
Abstract
Filling characteristic of Al-Si cast alloys is predicted with the aid of pin test piece with cylindrical cores using casting simulation techniques. Solid model required for the simulation studies is developed using computer-aided design (CAD) application software. The key variable influencing filling characteristic is mould sand fineness, pouring temperature and pressure head. Virtual casting software which is based on finite differential method (FDM) is used for the casting simulation. Casting simulation results are conforming to experimental validation studies. The parameters providing optimum filling ability increase in pressure head, sand fineness number 40 and pouring temperature T + 20 °C.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Aluminium silicon casting alloys contain strengthening and sufficient amounts of eutectic-forming elements for adequate fluidity making the metal flow through the cavities [1]. Cast Al–Si alloys have good wear resistance, and applications are pistons, ring gears and engine blocks. Foundries using casting simulation and computer-aided design technique show lower lead time and rejection rates, thereby reaching the desired internal quality of the castings [2, 3]. By appropriate combination of simulation techniques with solid modelling, the good quality and less amount of defects in the casting can be achieved.
The filling is influenced by metallostatic equilibrium among the established metal pressure and surface tension of molten alloy. Faster filling guides to turbulence are followed by mould erosion, air aspiration and inclusions. In case of slow filling leads to cold shuts and misruns, the control provided by low-pressure filling makes sure of the melt rates necessary for maintaining low turbulence resulting in quality castings [4,5,6]. Engler and Ellerbrok have designed a pin test piece for the determination of filling [7]. The key variables influencing filling are alloy composition, casting design, heat transfer, pouring and gating issues [8, 9].
2 Experimental Plan
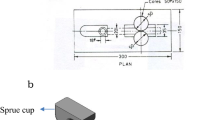
US 413 (11Si–0.65Fe-0.15Cu-0.55Mn-0.1 Mg-0.1Ni-0.15Zn-0.1Pb-0.2Ti-Remainder Al) cast aluminium-silicon eutectic alloy is considered for the present study. Supplementary temperature of pouring increases the fluid life of the liquid metal [1, 6, 9]; hence, superheat temperature with 20 °C of superheat temperature is considered. The schematic view and solid model for the present study as developed by Engler and Ellerbrok are given in Fig. 1. Fineness of the sand improves surface finish and strength of the casting, so American Foundry Society (AFS) sand fineness numbers 25 and 48 are considered. Total 4 experiments are conducted for casting simulation as given in Table 1.

Filling characteristic
Casting simulations are conducted using virtual casting software module 1 [10], which is using FDM. 3D solid model, physical properties and boundary conditions are considered as input data for the simulation studies. The physical properties and heat transfer coefficient (HTC) between mould and metal are given in Table 2. For mould, the initial temperature considered is room temperature. Fraction of solid and cooling rate of the alloy is the results of the simulation studies. The exit solid fraction is the total volume per cent of solid at which the solver exits and exit solid fraction is 1 for the US 413 alloy (short freezing range alloy). Schematic diagram and 3D solid model of the filling characteristic are given in Fig. 1a and b.
3 Results and Discussion
The value of filling is measured at every 5 mm elevation of molten alloy column above the filling point and is calculated as the diameter of meniscus of molten alloy straight away at the time of solidification in the casting. The hot alloy entered into the sprue raises in the mould cavity and fills it between the two cylindrical cores having a line contact at the centre, but solidifies before filling up the complete casting as shown in Fig. 2. The value of the filling is calculated from the opposite of the diameter of curvature of the border tip of the fin.

Test casting obtained for simulation
The diameter at the tip of the fin gives the meniscus diameter of the molten alloy at the time of solidification as represented in Fig. 3 for one particular pressure head.

Measurement of filling value
Equation (1) uses for calculating the diameter of the tip of the border which is given below.
As per Fig. 3:
so 1/d = (R − x)/x2.
R = core radius, mm, r = meniscus radius (2r = d), mm.
2x = distance connecting borders, mm, 1/d = filling, 1/mm.
Post-processing shows the distance connecting two fins at different locations of the test piece in 2D which is difficult to measure as shown in Fig. 2. So, 3D model of the images is generated using Solidworks as shown in Fig. 4.

Exp no. 3
The large tolerance level of 0.1 mm which is characteristic in foundry process [13] is considered for the present study as shown in Fig. 4, which shows the distance between two fins (2x) and 2 × for 4 experiments are given in Table 3.
The filling values are found for every 5 mm augmentation using Eq. (1) and are given in Table 3.
Higher the metallostatic pressure, higher is the velocity of the liquid metal and so higher filling ability.
3.1 Influence of Pressure Head
Figure 5 shows the influence of pressure head on filling of present alloy for simulation studies. The metallostatic force of molten alloy has been raised with raise in pressure head, results in smooth filling of finer contours among the cylindrical cores and hence reduces the fin borders and increases the filling values.

Influence of pressure head on filling characteristic
Filling characteristic in solidifying region is controlled by pressure head, whereas the density and surface tension are ignored and 180° angle of contact is assumed. Superior pressure head gives in higher filling ability because the metal has to be in contact with larger area in order to penetrate into cavity which promotes faster solidification [6, 13].
4 Validation Experiments
The validation experiments are carried out to authenticate the simulation results, and the experiments are 1 and 3 of Table 1. Tooling and assembled mould for the experiments are in Fig. 6. Bentonite and water considered to prepare green sand mould are 6% and 7% of silica sand weight, respectively. The mould hardness is in the range of 76 on B scale for green sand. 20 kg electric resistance furnace with mild steel crucible is used for melting of alloy. With the help of thermocouple, the temperature is monitored and the molten alloy is tapped into a ladle. The pouring height is maintained to follow laminar flow. The solidified mould filling ability is shown in Fig. 7.

Tooling and assembled mould for the experiments

Solidified casting for validation studies
4.1 Results
Same methodology as that of simulation has been taken up in calculating the values (Fig. 3 and Eq. 1). With the help of height gauge, the height at every 5 mm interval (pressure head) is marked on the solidified castings. Vernier micrometre is used to measure the distance between the fin borders 2 × and is given in Table 4.
Using Eq. (1), the filling characteristic is calculated for every 5 mm pressure head which is given in Table 4.
5 Association of Simulation and Experimental Studies
The results of simulation for filling ability value are in agreement with validation experiments (shown in Fig. 8), though minor variation is observed. Throughout solidification the cavity of mould always varies the properties of liquid and solid phases due to interactions between metal-mould, metal-ambient and mould-ambient. Accurately predicting the change in properties during solidification is very difficult in virtual environment (casting simulations). Precise simulation outcomes need all physical properties to be set carefully as of the real casting material and process conditions. The development of an air gap and the corresponding decrease in heat transfer is difficult to simulate and limits the accuracy. Interfacial heat transfer, which can vary remarkably with air gap formation, is important in sand moulds.

Simulation results are in agreement with validation experiments
6 Conclusions
Quantification of filling characteristic obtained from simulation is realized with the help of 3D CAD. The parameters providing optimum filling ability increase in pressure head, sand fineness number 40 and superheat T + 20 °C (for both simulation and validation experiments). The simulation results are in agreement with validation experiments with minor variations.
References
Campbell, J., Harding, R.A.: TALAT Lecture 3206, The Feeding of Castings, IRC in Materials. The University of Birmingham, EAA—European Aluminium Association (1994)
Joshi, D., Ravi, B.: 10 year survey of computer applications in Indian foundry industry. Indian Foundry J. 56(1), 23–30 (2010)
Lee, J.Y., Jeong, W.J., Yim, Y.H., Lee, J.H.: Application of computer simulation on large size steam turbine casing. Indian Foundry J. 56(1), 31–34 (2010)
Rasmussen, N.W.: New filling/feeding process produces vertically-parted aluminum green sand castings. Modern Casting (April 2000)
Cantor, B.: Solidification and casting. Department of Materials, University of Oxford. UK, MJ Goringe, School of Mechanical and Materials, Engineering, University of Surrey, UK (2011)
Sundarrajan, S., Roshan, H.Md.: Studies on mould filling ability characteristics of Mg–Al Alloys, pp. 607–616. Transactions of American Foundrymen Society (1989)
Engler, S., Ellerbrok, R.: Ueber des form full engsvermoegen, p. 49. Giess, Forsch (1974)
Cooksey, C.J., Kondic, V., Wilcock, J.: The casting fluidity of some foundry alloys. Br. Foundryman 52, 381 (1959)
Campbell, J., Harding, R.A.: TALAT Lecture 3205, The Fluidity of Molten Metals, prepared by IRC in Materials, The University of Birmingham (1994)
User manual Virtual casting developed by Regional Research Laboratory, Thrivandrum (2006)
Trovant, M.: A Boundary Condition Coupling Strategy for the Modeling of Metal Casting Processes. National Library of Canada, Acquisitions and Bibliographic Services (1998)
Cellini, G.S., Tomesani, L.: Metal head-dependent HTC in sand casting simulation of Aluminium alloys. J. Achievements Mater. Manuf. Eng. 29(1), 47–52 (2008)
Santhi, S.: Modeling and simulation of flow and fill characteristics of non-ferrous alloys. Ph.D. Thesis submitted to JNTUH, Hyderabad (August 2012)
Funding/Acknowledgements
The authors thank JNTUH TEQIP-III for supporting this R&D work.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Santhi, S., Jyothi, U.S., Srinivasa Vadayar, K. (2022). Calculation of Filling Characteristic of Cast Al–Si Alloy. In: Natarajan, S.K., Prakash, R., Sankaranarayanasamy, K. (eds) Recent Advances in Manufacturing, Automation, Design and Energy Technologies. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-4222-7_6
Download citation
DOI: https://doi.org/10.1007/978-981-16-4222-7_6
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-4221-0
Online ISBN: 978-981-16-4222-7
eBook Packages: EngineeringEngineering (R0)