
Abstract
Laser tracker is the mainstream equipment in the field of industrial measurement. The analysis and research of its measurement accuracy have a certain scientific research value and use value. In this paper, the measurement results of the metal and glass target balls at D = 3730 mm and D = 2815 mm were analyzed and analyzed by combining with the measurement system of the laser tracker. The measurement results of the metal and glass target balls at D = 2766 mm and D = 2727 mm were analyzed by using three-point support base. It is found that the maximum error of the metal target is 14.2 μm, the 1.5-inch glass target is 5.8 μm, and the 0.5-inch glass target is 9.3 μm at D = 2727 mm by using the three-point support base. In the case of removing the positioning error and the base error of the target ball, the three target balls all meet the requirements of use. The closer the target ball is to the laser tracker system, the smaller the error value is. Compared with the base supported by plane, the measurement accuracy of the target ball is improved to some extent when the base supported by triangle is used.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

1 Introduction
In recent years, with the rapid development of modern three-dimensional space technology, laser tracker has become a high-precision large-size measuring instrument with mature technology, high efficiency and stable performance in industrial measuring system. In some major industries, the 3D high precision measurement method represented by the laser tracker gradually replaces the traditional measurement method and is widely used in the installation and detection of large precision equipment [1,2,3,4].
2 Laser Tracker Measuring System
Laser tracker system (LTS) is a high-precision large-size measurement instrument in industrial measurement system. It integrates laser interferometric ranging technology, photoelectric detection technology, precision machinery technology, computer and control technology, modern numerical calculation theory and other advanced technologies. The space moving target is tracked and the three-dimensional coordinates of the target are measured in real time. It has the characteristics of high precision, high efficiency, real-time tracking and measurement, quick installation and easy operation, etc. and is suitable for real-time measurement of geometric quantities in large-scale space.
3 Error Factors Affecting Measurement
The main factors affecting the indication error of the laser tracker measurement system are the indication error of the point length, the double-sided indication error, the distance indication error, the spherical reflection target error and the dynamic velocity error.
The point-to-point length indication error of laser tracker refers to the difference between the indication value and the reference value when the laser tracker measures the point-to-point length of the short ruler. The measurement needs to be made in horizontal, vertical, diagonal and any direction specified by the user [5].
Laser tracker double-sided indication error refers to the difference of the indication value of the laser tracker when the fixed point is tested on both sides and the forward-looking/rear-looking measurement at the same point. This measurement needs to be made at three different points.
The distance indication error of the laser tracker refers to the difference between the indication value of the laser tracker and the reference value when the laser tracker measures the long ruler installed along the measuring axis. The measurement needs to be made on at least four different reference lengths.
Laser tracker spherical reflection target error refers to the spherical reflection target installed in the base point, the laser tracker measured the value of the change. The measurement involves rotating the spherical reflector target four positions about the laser incident axis and four positions about the vertical axis of the laser.
Dynamic indication error refers to the maximum speed when the laser tracker can keep tracking ability when the target moves along the circumference.
4 Error Analysis Method of Measuring Target Ball
The reflector of laser tracker generally has cat eye reflector, corner reflector and tool ball reflector and other types. The reflector adopts a spherical structure, embedded in the interior of a hollow cone prism, ranging equivalent reflection center coincides with the center of the ball, in theory, the distance between the prism center and any spherical measuring point is equal to the radius of the ball R. The accuracy of the reflector is very high, each reflector needs to be tested strictly before leaving the factory, and the allowable error is generally (0.01–0.025) mm.
Similar to total station ranging, laser tracker ranging also exists range plus constant and range multiplication constant, which should be corrected. In addition, the error of the center of the ball and the error of the incident angle have a great influence on the measurement of the station construction of multiple laser trackers. This error is not only affected by the error of the prism itself but also affected by the processing error of the base. In order to ensure the measurement accuracy of the laser tracker, it is necessary to test the reflection prism error.
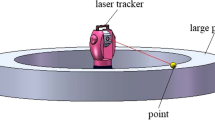
As shown in the figure, the spherical reflection target is installed at the base point (stable and at the same height as the instrument), aligned with the laser incident direction and recorded the value of the laser tracker; rotate four positions around the laser incident to record the laser tracker; swing around two axes perpendicular to the laser axis respectively to record the value of the laser tracker. The measurement results are shown in the Fig. 28.1.

Schematic diagram of spherical reflection target error measurement
5 Example Analysis of Measuring Target Ball Error
In this paper, the 1.5-inch metal target ball, 1.5-inch glass target ball and 0.5-inch glass target ball configured in the laser tracker system are tested at different distances. The measured environmental conditions are: temperature 24.1 °C, air pressure 952.4 hPa, humidity 60.3%RH. The specific test scheme is shown in Table 28.1.
5.1 1.5-Inch Metal Target Ball Test
The 1.5-inch metal target ball has the advantage of preventing it from falling and is commonly used in the measurement process. It is necessary to carry out its measurement accuracy. For the 1.5-inch metal target ball, the plane base measurement results are used at the position D = 3730 mm and D = 2815 mm, respectively, and the three-point support base measurement results are used at the position 2766 mm. It can be seen from the three tables that the maximum measurement error of the metal target ball at D = 3730 mm is 15.5 μm, that of the metal target ball at D = 2815 mm is 14.4 μm, and that of the metal target ball at D = 2766 mm is 14.2 μm. According to the data, the closer the target ball is to the laser tracker system, the smaller the error value is. The datum of the triangular-supported base is a slight improvement over that of the flat-supported base.
The positioning error of the laser tracker measuring system is 15 μm + 6 μm/m, which is about 37, 32 and 31 μm, respectively, when D = 3730 mm, D = 2815 mm and D = 2766 mm. After removing the influence of the positioning error and the base of the target ball, the accuracy error of the target ball in the three places meets the use requirements (Table 28.2).
Figure 28.2 shows the comparison of the three measurement results at D = 2815 mm for a 1.5-inch metal target ball. The image clearly shows the measurement error curve. By comparing the figures, it is found that the error curves of the metal target ball in the laser axis, vertical axis 1 and vertical axis 2 are consistent, and the data fluctuate to some extent. The maximum measurement error of the metal target ball at D = 2815 mm is 14.4 μm, and the correction point appears in the laser axis of the second measurement (Tables 28.3 and 28.4).

Three measurement results when 1.5 in metal target ball D = 2815 mm (plane support)
5.2 1.5-Inch Glass Target Ball Experiment
The advantage of 1.5-inch glass target ball compared with metal target ball is its low price, and it is more commonly used in the measurement process. It is necessary to carry out the measurement accuracy. For the 1.5-inch glass target ball, the plane base measurement results are used at the position D = 3730 mm and D = 2815 mm, respectively, and the three-point support base measurement results are used at the position 2766 mm. According to the three tables, the maximum measurement error of the metal target ball at D = 3730 mm is 11.1 μm, that of the metal target ball at D = 2815 mm is 7.0 μm, and that of the metal target ball at D = 2766 mm is 5.8 μm. According to the data, the closer the target ball is to the laser tracker system, the smaller the error value is. Compared with the plane-supported base, the data of the triangular-supported base are significantly improved.
The positioning error of the laser tracker measuring system is 15 μm + 6 μm/m, which is about 37 μm, 32 μm and 31 μm, respectively, when D = 3730 mm, D = 2815 mm and D = 2766 mm. After removing the influence of the positioning error and the base of the target ball, the accuracy error of the target ball in the three places also meets the use requirements (Tables 28.5 and 28.6).
5.3 0.5” Glass Target Ball Experiment
At a measuring distance of D = 2727 mm, the 0.5-inch glass target ball is supported by three points, and the data shown in Table 28.7 show a measurement error of 9.3 μm. A 0.5-inch glass target ball is more difficult to measure than a 1.5-inch target ball due to its relatively small diameter. Through the data, it is found that the measuring accuracy of 0.5-inch glass target ball meets the requirements of use (Table 28.8).
As can be seen from the table, with the change of the attitude of the ball prism, the maximum error of the reflection center of the metal target ball can reach 14.2 μm when the three-point support base is used at the close distance D = 2766 mm, and the maximum error of the reflection center of the 1.5-inch glass target ball can reach 5.8 μm when the three-point support base is used at the close distance D = 2727 mm. The maximum error caused by the reflection center of the 0.5-inch glass target ball can be 9.3 μm. According to the data, the closer the target ball is to the laser tracker system, the smaller the error value is. Compared with the base supported by plane, the measurement accuracy of the target ball is improved to some extent when the base supported by triangle is used.
6 Conclusions
There are many kinds of influence on measurement error of laser tracker system, and the measurement target ball is also a part of the influence on measurement accuracy. The precision of three kinds of commonly used target balls, 1.5-inch metal target ball, 1.5-inch glass target ball and 0.5-inch glass target ball, is analyzed. With the change of the attitude of the ball prism, the maximum error of the reflection center of the 1.5-inch metal target ball is 14.2 μm, and the maximum error of the reflection center of the 1.5-inch glass target ball is 5.8 μm, using the three-point support base at the position of D = 2766 mm. The maximum error of the reflection center of the 0.5-inch glass target ball is 9.3 μm when the three-point support base is used at D = 2727 mm. In the case of removing the positioning error and the base error of the target ball, the three target balls all meet the requirements of use. The closer the target ball is to the laser tracker system, the smaller the error value is. Compared with the base supported by plane, the measurement accuracy of the target ball is improved to some extent when the base supported by triangle is used. The next step is to develop a tool to further shorten the measurement distance and reduce the impact of the measurement distance on the precision of the target ball.
References
C.A. Hu, S.T. Luo, W.Z. Li et al., Application of laser tracker in industrial measurement field, in 2021 International Conference on Mechanical Engineering, Intelligent Manufacturing and Automation Technology, Guilin, vol. 1820 (2021), pp. 1–5
C.A. Hu, W.B. Du, M.Y. Zhou, Research on process inspection and compensation method for finish machining of large size and high precision conical shaft. Mach. Tool Hydraul. 1, 144–147 (2019)
C.A. Hu, F. Lv, S.T. Luo, Z. Yang, R. Zhang, W.Z. Li, Application of the indoor large-length standard device, in 2020 International Conference on Intelligent Control, Measurement and Signal Processing and Intelligent Oil Field, vol. 1894 (2021), pp. 012017–012023
C.A. Hu, W.Z. Li, Y. Zhou, W.B. Du, Y.H. Peng, J.G. Li, Application of the precision industrial measurement technology in geometric measurement, in 2021 7th International Conference on Manufacturing Technology and Applied Materials, vol. 1885 (2021), pp. 1–6
JJF 1242, Calibration Specification for Laser Tracker 3-Dimensional Measuring System. (2010)
Acknowledgements
The work is supported by the National Natural Science Foundation of China (NSFC) under grants of number 61604154, number 61875201, number 61975211 and number 62005287, and partially supported by the science project of Sichuan province under grant of 2018JY0203 and the Youth Innovation Promotion Association of the Chinese Academy of Sciences (2021380).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Hu, C., Hu, S., Liu, J., Sun, H. (2022). Analysis and Study of Target Ball Error Accuracy for the Laser Tracker. In: Liu, G., Cen, F. (eds) Advances in Precision Instruments and Optical Engineering. Springer Proceedings in Physics, vol 270. Springer, Singapore. https://doi.org/10.1007/978-981-16-7258-3_28
Download citation
DOI: https://doi.org/10.1007/978-981-16-7258-3_28
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-7257-6
Online ISBN: 978-981-16-7258-3
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)