
Abstract
The SAW is a widely used process in industries where high heat input is required as it provides a high deposition rate, deeper penetration, and smooth finishing. In this process, an electric arc is generated between the wire electrode tip and the workpiece surface. This welded joint is completely covered by the fusible flux to protect it from environmental contaminants. The composition of flux varies with the type of workpiece material. The welded joint properties can be recognized by the weld bead characteristics like penetration depth, weld bead width, percentage dilution, reinforcement height, heat-affected zone, strength, hardness, etc. The weld bead characteristics depend on several welding input parameters like welding voltage, current, WFR, welding speed, contact tip-to-work distance (CTWD), electrode polarity, diameter of the electrode, etc. This article covers the comprehensive report of research conducted in the last two decades in the field of fusion welding and more emphasis on submerged arc welding.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The welding process is a joining process of two comparable or non-comparable materials. Welding has affected various enterprises by increasing productivity and the life of the product. Welding is a process to produce a good quality weld by varying the process parameters [1]. SAW is a fusion welding process which used over other processes because of its high deposition rate, smooth finishing, deeper penetration, and high reliability [2]. Due to these properties, the SAW process is utilized in pressure vessels, offshore structures, LPG cylinders, and pipelines [3]. SAW process comprises a formation of an arc between the electrode tip and workpiece at the joint area. This joint area completely covered by a flux contains various chemical compounds such as calcium silicate and manganese used to remove phosphorous from weld pool, the addition of \({\text{SiO}}_{2}\) and \({\text{TiO}}_{2}\) reduces the mechanical properties and increases the heat input, ammonium chloride, and borax flux which is used to reduce the melting point of the unwanted iron oxide. Thus, the use of these chemical compounds depends on the workpiece material to produce an efficient weld that is free from atmospherical contaminations [4]. The weld produced in the SAW process depends on different parameters such as voltage, current, welding speed, wire feed rate, and electrode polarity. Gunaraj and Murugun [5, 6] studied that by increasing arc length, the gap between the workpiece and electrode tip increases which gives more melting of the workpiece surface and shallow penetration, and by increasing welding current, the heat input increases, which results in deeper penetration [7]. Similarly, the effect of various welding parameters is studied in this paper, and their effects are observed. Yang et al. [8] explained the impact of parameters on the weld pool of the SAW process, and for a particular value of heat input, welds made using direct current electrode negative at high welding speed and low voltage produce large weld-deposited area [9]. Ghosh et al. [10] studied that the thermal diffusivity of workpiece makes a significant impact on the heat-affected zone.
Higher diffusivity provides higher cooling rate which gives smaller heat-affected zone and when diffusivity is low, lowers the metal cooling rate, which results in larger HAZ. Some properties of the weld pool region are significantly affected by varying percentage dilution such as ductility, strength, resistance to weld cracking, and corrosion resistance. In welding applications, for the joining of similar types of material, maximum percentage dilution is required, and for joining of dis-similar types of materials (like cladding and hard facing), required minimum dilution.
2 SAW Process Parameters
The selection of appropriate parameters is necessary for producing a good quality welded joint. Welding process parameters may be variable or held constant. Parameters of SAW are discussed below.
2.1 Welding Voltage
In the SAW process, the voltage measured between the electrode and the workpiece at a joint area at the time of initiation of an arc is known as the welding arc voltage. Systems for automatic welding can maintain consistent control of arc voltage, but in manual arc welding processes, control and monitor of welding voltage are difficult. Welding voltage is an important parameter for producing a good quality weld joint. It controls the consumption of flux, arc length, and weldment properties. Welding arc voltage having a positive effect on arc length and by increasing voltage arc length increases and gives shallow penetration. The arc length makes a significant impact on weld bead width because as the arc length increases weld bead width increases. Junior et al. [11] studied that with an increase in welding voltage, penetration decreases and weld bead width increases, but loss in penetration is lesser than the weld bead width, which results in increases in the weld pool size. Hence, the percentage of dilution increases. Gunaraj and Murugun [5, 12] studied that the welding voltage decreases the penetration and reinforcement of the weld pool and increases the weld bead width and percentage dilution.
2.2 Welding Current
In a circuit, the term electric current is used as a transfer of energy from one terminal to other. The type of electrode polarity, the intensity of current, and composition of the wire covering significantly affect the melting rate [13]. Variation in current significantly affects the weld pool. As welding current increases, melting rate increases and results in deeper penetration, and also increase in welding current increases the consumption of flux. Too much reduction in welding current produces an unstable arc. Cho et al. [14] studied that with an increase in welding current, the heat content of the droplets increases, and molten droplet quickly striking the weld pool causes more heating of the base plate, results in deeper penetration. Balasubramanian et al. [15] studied that with an increase in welding feed rate, arc current also increases, which results in higher heat input and metal deposition rate. Hence, the reinforcement of the weld bead increases. Mahapatra et al. [16] observed that welding current and a voltage having more impact on reinforcement and with 625 A and 35 V better reinforcement is achieved.
2.3 Wire Feed Rate (WFR)
In manual arc welding processes, the amount of filler material deposited on the weld pool depends on the wire feed rate which is manually operated. To prevent the problem of incomplete fusion also done by adjusting the WFR. By increasing WFR, the welding current and the metal deposition rate increase which results in deeper penetration and large bead width. Cho et al. [14, 17] studied that increasing the wire feed rate, welding current increases, and improved heat input results in increasing weld bead width. By increasing WFR, penetration, weld bead width, and reinforcement increased, but these factors decrease with an increase in welding speed [5, 12]. Om and Pandey [18] studied that using DCSP and increasing welding speed with lower WFR gives a smaller heat-affected zone in the SAW process.
2.4 Welding Speed
The electrode wire travels along the weld pool region is termed as welding speed. The precise welding speed produces a good weld pool appearance. By increasing the welding speed, heat input decreases, and less filler material is applied to the weld pool resulting in shallow penetration, smaller bead width, and lesser reinforcement. Penetration depth is more affected by welding speed other than welding current. Too large welding speed may cause undercutting. Gunaraj and Murugun [6, 19] studied that by increasing the welding speed, the torch travels at a higher speed, which results in a reduction in metal deposition rate and heat input. Hence, the percentage dilution and weld bead width decrease. Om et al. [20] studied that percentage dilution is generally affected by the weld travel speed and electrode polarity. Khallaf et al. [21] studied that the crack length decreases by increasing welding speed results in low heat input. Hence, penetration decreases.
2.5 Contact Tip to Work Distance (CTWD)
The distance between the contact tip to the workpiece surface is known as a contact tip to work distance. CTWD significantly influenced the weld bead properties. Gunaraj and Murugun [5, 6] studied that by increasing the CTWD, it results in expansion of the arc cone. Similarly, because of the Joule’s heating effect, at higher values of N, the metal fusion rate increases. Hence, bead width increases. By increasing the WFR, welding current increases, which results in wire melting, and deposition rate increases. Therefore, the bead width increases. Shen et al. [23] studied that by increasing CTWD, heat input decreases and results in reinforcement of weld bead decreases. The stand-off distance (SOD) increases arc length, results in the heat supplied over a wide range of the joint area of the workpiece surface. Hence, the percentage of dilution decreases [19].
Although, these parameters are making a significant impact on weld bead. Some more parameters like wire diameter, flux composition, electrode polarity, and preheat current also make a huge impact on weld bead properties. The electrode diameter is an important parameter to perform any welding operation. The selection of the diameter of the electrode depends on the thickness of the workpiece material. For achieving a high deposition rate, thicker electrode is selected. The weld pool region is completely covered by a flux that contains various chemical compounds to protect it from environmental contaminants. Fluxes deoxidize and clean the weld pool and improve the mechanical properties. Submerged arc fluxes are available in fused agglomerated or bonded types for welding stainless alloys. Some agglomerated or bonded fluxes contain alloys such as chromium, nickel, molybdenum, or niobium to compensate for element loss across the arc. Thus, the use of these chemical compounds depends on the workpiece material to produce an efficient weld that is free from atmospherical contaminations [24]. Preheat is used to bringing the workpiece material to a specified minimum temperature before welding begins, is used to achieve a variety of operating factors, including reducing the hardness of weld metal and HAZ, reduce residual stresses, and achieve the desired microstructure or avoid an undesired microstructure. Cho et al. [17] studied that DCSP without changing OCV and WFR, a quick reduction in dilution takes place, and this is because of a reduction in current. Yang et al. [25] studied that constant current power source with acidic flux has no impact on bead width but when the basic flux is used, bead width increases. Om et al. [20] studied that percentage dilution is generally affected by the weld travel speed and electrode polarity. Changing polarity from electrode positive to electrode negative results in a decreasing percentage dilution at the similar OCV, welding speed, and welding feed rate. For electrode positive, the dilution level increases with the WFR and for electrode negative, around 20% reduction in the level of percentage dilution observed. Balasubramanian et al. [15] studied that an increase in torch oscillation frequency, the torch speed is also increased and covers a wide area of the workpiece material, results in decreasing percentage dilution. At a lower feed rate of powder, less heat is used for melting the powder and more heat is utilized for melting the workpiece surface which results in higher percentage dilution.
3 Effect of Welding Parameters on Weld Bead Characteristics
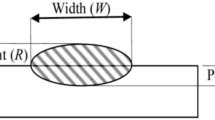
The weld bead width is the maximum width of the weld pool on the workpiece surface. Cho et al. [14, 17] studied that by increasing the wire feed rate, welding current increases, result in improved heat input, and by increasing current, the droplets containing heat increases which rapidly striking the weld joint causes more heating of the base plate, which results in increasing weld bead width. Gunaraj and Murugun [5, 6] studied that by increasing the CTWD, resulting in expansion of the arc cone. Similarly, because of the Joule’s heating effect, at higher values of N, the metal fusion rate increases. Hence, bead width increases. By increasing the WFR, welding current increases, which results in wire melting, and deposition rate increases. Therefore, the bead width increases. Yang et al. [25] studied that constant current power source with acidic flux having no impact on bead width, but when the basic flux is used, bead width increases.
Penetration is the maximum distance from the workpiece to fusion depth. Cho et al. [14, 17] studied that by increasing the wire feed rate, welding current increases, which result in improved heat input, and by increasing current, the droplets containing heat increases which rapidly striking the weld joint causes more heating of the base plate, results in deeper penetration. In single DC welding, a different type of weld bead geometries measured by varying the torch angle results in deeper penetration achieved in negative torch angle and vice-versa. Gunaraj and Murugun [5, 6] studied that increasing the arc length results in more melting at the workpiece surface gives shallow penetration, and by increasing speed, heat input decreases and the welding torch travels at a higher speed over the workpiece surface results in a lower rate of metal deposition on the weld joint. So, because of a lower metal deposition rate and less heat input, penetration decreases. And with increasing wire feed rate, welding arc current increases and the rate of metal deposition also increases. Hence, penetration increases. Balasubramanian et al. [15] studied that lower torch oscillation frequency covers a narrow region of the workpiece surface, results in deeper penetration. Khallaf et al. [21] studied that the crack length decreases by increasing welding speed results in low heat input. Hence, penetration decreases.
The ratio of the area of melted base metal to the total area of weld bead measured across its cross section, known as percentage dilution. Some properties of the weld pool region are significantly affected by varying percentage dilution such as ductility, strength, resistance to weld cracking, and corrosion resistance. In welding applications, for the joining of similar types of material, maximum percentage dilution is required, and for joining of dissimilar types of materials (like cladding and hard facing), minimum percentage dilution is required. Om et al. [20] studied that percentage dilution is generally affected by the weld travel speed and electrode polarity. Changing polarity from electrode positive to electrode negative results in a decreasing percentage dilution at the similar OCV, welding speed, and welding feed rate. For electrode positive, the dilution level increases with the WFR and for electrode negative, around 20% reduction in the level of percentage dilution observed. All the welding parameters such as an increase in wire feed rate, welding speed, and OCV favor higher percentage dilution. Gunaraj and Murugun [6, 19] studied that by increasing the welding speed, the torch travels at a higher speed, results in a reduction in metal deposition rate and heat input. Hence, the percentage dilution decreases. The stand-off distance (SOD) increases arc length, results in the heat supplied over a wide range of the joint area of the workpiece surface. Hence, the percentage dilution decreases. Balasubramanian et al. [15] studied that to an increase in torch oscillation frequency, the torch speed is also increased and covers a wide area of the workpiece material which results in decreasing percentage dilution. At a lower feed rate of powder, less heat is used for melting the powder and more heat is utilized for melting the workpiece surface results in higher percentage dilution. Khallaf et al. [21] studied that the travel speed increases crack length, which results in heat input decreases. Hence, the percentage dilution decreases.
Reinforcement is a distance between the workpiece surfaces to weld pool height. Gunaraj and Murugun [5, 12] studied that the welding voltage decreases the reinforcement of the weld pool. Balasubramanian et al. [15] studied that with increasing WFR, arc current increases results in a higher rate of metal deposition and heat input. Hence, reinforcement increases. Shen et al. [23] studied that with increasing CTWD, the heat input decreases results in reinforcement decreases and vice-versa.
The heat-affected zone (HAZ) contained a uniform and fine-grain microstructure of pearlite and ferrite with a large amount of carbide distributed evenly throughout the zone, which could guarantee a high hardness at this zone. Ghosh et al. [10] studied that the thermal diffusivity of the workpiece makes a significant impact on the heat-affected zone, higher diffusivity provides a higher cooling rate gives a smaller heat-affected zone and when diffusivity is low, lower the metal cooling rate, results in larger HAZ. Om and Pandey [18] studied that using DCSP and increasing welding speed with lower WFR gives a smaller heat-affected zone in the SAW process.
4 Effect of Welding Parameters on Microstructure and Mechanical Properties
Some properties of the weld pool region are significantly affected by varying the percentage dilution such as ductility, strength, resistance to weld cracking, and corrosion resistance. Qiu et al. [26] studied that the fine-grained heat-affected zone has fine productive grains and a high density of mis-orientation grain boundaries, which makes a significant impact on crack propagation and increasing heat-affected zone toughness. Kolhe and Datta [27] while performing a detailed study on the microstructure and mechanical properties of SAW multi-pass joint found that welding heat input can control the percentage of phase formation in the welded joint which influences the microstructure. Microstructure and wear property study of alloy cladding by SAW revealed that the presence of increased content of retained austenite in the microstructure results in lower hardness [28]. Crack susceptibility of carbon steel plates in SAW decreases as current decreases and welding speed or WFR increases [21]. Tarang et al. [29] during the determination of SAW process parameters in hard facing observed that GRA can be used to convert optimization of multiple characteristics into a single characteristic called gray relational grade. Jesus et al. [30] while studying the influence of the SAW process in the mechanical behavior of steel derived energy life relation by using the strain life data. Funderburk [31], these relations indicated that fatigue resistance of weld metal is defined in terms of strain energy of the cycle and is lower than as observed for the base metal. Heat input affects the weld bead, cooling rate, and mechanical properties of the weld pool region [32]. Kanjilal et al. [33] when focused on the combined effect of parameters and flux on mechanical properties of SAW and observed that electrode polarity has a greater effect on the chemical composition of the weld joint. Further welding parameters mainly determined the hardness and yield strength, whereas flux mixtures variable determined the impact toughness. Suitable regression models are found to be useful in expecting the transfer of elements such as oxygen, manganese, silicon, and sulfur across the weld joint and chemical reaction related to SAW fluxes which affected the metal transfer [34]. Kaçar and Baylan [35] studied microstructural properties in dissimilar welding between austenitic SS and martensitic and observed that the tensile strength of the weld joint for electrode E2209-17 was lesser than that of electrode E308L-16. The impact toughness for both the electrode was accepted at low temperature and exhibits ductile fracture. Singhal and Jain [36] investigated various process parameter to control corrosion in welded and cladded parts. Study shows diffrent processes, microstructure obtained and their effect on corrosion resistance.
5 Conclusions
Various parameters and their effects on the weld bead, mechanical properties, and microstructural properties were studied from the study, we have found that the penetration kept increasing with increasing current and wire feed rate but keeps on decreasing with welding speed and nozzle to plate distance. Similarly, width and reinforcement increase with the wire feed rate and decreases with dropping voltage, whereas the width also increases with high voltage.
We have also found that with more heat input the dilution kept on increasing, and high dilution is good for weldments but a limited limit. Apart from dilution, HAZ has also kept increasing with high heat input, but this is generally not acceptable for the application of the weldments. As HAZ is the weakest part of the weldment, welds are prone to break from this portion. Also, most of the weldments studied lied in the austenite and martensite forms, which lower the tensile properties of the weld.
References
Nadkarni, S. V. (1988). Modern arc welding technology. IBH Publication.
Houldcraft, P., & John, R. (1989). Welding and cutting—A guide to fusion welding and associated cutting processes. Industrial Press Inc.
Viano, D. M., Ahmed, N. U., & Schumann, G. O. (2000). Influence of heat input and travel speed on microstructure and mechanical properties of double tandem submerged arc high strength low alloy steel weldments. Science and Technology of Welding and Joining, 5(1), 26–34.
Sharma, L., & Chhibber, R. (2020). Study of weld bead chemical, microhardness & microstructural analysis using submerged arc welding fluxes for line pipe steel applications. Ceramics International, 46(15), 24615–24623. ISSN 0272-8842. https://doi.org/10.1016/j.ceramint.2020.06.250.
Gunaraj, V., & Murugan, N. (1999). Application of response surface methodology for predicting weld bead quality in submerged arc welding of pipes. Journal of Materials Processing Technology, 88(1–3), 266–275.
Gunaraj, V., & Murugan, N. (2000). Prediction and optimization of weld bead volume for the submerged arc process—Part 1. Welding Journal, 79, 286–294.
Dallam, C. B., Liu, S., & Olson, D. L. (1985). Flux consumption dependence of microstructure and toughness of submerged arc HSLA weldments. Welding Journal, 140s–151s.
Yang, L. J., Chandel, R. S., & Bibby, M. J. (1993). The effects of process variables on the weld deposit area in submerged arc welds.
Mortazavian, E., Wang, Z., & Teng, H. (2020). Repair of light rail track through restoration of the worn part of the railhead using submerged arc welding process. The International Journal of Advanced Manufacturing Technology, 107, 3315–3332.
Ghosh, A., Chattopadhyaya, S., Das, R. K., & Sarkar, P. K. (2011). Assessment of heat affected zone of submerged arc welding process through digital image processing. Procedia Engineering, 10, 2782–2785.
Junior, R. C., Esteves, L., Santos, N. F., Oliveira, I. R., Mendes, D. S., Lins, V. F. C., & Modenesi, P. J. (2019). Influence of heat input and cold wire feeding rate on pitting corrosion resistance of submerged arc welding duplex stainless steel welds. Journal of Materials Engineering and Performance, 28, 1969–1976.
Murugan, N., & Gunaraj, V. (2005). Prediction and control of weld bead geometry and shape relationships in submerged arc welding of pipes. Journal of Materials Processing Technology, 168(3), 478–487.
Sonia, P. (2019). Review on heat and mass transfer in submerged arc welding (SAW) and gas metal arc welding (GMAW). International Journal of Engineering and Advanced Technology, 8, 503–512.
Cho, D.-W., Song, W.-H., Cho, M.-H., & Na, S.-J. (2013). Analysis of submerged arc welding process by three-dimensional computational fluid dynamics simulations. Journal of Materials Processing Technology, 213(12), 2278–2291.
Balasubramanian, V., Lakshminarayanan, A. K., Varahamoorthy, R., & Babu, S. (2009). Application of response surface methodology to prediction of dilution in plasma transferred arc hard facing of stainless steel on carbon steel. Journal of Iron and Steel Research, International, 16(1), 44–53.
Mahapatra, M. M., Datta, G. L., Pradhan, B., & Mandal, N. R. (2006). Three-dimensional finite element analysis to predict the effects of SAW process parameters on temperature distribution and angular distortions in single-pass butt joints with top and bottom reinforcements. International Journal of Pressure Vessels and Piping, 83(10), 721–729.
Cho, D.-W., Kiran, D. V., Song, W.-H., & Na, S.-J. (2014). Molten pool behaviour in the tandem submerged arc welding process. Journal of Materials Processing Technology, 214(11), 2233–2247.
Om, H., & Pandey, S. (2013). Effect of heat input on dilution and heat affected zone in submerged arc welding process. Sadhana, 38, 1369–1391.
Murugan, N., Parmar, R. S., & Sud, S. K. (1993). Effect of submerged arc process variables on dilution and bead geometry in single wire surfacing. Journal of Materials Processing Technology, 37(1–4), 767–780.
Pandey, N. D., Bharti, A., & Gupta, S. R. (1994). Effect of submerged arc welding parameters and fluxes on element transfer behaviour and weld-metal chemistry. Journal of Materials Processing Technology, 40(1–2), 195–211.
Khallaf, M. E., Ibrahim, M. A., El-Mahallawy, N. A., & Taha, M. A. (1997). On crack susceptibility in the submerged arc welding of medium-carbon steel plates. Journal of Materials Processing Technology, 68(1), 43–49.
Karaoglu, S., & Seçgin, A. (2008). Sensitivity analysis of submerged arc welding process parameters. Journal of Materials Processing Technology, 202(1–3), 500–507.
Shen, S., Oguocha, I. N. A., & Yannacopoulos, S. (2012). Effect of heat input on weld bead geometry of submerged arc welded ASTM A709 Grade 50 steel joints. Journal of Materials Processing Technology, 212(1), 286–294.
Jain, A., Sonia, P., Kumari, S., & Pushp, P. (2020). Study of intermetallic compound (IMC) formed in welding of steel with magnesium: A review. Materials Today: Proceedings, 26, Part 2, 1159–1166. ISSN 2214-7853. https://doi.org/10.1016/j.matpr.2020.02.232.
Yang, L. J., Chandel, R. S., & Bibby, M. J. (1992). The effects of process variables on the bead width of submerged-arc weld deposits. Journal of Materials Processing Technology, 29(1–3), 133–144.
Qiu, C., Lan, L., Zhao, D., Gao, X., & Du, L. (2013). Microstructural evolution and toughness in the HAZ of submerged arc welded low welding crack susceptibility steel. Acta Metallurgica Sinica, 26, 49–55.
Kolhe, K. P., & Datta, C. K. (2008). Predication of microstructure and mechanical properties of multi pass SAW. Journal of Material Processing Technology, 197, 241–249.
Lu, S. P., Kwon, O. Y., Kim, T. B., & Kim, K. H. (2004). Microstructure and wear property of Fe-Mn-Cr-Mo-V alloy cladding by submerged arc welding. Journal of Material Processing Technology, 147, 191–196.
Tarang, Y. S., Juang, S. C., & Chang, C. H. (2002). The use of grey based Taguchi methods to determine submerged arc welding process parameters in hardfacing. Journal of Material Processing Technology, 128, 1–6.
Jesus, D., Ribeiro, S. A., & Fernandez, A. (2007). Influence of the submerged arc welding in the mechanical behaviour of the P355NL1 steel. Part-II: Analysis of the low /high cycle fatigue behaviour. Journal of Material Science, 42, 5973–5981.
Funderburk, S. R. (1999). Key concepts in welding engineering. Welding Innovation, XVI(1).
Sonia, P., Jain, J. K., & Saxena, K. K. (2020). Influence of severe metal forming processes on microstructure and mechanical properties of Mg alloys. Advances in Materials and Processing Technologies. https://doi.org/10.1080/2374068X.2020.1802554
Kanjilal, P., Pal, T. K., & Majumdar, S. K. (2006). Combined effect of flux and welding parameters on chemical composition and mechanical properties of submerged arc weld metal. Journal of Material Processing Technology, 171, 223–231.
Kanjilal, P., Pal, T. K., & Majumdar, S. K. (2007). Prediction of element transfer in submerged arc welding. Welding Journal, 69, 135–146.
Kaçar, R., & Baylan, O. (2004). An investigation of microstructure/property relationships in dissimilar welds between martensitic and austenitic stainless steels. Materials & Design, 25(4), 317–329. ISSN 0261-3069. https://doi.org/10.1016/j.matdes.2003.10.010.
Singhal, T., S., Jain, J., K., (2020). GMAW cladding on metals to impart anti-corrosiveness: Machine, processes and materials. Materials Today: Proceedings 26, 2432–2441.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Aswal, V., Jain, J.K., Singhal, T.S., Agrawal, R., Kumar, S. (2021). Effect of Process Parameters on Weld Bead Geometry, Microstructure, and Mechanical Properties in Submerged Arc Welding. In: Agrawal, R., Jain, J.K., Yadav, V.S., Manupati, V.K., Varela, L. (eds) Recent Advances in Smart Manufacturing and Materials. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-3033-0_38
Download citation
DOI: https://doi.org/10.1007/978-981-16-3033-0_38
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-3032-3
Online ISBN: 978-981-16-3033-0
eBook Packages: EngineeringEngineering (R0)