
Abstract
The implementation of metal foams (especially aluminium alloy foams) has made an impact in the automobile and aerospace industries where crash energy absorption, vibration and sound damping and weight reduction is necessary. This paper includes a study in the field of metal foams encompassing different aspects such as its purpose, manufacturing methods, primary study about the mechanical and analytical behaviour of these upcoming materials and simulation-based model development for further experimentation. The mechanics focus on different models which are suggested by different researchers and the empirical formulas suggested by them to calculate various mechanical properties of the aluminium metal foam. Using LS-DYNA, the behaviour of foam has also been observed. Observations showed that, as opposed to normal metal grid structures, it was observed that the metal foam reinforced structure showed major improvement in mechanical properties such as yield stress and crushability and is thereby a great alternative to the hollow tubes without compromising on the weight.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Metal foams are porous materials that consist of solid metal with gas-filled pores. With the increase in the need for materials having higher crash energy absorption, vibration absorption, sound damping and weight reduction, especially in the automobile and aerospace industries, it has become necessary to explore new areas. These also have applications in orthopaedics alongside thermal applications (in heat exchangers). There are two forms of metal foams: closed-cell and open-cell type.
The most commonly used metal foam today is the aluminium alloy foam. Due to its varying properties, it is widely used in the automobile and aerospace industries. However, there are certain other materials such as copper, titanium and magnesium [1] (not used extensively), which do not find wide applications as aluminium foams, are still used as metal foams. Magnesium metal foams even though lighter than aluminium foams (due to lower density) have not been used much due to the high reactivity of Mg and low corrosion resistance.
Closed-cell Al foam has extensive applications due to its exceptional properties such as high specific strength and stiffness, thermal insulation capabilities, energy absorption ability, vibration and sound absorption [2]. Another form of implementation includes tubular structures. The advantage of this form is that of lightness in weight, cost lesser and comparatively easier manufacturing processes [3]. This paper encompasses the various methods of manufacturing metal foams, their types and classification, a basic overview of the mechanics behind foam deformations and the stress–strain curves, and an FEA model inspecting the deformation pattern under compressive loads using LS-DYNA.
2 Review of Literature
Over the past 20 years, the use of heavy solid materials has been down line. Engineers have always been searching for lightweight, high strength materials, excellent vibration damping characteristics, particularly, high energy absorption capacity and recyclability. The authors focused on the design of class materials that can be adapted to the needs of the application. These materials include different alloys, composites of metal and polymer, metal foams. Thanks to its impressive mechanical and physical properties, aluminium foams are the most favoured materials of today. Such foams have gained popularity in various applications due to the advancement in production processes, foaming and thickening agents. In structural as well as practical applications, aluminium foams have boundless applications. These can be used with a small increase in weight to boost energy absorption. These also have a low density, high strength to weight ratio and vibration-reducing properties. A lot of work has been done on enhancing energy absorption using aluminium foams due to excellent energy absorption efficiency. The aluminium foam manages plateau stress, which depends on the structure of pores, is in direct relationship with the strain in the material and densification strain. Using the hollow tubular structures and aluminium foam as the filler in the tubes is preferably the enhancement. Investigations are carried out to adjust the structural parameters of tubular structures for specific loading, modification of pore size and aluminium foam wall thickness. Researches have shown that the ability to absorb energy varies with changes in pore morphology. The ability to absorb energy is a result of buckling of cell walls and collapse of cell walls. Rajak et al. researched the ability of empty tubes (ETs) and foam-filled tubes (FFTs) to absorb energy at various strain levels. We showed that the stress–strain graph obtained from the compression test showed three distinct regions, while the ability to absorb energy increased by 33.45%. At elevated temperatures, Movahedi and colleagues conducted research on ETs and FFTs; the results showed an increase in energy absorption.
3 Manufacturing Methods of Metal Foams
Manufacturing metal foams essentially boils down to the question, how to create voids inside the solid bulk metal. Voids or pores can be generated by either gas expansion or using space-holders inside the metal. The easiest method to create porosity in metal is to inject gas in molten metal by means of a nozzle or using a particular blowing agent which releases gas when heated. These methods can be termed as direct foaming of melt. When gas is injected in molten metal, resulting bubbles quickly rises to the surface due to high buoyant forces of liquid metal. Same is the case when a blowing agent is used, to control this upward rise of the bubbled and stabilise the foam, a stabiliser is used. Stabilisers are solid particles that thoroughly wet the liquid metal. Ceramic powders, alumina, titanium diboride, zirconia and metal powders which form their oxides when mixed with molten metals can be used as a stabiliser [4,5,6,7,8,9,10]. Stabiliser particle needs to be in a certain range as too small particle size results in poor mixing and too large particle size means they will settle down in the melt. Experiments indicate that stabiliser particle size can be in the range 0.1–100 µm [11, 12]. Addition of carbides as stabilisers can introduce brittleness in the foam. Additive-free melt has to be made to make foam less brittle, thus, metal has to be melted close to its melting point so that its remains in viscous form and compensates for the lack of stabilisation by additives. In direct gas injection, metal is melted and a gas (e.g. air, nitrogen, or CO2) from an external source is injected into the melt by either a nozzle or by a propeller [13]. Norsk Hydro, Norway and Cymat, USA make aluminium foam by this method with porosity ranging between 80–98% and density 0.069–0.54 g/cm3.
By using a blowing agent like titanium hydride or zirconium hydride for in situ gas generation in the melt, we eliminate the use of a gas injection setup. Shinko Wire, Japan makes aluminium foam under trade name ALPORAS by this method. They use calcium metal powder for stabilising, as it increases the viscosity of melt by forming CaO, Al2O3 and CaAl2O4 [14] inside the melt, and titanium hydride as a blowing agent. When heated TiH2 releases hydrogen gas which expands inside the melt and form voids. To make sure, TiH2 does not release hydrogen prematurely, it can be heat treated at 400 °C for 24 h and at 500 °C for an hour to create a diffusion barrier layer of titanium oxide. The blowing agent can be mixed directly in the melt in case of ALPORAS and Formgrip process [15] or pre-mixed with metal powders in case of Foaminal process. Expanded foam due to blowing agents and even generated by direct injection needs to compacted to be used in engineering applications. Extrusion or pressing is done by dies, roller or presses to achieve this [16, 17]. Metal sheets can be bonded on either side of the pressed foam to make Foam Sandwiches. Aluminium Foam Sandwiches, or AFS panels made by Pohltec metal foam, GmbH, Germany are a great example of this [18]. A metal slurry with a blowing agent can also be used to make porous metal. A slurry of metal powder, blowing agent, solvent and additives is prepared, mixed and poured into a mould. Under elevated temperatures, this slurry gets expanded by the blowing agent and can then be carefully preserved, dried and sintered to make porous metal foam.
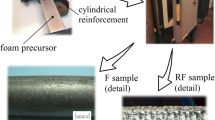
Space-holders are like cores used in the casting process. They create voids in metal without the needs of gas injection and blowing agent. To create porous foam using space-holders, we can use a polymer foam, thermally decomposable material, clay pellets or hollow spheres made out polymer, glass, metal, ceramic or salts [19,20,21,22,23,24,25]. These space-holders can be mixed with metal powders, suitable solvents, and an organic binder to make syntactic foams or they can be used as a base skeleton in casting or metal slurries to add layers of metal on it. A polymer foam space-holder is used by ERG, USA and Mayser, Germany [26] to create a mould by dipping the foam in a slurry of refractory material. Upon curing that, mould can be used in a simple casting process to make exact metal foam specimen as that of the polymer foam used as a casting pattern. Same polymer foam can also be dipped in a slurry of metal powder, solvent, binders to create a thick layer of dried slurry. The slurry coated polymer is heated to pyrolyse the polymer and sinter the metallic structure of the dried slurry shell.
A polymer foam can be also be used to deposit metal by vapour deposition or electroplating the metal on it. “Incofoam” [27] is made by this method. Physical vapour deposition is first done to make polymer electrically conductive, after which standard electroplating can be done easily. Chemical vapour deposition of nickel tetracarbonyl can also be used to make polymer electrically conductive. Space-holders can also be used to make “syntactic foams”. In this hollow spheres of polymer, glass, ceramic or lightweight metal are mixed with metal powder to make a homogenous mix which can be later sintered. Hollow spheres can also be placed in a die, and molten metal can be then injected to make porous metal foam. Fraunhofer IFAM, Germany makes syntactic foam using glass spheres of type S60HS and diameter of 35 µm. Aluminium foam of density 1.1–1.4 g/cm3 can be made by this process.
Other manufacturing methods which do not fall in the above two categories are rapid prototyping, gas entrapment, reaction sintering, freeze casting and solid–gas eutectic solidification. Rapid prototyping or more commonly called 3D printing is a novel method to make perfect metal foam down to every pore. SEBM or selective electron beam melting uses an electron laser to melt and fuse metal powder layer by layer to make a metal foam specimen. This requires a CAD model of the foam required and slicing software to generate cross-section of every layer. SLS or selective laser sintering is also good a process where laser does not fully melt the powder. In rapid prototyping shape of every pore or cell can be accurately controlled, and the resulting foam is a perfect model with properties close the theoretical optimum limit. Gas entrapment technique closely resembles powder metallurgy, but at the compaction step, gas is allowed to be trapped inside the powder precursor. Further, the heat treatment in the next step makes the metal expand due to the internal pressure created by entrapped gas [28]. This method is used to make titanium structures by Boeing, USA. Titanium powder filled in a can which is then evacuated and filled with argon at 3–5 bar [29]. In reaction, sintering two or more components which are being sintered undergo a chemical reaction. Metal powder mixtures of titanium and aluminium, iron and aluminium, and titanium and silicon can make porous structures by this method [30,31,32]. A slurry of metal powder in water or camphene is first prepared. When freezing dendritic growth pattern emerges, leaving interconnected pores after freeze-drying. The frozen carrier fluid is then removed, and the leftover pattern is sintered to form open-celled metal foam [33]. Solid–gas eutectic solidification method is used for metals which form a eutectic system with hydrogen [34]. Melting certain metals in a hydrogen-rich atmosphere at high pressures (50 bar) results in a homogenous mixture of molten metals and dissolved hydrogen gas. The mixture will change into a heterogeneous two-phase mixture when the temperature is lowered. This results in hydrogen being released in the melt, which rises upwards causing directional solidification, which results in porous metal with elongated pores [35].
4 Mechanics of Metal Foams
Metal foams are porous materials that consist of gas bubbles divided by thin metallic walls and exhibit unique properties owing to their constitutional structure. The metal foam consists of a combination of metal and gas-filled pores. Few mechanical properties which can be determined via analytical, FEA and experimental methods are Young’s modulus, absorption capacity (area under the stress–strain curve), specific energy absorption and finally the energy absorption efficiency. The properties of these materials obtained analytically are based on theoretical models from various sources, through FEA using LS-DYNA and experimentally mainly from namely: compression tests, bending tests, crashworthiness test, etc. [36].
The predominant mode of failure is that of progressive collapse. The failure mechanism that is seen in uniaxial tension is unlike the behaviour in uniaxial compression. Under compression, the foam is progressively crushed because of the plastic buckling of the cell wall, whereas in tension a ductile crack is formed. Under dynamic load, the foam undergoes initial compression followed by gradual crushing. The increase in the density of the foam due to the crushing stage leads to a rise in the energy absorption capacity [36] (Fig. 1).

Stress–strain curve of aluminium metal foam (compression)
Metal foams also undergo three major deformations processes as shown in the schematic diagram above, namely: elastic deformation, plastic deformation and foam densification. It has been observed that a sudden increase in the compressive force after the foam reaches its densification displacement. Small-sized pores tend to collapse at the elastic stage (plasticity appears at sufficiently high loads).
Few basic formulae and terms:
By performing a simple impact or quasi-static experimental test, the load–displacement curve of the material can be obtained. The area under the graph will then represent the strain energy per unit volume or in other words, the amount of energy that can be stored in a material before its failure. This represents the absorption capacity of the foam, and consequently, the energy absorption efficiency can be calculated through the formula [37]:
where P(a) is the compressive force, h is the height of the aluminium foam and ay is the displacement at the yield point.
The energy absorption capacity of the foam can be determined, as mentioned above by integrating the area under the load–displacement curves, given by [37]:
The specific energy absorption is defined as the energy absorbed per unit mass of the specimen, i.e. [37]:
5 Models Used for Analytical Computations
Theoretical approaches based on the models by Gibson and Ashby are used to determine the Young’s modulus and the plateau stress of the foam during compression loading. These values are critical in plotting a stress–strain curve of the foam up to the point of densification initiation. Also, approaches following the Cowper-Symonds model have been used to define the relations between different parameters such as strain rate and dynamic increase factors (for support structures for metal foam specimens such as curved plates used in connectors).
According to the Gibson and Ashby theoretical approach, the plateau stress can be represented as [38]:
where σp = plateau stress of the foam, σy = yield stress of the cell wall, ρf = density of the metal foam, ρs = density of the cell wall material, po = gas pressure inside the cell and pat = atmospheric pressure.
The value of Young’s modulus of the metal foam can be determined based on the above-mentioned model by [38]:
where Ef = Young’s modulus of metal foam, Es = Young’s modulus of the cell wall and ν = Poisson’s ratio. Φ = fraction of solid present in the cell edges.
6 Finite Element Modelling of Metal Foam
Metal foams, despite being prevalent in the automobile industry and aerospace industry, are a relatively newer discovered material and hence it is not readily available in popular finite element modelling softwares such as ANSYS. The only readily available models are found in ABAQUS and LS-DYNA. In ABAQUS, the only a Deshpande/Fleck foam model is available, whereas, in LS-DYNA, there are multiple models available such as MAT 5 Soil and Crushable Foam, MAT 26-Anisotropic Honeycomb Model, MAT 26 Honeycomb, MAT 38 Blatz Ko, MAT 57 Low Density Foam, MAT 62 Viscous Foam, MAT 63 Crushable Foam and MAT 126 Modified Honeycomb.
After due considerations to the mechanical properties that are being used in the applicable models, we utilise MAT 26 Honeycomb model as it resembles the actual material properties of metal foam under consideration.
In the modelling of the material in LS-DYNA, various properties needed to be specified including the density, the Young’s modulus and Poisson’s ratio. These values were derived experimentally and were used to create an accurate model (Tables 1 and 2).
6.1 Finite Element Model
The below-shown schematic depicts a finite element model created using the above data (Figs. 2 and 3).

Before compression

After compression
7 Conclusion
From all the above-discussed sections, it can be seen that metal foams, especially aluminium metal foams are a good way to improve the mechanical properties of elements with minimal addition to their weight due to the small density of the metal foams. Hence, it is seen that the use of aluminium metal foam in automobile industry, especially in the bumpers of the cars to improve its crushing strength and also as members of the chassis, is growing at an exponential rate. Other metal foams are also known such as titanium metal foams (used in medical purposes) as well as copper metal foams, but their usage is limited due to a lack of availability. Despite the growing use of metal foams, there is a huge scope for more work in this field, and the usage can be extended to other industries in order to optimise the strength without compromising on the weight constraints.
References
Neu TR, Mukherjee M, Garcia-Moreno F, Banhart J (2011) Magnesium and magnesium alloy foams. In: 7th international conference on porous metals and metallic foams (MetFoam2011), p 133
An Y, Yang S, Zhao E, Wang Z (2017) Characterization of metal grid-structure reinforced aluminium foam under quasi-static bending loads. Compos Struct 178:288–296
Rajak DK, Mahajan NN, Linul E (2019) Crashworthiness performance and microstructural characteristics of foam-filled thin-walled tubes under diverse strain rate. J Alloy Compd 775:675–689
Elliot JC (1961) United States Patent No. US2983597A
Fiedler W (1965) United States Patent No. US3214265A
Wilson HP, William PG (1967) United States Patent No. US3300296A
Berry CB (1972) United States Patent No. US3669654A
Bjorksten J, Rock EJ (1972) United States Patent No. US3707367A
Niebylski L, Jarema C, Immethun P (1974) United States Patent No. US3794481A
Niebylski L, Jarema C, Lee TE (1976) United States Patent No. US3940262A
Jin I, Kenny L, Sang H (1990) United States Patent No. US4973358A
Kenny L, Thomas M (1994) Worldwide Patent No. WO1994009931A1
Asholt P (1999) Aluminium foam produced by the melt foaming route process, properties, and applications. In: Metal foams and porous metal structures, pp 133–140
Simone A, Gibson L (1998) Aluminum foams produced by liquid state process. Acta Mater 46:3109–3123
Gergely V, Degischer H, Clyne T (2000) Recycling of MMCs and production of metallic foams. In: Comprehensive composite materials, pp 797–820
Baumeister J (1990) Germany Patent No. DE4018360C1
Baumeister J, Schrader H (1991) Germany Patent No. DE4101630C2
Metalfoam (n.d.) AFS sheets, from https://en.metalfoam.de/afs-sheets/
Kreigh JR, Gibson JK (1962) United States Patent No. US3055763A
Kuchek HA (1966) United States Patent No. US3236706A
Chen F, He DP (1999) Metal foams and porous metal structures. In: International conference. MIT Press, Bremen, Germany, p 163
Zwissler M (1997) Germany Patent No. DE19725210C1
Grote F, Busse P (1999) A new casting method for open-celled metal foams. GIESSERE I:75
Thiele W (1971) Germany Patent No. DE1933321A1
Hartmann M, Reindel K, Singer RF (1998) Fabrication and properties of syntactic magnesium foams. Porous Cell Mater Struct Appl 521:211
Mayser (n.d.) Metal foam m.pore technical data. Retrieved from mayser.com: https://www.mayser.com/de/download?c=44
ElectronicsWeb (n.d.) INCOFOAM for batteries, catalysis and filters. Retrieved from electronicsweb.com: https://www.electronicsweb.com/doc/incofoam-for-batteries-catalysis-and-filters-0001
Kearns MW, Blenkinsop PA, Barber AC, Farthing TW (1986) Manufacture of novel porous metal. Int J Powder Metall 59–64
Schwartz DS, Shih DS, Lederich RJ, Martin RL, Deuser DA (1998) Development and scale-up of the low-density core process for Ti-64, p 225
Kubo Y, Igarashi H (1991) United States Patent No. US4331477A
Wang GX, Dahms M (1993) Reaction sintering of cold extruded. Metall Trans A 24(7):1514–1526
Krueger BR, Mutz AH, Vreeland T (1992) Shock-induced and self-propagating high-temperature synthesis reactions in two powder mixtures: 5:3 atomic ratio Ti/Si and 1:1 atomic ratio Ni/Si. Metall Trans A 23(1):55–58
Yook SW, Yoon BH, Kim HE, Koh YH, Kim YS (2008) Porous titanium (Ti) scaffolds by freezing TiH2/camphene slurries. Mater Lett 62:4506–4508
Drenchev L, Sobczak J, Malinov S, Sha W (2006) Gasars: a class of metallic materials with ordered porosity. Mater Sci Technol 22(10):1135–1147
Shapovalov VI (1998) Formation of ordered gas-solid structures via solidification in metal-hydrogen systems. MRS online proceedings library archive, 521
Roszkos CS, Bocko J, Kula T, Šarloši J (2019) Static and dynamic analyses of aluminium foam geometric models using the homogenization procedure and the FEA. Compos Part B Eng 171:361–374
Wang Y, Zhai X, Ying W, Wang W (2018) Dynamic crushing response of an energy absorption connector with a curved plate and aluminium foam as an energy absorber. Int J Impact Eng 121:119–133
Papadopoulos DP, Konstantinidis IC, Papanastasiou N, Skolianos S, Lefakis H, Tsipas DN (2004) Mechanical properties of Al metal foams. Mater Lett 58:2574–2578
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Pandey, R., Singh, P., Khanna, M., Murtaza, Q. (2021). Metal Foam Manufacturing, Mechanical Properties and Its Designing Aspects—A Review. In: Singari, R.M., Mathiyazhagan, K., Kumar, H. (eds) Advances in Manufacturing and Industrial Engineering. ICAPIE 2019. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-8542-5_66
Download citation
DOI: https://doi.org/10.1007/978-981-15-8542-5_66
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-8541-8
Online ISBN: 978-981-15-8542-5
eBook Packages: EngineeringEngineering (R0)