
Abstract
In this research work, the impact of machining parameters over material removal rate and surface roughness was experimentally investigated. Based on a hybrid grey fuzzy algorithm, the optimum conditions were determined. Both fuzzy logic and grey relational analysis were coupled with Taguchi methodology used to optimize the turning process. The experiments were planned on the basis of Taguchi’s design of experiments in which a L16 OA was chosen for three parameters that differed through four levels. Using a response table, the optimal setting was identified, whereas the impact of input parameters on the output was measured using ANOVA. Using this hybrid technique, the study improved the performance characteristics of the turning process which was proved with the results retrieved from the conformation experiment.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Turning operation is one of the most common machining operations in which rotational parts are being produced by removing material, thereby obtaining reduced size of required diameter. The turning operation can be performed generally in lathe machine with the use of single-point cutting tool. For turning the workpiece in lathe, it is required to fix the cutting tool in the fixture and the workpiece made to be rotated continuously. In various kinds of industries, the turning is the most widely used machining operation to produce required shape of different components [1, 2]. According to the wide research conducted in the area of MMC cutting process by the researchers around the globe, it has been found that the main aspects affecting MMC turning operation predominantly depend on the type of material being used [3, 4]. Usually, according to the guidelines set by standard handbooks, the experience of operators and the knowledge, the machining parameters are selected. However, if the chosen machining parameters are not optimum, then it may eventually increase the cost of the product [5]. By choosing the best machining parameters, one can achieve high machining performance [6]. In the process of choosing the best combination of best machining parameters, the researcher makes use of the optimization techniques [7]. With improved properties, metal matrix composites (MMCs) render a wide range of excellent options in designing new products. MMCs have increased strength and enhanced stiffness, wear resistance, dimensional stability even at highest temperatures and low coefficient of thermal expansion. When it comes to aluminium metal matrix composites (AMCs), aluminium alloy remains the matrix material, whereas the other phases comprise of B4C, SiC, Gr, Al2O3, etc. The composite’s mechanical strength and its wear resistance increase when the ceramic particles are incorporated in aluminium alloys [8,9,10]. Suhasini G [11], reported that the significant impact-creating factor is the feed rate followed by depth of cut and cutting speed for quality characteristics like surface roughness (Ra) and material removal rate (MRR) when turning A356/5 wt. % SiCp. According to Ciftci [12], the surface roughness values produced by uncoated carbide tools are quite better than the coated carbide tools, during turning of Al 2014/SiC MMCs in dry machining condition. With the help of sensitivity, a multiple criteria optimization approach was proposed by Isik and Kentli [13], and the study considered two objectives such as the lessening of cutting forces and increased removal of material, when the unidirectional glass fibres are turned, in order to minimize the specific cutting pressure, surface roughness and tool wear and further to maximize the material removal, a research was conducted by Palanikumar [14] which made use of grey relational grade and Taguchi method. In that study, the GFRP/epoxy composites were turned on with the help of carbide (K10) tool. Further, in the study conducted by Krishnamoorthy [15], grey fuzzy logic was applied to optimize the parameters involved in the drilling process of plastic composite plates that are reinforced with carbon fibre. In order to optimize the machining parameters followed when drilling hybrid aluminium metal matrix composites, Rajmohan [16] utilized grey fuzzy algorithm.
In case of unclear and indecisive environment, fuzzy logic-based applications are primarily used. In today’s research trends, the optimization of various manufacturing processes is primarily executed by fuzzy logic-based, multicriteria decision-making techniques. Deng [17] introduced the grey system which is an influential tool that can make use of poor, incomplete and vague data [18, 19] too. Grey relational technique is the hot research topic among today’s researchers who effectively used it to trace the intricate relationships among different objectives in a wide range of manufacturing fields [20,21,22,23]. Grey relational grade (GRG) is determined by averaging the GRC of every response for converting the optimization of multi-objective performance characteristics into optimization of a single GRG [21]. In their study [23], Lin and Lin utilized grey fuzzy logic method to optimize the EDM process of SKD11 alloy steel with a number of process responses. Present investigation is focused on turning performance of A7075/fly ash/SiC AMMC in terms of Ra and MRR under dry machining condition with uncoated carbide-tipped tool inserts.
2 Experimentation
The weight of AMMCs having 10% of SiC and fly ash particles of size 53 μm were fabricated by stir casting route taken as reference for machining as at this percentage, better mechanical properties were analysed by Venkata Reddy [10].
Stir casting route was followed to prepare the composites. Melting of A7075 ingots was performed in an electric furnace with graphite crucible. At 770 °C, molten metal pool was stirred at the centre of the crucible with the help of a mechanical stirrer that rotates at 500 rpm. SiC and fly ash particulates were preheated and dropped in a uniform fashion into the melt. With the purpose of avoiding agglomeration at the time of stirring, the particles were ensured to have a smooth and continuous flow. Since the cast gets exposed to the atmosphere while stirring, argon inert gas-based shielding was maintained throughout for 2–3 min to avoid oxidation. Then, molten metal is poured into cast iron moulds which is preheated to 200 °C. The fabricated ingots were kept in a muffle furnace at 110 °C for 24 h to remove any residual stresses induced in the castings and to reduce the chemical inhomogeneity [10].
Uncoated tungsten carbide inserts are used as a cutting tool. Rough turning on fabricated ingots is first performed on lathe machine to make specimens of uniform diameter as shown in Fig. 1. Initially, based on the available feeds and speeds on the lathe, pilot experiments were conducted to find the range of feeds and speeds for material removal rate as well as good surface finish. Once the levels were identified for depth of cut, cutting speed and feed, the Taguchi’s L16 orthogonal array was opted to develop the experimental design. Table 1 lists all the factors and their selected levels.

Specimens of A7075 reinforced with fly ash and SiC
Mitutoyo’s surf test SJ-210, an instrument which is generally used to measure the surface roughness, was used in this experiment to calculate the average surface roughness (Ra) of 16 specimens by measuring the surface roughness at three various locations.
Either using Eqs. (1) or (2), the material removal rate was calculated so as to deduce the productivity evaluation.
In the equations above, N denotes spindle speed (rpm), whereas the cutting speed is denoted by v (m/min). Here, D denotes the workpiece diameter and f denotes the feed (mm/rev), while d is the depth of cut (mm).
3 Methodology, Results and Discussion
3.1 Grey Relational Analysis (GRA)
Grey relational analysis (GRA) converts the optimization of multiple response characteristics into single grey relational grade. The procedure involves (i) conversion of experimental data into normalized values, (ii) evaluation of GRCs and (iii) generating GRG. In this work, it is decided to optimize simultaneously Ra and MRR. Experimental data sets based on L16 orthogonal array were used.
The response values are normalized to \(Z_{ij} \) (i.e. 0 < \(Z_{ij}\) < 1) utilizing the third equation (Eq. 3) for smaller better type, whereas for larger better type, Eq. (4) is used.
In the equation above, n denotes the number of replications while \(y_{ij}\) denotes the observed response value with i = 1, 2, …, n and j = 1, 2, …, k.
Equation (5) is nothing but the grey relational coefficient (ζ) which can be exhibited as the relation that exists among the ideal best and actual normalized experimental values
where i = 1, 2, … n; k = 1, 2, … n; \(\Delta_{{{\text{min}}}}\) = \(\min_{i} \min_{j } \left\| {x_{0} (k) - x_{i} (k)} \right\|\); \(\Delta_{{{\text{max}}}}\) = \(\max_{i} \max_{j } \left\| {x_{0} (k) - x_{i} (k)} \right\|\). When taking an average of grey relational coefficients of every performance characteristic, then it results in grey relational grade (\(\propto_{{\text{i}}}\)) and Eq. (6) denotes the same.
where \(\propto_{i}\) denotes the GRG for ith experiment, whereas k denotes the number of output responses.
3.2 Fuzzy Inference System
There are four models present in the fuzzy inference system such as defuzzification interface, fuzzification interface, rule base and database followed by decision-making unit finally [24]. The database defines the fuzzy sets’ membership functions and is followed by fuzzy rules, while the decision-making component executes the implication operations based on the framed rules. The fuzzification line converts the inputs into degrees of matching with linguistic values, whereas the fuzzy rules of the implication are converted into output by defuzzification interface [25]. In fuzzy rule base, there are two inputs and one output present which are driven by if–then control rules. In Fig. 2, the fuzzy interface system is illustrated on the basis of which further prediction is executed.

Fuzzy interface system
3.3 Steps for the Grey Fuzzy Logic Method
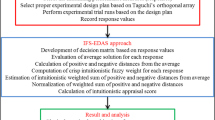
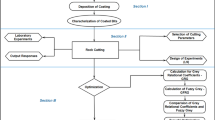
Figure 3 shows the process that was followed to determine the best possible machining parameters for multi-response optimization. In this methodology, there are totally six steps followed which are described herewith.

Steps for the grey fuzzy logic method
-
Step 1
The turning parameters and their levels are all pre-authorized so that the experiments are executed with the help of L16 orthogonal array.
-
Step 2
Based on Eqs. (3) and (4), the face values of all the data pre-processing responses are obtained. Using Eq. (5), the grey relational coefficient ζi(k) is calculated for every response following which the same equation is utilized to produce the overall GRG α too.
-
Step 3
Using membership function, the fuzzification of the grey relational coefficient is acquired from all the responses in addition to the fuzzification of the overall GRG. The fuzzy rules being established in linguistic form relating GRC as well as overall GRG seem to be satisfactory.
-
Step 4
The fuzzy multi-response output is determined with the help of max–min interface operation, after which the centroid defuzzification is deployed so as to determine the grey fuzzy reasoning grade using MATLAB tool box.
-
Step 5
Based on response table and response graph, the best combination of parameters is chosen. Further it is anticipated to identify the contribution from every single factor and its interactions on multi-response output with the help of ANOVA.
-
Step 6
The confirmation tests are carried out in order to verify the outcome.
3.4 Analysis of Variance
Analysis of variance (ANOVA) was conducted in order to measure the difference per cent among the available set of sources. It is generally applied in order to calculate the contribution made by the input parameters chosen for the study than the output response. The results and the inferences made from the ANOVA can be utilized to find out the parameters that can be held accountable for the performance of the particular process, and it can regulate the parameters for better performance.
4 Results and Discussions
4.1 Calculating the Grey Relational Coefficients
The current research work makes use of two inputs and one output (GFRG) fuzzy logic system. Mamdani fuzzy inference system, i.e. the inference engine, was made to perform fuzzy reasoning on the basis of fuzzy rules so as to generate a fuzzy value. The fuzzy rules mentioned above are designed in the form of if–then control rule. The fuzzy logic system has Ra and MRR grey relational coefficients as inputs. The linguistic membership functions, for example, very low, low, medium and high, were utilized to denote the GRC of Ra and MRR input variables. In a similar manner, the output GRG was denoted through the membership functions, for instance, very low (VL), low (VL), medium (M), low, high (H) and very high (VH). Figures 4 and 5 show the triangular-shaped membership functions which were utilized for this work. The current research work put forth 16 fuzzy rules which were developed by projecting the relationships that exist between GRC and GFRG values. Figure 6 shows the rule-based fuzzy logic reasoning. The fuzzy output can be achieved through maximum–minimum compositional operation via tracking of the fuzzy reasoning. With the help of MATLAB (R2018b) fuzzy logic toolbox, the defuzzifier changes the fuzzy predicted values into GRFG, and these values are listed in Table 2.

Membership functions for surface roughness and MRR

Membership function for multi-response output

Fuzzy logic rules viewer
When the GFRG values are higher, it denotes its optimal multidimensional performance characteristics. The mean value was analysed for GFRG. Table 3 lists the rank of parameters on the basis of Δ (delta) statistics that can be derived from the difference between highest and least average of GFRG of every factor. This rank of parameters impacts multiple performance response. Figure 7 plots these rank values alike the response graph in case of machining parameters. When the response graph is greatly inclined, then the impact of the process parameters upon multiple performance response would also be higher.

Response graph for every level of machining parameters
Figure 5 shows all the three inputs’ fuzzification. For example, Ra takes up its GRC value. The triangular membership function graph is exhibited in such a way that defines the way of mapping input and output values (Y = GFRG) between 0 and 1. Figure 6 shows the triangular-shaped membership function which is utilized in the current research work.
On the basis of Table 3 and Fig. 7, the optimum values in case of machining process parameters are listed as follows: depth of cut at level four (0.80 mm) (C4); feed rate at level two (0.10 mm/min) (B2); cutting speed at level four (1200 rpm) (A4). Simultaneously, when these conditions are used, it diminishes Ra and enhances MRR along machining with all the investigated factors. Equation (7) shows the response equation of GFRG. The maximum value (rank 1) of cutting speed (A) highly influenced its multi-performance which can also be understood from Fig. 7.
ANOVA, having executed at 95% confidence level, was done so in order to assess the role played by every factor in multiple performance characteristics. Large F-value inferred that the change in process parameters severely impacted the performance characteristic. Table 4 shows the ANOVA results. The % contribution of cutting speed was determined as 43.43 as mentioned in ANOVA table of GFRG which infers that a prominent role was played by cutting speed in the determination of GFRG. Once the best level parameters for machining were decided from S/N ratio graph, the tests for confirmation were conducted in order to ensure the improvement in the multi-response feature of turning as shown in Table 5. Using optimal level of turning parameters and using Eq. (8), the forecasted response value (\(\gamma_{{{\text{predicted}}}}\)) can be calculated.
in which, the \(\gamma_{m}\) denotes the overall mean multi-response value and \(\gamma_{0}\) denotes the mean multi-response value at the optimum level of factors. In the equation, n denotes the number of input process parameters. From the outcomes, it can be inferred that the GFRG value of the optimal parameter condition (A4B2C4) seems to be high when compared with the initial setting parameter condition. In addition to that, the forecasted response value also seems to be closer to the experimental value.
5 Conclusion
The current study utilized the hybrid approach of grey fuzzy method in addition to orthogonal array so as to best enhance the process parameters in the turning process of Al7075/FA/SiC hybrid MMC for multi-response features. The researcher identified a best combination of turning parameters along with their levels when it comes to achieving the least surface roughness (Ra) value and a better material removal rate (MRR). Based on the response noted from GFRG values, the researcher found out the optimum combination levels of input process parameters: cutting speed 1600 rpm, feed 0.1 mm/rev. and depth of cut 0.8 mm as shown in Fig. 7. Further, the study concluded with the proposed method showing efficiency in finding a solution for turning multi-response problems when compared to the methods used earlier.
References
Kanta DD, Mishra PC, Singh S, Thakur RK (2015) Tool wear in turning ceramic reinforced aluminum matrix composites—A review. J Compos Mater 49(24):2949–2961
Muthukrishnan N, Murugan M, Rao KP (2008) Machinability issues in turning of Al-SiC (10p) metal matrix composites. Int J Adv Manuf Technol 39(3–4):211–218
Niknam SA, Kamalizadeh S, Asgari A, Balazinski M (2018) Turning titanium metal matrix composites (Ti-MMCs) with carbide and CBN inserts. Int J Adv Manuf Technol 97(1–4):253–265
Dandekar CR, Shin YC (2012) Modeling of machining of composite materials: a review. Int J Mach Tools Manuf 57:102–121
Thakur D, Ramamoorthy B, Vijayaraghavan L (2009) Optimization of high speed turning parameters of superalloy Inconel 718 material using Taguchi technique
Yang WP, Tarng YS (1998) Design optimization of cutting parameters for turning operations based on the Taguchi method. J Mater Process Technol 84(1–3):122–129
Zuperl U, Cus F, Milfelner M (2005) Fuzzy control strategy for an adaptive force control in end-milling. J Mater Process Technol 164:1472–1478
Surappa MK (2003) Aluminium matrix composites: Challenges and opportunities. Sadhana 28(1–2):319–334
Gopalakrishnan S, Murugan N (2012) Production and wear characterization of AA 6061 matrix titanium carbide particulate reinforced composite by enhanced stir casting method. Compos B 43:302–308
Venkata Reddy V et al (2018) Studies on microstructure and mechanical behavior of A7075 -Flyash/SiC hybrid metal matrix composite. IOP Conf Ser Mater Sci Eng 310:012047
Suhasini G et al (2013) Machining of MMCs: a review. Mach Sci Technol Int J 17(1):41–73
Andrews C et al (2000) Machining of Aluminium/SiC composite using diamond inserts. J Mater Process Technol 102:25–29
Işık B, Kentli A (2009) Multicriteria optimization of cutting parameters in turning of UD-GFRP materials considering sensitivity. Int J Adv Manuf Technol 44:1144–1153
Palanikumar K, Karunamoorthy L, Karthikeyan R (2007) Multiple performance optimization of machining parameters on the machining of GFRP composites using carbide (K10) tool. Mater Manuf Process 21(8):846–852
Krishnamoorthy A, Boopathy RS, Palanikumar K, Davim PJ (2012) Application of grey fuzzy logic for the optimization of drilling parametersfor CFRP composites with multiple performance characteristics. Measurement 45:1286–1296
Rajmohan T, Palanikumar K, Prakash S (2013) Grey-fuzzy algorithm to optimise machining parameters in drilling of hybrid metal matrix composites. Compos Part B 50:297–308
Deng J (1989) Introduction to grey system. J Grey Syst 1(1):1–24
Pattnaik S, Karunakar DB, Jha PK (2013) Multi-characteristic optimization of wax patterns in the investment casting process using grey-fuzzy logic. Int J Adv Manuf Tech 67(5–8):1577–1587
Liu NM, Horng JT, Chiang KT (2009) The method of grey fuzzy logic for optimizing multi-response problems during the manufacturing process: a case study of the light guide plate printing process. Int J Adv Manuf Tech 41:200–210
Ahilan C, Kumanan S, Shivakamaran N (2009) Multi objective optimization of CNC turning process using grey based fuzzy logic. Int J Mach Mach Mater 5:434–451
Hsiao YF, Tarng YS, Huang WJ (2008) Optimization of plasma arc welding parameters by using the Taguchi method with the grey relational analysis. Mater Manuf Process 23:51–58
Chiang KT, Chang FP (2006) Application of grey-fuzzy logic on the optimal process design of an injection-molded part with a thin shell features. Int Commun Heat Mass Transfer 33:94–101
Lin JL, Lin CL (2005) The use of grey-fuzzy for the optimization of the manufacturing process. J Mater Process Technol 160:9–14
Klir GN, Yuan B (1995) Fuzzy sets and fuzzy logic: theory and applications. Prentice-Hall, USA
Ross TJ (2004) Fuzzy logic with engineering applications. John Wiley & Sons, UK
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Reddy, V.V., Mandava, R.K., Srunivasulu Reddy, K. (2022). Optimization of Machining Process Parameters Using Grey Fuzzy Method. In: Verma, P., Samuel, O.D., Verma, T.N., Dwivedi, G. (eds) Advancement in Materials, Manufacturing and Energy Engineering, Vol. II. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-8341-1_40
Download citation
DOI: https://doi.org/10.1007/978-981-16-8341-1_40
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-8340-4
Online ISBN: 978-981-16-8341-1
eBook Packages: EngineeringEngineering (R0)