
Abstract
In recent years, the use of biodegradable or green composites in various applications has increased unprecedentedly due to its low-cost, non-toxic, non-abrasive, lightweight, eco-friendly, and biodegradable characteristics. The manufacturer is looking toward the development of biodegradable composite with better mechanical properties which can replace the plastic components in various applications. The analytical analysis of components plays a vital role in reducing the cost of physical testing and product design. In this study, a green composite is developed by compression molding using PLA as matrix and bamboo fiber as reinforcement. A rectangular composite plate is modeled using ANSYS Composite PrepPost (ACP), and then the analysis is performed through ANSYS Static Structural. Both shell and solid models of green composites are analyzed and compared. The simulated results are also compared with the experimental results obtained through mechanical testing of the developed PLA–bamboo composite.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
In the present day, public attention has shifted toward the development of materials by utilizing natural resources. The natural fibers are widely used as reinforcement in partially and fully biodegradable green composites. Natural fibers are the potential alternative to synthetic fiber for the manufacturing of cheap, renewable, and environmentally friendly composites. The strong bonding between the fiber and the matrix results in good mechanical properties of composites which lead to high load-bearing performance. The composites are widely used in boat hulls, bulkheads, inner and outer surfaces of different components due to their high corrosion resistance and lightweight characteristics. The high specific stiffness and toughness, easy fabrication, high creep, and fatigue strength are the key characteristics of the composites for which these materials are extensively used in aerospace, automobile, construction, and electrical applications, to name a few. The behavior of composite mainly depends on the part design and the manufacturing process. Simulation is the best way to create an adequate relationship between these two stages for attaining the quality product. The initial focus should be on the statistically derived values like strength properties while designing the components of airspace, aircraft, automobile, etc. It is difficult to design job parts with multiple materials, complex layups, and huge number of plies. Thus, simulating the composite part is a challenging task when compared with homogeneous materials like steel and plastic. Numerous experimental investigations have been performed to study the behavior of several types of polymer and its composites. However, the present work is focused on the development and characterization of PLA-based green composites.
2 Characteristics of PLA and Its Composites
PLA and its composites are emerging as a potential alternative to petroleum-based plastics and composites. Many attempts have been made to improve the performance of PLA and PLA-based composites. Abdulkhani et al. [1] prepared PLA nanocomposite embedded with acetylate cellulose nano-fiber (CNF-Ac) and microcrystalline cellulose (MCC) through solvent casting. PLA-CNF-Ac composite exhibited better mechanical properties when compared with PLA-MCC composite. The tensile properties of the composite with different loadings of MCC and 1 wt% CNF-Ac did not show any significant change. However, the tensile strength, strain, and elastic modulus of PLA-CNF-Ac composite were improved with an increase in the weight percentage of CNF-Ac to 3 and 5%. Nurnadia et al. [2] studied the mechanical behavior of PLA-bamboo composite prepared by the twin screw extruder and compression molding. The effect of fiber content and fiber length on the mechanical and flexural properties of the composite was evaluated. It was revealed that the mechanical performance of the developed composite was significantly affected by the fiber aspect ratio and fiber content. Sun et al. [3] studied the mechanical and thermal properties of chemically treated PLA-coir fiber composite fabricated by injection molding. The effect of treated coir fiber was evaluated in terms of tensile, impact, and thermal properties of the composite. The increasing content of treated coir fiber resulted in improved tensile modulus of the developed composite which was also confirmed through morphological analysis. Eng et al. [4] studied the enhancement in mechanical and thermal properties of PLA-polycaprolactone (PCL) blend with an addition of hydrophilic clay nanomer PGV. PLA-PCL blend with nanomer PGV showed significant enhancement in mechanical properties. Lay et al. [5] compared the physical and mechanical properties of PLA, acrylonitrile butadiene styrene (ABS), and nylon 6 fabricated by fuse deposition modeling (FDM) and injection molding techniques. The tensile strength, Young’s modulus, elongation at break, and impact strength of the fabricated samples were compared which showed that the mechanical performance of the injection molded samples was better than the FDM samples. Asadi et al. [6] analyzed the effect of different weight proportions of nanographene (NG) on the mechanical properties of PLA-wood composites. The tensile and the bending properties of the PLA-wood composite were improved by incorporating the NG. It was found that the incorporation of 1.5% NG in PLA-wood fiber composite resulted in significant improvement in tensile and bending properties. Aliotta et al. [7] investigated the mechanical and interfacial properties of biocomposite composed of natural cellulose fiber and PLA. The analytical models were developed to predict the stiffness of the material and to estimate the adhesion between matrix and fiber. Chen et al. [8] studied the performance of PLA-sugar beet pulp (SBP) composite using polymeric diphenylmethane diisocyanate (pMDI) as a coupling agent. The tensile strength of PLA-SBP composite with an addition of 0.5 and 2% pMDI resulted in significant improvement in tensile strength. Parida et al. [9] investigated the tensile, flexural, and impact properties of PLA-based composites reinforced with cellulose nanofibers extracted from luffa cylindrical (LC). The composite exhibited better mechanical properties due to the incorporation of a low weight percentage of LC fiber. The mechanical properties deteriorated as the fiber content was increased due to the agglomeration of the cellulose fiber. Fujiura et al. [10] investigated the mechanical properties of PLA-long jute fiber (LJF) composite fabricated by injection molding. It was revealed that the tensile and flexural strength of the developed composite are dependent on the molecular weight of the PLA. It was concluded that fiber dispersion and the mechanical properties of the PLA-chopped jute fiber (chopped-JF) were better when compared with PLA-LJF composite. Huda et al. [11] compared the PLA-wood fiber composite with PP-wood fiber composite. It was reported that the PLA-wood fiber composite had better tensile and flexural properties when compared with virgin resin. The flexural modulus of PLA-wood fiber composite was comparable to that of PP-wood fiber composite. Musyarofah et al. [12] investigated a hybrid composite of PLA-coir-fleece fiber composite fabricated by hot press molding. The author concluded that the tensile properties of the composite were affected by the addition of fiber. Kuciel et al. [13] studied the mechanical properties of PLA-basalt fiber (BF) and PLA-wood fiber (WF) composite fabricated by injection molding. The addition of WF led to a decrease in the tensile strength of the composite. PLA-BF exhibited better mechanical properties. Righetti et al. [14] studied the mechanical, thermal, and rheological properties of a biocomposite based on PLA and potato pulp powder. It was concluded that increasing the percentage of potato pulp powder resulted in a decrease in the tensile strength, elastic modulus, and elongation at break. Rawi et al. [15] investigated the performance of PLA-bamboo composite fabricated by compression molding. The impact strength of the composite in warp direction was enhanced by 20% when compared one-on-one with pure PLA. Whereas the tensile and flexural properties of the composite were found to be lower than expected. Sujaritjun et al. [16] investigated the tensile properties of PLA-natural fiber (untreated and epoxy treated bamboo, vetiver grass fiber, and coconut fiber) biocomposite. It was found that the stiffness increased and tensile strength decreased while increasing the fiber content in untreated biocomposite. PLA-vetiver grass biocomposite showed less improvement in the tensile properties when compared with other biocomposites. Ramesh et al. [17] investigated the thermal, mechanical, and barrier properties of PLA bio-composite and PLA hybrid bio-composite. It was reported that the addition of montmorillonite (MMT) clay to PLA hybrid bio-composite resulted in improved properties while comparing with PLA bio-composite. Sujito et al. [18] investigated the effect of bamboo fiber content on the mechanical properties of PLA-bamboo composite fabricated by hot press molding. Zhao et al. [19] studied the mechanical behavior of PLA-bamboo composite prepared by biaxial weft knitted fabrics. The composite demonstrated excellent tensile and flexural properties. Hu et al. [20] investigated the effect of fiber treatment, namely alkali, alkali-saline, and alkali-titanate treatment on the properties of PLA-bamboo composites. The author concluded that the alkali-titanate treated fiber composite exhibited better tensile, flexural, and impact strength when compared with other treated fiber composites. Huda et al. [21] compared the properties of chopped glass fiber (CGF) and recycled newspaper cellulose fiber (RNCF) reinforced PLA composite using twin screw extruder and injection molding. The tensile and flexural properties of PLA-RNCF composite were significantly higher as compared to virgin resin. Iwatake et al. [22] studied a sustainable green composite of PLA-micro-fibrillated cellulose (MFC). The author concluded that the incorporation of MFC resulted in increased tensile strength and Young’s modulus of PLA by 40% and 25%, respectively. Bledzki et al. [23] investigated tensile, flexural, and impact strength of biocomposite based on PLA-abaca and PLA-man-made cellulose fiber. The performance of both PLA-abaca and PLA-cellulose fiber composite was superior to the native PLA. Lee et al. [24] studied the impact, tensile, and dynamic mechanical properties of PLA-denim composite. The author concluded that the impact, tensile, and dynamic mechanical properties of the composite were improved by piling denim fiber to PLA. Huda et al. [25] studied a biocomposite of PLA-recycled cellulose fiber processed by extrusion and injection molding. The mechanical and morphological properties were compared by varying the content of cellulose fiber to composite. The tensile and flexural properties of the composite were significantly higher than the neat resin. Tayommai and Aht-Ong [26] investigated the mechanical and biodegradability characteristics of PLA-coconut green composite by changing the fiber content. The addition of maximum fiber content resulted in improved impact strength but no significant change in the tensile strength of the green composite. Suryanegara et al. [27] studied the mechanical and thermal properties of PLA-micro-fibrillated cellulose nanocomposite (MFC). The various contents of MFC and PLA were mixed in an organic solvent followed by drying, kneading, and hot pressing into sheets. Increasing the MFC content in both amorphous and crystallized state resulted in improved tensile strength and modulus of neat PLA.
From the above discussion, it is clear that the researchers have majorly concentrated on improving the performance of PLA and its composites by various means through experimentally. The modeling and simulation performed to understand the mechanical behavior of green composites are rarely reported. Thus, in this study, the mechanical behavior of PLA-bamboo green composite is evaluated both experimentally and analytically. Both shell and solid green composites are modeled through ANSYS Composite PrepPost module and analyzed by ANSYS Static Structural. PLA-bamboo green composite is fabricated by hot compression, and the tensile properties are evaluated experimentally. The experimental results are then compared with the simulated results.
3 Modeling of Solid and Shell Composites
A rectangular plate of 150 mm × 150 mm × 1.5 mm is created as shown in Fig. 1. ANSYS Composite PrepPost is used to enter the material data. The properties of some materials already exist in ANSYS. In this study, the shell and solid composites are created by entering the properties of PLA and bamboo. The properties of PLA and bamboo considered are shown in Tables 1 and 2, respectively.

Rectangular composite plate (Source Author)
The mesh for the geometry is created after entering the materials data, as shown in Fig. 2. The size of the mesh element and the mesh thickness is considered as 5 and 1 mm, respectively. Both shell and solid models are created and converted into composites by defining the fabric and stackup properties. The thickness of the bamboo fabric and polymer film is considered as 0.187 and 1.5 mm, respectively. ANSYS Composite PrepPost follows both top-down and down-top stackup. In the top-down sequence, the first defined ply is placed first which is on the bottom of the stackup, and the other plies are placed over it. In this study, stackup is defined as top-down for unidirectional fabric.

Models of shell and solid composites (Source Author)
After defining the material and the rosettes, the orientations and offset directions are defined by oriented selection sets. Rosettes are coordinate systems that used to set the reference direction of oriented selection sets. The offset direction is specified by the orientation point and direction, as shown in Fig. 3. The fiber alignment is specified by the reference direction and the relative angle of the modeling plies. The stacking sequence is executed by the order of modeling plies to the offset of the oriented selection sets. The sequential order of ply generation is shown in Fig. 4.

Orientation point, orientation direction, and fiber direction (Source Author)

Flowchart of ply generation (Source Author)
The composite models are created in ANSYS Composite PrepPost module by updating the properties of solid models. The ply sequence and the thickness of each ply are considered while generating the composite models. Each ply is bonded to each other in solid composite model. The ply creation, stackup, and properties play a vital role in the creation of composite models. The different views of the solid and shell composite models are shown in Figs. 5 and 6, respectively.

Different views of solid composite model (Source Author)

Different views of shell composite model (Source Author)
ANSYS Composite PrepPost is connected to the ANSYS Static Structural for the purpose of analysis after generating the shell and solid models of composites. The stress, strain, displacement, deformation, and forces on the components can be determined using ANSYS Static Structural. The effect of static and time-varying loads under different conditions can be executed using ANSYS Static Structural. The general procedure to perform the analysis is started with the creation of component in workbench. The proper meshing of the component generates a model for analysis. The solution taskbar is updated after applying the boundary conditions. Finally, the results are evaluated according to the loading conditions of the component. After updating the ANSYS Composite PrepPost setup, the setup is directly connected to the model of Static Structural, as shown in Fig. 7. The model consists of two options: (i) transfer shell composite data for analyzing shell composite and (ii) transfer solid composite data for analyzing solid composite, as shown in Fig. 8.

ANSYS composite PrepPost module connection with static structural (Source Author)

Flowchart of model connection with shell and solid composite (Source Author)
ANSYS Static Structural setup for analysis blog is open once the data of shell and solid composite is updated. In the analysis, the minimum time for every step is fixed according to the force variant. The force can be applied either in a static or time-variant form. In this study, the number of steps and minimum elapsed step time for every step is considered as 1000 and 1 s, as shown in Fig. 9. For every step, a force of 100 N is applied on the plate of shell and solid composites incrementally up to 100 steps. The one end of the plate is fixed by using a fixed support option in the Static Structural. The other end of the plate is selected and applied a force of 100 N in vector form. The force is applied in the direction of the fiber as shown in Fig. 10.

Time-variant force graph for the application of force in stepwise (Source Author)

Application of force in the fiber direction (Source Author)
4 Composite Preparation and Testing
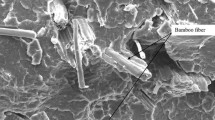
The green composite is developed using bamboo fiber and PLA. PLA pellet used as binding material is purchased from Natur Tec India Pvt. Ltd, India. The crystalline melting and glass transition temperature of PLA are 150–170 and 55–60 °C. The density of PLA is 1.25 g/cm3. The bamboo fiber is supplied by Sri Lakshmi Group, Andhra Pradesh, India. The fabrication of the green composite is performed using the compression molding setup. A compression molding setup is developed in house by retrofitting the upper and lower plates of the mold in the universal testing machine (UTM). The required pressure for compression is applied using the UTM. Two heating elements are placed above and below the top and bottom mold plates. The temperature of the mold plates is measured using K-type thermocouples. Initially, the moisture from the fiber and PLA pellets is removed by keeping them in an oven at 80 °C for 4 h. Then PLA film of 1.5 mm in thickness is fabricated by maintaining the temperature and pressure of 170 °C and 3 MPa. The shaped film is allowed to cool for 3 h under the same pressure in the mold. A total of three layers of bamboo fiber are stacked alternatively between the PLA films and compressed at a temperature of 170 °C. The fabricated composite plate is removed from the mold once the consolidation is completed under the pressure of 6 MPa. The tensile testing of the composite is performed at a crosshead speed of 2 mm/min using the UTM as per ASTM 3039.
5 Results and Discussion
The effect of tensile load on the developed composite is analyzed both experimentally and analytically. The maximum tensile stress of the composite obtained experimentally is 73.23 MPa; whereas, the maximum tensile stress of the shell composite obtained analytically is 72.53 MPa, as shown in Fig. 11. This indicates that the analytical value is quite close to the experimental value. The deviation between the experimental and analytical tensile stress is 0.009%. Figure 12 shows the maximum tensile stress of the solid composites is 65.20 MPa. This indicates that there is a 10.9% deviation in the tensile stress while comparing the analytical tensile stress with experimental tensile stress. In shell composite, tensile stress is the maximum at the fixed end, and the stress is the minimum at the side end. Similarly, the tensile stress is maximum at the fixed end and minimum at the force applying end for the solid composite. The maximum tensile stress deviation between the shell and solid composites is 7.33 MPa. This shows that the performance of shell composite is better than the solid composite. The maximum strain in terms of displacement is 7.2 mm for solid composites. This exhibit almost the same maximum tensile strain obtained both analytically and experimentally tested specimens. The strain is more in the shell composite when compared one-on-one with solid composites. Figure 13 shows stress versus strain plots for both solid and shell composites which clearly indicate a slight variation in the maximum tensile stress between the solid and shell composite.

Maximum stress and strain of shell composite (Source Author)

Maximum stress and strain of solid composite (Source Author)

Stress versus strain of shell and solid composites (Source Author)
The strain energy of the solid and shell composite is shown in Fig. 14. The strain is the maximum at the force applying end and minimum at the fixed end in solid composite; whereas, the scenario is completely different in shell composite. The maximum strain energy is in the middle of the fixed end region and minimum at the corner of the fixed end of the shell composite. In solid composite, all the particles are closely packed, and the applied force acts on every node of the composite. The strain energy is more due to the presence of shell elements in the shell composite. Both strain and strain energy at the corner of the fixed end are the minimum in shell composite. Figures 15 and 16 show the behavior of strain energy with respect to the strain. The figures clearly indicate that the strain energy increases with an increase in the strain. The figures also reveal that the strain energy of solid composite is less when compared with the strain energy of shell composite.

Strain energy of solid and shell composite (Source Author)

Variation of strain energy with strain in solid composite (Source Author)

Variation of strain energy with strain in shell composite (Source Author)
6 Comparative Analysis of the Mechanical Properties
It was reported that the PLA-untreated bamboo fiber composites had the maximum tensile strength of 60.6 MPa [20]. Another study reported that compatibilization between polymer and fibers is necessary for obtaining composites with improved tensile and impact properties with respect to raw PLA which is required in the automotive or electronic sectors [7]. Ramesh et al. [17] showed that the PLA-treated aloe vera fiber (TAF) hybrid biocomposites containing 1% montmorillonite (MMT) clay resulted in improvement in the impact, flexural, and tensile strength by 10.43, 6.08, and 5.72% when compared with PLA biocomposite. Sujito et al. [18] studied the effect of bamboo fiber loading (15–75%) on the tensile and flexural properties of PLA-short single bamboo fiber green composites. The investigation showed that the tensile and flexural properties were significantly affected by the fiber content. The best tensile and flexural properties of the developed green composites were obtained at the bamboo fiber loading of 40%. The green composite at this fiber loading had the maximum tensile strength of 110.47 ± 5.35 MPa, Young’s modulus of 4.33 ± 0.27 GPa, flexural strength of 164.47 ± 43.34 MPa, and flexural modulus of 9.93 ± 2.67 GPa; whereas, the neat PLA considered for the purpose of investigation had the maximum tensile strength of 11.5 MPa. The improvement in the interfacial adhesion between the reinforcement and matrix due to the addition of polymeric diphenylmethane diisocyanate (pMDI) coupling agent resulted in significant improvement in the tensile strength of PLA-sugar beet pulp (SBP) composite (64 MPa) as compared to the tensile strength of the composites without the addition of coupling agent (37.5 MPa) [8]. PLA-recycled newspaper cellulose fiber (RNCF) composite containing 30 wt% RNCF exhibited the tensile strength of 67.9 MPa which was quite higher than the tensile strength of virgin PLA (62.9 MPa) [21]. The uniform dispersion of 10 wt% micro-fibrillated cellulose (MFC) fiber in PLA resulted in improvement in Young’s modulus (4.7 GPa) and tensile strength (75 MPa) by 40% and 25%, respectively [22]. PLA composite reinforced with man-made cellulose achieved the highest tensile and flexural strengths of around 92 and 152 MPa, respectively [23]. Composite of PLA and three layers of denim fabric showed tensile strength and modulus of 75.76 MPa and 4.65 GPa, respectively [24]. The above discussion shows that many attempts have been made to improve the mechanical properties of PLA-based green composites. Chemical treatment of fibers, use of compatibilizer, varying the fiber loading, etc., are some of the attempts made to improve the mechanical performance of PLA-based green composites. In this work, the maximum tensile strength of 73.23 MPa is obtained for the developed PLA-bamboo composite which is comparable to the other type of PLA-based green composites.
7 Conclusions
In this study, both experimental and simulation works are performed to investigate the characteristics of PLA-bamboo green composites. The PLA-bamboo green composite is fabricated by compression molding and then mechanical testing is performed. The simulation is performed by developing shell and solid composite models using ANSYS Composite PrepPost module and then analyzed through ANSYS Static Structural. The simulation results show that the maximum tensile stress of shell and solid composites are close to the experimental tensile stress (73.23 MPa) of PLA-bamboo composite. PLA-based green composites reinforced with different fibers like sugar beet pulp (SBP), recycled newspaper cellulose fiber (RNCF), micro-fibrillated cellulose (MFC), and abaca fiber exhibiting almost the same tensile strength. The maximum tensile stress of the shell composite is more (72.53 MPa) than the solid composite (65.20 MPa). The experiential strain and the strain obtained through simulation are almost same. However, the strain in shell composite is more as compared to the solid composite. The strain energy of the shell composite is also more than the solid composite.
References
Abdulkhani A, Hosseinzadeh J, Dadashi S, Mousavi M (2015) A study of morphological, thermal, mechanical and barrier properties of PLA based biocomposites prepared with micro and nano sized cellulosic fibers. Cellul Chem Technol 49(7–8):597–605
Nurnadia MJ, Nurul Fazita MR, Abdul Khalil HPS, Mohamad Haafiz MK (2017) Optimization of mechanical properties of bamboo fiber reinforced-PLA bio composites. AIP Conf Proc 1901:030019
Sun Z, Zhang L, Liang D, Xiao W, Lin J (2017) Mechanical and thermal properties of PLA biocomposites reinforced by coir fibers. Int J Polym Sci 2017:2178329
Eng CC, Ibrahim NA, Zainuddin N, Ariffin H, Yunus WZW, Then YY, Teh CC (2013) Enhancement of mechanical and thermal properties of polylactic acid/polycaprolactone blends by hydrophilic nanoclay. Indian J Mater Sci 2013:816503
Lay M, Thajudin NLN, Hamid ZAA, Rusli A, Abdullah MK, Shuib RK (2019) Comparison of physical and mechanical properties of PLA, ABS and nylon 6 fabricated using fused deposition modeling and injection molding. Compos B Eng 176:107341
Asadi M, Bazyar B, Hooman Hemmasi A, Ghsemi I, Talaeipoor M (2018) Assessment of mechanical and morphological properties of new poly lactic acid (PLA)/wood fibers/nanographene composite. Drvna Industrija 69(2):127–134
Aliotta L, Gigante V, Coltelli MB, Cinelli P, Lazzeri A (2019) Evaluation of mechanical and interfacial properties of bio-composites based on poly (lactic acid) with natural cellulose fibers. Int J Mol Sci 20(4):960
Chen F, Liu L, Cooke PH, Hicks KB, Zhang J (2008) Performance enhancement of poly (lactic acid) and sugar beet pulp composites by improving interfacial adhesion and penetration. Ind Eng Chem Res 47(22):8667–8675
Parida C, Dash SK, Chaterjee P (2015) Mechanical properties of injection molded poly (lactic) acid-luffa fiber composites. Soft Nanosci Lett 5(04):65
Fujiura T, Okamoto T, Tanaka T, Imaida Y (2010) Improvement of mechanical properties of long jute fiber reinforced polylactide prepared by injection molding process. WIT Trans Ecol Environ 138:181–188
Huda MS, Drzal LT, Misra M, Mohanty AK (2006) Wood-fiber-reinforced poly (lactic acid) composites: evaluation of the physicomechanical and morphological properties. J Appl Polym Sci 102(5):4856–4869
Musyarofah L, Puspita D, Hidayah E (2019) Tensile properties of coir and fleece fibers reinforced poly-lactic acid hybrid green composites. J Phys Conf Ser 1217(1):012008
Kuciel S, Mazur K, Hebda M (2020) The influence of wood and basalt fibres on mechanical, thermal and hydrothermal properties of PLA composites. J Polym Environ 28:1204–1215
Righetti MC, Cinelli P, Mallegni N, Massa CA, Bronco S, Stäbler A, Lazzeri A (2019) Thermal, mechanical, and rheological properties of biocomposites made of poly (lactic acid) and potato pulp powder. Int J Mol Sci 20(3):675
Rawi NFM, Jayaraman K, Bhattacharyya D (2013) A performance study on composites made from bamboo fabric and poly (lactic acid). J Reinf Plast Compos 32(20):1513–1525
Sujaritjun W, Uawongsuwan P, Pivsa-Art W, Hamada H (2013) Mechanical property of surface modified natural fiber reinforced PLA biocomposites. Energy Procedia 34:664–672
Ramesh P, Prasad BD, Narayana KL (2019) Effect of MMT clay on mechanical, thermal and barrier properties of treated aloevera fiber/PLA-hybrid biocomposites. Silicon. https://doi.org/10.1007/s12633-019-00275-6
Sujito, Pandey JK, Takagi H (2011) Mechanical properties of green composite based on poly-lactic acid resin and short single bamboo fibers. In: Proceedings of 18th international conference on composite materials, Jeju Island, Korea
Zhao C, Song GL, Liu HW (2011) The mechanical properties of bamboo/PLA composites made by biaxial weft knitted fabrics. Adv Mater Res 331:89–92
Hu G, Cai S, Zhou Y, Zhang N, Ren J (2018) Enhanced mechanical and thermal properties of poly (lactic acid)/bamboo fiber composites via surface modification. J Reinf Plast Compos 37(12):841–852
Huda MS, Drzal LT, Mohanty AK, Misra M (2006) Chopped glass and recycled newspaper as reinforcement fibers in injection molded poly (lactic acid) (PLA) composites: a comparative study. Compos Sci Technol 66(11–12):1813–1824
Iwatake A, Nogi M, Yano H (2008) Cellulose nanofiber-reinforced polylactic acid. Compos Sci Technol 68(9):2103–2106
Bledzki AK, Jaszkiewicz A, Scherzer D (2009) Mechanical properties of PLA composites with man-made cellulose and abaca fibres. Compos A Appl Sci Manuf 40(4):404–412
Lee JT, Kim MW, Song YS, Kang TJ, Youn JR (2010) Mechanical properties of denim fabric reinforced poly (lactic acid). Fibers Polym 11(1):60–66
Huda MS, Mohanty AK, Drzal LT, Schut E, Misra M (2005) “Green” composites from recycled cellulose and poly (lactic acid): physico-mechanical and morphological properties evaluation. J Mater Sci 40(16):4221–4229
Tayommai T, Aht-Ong D (2010) Natural fiber/PLA composites: mechanical properties and biodegradability by gravimetric measurement respirometric (GMR) system. Adv Mater Res 93:223–226
Suryanegara L, Nakagaito AN, Yano H (2009) The effect of crystallization of PLA on the thermal and mechanical properties of microfibrillated cellulose-reinforced PLA composites. Compos Sci Technol 69(7–8):1187–1192
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Surya Rao, G., Debnath, K., Mahapatra, R.N. (2021). Development and Characterization of PLA-Based Green Composites: Experimental and Simulation Studies. In: Thomas, S., Balakrishnan, P. (eds) Green Composites. Materials Horizons: From Nature to Nanomaterials. Springer, Singapore. https://doi.org/10.1007/978-981-15-9643-8_7
Download citation
DOI: https://doi.org/10.1007/978-981-15-9643-8_7
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-9642-1
Online ISBN: 978-981-15-9643-8
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)