
Abstract
In the last few decades, fiber-reinforced polymer (FRP) composites have gained much attention because of their outstanding strength-to-weight ratio, superior corrosion resistance, and excellent thermo-mechanical properties. This study presents the high strain rate (HSR) compressive behavior of woven E-glass fiber-reinforced epoxy embedded with randomly oriented discontinuous carbon fibers (RODCF). For the compressive testing of samples at HSR along the through-thickness direction, a compressive split Hopkinson pressure bar (SHPB) setup was used. Samples of cylindrical shape were used for SHPB testing, having a length to diameter ratio (L/D) of 0.75. All the samples were tested at a constant propelling gas pressure of 30 PSI and the strain rate range of 1977–2214 s−1. The amount of RODCF dispersion in the sample tested was 0.25% and 0.5% by weight of epoxy. It was observed that the mean compressive strength of the glass/epoxy (GE) sample increases up by 7.4% and 5.8% with RODCF addition of 0.25% and 0.5% by weight of epoxy, respectively. The signals obtained from the incident bar strain gauge and the transmitter bar strain gauge were used to obtain force versus time plots. The neat GE sample showed better stress equilibrium in the elastic regime as compared to GE samples containing RODCF. Dynamic plots of compressive strain rate versus time, true stress versus true strain as well as forces versus time were obtained for each type of sample and discussed.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
- Fiber-reinforced polymer
- High strain rate
- Split Hopkinson pressure bar
- Glass/epoxy
- Discontinuous carbon fibers
1 Introduction
The FRP composites are gradually becoming a material of significant importance in the last few decades. A wide variety of fibers and polymers are available for composite designing, be it for any application, conventional, or high technology. High specific strength, energy absorption, corrosive resistance, high specific stiffness, enhanced dimensional stability, as well as relatively low cost are some of the parameters that are generally considered during the selection of a material system for typical applications. Taking into account the different loading conditions to which the FRP composites are subjected during their service life, having more than one reinforcing material has proven to be more promising [1, 2]. In general, a high modulus and costly fiber are present in a hybrid composite material, with another fiber, which usually has lower mechanical properties and relatively cheaper cost. In such types of FRP composites, the fiber having a high modulus gives stiffness and load-bearing qualities. In contrast, damage tolerance is imparted by the low-modulus fiber, which keeps the total material system cost relatively lower [3]. Fibers such as boron and carbon, due to their high specific modulus, are extensively used in aerospace applications. However, the addition of low-modulus fibers like E-glass fibers in some percentage to the FRP composite containing high-modulus fiber can improve the impact properties effectively.
The compressive SHPB apparatus is an extensively used methodology for finding the composite response under HSR loading conditions. SHPB derives its principle from one-dimensional (1-D) wave propagation theory in elastic bars. Hopkinson first gave this concept of dynamic load testing of materials as he experimentally determined the pressure produced by an explosive with iron wires stress wave experiments. About four decades later, to determine the dynamic compressive stress–strain behavior of materials, the concept of split bars, along with data analysis and experimental procedure of one-dimensional pressure bar, was given by Kolsky. It was then that the split bar technique became popular and started to be used widely for the testing of materials at high strain rates [4]. Studies show that the loading pulse having a larger rise time when compared with the lesser rise time of loading pulse generates better stress uniformity [5]. Under compressive loading, various studies [6,7,8,9] were carried out on SHPB for determining the high strain rate (HSR) behavior of unidirectional, cross-ply composites as well as woven fabric-reinforced polymer composites [10, 11]. Wei Dong et al. [12], using several techniques, studied the fracture toughness and thermal stability of the short carbon fibers (SCF)/epoxy composites. The thermal stability of SCF/epoxy composites was reported to be similar to that of neat epoxy resin. In contrast, there was a significant improvement in the composites’ fracture toughness relative to the neat resin. Their findings showed that the composite’s toughness could be enhanced without risking the resin’s mechanical integrity.
In this study, our approach is to enhance the HSR compressive strength in the GE composite’s through-thickness direction. For this, RODCFs are embedded in the GE composite system and are then tested on the compressive SHPB setup at a constant propelling gas pressure of 30 PSI. All the samples were tested at room temperature. The incident and transmitter bar’s strain gauges are used to obtain the incident (I), reflected (R), and transmitted (T) pulse, which is further used to plot the true stress–true strain, strain rate versus time, and the forces versus time graphs for the GE as well as RODCF embedded GE samples.
2 Experimental Details
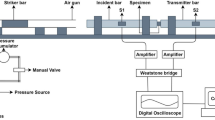
A compressive SHPB setup was used for testing the samples. Figure 1 shows the schematic of the SHPB apparatus used. The striker bar, propelling mechanism, incident and transmitter bar, and support stand are the major components of the compressive SHPB setup. The incident bar and transmitter bar’s diameter is 12 mm, its length is 1400 mm, and a 250 mm long striker bar was used. The bars were made up of martensitic stainless steel of density 7800 kg/m3, having Young’s modulus of 203 GPa. The design and development details regarding SHPB compressive apparatus, testing procedures, and safety precautions are given in [4, 10].

Schematic arrangement of compressive split Hopkinson pressure bar (SHPB) apparatus
Based on the concept of particle motion in a longitudinal direction, i.e., one-dimensional (1-D) propagation of the wave in elastic bars, the SHPB is designed. In an ideal 1-D system, its length can be considered to be infinite and diameter to be negligible. Since it is not possible practically, certain assumption has been taken while adopting the theory.
Here, \({C}_{0}=\sqrt{\frac{E}{\rho }}\) represents the elastic wave velocity in the bars, the gauge length of the specimen is denoted by \({L}_{s}\), the cross-sectional area of bars and specimen are denoted by \({A}_{B} and{ A}_{S}\), respectively. Young’s modulus of the bars is denoted by \(\mathrm{E}\). \({\varepsilon }_{I}\),\({\varepsilon }_{R}\), and \({\varepsilon }_{T}\) represent the incident strain pulse, reflected strain pulse, and transmitted strain pulse, respectively. \(\rho\) is the density of the bar, and t is the time duration. In this study, the engineering values of stress and strain were converted to true values by using equations (iv) and (v), taking the compressive stress and compressive strain to be positive values. The compressive strain rates were also taken as positive values:
3 Materials and Methods
3.1 Materials
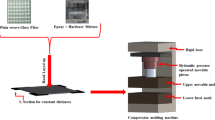
Diglycidyl ether bisphenol A type epoxy resin was used, and triethylenetetramine was used as the curing agent which was supplied by Atul Industries Ltd, India. L-12 and K-6 are the trade names of the epoxy resin and hardener obtained. Plain weave type E-glass fiber of 360 GSM was used, which was obtained from Owens Corning, India. The filament diameter of E-glass fiber was about 15 µm. Carbon fibers (tensile strength ~3500 MPa, modulus ~230 GPa, and strain to failure ~1.5%) were made available from Toray Industries and were chopped to 9 mm in length.
3.2 Fabrication of Samples
A total of 20 layers of woven fiber fabric were used to prepare the laminate of neat GE using the hand lay-up technique. The ratio of epoxy resin and hardener was kept as 10:1 (weight) as per the instruction provided by the manufacturer. It was followed by compression in hot press at 60 °C temperature at a pressure of 10 kg/cm2 for 20 min. The laminates were then kept at room temperature for 24 h. After that, the samples were cut out of the laminate and polished to the required dimension with an accuracy of ± 0.1 mm. The polished samples were then kept at 140 °C for 6 h for post-curing in the oven and allowed to cool inside the oven itself [13]. The fiber volume fraction (FVF) of the GE sample was found to be about 0.44. For the fabrication of the GE laminate containing RODCFs, the epoxy resin before the addition of hardener was mixed with the required amount of RODCFs for 30 min using a magnetic stirrer at 400 RPM and temperature of 120 °C. The rest of the procedure was the same as followed for the fabrication of neat GE laminate. Table 1 shows the configuration of the samples prepared and the respective sample code. One reason for not choosing a RODCF content of more than 0.5 wt% of epoxy was the difficulty of applying the RODCF embedded epoxy resin on the woven glass fiber during the hand lay-up fabrication process due to the increase in viscosity of the resin.
The design of the specimen is one of the essential parameters considered during the SHPB testing. Within the specimen, to attain dynamic stress equilibrium, its geometry and length to depth L/D ratio are significant. Further, the strain rate generated in the specimen is also controlled by it. It has been observed from the literature that specimens of cylindrical geometry are considered suitable when the length (L) to diameter (D) ratio is in the range of 0.5–2.0 for SHPB compressive testing of FRP composites [14]. The samples tested had an L/D ratio of 0.75, with a diameter of 8 mm, and the depth or thickness of the specimen was 6 mm.
4 Results and Discussions
The study was executed experimentally on the HSR behavior of GE, GE-RODCF1, and GE-RODCF2 composite using compressive SHPB apparatus along the through-thickness direction. The pressure of the propelling cylinder was kept constant at 30 PSI which generated a strain rate in the range of about 1977–2214 s−1. Five samples of each configuration were tested. Figure 2 shows the incidence (I) pulse, reflected (R) pulse, and transmitted (T) pulse signals obtained from the strain gauges of the incident rod and transmitter rod.

Output signal of HSR compressive SHPB test along thickness of a GE sample, strain rate = 2135 s−1 b GE-RODCF1 sample, strain rate = 1977s−1 c GE-RODCF2 sample, strain rate = 2056s−1
Figure 3a, b shows the absolute value of the compressive strain rate versus time plot and absolute mean strain rate values, respectively, for the GE, GE-RODCF1, and GE-RODCF2 composite samples. Figure 4a, b shows the true stress versus true strain plot and mean peak compressive stress, respectively. Strain gauge signals and equations (i)–(v) were used to obtain these plots. It should be taken into consideration that the sample fails in the time duration corresponding to peak stress in the graph. The reference strain rate is taken as strain rate at the first peak of strain rate versus time graph. The true strain-true stress plot can be divided into two regions, in which the behavior of the material until the peak compressive stress is reached can be one region. In contrast, another region, i.e., after the peak stress is reached, can be considered the material’s post-failure behavior.

HSR compressive SHPB tested samples along thickness direction a absolute strain rate vs time plot b absolute mean strain rate

HSR compressive SHPB tested samples along the thickness direction a true stress versus true strain plot b mean peak compressive stress
In Fig. 5, F1 is termed as the force versus time plot obtained from the I + R signal. Similarly, F2 was obtained from the T signal. Force F1 acts on the interface between the specimen and the incident bar, whereas force F2 acts on the interface between the specimen and transmitter bar. Likewise, the true stress–true strain curve, the force versus time curve, is also considered to have two regions. The first region can be considered until the peak force is reached and after the peak force is reached, i.e., after the specimen has failed, the behavior is indicated by the second region. It becomes quite evident that F1 and F2 will not be the same after the peak is achieved. Even in region one, it was observed that the forces F1 and F2 are having some differences. Figure 5 shows the force versus time plots that were obtained from the strain gauge signals for the GE, GE-RODCF1, and GE-RODCF2 samples tested at 2135 s−1, 1977 s−1, and 2056 s−1. The stress equilibrium was comparatively better in the elastic region of the GE sample’s stress–strain behavior but was disturbed in the GE-RODCF1 and GE-RODCF2 samples. One of the major causes of this can be the stress wave attenuation caused due to the impedance mismatch between epoxy and RODCF along with the stress wave attenuation that would have taken place during damage evaluation.

Force versus time plot of HSR compressive test along thickness results of a GE sample, strain rate = 2135 s−1 b GE-RODCF1 sample, strain rate = 1977 s−1 c GE-RODCF2 sample, strain rate = 2056 s−1
5 Conclusions
The compressive properties under HSR loading condition in the through-thickness direction of GE composite, along with GE composite embedded with RODCFs (0.25% wt. of epoxy) as well as GE composite embedded with RODCFs (0.5% wt. of epoxy) are stated here. A constant propelling gas pressure of 30 PSI was kept for testing of all the samples resulting in a strain rate range of 1977–2214 s−1. The following points can be concluded from the study done.
-
1.
An enhancement of 7.2% and 5.4% in the mean compressive strength of the GE composite samples was observed with the addition of RODCFs 0.25% and 0.5% wt. of epoxy, respectively.
-
2.
The peak force F1 was observed to be higher than the peak force F2 in GE and GE-RODCF1 and GE-RODCF2 samples, which can be attributed to the stress wave attenuation in the woven composites. The stress equilibrium was seen to exist better in the neat GE sample’s elastic regime than in the GE samples containing RODCF, which can be due to the additional stress wave attenuation because of impedance mismatch between epoxy and RODCF.
References
Woo S-C, Kim T-W (2016) High strain-rate failure in carbon/Kevlar hybrid woven composites via a novel SHPB-AE coupled test. Compos B Eng 15(97):317–328
Shubham, Rajesh Kumar Prusty, Chandra Ray B (2020) Mechanical modelling and experimental validation of woven composites. Mater Today Proc 1(27):2640–2644
Daryadel SS, Mantena PR, Kim K, Stoddard D, Rajendran AM (2016) Dynamic response of glass under low-velocity impact and high strain-rate SHPB compression loading. J Non-Cryst Solids 15(432):432–439
Naik NK, Ch V, Kavala VR (2008) Hybrid composites under high strain rate compressive loading. Mater Sci Eng A 498(1):87–99
Yang LM, Shim VPW (2005) An analysis of stress uniformity in split Hopkinson bar test specimens. Int J Impact Eng 31(2):129–150
Hsiao HM, Daniel IM (1998) Strain rate behavior of composite materials. Compos B Eng 29(5):521–533
Li Z, Lambros J (1999) Determination of the dynamic response of brittle composites by the use of the split Hopkinson pressure bar. Compos Sci Technol 59(7):1097–1107
Jenq ST, Sheu SL (1993) High strain rate compressional behavior of stitched and unstitched composite laminates with radial constraint. Compos Struct 25(1–4):427–438
Vural M, Ravichandran G (2004) Transverse failure in thick S2-glass/epoxy fiber-reinforced composites. J Compos Mater 38(7):609–623
Naik NK, Kavala VR (2008) High strain rate behavior of woven fabric composites under compressive loading. Mater Sci Eng A 474(1–2):301–311
Harding J (1993 Jun 1) Effect of strain rate and specimen geometry on the compressive strength of woven glass-reinforced epoxy laminates. Composites 24(4):323–332
Dong W, Liu H-C, Park S-J, Jin F-L (2014) Fracture toughness improvement of epoxy resins with short carbon fibers. J Ind Eng Chem 20(4):1220–1222
Kumar DS, Shukla MJ, Mahato KK, Rathore DK, Prusty RK, Ray BC (2015) Effect of post-curing on thermal and mechanical behavior of GFRP composites. IOP Conf Ser Mater Sci Eng 75:012012
Woldesenbet E, Vinson JR (1999) Specimen geometry effects on high-strain-rate testing of graphite/epoxy composites. AIAA J 37(9):1102–1106
Acknowledgements
The authors very much appreciate the National Institute of Technology Rourkela, Indian Institute of Technology Bombay, and Science and Engineering Research Board (ECR/2018/001241) for supporting the study. Also, for providing technical support, the authors thank Mr. Rajesh Patnaik and Mr. Chinmay Sumant.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Shubham, Yerramalli, C.S., Prusty, R.K., Ray, B.C. (2022). Through-Thickness High Strain Rate Compressive Response of Glass/Epoxy-Laminated Composites Embedded with Randomly Oriented Discontinuous Carbon Fibers. In: Jonnalagadda, K., Alankar, A., Balila, N.J., Bhandakkar, T. (eds) Advances in Structural Integrity. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-8724-2_10
Download citation
DOI: https://doi.org/10.1007/978-981-16-8724-2_10
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-8723-5
Online ISBN: 978-981-16-8724-2
eBook Packages: EngineeringEngineering (R0)