensional space into classes such that we can later place the new knowledge point in the correct classification without much of a stretch. As a hyperplane, this best choice limit is known. The exceptional focuses/vectors that help make the hyperplane are chosen by SVM.
With the fundamental goal that deeply fits colossal datasets in AI and data disclosure, SVM calculation was developed. It offers answers of greater order precision for organizing both paired and multi-class problems. For the machining period, SVM processes are used which help to understand the fundamental knowledge between different machining boundaries and characterize the perceptions into a limited set of information, i.e., classes.
2.2 Agglomerative Hierarchical Clustering (AHC)
Stage 1: At the underlying level, by fixing its boundaries, an actual data point is a bunch together.
Stage 2: A comparative individual cluster based on comparability is organized into a solitary group.
Stage 3: Check the accessibility of a few clustering.
Stage 4: To get the characterized number of clustering to rehash stage 2.
Stage 5: Clustering yield results.
2.3 K-Medoids Clustering
In 1987, Kaufman and Rousseeuw suggested a measure of K-medoids (also known as partitioning around medoid). A medoid may be defined as the party point, whose dissimilarities are least with the broad variety of different focuses in the bunch.
Medoid (Ci) and object (Pi) differences are calculated by the use of E = |Pi − Ci|
In the K-medoids estimate, the cost is given as
Algorithm
-
1.
Initialize: pick k random brings up as the medoids from the n knowledge focuses.
-
2.
Each data from the partner highlights the closest medoid by using some standard distance metric strategies.
-
3.
Whereas the cost is decreasing:
For each medoid m, for each data o point that is not a medoid:
-
1.
Trade m and o, partner both data, highlight the nearest medoid, and recalculate the cost.
-
2.
On the off possibility that the absolute cost in the previous advance is greater than that, correct the exchange.
A problem with the classification of K-means and K-means++ is that the last centroids are not interpretable or all in all, centroids are not the real point, but rather the average emphasis in that bunch. Here are the 3-centroid directions that do not take from the dataset after true emphasis. The probability of K-medoids classification is to concentrate on rendering the last centroids as real results. As seen in Fig. 2, this finding makes the centroids interpretable.

Step-wise K-means algorithm flowchart
3 Results and Discussions
3.1 Abrasive Water Jet Machine
With Taguchi L27 experimental runs, the generated hierarchical composite was machined at an alternate level. The perceptions are shown in Table 2.
3.2 K-Medoids and AHC of MRR
A line map for the relevant MRR groups for AHC and K-medoids is plotted to understand the AHC and K-medoids equations working over the expectations of the trial. For both AHC and K-medoids, a direct relapse model has been developed. A lone direct condition for MRR is obtained by AHC, and it is seen in Figs. 3, 4, 5, and 6. In K-medoids, each class generates its state and is shown separately as classes 1, 2, and 3 in the diagram. From the conditions shown, the close diagram is obtained, and it appears in the figure. It seems to be reasoned, from the perception, that the groups separated by K-medoids are considered to be ideal. For K-medoid and AHC, the bundling of L27 OA has assembled 27 experiences into three classes where the classes of K-medoids are special in comparison with AHC.

K-Medoid for class 1

K-Medoid for class 2

K-Medoid for class 3

K-Means and AHC of MRR for three classes
4 Conclusion
The LM13/SiC hybrid composite developed by the stir casting process is machined at an alternate level with modified AWJM conditions. For the characterization measurements, AWJM expectations are used as source evidence. AHC and K-medoids are notable grouping calculations used to decrease the numerical unpredictability of datasets. The AHC calculation orders the L27 Taguchi array into 3 classes with 9 experiences in each class. Although the value of K = 3 to allow a close analysis of progressive and partitional estimates of approaches on machining parameters, the advantage of this equation is reviewed and closed as follows. The expected characteristics have been shown to have a decent interaction with the K-medoids exploratory opportunity. Centered on the centroid respect AHC, whereas the degrees of K importance can be set to the need in K-medoids groups. For the same cause, the degree of K is set as 3, although it may have phenomenal alignment with the perceptions of the trial at various degrees of K. In this investigation, a straight relapse condition model is created for the quantities of perceptions on each class. AHC builds up a solitary condition for all the 3 classes for MRR, KA, and Ra, while K-medoids because of the uniqueness in bunching it age various conditions for all the classes for all the yield reactions. In this study, for the amounts of expectations in class, a straight relapse disorder model is developed. For all the three classes for MRR, KA, and Ra, AHC produces a solo state, while K-medoids age for all classes for all the yield reactions due to the uniqueness of bunching it. The conditions created for K-medoids are suitable only for the basic perceptions of the class. Because of any vulnerability that occurs in the equations, this situation should not be used by other class experiences. To solve these challenges, some analysis must be performed later on, whereas no such things will occur within the AHC.
References
Bhasha AC, Balamurugan K (2019) Fabrication and property evaluation of Al 6061+ x%(RHA+ TiC) hybrid metal matrix composite. SN Appl Sci 1(9):1–9
Balamurugan K (2020) Fracture analysis of fuselage wing joint developed by aerodynamic structural materials. Mater Today: Proc
Bhasha AC, Balamurugan K (2020) End mill studies on Al6061 hybrid composite prepared by ultrasonic-assisted stir casting. Multiscale Multidiscip Model, Exp Des, 1–12
Singh S, Prakash C, Antil P, Singh R, Krolczyk G, Pruncu CI (2019) Dimensionless analysis for investigating the quality characteristics of aluminium matrix composites prepared through fused deposition modelling assisted investment casting. Mater. https://doi.org/10.3390/ma12121907
Tiwari S, Das S, Venkat ANC (2019) Mechanical properties of Al–Si–SiC composites. Mater Res Express 6:076553
Ghandvar H, Idris MH, Ahmad N, Moslemi N (2017) Microstructure development, mechanical and tribological properties of a semi-solid A356/xSiCp composite. J Appl Res Technol 15:533–544
Choi JH, Jo MC, Lee D, Shin S, Jo I, Lee SK, Lee S (2018) Effects of SiC particulate size on dynamic compressive properties in 7075-T6 Al-SiCp composites. Mater Sci Eng, A 738:412–419
Wang G, Tian N, Li C, Zhao G, Zuo L (2019) Effect of Si content on the fatigue fracture behavior of wrought Al–xSi–0.7Mg alloy. Mater Sci Forum 941:1143–1148
Antil P, Singh S, Manna A (2018) SiCp/glass fibers reinforced epoxy composites: Wear and erosion behavior. Indian J Eng Mater Sci 25:122–130
Latchoumi TP, Balamurugan K, Dinesh K, Ezhilarasi TP (2019) Particle swarm optimization approach for waterjet cavitation peening. Meas 141:184–189
Antil P, Singh S, Manna A (2019) Experimental investigation during Electrochemical Discharge Machining (ECDM) of hybrid polymer matrix composites. Iran J Sci Technol, Trans Mech Eng. https://doi.org/10.1007/s40997-019-00280-5
Pradhan A, Ghosh S, Barman TK, Sahoo P (2017) Tribological behavior of Al-SiC metal matrix composite under dry aqueous alkaline medium. Silicon 9:923–931
Antil P, Singh S, Manna A (2019) Analysis on the effect of electroless coated SiCp on mechanical properties of polymer matrix composites. Part Sci Technol 37:787–794
Zain AM, Haron H, Sharif S (2011) Genetic algorithm and simulated annealing to estimate optimal process parameters of the abrasive waterjet machining. Eng Comput 27:251–259
Garikapati P, Balamurugan K, Latchoumi TP, Malkapuram R (2020) A cluster-profile comparative study on machining AlSi 7/63% of SiC hybrid composite using agglomerative hierarchical clustering and K-Means. Silicon, 1–12
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Garikapati, P.R., Balamurugan, K., Latchoumi, T.P., Shankar, G. (2022). A Quantitative Study of Small Dataset Machining by Agglomerative Hierarchical Cluster and K-Medoid. In: Marriwala, N., Tripathi, C.C., Jain, S., Mathapathi, S. (eds) Emergent Converging Technologies and Biomedical Systems . Lecture Notes in Electrical Engineering, vol 841. Springer, Singapore. https://doi.org/10.1007/978-981-16-8774-7_59
Download citation
DOI: https://doi.org/10.1007/978-981-16-8774-7_59
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-8773-0
Online ISBN: 978-981-16-8774-7
eBook Packages: EngineeringEngineering (R0)