
Abstract
This work is focused to explore the potential of zea mays husk (ZMH) as reinforcement in the thermosetting polymer composite. Most of the work that had been carried out globally on zea mays stover is especially on zea mays husk and that too primarily for ethanol production and upto some extent as reinforcement for composite fabrication after fiber extraction. A novel effort has been made to use ZMH in film form for reinforcement. Araldite epoxy resin and hardener are used as matrix and pretreated ZMH as filler to form the laminate composites. The effect of alkali treatment conditions on ZMH is optimized in terms of ZMH and the respective composite properties. Characterization of ZMH is carried out by XRD, SEM and mechanical properties. ZMH laminate composites are also characterized with SEM and DMA. SEM images confirmed the partial delignification of ZMH after pretreatment. Fractured samples of composite reinforced with NaOH treated ZMH evidenced good interphase between matrix and filler as compared to neat epoxy. DMA test showed effectiveness of ZMH reinforcement in matrix. Flexural modulus of ZMH reinforced composite is found to be 3.45 GPa as compared to 2.43 GPa for neat epoxy composites.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
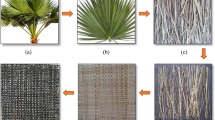
Use of natural fillers as reinforcement in polymer matrices is encouraged nowadays in order to compensate the rising demand of synthetic polymers for making composite materials in various technical applications. The focus has been shifted from high performance engineering materials toward socio-economic and efficient utility-based products. Numerous natural agro-based lingo-cellulosic fibers such as kenaf, sisal, coir, jute, hemp, rice husk, wheat straw, bamboo, banana fiber, etc., have been used as alternative reinforcement with the polymer matrices [1,2,3,4,5]. Delignification of zea mays has been carried out in different ways by researchers for fiber extraction [6,7,8,9,10], but in current work partial delignification of ZMH is done and used as reinforcement in the epoxy matrix.
2 Materials and Methods
2.1 Materials
Araldite Epoxy Resin AW 106 and Hardener HV-953 IN, manufactured by Huntsman International (India) Pvt. Ltd. are used as matrix for making the composites. ZMH is procured from local market. NaOH is used in pallet form by sd-fine Chemicals Ltd. for the alkali treatment. Customized moulds are prepared for fabrication of composites from Central Institute of Hand Tools, Jalandhar, India.
2.2 Alkali Pretreatment
The pretreatment process is optimized by using, 3 factors (alkali concentration, treatment temperature and time)- 3 level, Box Behnken design of experiment. ZMH is immersed in alkali concentrations (10, 15 and 20 g/l) at 1:40 MLR solution for given time (30, 60 and 90 min) and (30, 40 and 50 °C) temperature. After the alkali treatment ZMH are washed with 5% acetic acid solution to neutralize the samples followed by drying. Fabrication of Composites is done by hand lay-up method.
2.3 Characterization Techniques
The XRD is done using Empyrean diffractometer made by Melvern Panalytical. The diffraction angle (2θ) is taken in the range of 5°–60°. SEM analysis is carried out by JEOL (6510LV) at 500x magnification level. DMA tests are performed using DMA1 dynamic mechanical analyzer (Mettler Toledo) in 3 point bending mode.
3 Results and Discussion
3.1 Effect of Pretreatment on Tensile Strength of ZMH
The effect of the pretreatment on breaking strength of the ZMH is shown in Fig. 1. Maximum breaking strength of 35.5 kPa is obtained at 15 g/l of NaOH concentration, 30 min time and at 30 °C whereas least is around 10 kPa at 20 g/l of NaOH concentration, 60 min time and at 50 °C. The reduction in breaking strength at higher levels of NaOH concentration, time and temperature is due to enhanced delignification at elevated temperature, time and NaOH concentration [11]. However, reason for lowered breaking strength in case of 10/30/40 (16.2 kPa) as compared to at 20/30/40 (27 kPa) and within 15/60/40 may be attributed to the natural variation in the thickness of ZMH which is inevitable. Defibrillation is observed at elevated temperature and time, which resulted in the loss in weight of the ZMH after pretreatment. If concentration (20 g/l) and time (60 min) are kept constant, elevated temperature (from 30 to 50 °C) is playing a vital role in further increasing the weight loss by 22% [12]. The optimized pretreatment conditions are 30 °C temperature, 20 g/l NaOH concentration and 30 min time.

Breaking strength of ZMH after pretreatment at different levels of concentration /Time/Temperature
3.2 XRD Results
Figure 2 presents the comparison of X-ray diffraction patterns of alkali treated and untreated ZMH exhibiting two main reflection peaks at 2θ = 16.42° and 21.87°. The different X-ray diffraction spectrum depends on proportion of two crystalline forms [13]. The highest peak at 2θ = 21.87° corresponds to the I200 plane represents the both crystalline and amorphous material. The lowest peak height at 2θ = 18.43° corresponds to the IAM plane and represents only the amorphous part. The crystallinity of the treated sample is increased as compared to untreated one by 20.46% due to removal of lignin and partial hemicellulose.

XRD pattern of ZMH under varying treatment conditions viz. A. 20/30/30 B. Untreated
3.3 SEM Analysis
SEM micrographs of pretreated and untreated samples are shown in Fig. 3. Array of numerous polygon type structures can be observed from Fig. 3a on the surface of untreated ZMH, while in Fig. 3b the ZMH after pretreatment appears somewhat different. There is shrinkage in the ridges (polygon shapes) and delignification of the film. Delignification is a result of the breakage of lignocellulosic bonding due to pretreatment of ZMH with NaOH. Alkali treatment causes swelling which leads to an increase in the internal surface area because of which structural linkages between lignin and cellulose are separated leading to better fiber-matrix interphase [14, 15].

SEM images of untreated and pretreated CHF
3.4 Dynamic Mechanical Analysis
Figure 4 show the DMA curve of storage modulus and temperature of ZMH reinforced epoxy composite and neat epoxy. The initial modulus of ZMH reinforced epoxy composite is 3.45 GPa which is around 42% more than neat epoxy. There is a marked decrease in storage modulus of ZMH reinforced epoxy composite from 3.45 GPa at 27 °C to 0.34 GPa at 48 °C, i.e. 90% decrease in storage modulus. This decrease is attributed to the softening of the polymer due to the increase in the chain mobility of the polymer matrix at high temperatures. Therefore the load bearing capacity is drastically reduced at elevated temperature [15]. Similar transition has been observed for neat epoxy but in this case, the decrease in storage modulus up to 90% has been delayed and achieved at around 75 °C [16].

Storage modulus of neat epoxy ZMH reinforced epoxy composite
4 Conclusion
ZMH can be used as reinforcement for polymer matrix. Pretreatment of ZMH is optimized (20/30/30) which resulted in surface modification of the ZMH and consequently enhanced the bonding between ZMH and epoxy. XRD spectra is governing the partial removal of lignin and hemicellulose because of which crystallinity of the ZMH is enhanced. DMA results have shown that storage modulus of the treated ZMH is 42% higher than untreated one which indicates that ZMH can be used for composites applications and could be explored further.
References
Thilagavathi G, Pradeep E, Kannaian T, Sasikala L (2010) Development of natural fiber nonwovens for application as car interiors for noise control. J Ind Text 39(3):267–278
Chauhan A, Chauhan P (2013) Natural fibers reinforced advanced materials. J Chem Eng Process Technol s6
N Uthaman, A Majeed, Pandurangan (2006) Impact Modification of Polyoxymethylene (POM). E-Polymers, 1–9 (2006)
Ku H, Wang H, Pattarachaiyakoop N, Trada M (2011) A review on the tensile properties of natural fiber reinforced polymer composites. Compos Part B Eng 42(4):856–873
Luo Z et al (2017) Comparison of performances of corn fiber plastic composites made from different parts of corn stalk. Ind Crops Prod 95(December 2017):521–527
Technology P (2015) Studies on development and characterization of polypropylene based biocomposites. Mar 2015
Norashikin MZ, Ibrahim MZ (2009) The potential of natural waste (corn husk) for production of environmental friendly biodegradable film for seedling. World Acad Sci Eng Technol 58(10):176–180
Isikgor FH, Becer CR (2015) Lignocellulosic biomass: a sustainable platform for the production of bio-based chemicals and polymers. Polym Chem 6(25):4497–4559
Shanmugam D, Thiruchitrambalam M (2013) Static and dynamic mechanical properties of alkali treated unidirectional continuous Palmyra Palm Leaf Stalk Fiber/jute fiber reinforced hybrid polyester composites. Mater Des 50:533–542
Wada M, Okano T (2001) Localization of Iα and Iβ phases in algal cellulose revealed by acid treatments. Cellulose 8(3):183–188
Himadri Das DK (2014) Recent development of fiber reinforced composite materials, vol 37(July) (2014)
Kumar R, Mago G, Balan V, Wyman CE (2009) Physical and chemical characterizations of corn stover and poplar solids resulting from leading pretreatment technologies. Bioresour Technol 100(17):3948–3962
Park S, Baker JO, Himmel ME, Parilla PA, Johnson DK (2010) Cellulose crystallinity index: Measurement techniques and their impact on interpreting cellulase performance. Biotechnol Biofuels 3:1–10
Druzian JI (2015) Extraction and characterization of cellulose. 49(2):127–133
Nuruddin M et al (2011) Extraction and characterization of cellulose microfibrils from agricultural wastes in an integrated biorefinery initiative. Cellul Chem Technol 45(5–6):347–354
Kocak D, Merdan N, Evren OB (2015) Research into the specifications of woven composites obtained from raffia fibers pretreated using the ecological method. Text Res J 85(3):302–315
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Editor(s) (if applicable) and The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Singh, H., Chatterjee, A. (2021). Zea Mays Husk Reinforced Epoxy Composites. In: Midha, V., Mukhopadhyay, A. (eds) Recent Trends in Traditional and Technical Textiles. Springer, Singapore. https://doi.org/10.1007/978-981-15-9995-8_6
Download citation
DOI: https://doi.org/10.1007/978-981-15-9995-8_6
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-9994-1
Online ISBN: 978-981-15-9995-8
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)