
Abstract
PolyJet technology is one of the advanced additive manufacturing technologies booming quickly and it can fabricate the parts with multi-material and multi-color. In the present study, the build properties of multi-material parts produced with PolyJet technology are discussed. Effects of build properties were examined by three process parameters namely finish type, material combination and design of the samples. Digital materials of VeroWhite-TangoPlus, VeroClear-VeroWhite and VeroClear-TangoPlus are chosen for printing the dice, stacking-1 and stacking-2 samples on both the matte and glossy finish. Taguchi’s L18 (21, 32) orthogonal array is selected for experimental design to conduct the trails with minimum number of repeats. Importance of each parameter has been examined by analysis of signal-to-noise (S/N) ratio. Findings indicate that glossy finished stacking-2 sample printed by VeroWhite-TangoPlus provides the optimum build properties. Material combination is the most dominant factor, followed by finish type and geometric design. Furthermore, printing time and consumption of support material are higher in VeroClear material when compared to other materials. The result of this study is an understanding of which process parameters and geometric design affect the build properties. This study provides a distinctive method for selecting the optimum process parameters and stimulates the research toward the material properties and digital manufacturing.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
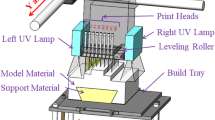
PolyJet technology is an influential Additive Manufacturing (AM) method that can create complex multi-material parts in various colors with superior finish and accuracy [1]. PolyJet 3D printers selectively sprinkle the droplets of photopolymer resins through multiple nozzles onto the build tray which are immediately cured by ultraviolet light [2]. Applications of this unique technology is utilized in many fields such as bio-medical, aerospace, automobile, education and consumer products [3]. Capabilities of material jetting are used to produce functionally graded materials with different mechanical/chemical properties by mixing the soft and rigid materials [4].
Total cost of the PolyJet printed part is based on printing time, consumption of materials and energy [5]. Additionally, the quality of PolyJet printed part is determined by the dimensional accuracy, surface finish and mechanical property that are controlled by process parameters as well as material [6]. Mechanical properties and dimensional accuracy of multi-material parts depends on the polymerization speed, concentration and distribution of the base materials [7, 8]. Leakage or relaxation of deposited resin is determined by time in between the deposition and solidification periods [9]. Properties of the PolyJet printed parts are significantly affected by the process parameters of finish/built style and orientation [10].
In this regard, many researchers studied the effects of PolyJet process parameters on the mechanical properties and the material consumption as well as printing time [11,12,13,14,15]. Kim and Oh [11] investigated the mechanical properties, accuracy, roughness, speed, and material cost. The authors exposed that the building direction strongly affects the mechanical properties and part accuracy which is dependent on the geometry and dimension of the part. Tee et al. [12] investigated the mechanical and fractographic analysis of PolyJet printed polymer composites. They reported that the micro-composites having the size small as 62.5 μ also feasible in PolyJet printing. Stiffness of the composite is influenced by orientations and geometries of reinforced particles while subjected to compression. Compared to other samples, ultimate tensile strength and elongation at break is minimized in a 45° part orientation. In another study, PolyJet process parameters (part orientation, type of finish, printing mode, support material style and layer thickness) and different materials (Digital ABS Ivory, VeroGray, RGD720 and Rigur) have been examined using design of experiments. This study found, glossy surface finish, high speed printing mode and a 90° part orientation gives the enhanced properties of surface quality, surface hardness, bending strength, tensile strength, tensile modulus and elongation at break [13].
Kechagias et al. [16] reported the effects of process parameters such as layer thickness, build style and scale on accuracy of the PolyJet printed specimens by using the Taguchi’s L4 (23) orthogonal array. The results infer that the dimensional accuracy is significantly affected by the layer thickness and built style. In another study, influences of dimensional accuracy of PolyJet printed parts are investigated by the same process parameters utilizing the gray Taguchi method [17]. The aim of this study is to offer a better understanding about the build properties of PolyJet printed multi-material parts by investigating the effects of process parameters using a statistical method of Taguchi orthogonal array. An investigation of build properties on PolyJet printed digital parts with the mixed part approach has not been reported yet.
2 Methodology
2.1 Machine, Materials and Specimen Design
Stratasys Objet260 Connex 3D printer was used to print the samples in mixed part approach of digital material printing mode having 30 µ layer thickness. The mixed part approach can build the single product that contains different model materials in different regions, which is very useful for self-assembled parts that to be eliminated through secondary operations. This machine offers both the matte (M) and glossy (G) finish. In finish “M”, printed part is fully covered by support material which offers a uniform surface finish. But in “G” finished part, support material covers the overhanging features, while the top surface of the printed part is free from support material [18]. Communication to AM machine and preprocessing like material assignment, orientation, selection of finish type and layer thickness was performed by Objet Studio software. 3D samples which differ in design not in overall dimensions are selected for this investigation and named as dice and stacking as shown in Fig. 1.

Two-dimensional drawing of samples
The rigid build materials of VeroWhite (W), VeroClear (C) and rubber like TangoPlus (T) is chosen for this study. Mechanical properties of selected materials are populated in Table 1. The selected build materials are categorized for three different combinations namely; VeroWhite-TangoPlus (WT), VeroClear-VeroWhite (CW) and VeroClear-TangoPlus (CT). Primary and secondary material is defined by order of material combination. In case WT, “W” referred as a primary material and “T” referred as a secondary material. In dice sample, portion A1 and A2 are filled by primary material, portion B1 and B2 are filled by secondary material and it is denoted by D0. Top layer and bottom layer of the stacking sample is filled by primary material and middle layer is filled by secondary material which is named as stacking-1 and the same is denoted by S1. Similarly, material assignment of S2 sample is a vice versa of S1 sample, which is named as stacking-2.
2.2 Design of Experiments
In this study, Minitab software is used to determine the number of experiments through the statistical method of Taguchi orthogonal array. Finish type, material combination and design of sample are referred as selected control factors. Levels of selected control factors are displayed in Table 2. Taguchi’s L18 (21, 32) orthogonal array was used to examine the effect of selected control factors. Printing time, number of layers and height of the printed specimen are referred as responses. Faster production can be achieved by lesser value of all responses. Average response values are recorded and each experiment from L18 orthogonal array was conducted three times randomly.
3 Results and Discussion
Details of each experiment and its printing details are populated in Table 3. Description column of the table determines the combination of each parameter. For example, experiment number 1 “MWTD0” refers matte finish, primary material of “W” and secondary material of “T” is selected for printing a sample D0. Material consumptions and printing time is obtained from job manager window of Objet Studio software. Similarly, 3D printed specimen height and number of layer values are acquired from machine window. PolyJet printed samples with support material and without support materials are shown in Fig. 2a and b respectively. Values of Table 3 reveals that, printing time of glossy finished samples are lesser when compared to matte finished samples. Because, support material deposition on top surface of the glossy finished sample is neglected. Noticeably, material consumption, printing time, specimen height and number of layers of all the glossy finished samples are equal. Specimen height and number of layers of matte finished WT samples are 6.88 and 7.35% higher, when compared to glossy finished samples and the same was takes one minute additional printing time.

PolyJet printed samples a with support materials, b without support materials
On other hand, except “MCTS2” and “MCWS2” sample, all other matte finished samples (4 no’s) of “CT” and “CW” shows uniform reading. Compared to glossy finished samples, specimen height of the above mentioned four samples are increasing 73.89%, the number of layers increases 73.52% and it consumes an extra printing time of 10 minutes. Printing time, specimen height and number layers of the sample MCTD0, MCTS1, MCWD0 and MCWS1 are higher when compared to matte finished WT samples and the percentage of increasing value are 50%, 61.92% and 61.64% respectively. However, both the “CT” and “CW” experiments show higher values than “WT” experiments.
Significance of each control factor over the selected responses was determined by signal-to-noise (S/N) ratio. Table 4 displays the S/N response table for all the responses. From this result, material selection is an important control factor to optimize all the responses of PolyJet printed parts followed by design of the sample and selection of finish type. Ranking order of the specimen height and number of layers reveals the same results. Here, second and third rank is secured by finish type and sample design respectively. However, glossy finished stacking-2 sample printed by WT material combination (GWTS2) shows the optimum selection. Main effects plot for S/N ratios of all the response is shown in Fig. 3.

Main effects plot for S/N ratio for all the responses a printing time, b specimen height and c number of layers
From this research, it is observed that printing time is significantly influenced by the selection of model material. Outcome of all the responses is equal in glossy finished samples. In matte finish, printing time and support material consumption of material “C” is more when compared to material “W” and “T”. Printing time and support material consumption is based on material property, bonding strength and curing temperature. Owing to neglecting the support material deposition at the top surface of the part, glossy finished samples require shorter printing time when compared to matte finished samples. Noticeably, responses of printing time, height of the 3D printed specimen and number of layers are directly proportion to other responses. This research paper offers an understanding of optimum selection of process parameters of the PolyJet machine. The obtained results are very useful for investigating the material properties of PolyJet materials in different combinations and fabrication of multi-material products.
4 Conclusion
This study investigated the build properties of PolyJet printed multi-material parts. Eighteen samples were built according to the L18 Taguchi orthogonal array that had been selected as the experimental design. The effects of build properties on process parameters such as finish type, material combination and design of the samples were studied. Findings of this investigation reveal that build properties are significantly affected by material combination. Printing time and support material consumption of VeroClear is higher than other materials discussed. Glossy finish, VeroWhite-TangoPlus material combination and sample stacking-2 is identified as an optimal selection. Compared to matte finish, build properties are better in glossy finish. Matte finished CT and CW samples require additional 50% of printing time when compared to matte finished WT samples.
References
Krujatz, F., Lode, A., Seidel, J., Bley, T., Gelinsky, M., Steingroewer, J.: Additive biotech—chances, challenges, and recent applications of additive manufacturing technologies in biotechnology. New Biotechnol. 39, 222–231 (2017)
Cazón, A., Morer, P., Matey, L.: PolyJet technology for product prototyping: tensile strength and surface roughness properties. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 228(12), 1664–1675 (2014)
Rivera, F.J.M., Arciniegas, A.J.R.: Additive manufacturing methods: techniques, materials, and closed-loop control applications. Int. J. Adv. Manuf. Technol. 109(1), 17–31 (2020)
Ituarte, I.F., Boddeti, N., Hassani, V., Dunn, M.L., Rosen, D.W.: Design and additive manufacture of functionally graded structures based on digital materials. Addit. Manuf. 30, 100839 (2019)
Di Angelo, L., Di Stefano, P.: A neural network-based build time estimator for layer manufactured objects. Int. J. Adv. Manuf. Technol. 57(1–4), 215–224 (2011)
Kęsy, A., Kotliński, J.: Mechanical properties of parts produced by using polymer jetting technology. Arch. Civ. Mech. Eng. 10(3), 37–50 (2010)
Meisel, N.A., Dillard, D.A., Williams, C.B.: Impact of material concentration and distribution on composite parts manufactured via multi-material jetting. Rapid Prototyping J. 24, 872–879 (2018)
Mueller, J., Courty, D., Spielhofer, M., Spolenak, R., Shea, K.: Mechanical properties of interfaces in inkjet 3D printed single-and multi-material parts. 3D Print. Addit. Manuf. 4(4), 193–199 (2017)
Kent, N.J., Jolivet, L., O’Neill, P., Brabazon, D.: An evaluation of components manufactured from a range of materials, fabricated using PolyJet technology. Adv. Mater. Process. Technol. 3(3), 318–329 (2017)
Moore, J.P., Williams, C.B.: Fatigue properties of parts printed by PolyJet material jetting. Rapid Prototyping J. 21, 675–685 (2015)
Kim, G.D., Oh, Y.T.: A benchmark study on rapid prototyping processes and machines: quantitative comparisons of mechanical properties, accuracy, roughness, speed, and material cost. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 222(2), 201–215 (2008)
Tee, Y.L., Tran, P., Leary, M., Pille, P., Brandt, M.: 3D printing of polymer composites with material jetting: mechanical and fractographic analysis. Addit. Manuf. 36, 101558 (2020)
Kampker, A., Kreisköther, K., Reinders, C.: Material and parameter analysis of the PolyJet process for mold making using design of experiments. Int. J. Mater. Metall. Eng. 11(3), 242–249 (2017)
Gay, P., Blanco Fernández, D., Fernández Fernández, P., Noriega González, Á., Fernández Álvarez, P.: Analysis of factors influencing the mechanical properties of flat PolyJet manufactured parts. Procedia Eng. 132, 70–77 (2015)
Kumar, K., Kumar, G.S.: An experimental and theoretical investigation of surface roughness of poly-jet printed parts: this paper explains how local surface orientation affects surface roughness in a poly-jet process. Virtual Phys. Prototyping 10(1), 23–34 (2015)
Kechagias, JP., Stavropoulos, P., Koutsomichalis, A., Ntintakis, I., Vaxevanidis, N.: Dimensional accuracy optimization of prototypes produced by PolyJet direct 3D printing technology. Adv. Eng. Mech. Mater. 61–65 (2014)
Aslani, K.E., Korlos, A., Kechagias, J.D., Salonitis, K.: Impact of process parameters on dimensional accuracy of PolyJet 3D printed parts using grey Taguchi method. In: MATEC Web of Conferences, vol. 318, pp. 01015. EDP Sciences (2020)
Meisel, N., Williams, C.: An investigation of key design for additive manufacturing constraints in multimaterial three-dimensional printing. J. Mech. Des. 137(11), 1–9 (2015)
Acknowledgements
We hereby acknowledge the facilities and technical assistance of the Centre of Excellence in Manufacturing Sciences (CoEMS) at Coimbatore Institute of Technology.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Pugalendhi, A., Ranganathan, R. (2022). Examining the Build Properties of PolyJet Printed Multi-material Parts in Additive Manufacturing. In: Natarajan, S.K., Prakash, R., Sankaranarayanasamy, K. (eds) Recent Advances in Manufacturing, Automation, Design and Energy Technologies. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-4222-7_2
Download citation
DOI: https://doi.org/10.1007/978-981-16-4222-7_2
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-4221-0
Online ISBN: 978-981-16-4222-7
eBook Packages: EngineeringEngineering (R0)