
Abstract
In this study, a low-cost and environment-friendly catalysts from waste freshwater shells of Polymesoda erosa (kepah), Paratapes textilis (lala), and Pholas orientalis (mentarang) are used in the production of biodiesel. All the samples were collected at Sungai Besar, Selangor, Malaysia is a source of calcium carbonate (CaCO3) which changes to calcium oxide (CaO) in calcination temperatures 900 ℃ for 3 h. The thermogravimetric, morphology, structure, surface area and functional group of catalyst were studied by using Thermogravimetric Analysis (TGA), X-ray Diffraction (XRD), Scanning Electron Microscopy (SEM), Brunauer–Emmett–Teller (BET), and Fourier Transform Infrared Spectroscopy (FTIR) respectively. Transesterification reaction was done in the presence of waste cooking oil, methanol and freshwater shells catalyst at a temperature of 65 ℃. Under the reaction condition (temperature 65 ℃, methanol/oil molar ratio 30:1, reaction time 12 h, and catalyst 5 wt.% of oil), the biodiesel yield of Polymesoda erosa (kepah), Paratapes textilis (lala) and Pholas orientalis (mentarang) were 30.98%, 28.64%, and 11.11% respectively.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Nowadays, the finding of an alternative energy source is the main green environmental focus due to the increment of energy, depletion of fossil fuel resources, expensive price of diesel fuel, global warming, and environmental pollution [1,2,3]. In concomitant with the rapidly increasing world population, the energy demand is predicted to increase by 50% of its present by 2040 [4]. Biodiesel is frequently generated in the presence of the catalyst through the method of transesterification of oil with alcohol [5] where the glycerol is a by-product [6,7,8]. Normally, methanol is used as a co-reactant for the transformation of triglyceride to generate methyl ester fatty acid because it is low-priced, easily available, and easy to separate from the product mixture [9, 10]. Biodiesel could produce from renewable sources where it is biodegradable, non-toxic, low sulfur content, inexpensive, environmental-friendly, and reduces the greenhouse gas emission effect [10,11,12]. Waste cooking oils are a suitable option for biodiesel production according to the situation where the quantity of waste cooking oil produced, waste management issues and environmental hazards, crude oil, and vegetable oil import expenses, also high-speed diesel imports [13]. Vegetable oils are consumed primarily for the manufacturing of biodiesel for many centuries since they can directly use in the engine without changing their properties. Edible oil including long-chain alkyl ester fatty acids that are transformed into short-chain viscous alkyl esters depicted as biodiesel [14, 15].
In general, Ca(NO3)2, CaCO3, or Ca(OH)2 is the raw material to produce CaO catalysts which react greatly in the transesterification of biodiesel reaction. Unfortunately, preparing highly efficient solid catalysts is complex, costly, and requires certain skills to operate them [2]. The catalyst's manufacturing costs could be a major factor in its industrial applications. Biodiesel production, therefore, needs an efficient and cheap catalyst to make the process cost-effective and environmentally friendly, by reducing its price and be competitive with petroleum diesel. To discourse these issues, the attentiveness of using waste material such as CaCO3 from numerous natural calcium sources as raw resources for catalyst synthesis such as mollusk shell, eggshell, meretrix, snail shell, and clamshell could exterminate the wastes and at the same time formed a competence heterogeneous catalyst for transesterification [2].
It has been reported that catalyst synthesized from the freshwater waste shells fit as an alternative for renewable catalyst and at the same time very beneficial in term of recycles the waste generated [1, 2, 8, 16]. Many studies have been conducted on the growths of heterogeneous catalysts from waste in the usage of shells, bones, or skin of marine animals due to their rich CaCO3 to be decomposed into CaO catalyst by calcination process [17]. Waste shells were mainly composed of CaCO3 but when it was heated at 750–800 °C, it was converted to CaO [18]. It has been reported, CaO derived from a calcined Polymesoda erosa (kepah), Paratapes textilis (lala) and Pholas orientalis (mentarang) have the potential to be used as a novel heterogeneous catalyst for the esterification [2]. To date, no extension study has been done on transesterification reaction using these types of the catalyst with waste cooking oil. Hence, the main aim of this study is to prepare the mixed oxide catalyst using waste freshwater seashells of Paratapes textilis (lala), Polymesoda erosa (kepah), and Pholas orientalis (mentarang) as the catalyst before being applied in waste cooking oil to convert into biodiesel via transesterification reaction.
2 Materials and Methods
2.1 Preparation of Low-Cost Catalyst from Freshwater Seashell
The waste freshwater shells as a source of CaO were collected from the household waste at Sungai Besar, Selangor, Malaysia. The collected samples of waste freshwater shells were cleaned and wash several times with distilled water to remove impurities. Then, the shells were dried in an oven at 100 °C for 4 h to remove water and were crushed using a pestle and mortar followed by subsequent grinding until it becomes powdered [16]. Samples were further calcined in a furnace at 900 °C for 3 h at atmospheric pressure and was stored in a vacuum desiccator.
2.2 Catalysts Characterization
Catalysts were characterized by Powder X-ray Diffraction (PXRD) using X’pert-Pro PANanalytical diffractometer with a Cu Kα X-ray radiation (λ = 1.54056) with 2θ range of 5°–80°. The specific surface area, pore size and pore volume distribution of all the catalyst were determined by using the Brunauer-Emmet-Teller (BET) using a Micromeritics ASAP 2060 instrument. The surface morphological structures of the catalyst samples before and after calcined were scanned by using Scanning Electron Microscope (SEM) by Hitachi Tabletop Microscope TM3030Plus. The infrared spectra were obtained from Perkin Elmer (Model: Spectrum One) FTIR Spectrometer at wavenumbers from 4000 to 450 cm−1 using the KBR pellet technique. The samples were analyzed using a High-performance modular simultaneous TGA & DTA/DSC thermal analyzer (ambient/2400 °C) analyzer under a nitrogen flow rate of dry air at 30 ml/min condition with a temperature range from 25 to 1000 °C with 10 °C/min of heating rate to determine thermal transition of the sample.
2.3 Pre-treatment of Waste Cooking Oil (WCO)
Waste cooking oil (WCO) was collected at a stall from Dataran Cendekia at Universiti Teknologi MARA (UiTM), Shah Alam, Selangor, Malaysia. The collected WCO has been filtered to separate suspended solid material and debris. The water content was removed from WCO through drying at 120 °C for 1 h. The pre-treatment process was carried out to remove excess free fatty acid content in waste cooking oil by adding 0.5 g activated carbon to 100 ml of waste cooking oil. Then, the mixture was kept in a shaker flask at 150 rpm for 30 min under room temperature. After that, the oil was filtered before biodiesel production. To determine the free fatty acid (FFA) content, 1 g of oil was dissolved in 25 ml of ethanol and 25 ml of diethyl ether with a few drops of phenolphthalein was added as an indicator. The titration process was stopped when the solution turned into light pink color. If the FFA obtain is higher than 1%, the FFA value is not suitable for transesterification using basic catalysts [24].
2.4 Transesterification Process
25 g waste cooking oil, methanol, and catalyst were introduced in a round bottom flask with a water condenser attached to the water cooler. The mixture was heated for 12 h at 65 °C. The reaction mixture was allowed to cool down and then the solid catalyst is separated using a centrifuge. The biodiesel and glycerol combination were allowed to settle in a separating funnel overnight and the top layer of biodiesel and the bottom layer of glycerol will form [19]. The transesterification product is crude ester, fatty acid methyl ester (FAME), and glycerol. Crude biodiesel was purified using distilled water. Otherwise, the contaminants such as residual methanol, glycerol, catalyst, glycerides, and FFA, could decrease biodiesel quality and adversely affect engine performance on application [20]. The separatory funnel was washed with distilled water at 50 °C for three times until the solution is neutral [21]. The composition of FAME was determined by using gas chromatography equipped with a flame ionization detector (GC-FID). The percentage of FAME content was calculated as shown in Eqs. (1) and (2) by GC analysis based on the standard method EN 14103.
The biodiesel yield was defined using the following equation:
The programmed column oven temperature increased by 40 ºC min−1 from 190 to 210 ºC and 40 ºC min−1 to 230 ºC with a 3 min holding time. The carrier gas was nitrogen gas at a flow rate of 2.2 ml/min. Both the inlet and detector temperatures were maintained at 250 ºC.
3 Results and Discussion
3.1 Catalysts Characterization
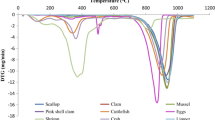
The results of TGA analyses of Polymesoda erosa (kepah), Paratapes textilis (lala) and Pholas orientalis (mentarang) shells are shown in Table 1. There are two decomposition peaks, one is around 80–250 °C belong to dehydration of water and around 800–900 °C which is belong to decomposition of carbonate compound. These results confirmed that the experimental conditions used in the calcinations 900 °C are suitable for the decomposition of the CaCO3 present in the shells [22].
The FTIR analyses of the fresh Polymesoda erosa (Kepah), Paratapes textilis (Lala), and Pholas orientalis (Mentarang) shells were carried out. Based on the result in Table 1, the major absorption bands observed were 2521.06 cm−1, 1788.15 cm−1, 1475.95 cm−1, 1082.80 cm−1, 860.87 cm−1, 712.74 cm−1, and 699.52 cm−1, which are attributed to asymmetric stretch, out of the plane bend and in-plane bend vibration modes for CO32– molecules on the catalyst surface. A broad absorption band of 3393.69 cm−1 is also observed due to the stretching vibration of structural water molecules.
Figure 1 depicts the XRD of the fresh and calcined shells of Polymesoda erosa (Kepah) (1a), Paratapes textilis (Lala)(1b), and Pholas orientalis (Mentarang) (1c). The peaks obtained were compared with the standard peaks in the Joint Committee of Powder Diffraction Standards (JCPDS) files. The peaks at 2θ of 32.40°, 37.65°, 54.13° correspond to CaO and those at 18.22°, 47.20°, 50.92°, 54.24°, 64.56° correspond to CaCO3. The peaks of CaO (JCPDS No. 00-037-1497) are observed at the catalyst after being calcined. Narrow, sharp, and high intense peaks of the calcined catalyst define the well-crystallized structure of the CaO catalyst. However, CaCO3 still remaining after calcination at 900 °C for 3 h. This finding further confirmed that at higher calcination temperature, most of the CaCO3 compound has been completely transformed to CaO by evolving the CO2, while some remain unchanged [22]. This result is similar to a study done by Ngamcharussrivichai and co-workers [23] where CaCO3 peaks disappeared simultaneously with the increment of CaO peaks. Hence, to ensure all the carbonate compound fully decompose the calcination time need to be prolonged.

XRD diffraction patterns of Polymesoda erosa (Kepah) (a), Paratapes textilis (Lala) (b) and Pholas orientalis (Mentarang) (c) of fresh (i) and calcined (ii)
The surface area of the calcined freshwater shells was further investigated by using the N2 adsorption/ desorption technique. These catalyst exhibit type IV isotherms and type H1 hysteresis loops indicate microporous-mesoporous material with narrow-slit pore [17]. These are also associated with solids consisting of nearly cylindrical channels or agglomeratesor compacts of near-uniform spheres. The BET surface area of Polymesoda erosa (kepah)after calcined was 351 m2/g. Associated with this, the higher calcination temperature will enhance the surface area and basicity sites of the catalyst due to segregation happened as CaO is dispersed on the surface [24]. By this, it is firmed that a higher temperature (900 °C) is the optimum calcination temperature of these freshwater shells. Segregation formed from calcination generates very fine powders, providing a higher surface area, which later will be expected to accelerate the mass transport and significantly increase the reaction rates and yield.
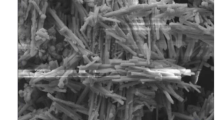
The morphology of the calcined catalyst was examined by Scanning Electron Microscope (SEM). Figure 2 shows the surface morphology observed under 1000× magnification. The shells calcined at 900 °C showed a decrease in the agglomeration size and segregation of particles, particularly due to the large amount of CO2 that has been escaped from the decomposition of CaCO3 molecules from the decomposition of the carbonate groups, liberating CO2 concomitantly with the formation of small pores.

SEM images for Polymesoda erosa (Kepah) (a): uncalcined (left) calcined (right), Paratapes textilis (Lala) (b): uncalcined (left) calcined (right) and Pholas orientalis (Mentarang) (c): uncalcined (left) and calcined (right)
3.2 Production of Biodiesel Using Waste Cooking Oil
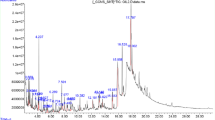
A pre-treatment of WCO was done to reduce the FFA contents (the initial FFA value was 5.33 mg KOH/g). The acid value after the esterification process was 0.98 mg KOH/g and the FFA percentage obtained was 0.0098%. Characterization of methyl ester compounds in biodiesel samples was analyzed using GC-FID. Based on the results, there were three FAME presents in all samples of biodiesel which are methyl myristate, methyl palmitate, and methyl linoleate.
Data shows 30.98% FAME was obtained from Polymesoda erosa (kepah), 28.64% FAME of Paratapes textilis (lala), and 11.11% from Pholas orientalis (mentarang) at 900 °C calcined temperature. The reaction of triglycerides with methanol proceeds in a stepwise manner to produce the intermediates of diglyceride and monoglyceride, with subsequent reactions with methanol producing glycerol and biodiesel. In summary, solid base catalysts specifically that CaO, which is the natural sources from CaCO3 obtained from freshwater shells of Polymesoda erosa (kepah), Paratapes textilis (lala), and Pholas orientalis (mentarang), is a good heterogeneous base catalyst for the transesterification of waste cooking oil with methanol. It was demonstrated that the high temperature of calcination has segregated the morphology, is expected to induce towards the higher surface area, and later enhanced the catalytic performance.).
References
Safieddin Ardebili, S.M., Solmaz, H., İpci, D., Calam, A., Mostafaei, M.: A review on higher alcohol of fusel oil as a renewable fuel for internal combustion engines: applications, challenges, and global potential. Fuel, 118516 (2020)
Syazwani, O.N., Teo, S.H., Islam, A., Taufiq-Yap, Y.H.: Transesterification activity and characterization of natural CaO derived from waste venus clam (Tapes belcheri S.) material for enhancement of biodiesel production. Process Saf Environ Prot. Institution of Chemical Engineers 05, 303–315 (2017)
Toledo Arana, J., Torres, J.J., Acevedo, D.F., Illanes, C.O., Ochoa, N.A., Pagliero, C.L.: One-step synthesis of CaO-ZnO efficient catalyst for biodiesel production. Int. J. Chem. Eng. (2019)
Dhawane, S.H., Kumar, T., Halder, G.: Recent advancement and prospective of heterogeneous carbonaceous catalysts in chemical and enzymatic transformation of biodiesel. Energy Convers. Manag., 176–202 (2018)
Ambat, I., Srivastava, V., Sillanpää, M.: Recent advancement in biodiesel production methodologies using various feedstock: a review. Renew. Sustain. Energy Rev., 356–69 (2018)
Davoodbasha, M., Pugazhendhi, A., Kim, J.-W., Lee, S.-Y., Nooruddin, T.: Biodiesel production through transesterification of Chlorella vulgaris: synthesis and characterization of CaO nanocatalyst. Fuel 300, 121018 (2021)
Jung, S., Kim, M., Lin, K.Y.A., Park, Y.K., Kwon, E.E.: Biodiesel synthesis from bio-heavy oil through thermally induced transesterification. J. Clean. Prod. 94, 126347 (2021)
Almazrouei, M., Elagroudy, S., Janajreh, I.: Transesterification of waste cooking oil: quality assessment via thermogravimetric analysis. Energy Procedia, 2070–2076 (2019)
Yusuff, A.S., Popoola, L.T.: Optimization of biodiesel production from waste frying oil over alumina supported chicken eggshell catalyst using experimental design tool. Acta Polytech. Czech Technical University 59, 88–97 (2019)
Michael, A.T., Ajibola, V.O., Agbaji, E.B., Yusuf, J.: Methanolic synthesis of fatty acid methyl esters (FAME) from Waste Materials. Chem. Sci. Int. J. 26, 1–14 (2019)
Kaewdaeng, S., Sintuya, P., Nirunsin, R.: Biodiesel production using calcium oxide from river snail shell ash as catalyst. Energy Procedia, 937–942 (2017)
Piker, A., Tabah, B., Perkas, N., Gedanken, A.: A green and low-cost room temperature biodiesel production method from waste oil using egg shells as catalyst. Fuel 182, 34–41 (2016)
Khan, H.M., Ali, C.H., Iqbal, T., Yasin, S., Sulaiman, M., Mahmood, H.: Current scenario and potential of biodiesel production from waste cooking oil in Pakistan: an overview. Chemical Industry Press, Chinese J. Chem. Eng (2019)
Kirubakaran, M., Arul Mozhi Selvan, V.: A comprehensive review of low cost biodiesel production from waste chicken fat. Renew. Sustain. Energy Rev., 390–401 (2018)
Ahmad Tajuddin, N., Lee, A.F., Wilson, K.: Chapter 6—Production of biodiesel via catalytic upgrading and refining of sustainable oleagineous feedstocks. Handb Biofuels Prod [Internet], pp. 121–64. Woodhead Publishing (2016)
Hadiyanto, H., Afianti, A.H., Navi’A, U.I., Adetya, N.P., Widayat, W., Sutanto, H.: The development of heterogeneous catalyst C/CaO/NaOH from waste of green mussel shell (Perna varidis) for biodiesel synthesis. J. Environ. Chem. Eng. 5, 4559–4563 (2017)
Boonyuen, S., Smith, S.M., Malaithong, M., Prokaew, A., Cherdhirunkorn, B., Luengnaruemitchai, A.: Biodiesel production by a renewable catalyst from calcined Turbo jourdani (Gastropoda: Turbinidae) shells. J. Clean. Prod. 177, 925–929 (2018)
Boro, J., Deka, D., Thakur, A.J.: A review on solid oxide derived from waste shells as catalyst for biodiesel production. Renew. Sustain. Energy Rev, 904–910 (2012)
Mansir, N., Teo, S.H., Rashid, U., Saiman, M.I., Tan, Y.P., Alsultan, G.A.: Modified waste egg shell derived bifunctional catalyst for biodiesel production from high FFA waste cooking oil. A review. Renew. Sustain. Energy Rev, 3645–3655 (2018)
Tshizanga, N., Aransiola, E.F., Oyekola, O.: Optimisation of biodiesel production from waste vegetable oil and eggshell ash. S. Afr. J. Chem. Eng. 23, 145–156 (2017)
Yaakob, Z., Mohammad, M., Alherbawi, M., Alam, Z., Sopian, K.: Overview of the production of biodiesel from Waste cooking oil. Renew. Sustain. Energy Rev. 18, 184–193 (2013)
Marinković, D.M., Stanković, M.V., Veličković, A.V., Avramović, J.M., Miladinović, M.R., Stamenković, O.O.: Calcium oxide as a promising heterogeneous catalyst for biodiesel production: Current state and perspectives. Renew. Sustain. Energy Rev., 1387–1408 (2016)
Lertpanyapornchai, B., Ngamcharussrivichai, C.: Mesostructured Sr and Ti mixed oxides as heterogeneous base catalysts for transesterification of palm kernel oil with methanol. Chem. Eng. J. 264, 789–796 (2015)
Sun, H., Wu, C., Shen, B., Zhang, X., Zhang, Y., Huang, J.: Progress in the development and application of CaO-based adsorbents for CO2 capture—a review. Mater. Today Sustain., 1–27 (2018)
Acknowledgements
Authors would like to express a sincere heartfelt to the Research Management Centre (RMC), Universiti Teknologi MARA (UiTM) for financing the project under GPK grant (600-RMC/GPK 5/3 (117/2020).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Tajuddin, N.A., Shahrom, N.N., Hamzah, N. (2021). Production of Greener Biodiesel from a Low-Cost CaO Catalysts of Waste Freshwater Shells. In: Abdul Karim, S.A., Abd Shukur, M.F., Fai Kait, C., Soleimani, H., Sakidin, H. (eds) Proceedings of the 6th International Conference on Fundamental and Applied Sciences. Springer Proceedings in Complexity. Springer, Singapore. https://doi.org/10.1007/978-981-16-4513-6_5
Download citation
DOI: https://doi.org/10.1007/978-981-16-4513-6_5
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-4512-9
Online ISBN: 978-981-16-4513-6
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)