
Abstract
It is a herculean task to build a tunnel in mountainous earth comprised of loose soil, especially when there is no adequate cover on top of the tunnel. Yet in Madhya Pradesh, India, such a project is underway by the Department of Narmada Valley Development. The context is as follows: along the canal of Rani Avanti Bai Lodhi Sagar Dam (Bargi) built on westward Narmada, between the km mark of 104 and 116, canal alignment changes from Narmada alluvium to Ganga alluvium by traversing through 32 to 37 m high mountain range. This region with dense dwellings has important transport channels located along the way such as National Highway NH-7 and Howrah-Mumbai Railway Line. This proposed tunnel project has a strategic goal to serve around 2.45 lakh hectare parched agricultural lands of Jabalpur, Katni, Satana, and Rewa districts. The construction of a 10.00 m diameter and 12.00 km long tunnel started in March 2008 using a Tunnel Boring Machine (TBM). The project was fraught with delays and to fast track the remainder of work, another TBM was deployed from the opposite end of the tunnel.
This paper will illustrate the complexity involved in using two TBMs simultaneously, especially given the challenging geological terrain as well the risk on the impact on transportation on ground and analyse the impact on schedule and design of the project.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Mythologically, the two rivers originating from the ranges of Maikal, Narmada (f.) and Sonbhadra (m.), represented an estranged couple who went away in opposite directions. An attempt was made to reunite the two betrothed by constructing a 12 km long tunnel of 10 m diameter at Right Bank Canal of Bargi Project on River Narmada. This tunnel would be constructed between 104 and 116 km in Sleemnabad Carrier Canal, whose alignment was about 37 m high in mountainous terrain. In the project plan, the canal was proposed as an ‘open cut’. This region is densely populated and is marked by passing-by NH-7 as well as the Howrah-Mumbai railway line. The Sleemanabad Carrier Canal is a part of the larger Bargi Diversion Project for the Narmada Valley Development Authority of Madhya Pradesh Government. Once completed, the major trans-valley canal will stretch across 194 km from the existing Bargi Dam on the Narmada River to arid areas of Katni, Rewa, Panna, Satana, and Jabalpur districts irrigating over 1,00,000 hectares of land, transferring 152 cubic meters of water per second.
2 Key Terms
-
a.
Clay Kicking-Clay kicking is a specialized method developed in the United Kingdom for digging tunnels in strong clay-based soil structures. Military historian Peter Borton created clay-kicking, included a kicker with his kicking iron, a bagger, who passes lumps of clay back to a trimmer who passed it out of the tunnels.
-
b.
Shotcrete-Quick setting concrete is sprayed onto the bare rock immediately after excavation. It forms a preliminary tunnel liner.
-
c.
TBM-A tunneling machine that has cutting teeth at its front. It creates the tunnel opening while passing the waste material through a rear.
3 Project Outline
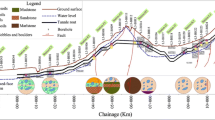
On March 26, 2008, Narmada Valley Development Department, Bhopal, Madhya Pradesh, awarded the contract to build a tunnel in Sleemanabad Carrier Canal to M/S Patel Engineering (Senior Partner), SEW and Costal Project (Joint-Venture). The Executive Engineer, NDD DIV No-5, Katni was designated as the Project Owner and the date of completion was estimated to be on July 25, 2011. The design of the tunnel was vetted by Central Water Commission, New Delhi (Fig. 1 and Table 1).

Geological alignment of the tunnel
4 Geotechnical Conditions
The geology along the tunnel alignment changes frequently. It consists of compact residual soils, silts, alluvium, highly weathered limestone and dolomite with stretches of slate, massive crystalline limestone and fresh marble. The strength of rock varies considerably with ultimate compressive strength values reaching as high as 180 M Pa. There is a highly permeable boulder horizon, which acts as a conduit for groundwater located 2–3 m above the tunnel for the initial 2.7 km of alignment.
In some instances, the transition zones extend between different geological conditions within 1.2 m, in some cases and in other cases the transition zone has extended for over 100 m. These lengthy transition zones result in different boring conditions due to the mixed-faced condition.
5 TBM Selection
The geological report indicated that approximately 68% (8160 m) of the tunnel would be driven through residual soils, silts and highly weathered and decomposed rock with the remaining 32% (3840 m) being driven through competent rock. Bearing this in mind, a hybrid rock/EPB machine was considered for the project.
Approximately, 600 m of the anticipated 3840 m of competent rock was divided into numerous relatively short stretches. These short stretches would not have justified the downtime of one month required to remove the screw conveyor to install the belt conveyor and change from EPB into hard rock mode. However, over 3200 m of competent rock was made up of three stretches of 700, 1000, and 1500 m. The length of these stretches warranted the downtime required to convert from EPB to hard rock mode. Hence, a decision was taken to utilize a hybrid TBM. The construction agency had drawn an agreement to take supply of EPB (TBM), Backup system, Cutting Tools, Spares, and Conveying system from Robbins.
5.1 Robbins
A reliable manufacturing company of the US, established in 1952, supplied the machines and technical assistance for Tunnel excavation of 1.0–19.2 m diameter.
Onsite assembly of TBM—The TBM was to be assembled at the location, rather than in a manufacturing facility. Critical subsystems, such as the electrical and hydraulic subsystem, were tested before being shipped to the jobsite. The work started on April 2, 2011 ().
7 Project Launch
After the launch of the machine, the project suffered a multitude of commercial and technical problems. A comprehensive account of commercial problems is not in the scope of this paper. Nevertheless, it should be noted that it resulted in a number of minor delays of up to a few weeks due to a shortage of spares, segments, consumables etc. They also resulted in the project being halted on two separate occasions for ten months and eight months, respectively (Fig. 2).

Onsite assembly of TBM
7.1 Technical Problems
Failed Cutter head damage–Due to lack of cutter head interventions, the cutter head suffered wear damage to an extent that required repairs on three occasions. Because of low overburden and mix geological conditions, it was decided that excavation from the surface down to the TBM would be easier than creating a subsurface chamber to carry out the repairs. As neither shaft segment nor piling equipment was available at the site, heavy earth moving equipment was utilized for the canal work. The availability of this equipment made it possible to create an open-pit-type excavation.
The residual soils and alluvial material were relatively easy to excavate; however, their low cohesion called for a multi-level pit with several benches and involved the excavation of around 30,000 m3 material. One of the problems faced during the excavation of the open pit was liquefaction caused by the saturated nature of the soil and vibration of the excavation equipment.
The three separate operations to repair the cutter head and backfilling of the pits resulted in a total delay of eight months.
Muck spillage–When boring in EPB mode, it is essential that a plug of material can be formed in the screw to the excavated material. The alignment of the tunnel up to 1600 m contained over 300 m of highly weathered or moderately weathered marble and slate, and 200 m of mixed face conditions where adequate quantities of fines along with the high water table and permeable geology caused problems in maintaining face pressure. This resulted in a relatively common issue of EPB. In this type of geology, due to the high pressure of water silt spills from the transfer point between the screw conveyor and TBM conveyor. The delays in manually cleaning the spillage amounted to almost 80% of working time.
Sink hole–A problem related to the failed cutter head interventions was sink holes appearing on the top portion of the machine. Several interventions were aborted up to 48 h. It became standard practice to reduce hyperbolic pressure to a min (approximately 0.9 bar) to reduce the amount of air losses, hence this also extended the duration of interventions. However, this sometimes resulted in water ingress steadily washing fines and silt into the cutter head chamber and around extrados of the TBM shields.
The section where sink holes occur is part of 95% of tunnel alignment that runs beneath agricultural land, so there was no risk to surface structures. Access to the land over the first 1.5 km of tunnel coat was relatively straightforward forward so earthmoving equipment was deployed to backfill the sink holes. Usually, after less than 24 h boring was able to continue.
Emission of Carbon Monoxide (CO)–The service team of cutter tools complained about the emission of CO. The Senior Scientist of Central Institute of Mines and Fuels, Dharwad, after site visit (07/01/2013) and testing of muck (strata available in contact of cutter head) and Chemical analysis of compressed air, denied the presence of CO. Although he advised to take general precautions during mining.
7.2 Project Back on Track
The technical paper ‘Surang ki dusari taraf ujala’ by Pawar et al. [2] had the following recommendations to maximize tunnel activities, some of which were followed by the department:
-
1
Deploying another TBM at other ends (U/S side);
-
2
Construction of intermediate shaft;
-
3
Possibilities of cut-n-cover construction in patches of tunnel, where TBM is ineffective.
Deployment of another TBM–As a contingency measure, the construction agency did deploy another TBM (Herren Knecht [HK] Company Germany) at U/S end on 01/05/2016 and started tunneling from 21/06/2016. This HK TBM has completed 1893 m (1173 Ring) so far.
Disposal plan of TBMs-An interim audit of diameter is proposed to be made at the place where both the TBMs would meet. The cutter heads would be pulled out by lift and backup systems would be returned back from subsequent ends.
Involvement of Robbins–The original scope for Robbins in the Sleemanabad Project included supply and commission of the TBM and tunnel conveyor, knowledge transfer as well as troubleshoot and resolve any technical problems with the equipment. In September 2017, due to the delayed progress of only 1600 m in 6.5 years, the project owner and senior JV partner decided to onboard Robbins fully as a sub-contractor. Robbins' new scope of work covered all aspects of production operations including tunnel and surface works, supply of rails, pipes, cables, consumables, grout, electricity, and haulage of excavated material from the site. The supply of segments remained in the scope of the Senior JV partner.
A team was mobilized to begin refurbishment and testing of the TBM in September 2018. By the end of October 2018, the size of the team was increased to 180 people to enable the commencement of production operations.
Project Restart under supervision of Robbins–The measures taken to speed up the progress and mitigate frequent problems are listed below:
-
1.
Reduction of air losses during interventions–Over the course of three interventions, weak-mix grout was pumped through the mixing chamber of the TBM and into the surrounding geology. On each occasion, air losses were minimized, and the interventions were completed. The grout mix design was modified as follows (Table 6).
Rather than setting a limit, the actual volume of grout pressure was used to determine when sufficient grout has been pumped. The benchmark used was 0.3 bar above EPB pressure used during boring. Once this pressure was achieved, pumping was stopped for 15–20 min. If the pressure dropped by more than 0.2 bar over 20 minutes, grouting was recommenced until a steady pressure was achieved.
-
2.
Time consumed with weak-mix grouting methodology–The setting time for the weak mix is between 12 and 18 h depending on variables such as the amount of grout pumped, amount of groundwater present, temperature, etc. The time taken to pump the weak mix must also be reconsidered in the overall optima calculation. Additional time must also be factored in for cleaning the cutter head and changing cutters. There was no definite rule which was applied at Sleemnabad regarding whether or not to pump weak grout mix before an intervention because the geology changed too frequently. The Robbins staff decided to take an observational approach however, the overriding philosophy was ‘If in doubt, pump weak-mix grout’. In the long term, this philosophy vastly reduced the overall average time spent in each intervention by reducing the amount of interventions that needed to be aborted. It also completely neglected the need for installing safe haven grout blocks from the surface.
-
3.
Cutter tool and Cutter head damage–Reducing the amount of cutter changes automatically reduced the amount of downtime required for cutter head interventions and subsequently improved overall production rates. The total intervention time for replacing six cutters was at least 35 h, which equates to almost 6 h per cutter.
Identifying individual damaged cutters as soon as possible is essential. When one cutter gets blocked and stops rotating, it leads to a higher load on adjacent cutters, with a possibility of a cascading failure of all the cutters in the worst cases. Cascade wipe-outs can result in the damage to the cutter head and the damage can occur over the course of boring only after a couple of strokes. The problem with mix face excavation in constantly changing geology is that it is extremely difficult to predict cutter wear parameters. Robbins deployed the most experienced operators that were available to the project so that manual mistakes are avoided.
Another important factor in reducing cutter consumption was impact damage to the cutter discs in the mix face geology. Impact damage occurs when the cutter discs are rotating through relatively soft material before coming into contact with harder material. The magnitude of the impact is dependent on the speed of cutter head rotation and depth of penetration. The higher the percentage of soft material in mixed geology the higher the risk of damage to the cutter head. The maximum cutter travel speed is 30 m/min The depth of cutter penetration at the point of impact between soft and harder material is 8 mm.
In the Sleemanabad project, it had taken 6.5 years to complete just 1.6 km of tunnel. Even after deducting almost two years of stoppages due to commercial issues the average production rates in the remaining 4.5 years equate to less than 30 m/ month. During the first six months after the restart, 463 m of boring was completed. Neither new technology nor additional equipment was deployed on the project. The principal reason for the improvement in production rates was the experience and skill set of the team that was mobilized (Fig. 3).

Cumulative physical progress of work (in meters) at D/S end before and after Robins’ involvement
8 Diary of Tunnel Boring: Segment to Segment
Financial Progress during the agreement time period–114.72 crores (14.36%) (Fig. 4).

High-level timeline of the work
-
First time extension for 29 months (26/03/2011 to 31/03/2013) granted.
-
Work held up between 25/07/2011 to 31/07/2014 due to various technical and geotechnical issues.
Financial Progress during the first extension time period—60.71 crores (7.6%).
-
Second time extension for 30 months (01/01/2014 to 30/06/2016) granted.
-
01/05/2016 Agency deployed another TBM (HK) at U/S.
-
Robbins TBM breakdown from 06/08/2015 to 01/04/2017 due to commercial issues.
Financial Progress during the second extension time period—18.62 crores (2.52%).
-
Third time extension for 24 months (01/07/2016 to 30/06/2018) granted.
-
1/09/2018 Involvement of Robbins in supervision at D/S0.
Financial Progress during the third extension time period—103.94 crores (13%).
-
Fourth time extension for 30 months (01/07/2018 to 31/03/2021) granted.
Financial Progress during 01/07/2018 to 30/06/2020—80.60 crores (10.08%).
Overall Financial Progress since the beginning—78.59 crores (47.38%).
Overall Physical Progress.
At D/S (Robbins TBM) −3165 m.
At U/S (HK TBM) −1893 m.
Total Physical Progress −5058 m (42.31%).
9 Conclusion—Light at the End of a Dark Tunnel
In any project, a sufficient level of geological, geotechnical, and hydrogeological analysis of the terrain should be conducted before the work starts. In hindsight, it seems that the contractor had not performed the due diligence before betting with the Robbins TBM. Consequently, the contractor had to borrow experienced and skilled staff of Robbins as well as take drastic measures to deploy another [HK] TBM at the U/S side (Jabalpur end).
Treating the time to be the essence of the contract, the department (NVDA) has been regularly reviewing the progress and monitoring the delays, taking punitive actions such as issuing notices for the shortfall and imposing a penalty. There have been contingency measures as well such as extending the timeline till March 2021, and the department has also been mulling the proposal to go for cut-n-cover in virgin patches of tunnel alignment at RD 106.700 km from where 152 cumecs water will be lifted to about 40 m. The proposal indicates that open-cut canal of length 5.5 km would be constructed at ground level. Water will be poured into this canal. Again water will be lowered to 27 m depth to join it with downstream side constructed tunnel. 59 MW power will be required for lifting out of which 27 MW will be generated from the canal itself. It is yet to be decided whether it would be done in the same agreement or new tender would be called after winding up the present contract.
The department and especially the state government has been hoping that the construction could be completed within the extended time period, else, the allotted quota of Narmada Water according to the Narmada Tribunal (up to the year 2024) will have to be forgone. The end goal is to serve the draught-prone area at the other end of the Sleemnabad tunnel and finally transfer water from Narmada Basin to Ganga Basin through Son Command.
That would also be a poetic closure to the story of Narmada (f.) and Son (m.), where the two estranged lovers would finally meet.
References
Katni, S.E.: Revised TEEP (pp. 1–5). Report No. 1, Narmada Valley Development Authority, Katni, Madhya Pradesh (2020)
Pawar, S.S.: Surang ki Dusari Taraf Ujala. Abhiyanta Bandhu, pp. 110–114. (2015)
Clark, J.: Challenging mixed face tunneling at India's Sleemanabad carrier canal. Retrieved from https://www.therobbinscompany.com/indias-sleemanabad-carrier-canal/ (2019). 16 July 2020
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Pawar, S.S. (2022). The Light at the End of the Tunnel––The Sleemanabad Tunnel. In: Satyanarayana Reddy, C.N.V., Muthukkumaran, K., Vaidya, R. (eds) Stability of Slopes and Underground Excavations. Lecture Notes in Civil Engineering, vol 185. Springer, Singapore. https://doi.org/10.1007/978-981-16-5601-9_19
Download citation
DOI: https://doi.org/10.1007/978-981-16-5601-9_19
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-5600-2
Online ISBN: 978-981-16-5601-9
eBook Packages: EngineeringEngineering (R0)