
Abstract
Oxy-rich air is required for many industries for various processes. Mixture of pure oxygen with air is a costly process where oxy-rich air is required. In this research an attempt has been made by a novel technique such as preparation of activated carbon/PVP blended polymer loaded, surface modified hollow polyester fibre composite for the production of oxy-rich air. The PVP and activated carbon has an advantage of higher O2 permeability and O2/N2 selectivity. Surface modified hollow fibre is used to enhance the air separation rate. An experimental plan has been developed for the construction of composite with NaOH treatment time, concentration of PVP and concentration of activated carbon as independent variables. Fifteen set of experiments have been derived with independent variables and composites were prepared as the plan. The effect of independent variables on oxygen enrichment and air separation rate is analysed in detail. Highest oxygen enrichment percentage as 38.62 was achieved by 3 h NaOH treated, 15% PVP and 4% activated carbon loaded composite. The highest rate of air separation was given by 3 h NaOH treated, 10% PVP and 4% activated carbon loaded composite.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Air is a natural source of various gaseous components and it is the mixture of nitrogen, oxygen, argon with suspended dust, spores, bacteria, etc. The primary gaseous as nitrogen and oxygen are needed for various industrial applications such as chemical, medical, aeronautical and food processing industry. Air enriched oxygen is useful in pyro-metallurgy (copper and nonferrous metals), combustion and furnace applications, chemical synthesis oxidation and waste water treatment [1]. Several methods are available for air separation which includes cryogenic distillation, adsorption of solid surface and solvent absorption to obtain high purity of primary gaseous components. Both of the cryogenic and adsorption techniques possess the production capability of 20 to 300 tonnes of oxygen per day and oxygen purity of more than 95% [2, 3]. Cryogenic distillation exhibits disadvantages like high energy consumption and requires high volume of vessels for air separation [4, 5].
Recently, there is a huge development in membrane for gaseous separation. It has vital application due to their inherent characteristics like simple, continuous in operation, reduced start-up time and low cost with high economical to operate. It also competes with conventional unit operations on the basis of overall economics, safety, environmental and technical aspects [6, 7].
A membrane is defined as a selective barrier between two different phases. Gas separation processes require a membrane with high permeability and selectivity and these parameters decide the performance of a membrane material [8]. Also, membrane separation of gaseous components rate is based on pressure of feed, permeate and ration of feed flow rate, membrane area and recycling. Gas separation in membranes occurs due to different levels of solubility in and diffusion through polymeric structures. Solubility and diffusion are the thermodynamic property and kinetic quantity respectively [9]. The permeability of a gas through a membrane is closely associated with Hendry’s law for simple and non-interacting gases. Relative permeability of the gaseous compound decides the degree of separation of individual components.
Solution-diffusion model has three step process; dissolution of the permeant gas into upper surface of the polymer, diffusion of the gas through the internal structure of polymer and desorption of the permeant from the lower surface of the polymer [10]. The permeability co-efficient of the particular component can be described as the product of the solubility and diffusion coefficient of the permeant [11,12,13]. The membrane selectivity is related with the ratio of more permeable component to less permeable component. The resistant of the molecular flow is the function of chemical and physical properties of the penetrant. As the membrane selectivity increases, the product mole fraction increases.
This mechanism is also improved by adding fillers as specific absorbers in polymeric matrix membranes to improve its selectivity. The type of fillers and proportion of fillers are selected depends on the rate of permselectivity and also the productivity of the selected permeant [14,15,16,17]. The O2/N2 gas pair has different diffusivity in membrane transport. In general both gases have relatively small solubility interactions with polymeric materials. According to solution-diffusion theory, the diffusivity component is thought to be more responsible for transport [18, 19].
Silicalite has significant potential for increasing the permeability and selectivity for various polymers for the separation of O2 from N2, CO2 from H2 and CO2 from CH4.
Highest O2/N2 selectivity and permeability is recorded by PI carbon membrane and it is in the range of 200 to 800 Barrer and 7.5 to 15 respectively. PVP/carbon blended membrane gives higher O2 permeability and O2/N2 selectivity [20]. Table 1 shows the O2 permeability and O2/N2 selectivity of various polymer and its combinations.
Polymeric hollow fibres are widely used for gas separation applications and the polymeric material is permeable to oxygen and nitrogen, however the rate of oxygen permeation is several times faster than the nitrogen permeation and in general cartridge type hollow fibre membrane was used. Polysulfone hollow fibre membrane was used to enrich oxygen; the pressure and temperature influences the purity of oxygen. Various polymers like polyimide, polyaramide, cellulose acetate are used for developing hollow fibres membranes for the production of oxy-enriched air.
In this study, a novel technique was used to fabricate the membrane such as the hollow polyester fibre is surface treated and axially arranged, and Polyvinylpyrrolidone and activated carbon are mixed and loaded in the axially arranged surface treated hollow fibre membrane. The performance on oxygen separation and other properties are analysed in detail.
2 Materials and Methods
Hollow polyester (Polyethylene terephthalate) fibre of 6 Denier and 51 mm staple length from Reliance industries was procured and analytical grade sodium hydroxide (NaOH) was used for surface treatment. Polyvinylpyrrolidone (C6H9NO)n (PVP) of molecular weight 30,000 was used as a thermally labile polymer and activated carbon was used for constructing the polymeric composite for air separation.
2.1 Alkaline Hydrolysis of Polyester
The fibres are well opened by carding machine and treated with NaOH Solution for alkaline hydrolysis, 25gpL of NaOH was taken with the material to liquor ratio of 1:25 and treatment temperature was maintained as 60 ℃. The hydrolysis process was influenced by treatment time; hence, three different time duration as 1 h, 2 h and 3 h was taken for treating polyester. It was found that the further increase in treatment time as 4 h, degrades the polyester fibre which cannot be used for further processes. The treated polyester fibre was rinsed with cold water in several times to remove the residual alkali.
An experimental plan was developed by Box-Behnken method for fabrication of the composite and it was given in Table 1.
The surface morphology of the alkaline hydrolysed polyester is analysed through the Scanning electron microscope.
2.2 Construction of Composite Membrane
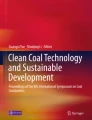
The PVP and activated carbon materials were thoroughly dispersed in water as per the experimental plan and the known weight of parallely arranged alkaline hydrolysed polyester fibre was immersed in the solution. The schematic representation of the composite preparation was shown in Fig. 1. The immersed polyester fibres are allowed for 24 h to adsorb the prepared solution and the samples are dried at 60 ℃ for 5 h to remove the residual water from the constructed composite. The dried sample was tightened across its axis to obtain the required dimension of the composite. This process was followed for all samples to obtain uniform volume of the composite as 100 cm3.

Schematic diagram of composite preparation for air separation
2.3 Construction of Air Separation Unit
The construction of air separation unit comprises pressure gauge, flow meter with regulator, non-return valve and other components. The flow meter with regulators is used to control the feed air to the separation system. The output air was collected in two separate valves (Permeate in one valve and Retentate in another valve). The schematic diagram of the air separation unit is shown in Fig. 2.

Schematic representation of air separation unit
Non-return valve (NRV) is placed in the feed side that normally allows the air to flow through it in only one direction. The compressed air with the pressure of 5 psi is passed through the pre filter and also passed through the membrane with the rate of 5 lpm and the permeate was collected separately.
2.4 Gas Permeation Theory
Gas separation in membrane occurs due to different levels of solubility and diffusion of the gaseous components. The mass transport of the gas through the membrane is given by Fick’s law
where,
- N:
-
flow rate of gas, cm3 (STP)/s.
- \(P_{r}\):
-
rate of gas permeability.
- A:
-
membrane area, cm2.
- δ:
-
membrane separating barrier thickness, cm.
- ΔP:
-
trans partial pressure difference of gas, cm–Hg.
The rate of separation of particular component between gases will depend upon the relative permeabilities of the gases to be separated. This is expressed as alpha (α) and
ORSAT apparatus was used to evaluate the purity of oxygen in the permeant. It is a laboratory gas analysing equipment which is used to analyse gas samples like oxygen, carbon monoxide and carbon dioxide content.
3 Results and Discussion
3.1 Effect of Alkaline Hydrolysis on Fibre Surface
The alkaline hydrolysis of polyester has been carried out by varying the concentration of NaOH and treatment time. The surface change of fibres has been observed by scanning electron microscope and the images are given in Fig. 3a–c. The Figure shows that the modified surface of the polyester which is having pores and cracks on the surface. The intensity of the pores is increased by increasing the treatment time.

SEM images of surface treated hollow polyester with NaOH for a 1 h, b 2 h and c 3 h
3.2 Weight Loss Due to Alkaline Hydrolysis
The degradation of polyester is the result of the alkaline hydrolysis which is influenced by the concentration of NaOH, treatment time and treatment temperature. In this process, the optimised treatment temperature as 60°℃ and the concentration as 25% were used to treat the samples. In the higher treatment time, there will be reduction of the fibre length as 3–5 mm due to degradation. (at 4 h and 6 h shows much higher degradation). Upto the treatment time of 3 h, no breakage of fibres was observed. Hence, the treatment time has been taken from 1 to 3 h to hydrolyze the samples which can create pores/cracks on the surface of hollow polyester fibres. Due to hydrolysis, it is observed that higher weight loss in fibre at higher concentrations of NaOH.
3.3 Characterisation of Activated Carbon
Activated carbon was used in this process to blend with Polyvinylpyrrolidone to enhance the separation of oxygen. The particle size of the activated carbon was analysed using laser scattering particle size distribution analyser which yielded a mean size of 26 micron.
3.4 Air Separation Efficiency
The separated oxygen from the atmosphere air was tested with ORSAT apparatus and permeability rate of air through the membrane was calculated. The results are influenced by Alkaline hydrolysis time, percentage of activated carbon and PVP and it is given in Table 2.
It was observed that the higher O2 percentage in the permeate was achieved as 38.62%. This was due to higher permeability of O2 and selectivity of O2/N2 by the combination of PVP/Carbon. The rate of separation was also achieved as 4.1 l/min due to highly porous nature of the activated carbon and also more pores on the surface of the treated polyester. The PVP as 10% and activated carbon as 6% gives 37.07% of O2 in the permeate and the rate of air separation was given as 4.22 which is maximum due to higher treatment time and higher concentration of activated carbon. It was observed that higher the PVP content gives higher permeability of O2 and higher the treatment time and activated carbon percentage results higher the flow rate of air through the composite. In this process the α value varies from 0.36 to 0.62.
3.5 Effect of Variables on Oxygen Enrichment and Air Separation Rate
The increase in concentration of PVP and treatment time increases the oxygen percentage in permeant was shown in Fig. 4a. Both independently influences the enrichment of the oxygen in the permeant. Fig. 4b, c show that the contribution of activated carbon is minimum for enriching the oxygen in the permeant while comparing the PVP. Hence, the impact on oxygen enrichment of the variables is followed as PVP > treatment time > activated carbon.

a Effect of PVP% and time of treatment on oxygen enrichment % and b Effect of activated carbon % and time of treatment (h) on oxygen enrichment % and c Effect of PVP% and activated carbon % on oxygen enrichment%
The rate of separation of oxygen through the membrane was attributed by the higher O2 selectivity nature of the PVP. The air flow rate of the membrane was attributed by the percenage of activated carbon. The rate of air flowthrough the membrane was influenced by the amount of activated carbon and PVP loaded. Figure 5a–c show that the influence of treatment time on air flow through the membrane was more due to the formation of more pores on the surface of the fibres. The lower concetration of PVP and higher concentration of activated carbon also leads to increase in air flow through the membrane due to the porous nature of the activated PVP.

a Effect of time of treatment and Conc. of PVP on oxygen separation rate and b Effect of time of treatment and Conc. of activated carbon on oxygen separation rate and c Effect of Conc. of PVP and Conc. of activated carbon on oxygen separation rate
4 Conclusion
Separation of oxygen is an important process for commercial application and the performance of oxygen separation membrane varies depending on the process variables. In this work, a new concept has been used to construct the air separation membrane. Due to the various advantages of hollow fibres, in this work PVP and activated carbon impregnated hollow polyester fibre membrane has been constructed. To achieve the pores on the surface of the hollow polyester fibre, alkali treatment was given to the fibres and the process was optimised. Various proportions of PVP and activated carbon were incorporated as per the experimental plan. The constructed membranes have been tested for its functional and physical properties. The constructed membrane has shown higher air separation rate and oxygen purity. The time of treatment influences the weight loss on polyester and improves the flow of oxygen through the pores present in it and the concentration of PVP content influence the oxygen purity. Process variables of 3 h NaOH treated sample with 15% PVP and 4% activated carbon separates air with higher oxygen purity. 3 h NaOH treated sample with 15% PVP and 6% activated carbon has high rate of air separation. Hence the new concept of construction of membrane has given oxy rich air for the commercial applications.
References
Fabian C, Bimbi L, Pizzichini M, Santarossa L (1996) Gas Sep Purif 10:75
Fernandez-Barquin A, Casado-Coterillo C (2016) Susana valencia and angel Irabien. J Membr Sci 6:1
Schmidt WP, Winegardner KS, Dennehy M, Castle-Smith H (2001) Pro Safety Prog 20:269
Aryegollan, Kleper HM (1984) J Ind Energy Technol 84:298
Yan L, Yu Y, Li Y, Zhang Z (2010) J Sch Mech Eng 9:2453
Burdyny T, Struchtrup H (2010) J Energy 35:1884
Sridhar S, Bee S, Bhargava KS (2001) J Chem Ind 1
Yampolskii PY, Belyaev AA, Drioli E (2005) J Chem Eng 1:1
Wang X-Y, Hill JA, Freeman DB, Sanchez CI (2008) J Mem: Sci 314:15
Coker TD, Prabhakar R, Freeman DB (2003) J Chem Engg Edu 1:60
Yang W, Wang H, Zhu X, Lin L (2005) J Sci 35:155
Javaid A (2005) J Chem Engg 112:219
Tremblay P, Savard MM, Vermette J (2006) J Membr Sci 282:245
Ismail AF, Norida R, Sunarti AR (2002) J Sci Technol 24:1025
Souza VC, Quadri MGN (2013) Brazilian J Chem Eng 30:683
Bastani D, Esmaeili N, Asabollahi M (2013) J Ind Eng Chem 19:375
Sanders FD, Smith PZ, Guo R (2013) J Polymer 54:4729
Orme CJ, Klaehn JR, Stewart FF (2004) J Membr Sci 238:47
Phair JW, Badwal SPS (2006) Sci Technol Adv Mat 7:792
Chong KC, Lai SO, Thaim HS, Teoh HC (2016) J Eng Sci Technol 11:1016
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Editor(s) (if applicable) and The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Gobi, N., Ganesh, A., Anbu, E., Agalya, N. (2021). Surface Modified Hollow Polyester/Polyvinylpyrrolidone Composite for O2 Enriched Air Separation. In: Midha, V., Mukhopadhyay, A. (eds) Recent Trends in Traditional and Technical Textiles. Springer, Singapore. https://doi.org/10.1007/978-981-15-9995-8_9
Download citation
DOI: https://doi.org/10.1007/978-981-15-9995-8_9
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-9994-1
Online ISBN: 978-981-15-9995-8
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)