
Abstract
In large plants like aluminium smelters, integrated condition monitoring techniques play an important role as break down of any critical equipment can lead to shut down of the entire plant, which in turn leads to loss of productivity and profits. From economical and operational point of view, it is desirable to ensure optimum level of system availability and reliability. Condition monitoring is implementation of the diagnostic techniques to detect the fault and forthcoming fault in the system. It helps to reduce downtime, increase efficiency and reliability of the system. Nowadays, most of the industries adopted condition monitoring techniques as a part of support system to the basic maintenance strategies. Major techniques that they follow are vibration analysis which can detect faults at a very early stage. But implementation of other techniques like oil analysis or ferrography, thermography, non-destructive testing like ultrasonic tests, magnetic particle testing, etc. can further enhance the data interpretation as they would detect the source of abnormality at much early stage thus provide a longer lead time to plan and take the corrective measures. The present study focuses on FMECA analysis and condition monitoring of the Kneader through vibration analysis and oil analysis.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Aluminium is lightweight, high thermal and electrical conductivity, high reflectivity, good corrosion resistance, excellent workability and attractive appearance. Aluminium and its alloys have wider application in aerospace industry, making household utensil and electrical cables, etc.
The prime ore of aluminium is bauxite. Bauxite is converted to aluminium oxide or alumina by the Bayer process. The conversion of alumina to aluminium metal is achieved by the Hall–Heroult process [1], basically an electrolysis process. In this energy-intensive process, a solution of alumina in a molten (950 and 980 °C) mixture of cryolite (Na3AlF6) with calcium fluoride is electrolyzed to produce molten metallic aluminium. The liquid aluminium metal sinks to the bottom of the solution and is tapped off, and usually cast into Ingot, Wire rod, Billet, Slab, Bus bar, etc. for further processing.
In electrolysis process, the ions in the aluminium oxide must be free to move so that electricity can pass through it. Aluminium oxide has a very high melting point (over 2000 °C) so it would be expensive to melt it [2]. Aluminium oxide does not dissolve in water, but it does dissolve in molten cryolite. This is an aluminium compound with a lower melting point than aluminium oxide. The use of cryolite reduces some of the energy costs involved in extracting aluminium.
The diagram (Fig. 1) shows an aluminium oxide electrolysis cell. The negative electrodes (cathodes) and the positive electrodes (anodes) are made of graphite, a form of carbon. During electrolysis, (i) positively charged aluminium ions gain electrons from the cathode and form molten aluminium and (ii) oxide ions lose electrons at the anode and form oxygen molecules. The oxygen reacts with the carbon in the anodes, forming carbon dioxide which bubbles off. Carbon is therefore lost from the positive electrodes, so they must be replaced frequently. This adds to the cost of the process.

Sectional view of pot for extraction
For production of aluminium, the basic raw materials are alumina from an alumina plant, power from a power plant and the anodes from a carbon plant. The hot metal produced from pot rooms is casted to different products in a cast house. So an aluminium smelter consists of mainly three major units which are carbon plant, pot room and cast house.
Continuous production of aluminium from a smelter depends on the availability of its components and equipment in its three plants. Higher availability of the components and equipment is inherently associated with their higher reliability and maintainability. Since its genesis, the maintenance culture has evolved down, through different types of maintenance techniques [3,4,5,6] like
-
1.
Unplanned Maintenance: run to failure or breakdown maintenance.
-
2.
Schedule maintenance.
-
3.
Preventive maintenance.
-
4.
Condition monitoring/predictive maintenance.
-
5.
Reliability centred maintenance.
-
6.
Total productive maintenance.
In earlier days, the main form of maintenance was corrective maintenance instead of predictive maintenance system, resulting to high downtime with reduced production, besides safety and environmental issues. These challenges gave rise to condition-based maintenance (CBM) that actively manages the health and condition of the assets using diagnostic tools and techniques; as maintenance work is only done when really needed.
1.1 Condition Monitoring
Condition monitoring is the periodic or continuous comparative monitoring of parameters which can reflect the condition of a component, subassembly or equipment which on analysis can indicate the item's current condition and the future trend of its possible deterioration. Condition monitoring techniques are used to check equipment while it is in operation to give advance indication of deterioration to plan the maintenance before hand for breakdown prevention. There are different CBM techniques; these are vibration analysis [7], noise analysis, temperature monitoring [8], motor current signature analysis (MCSA) [9], wear debris analysis, etc.
Prior to implementation of CBM of any industry, it is essential to do failure mode, effect and criticality analysis (FMECA) to identify the degree of criticality of various machineries and components of such industry. Based on these, the application of CBM can be decided.
1.2 Failure Mode, Effect and Criticality Analysis (FMECA)
FMECA [10] is a design method used to systematically analyse probable component failure modes of product or process, assess the risk associated with these failure modes and find out the resultant effects on system operations.
The main steps are:
-
1.
Identify the machine(s), item(s) or process(es) to be analysed.
-
2.
Identify the function(s), failure(s), effect(s), cause(s) and control(s) for each item or process to be analysed.
-
3.
Evaluate the risk associated with the issues identified by the analysis.
-
4.
Prioritize and assign corrective actions.
Most analysis of this type also includes some method to assess the risk associated with the issues identified during the analysis and to prioritize corrective actions. There is a common tool used to determine the degree of criticality of the machineries, i.e. risk priority numbers (RPNs).
1.3 RPNs
The RPN is the product of severity (S) × difficulty to detect (D) × occurrence (O). With each on a scale from 1 to 10, the highest RPN is 10 × 10 × 10 = 1000. This means that this failure is not detectable by inspection, very severe and the occurrence is almost sure. So, criticality analysis enables to focus on the highest risks.
2 Methodology and Experimentation
The current study is based on Green Anode Plant in Carbon Area of Smelter-1 in Vedanta Limited, Jharsuguda, India, where anodes are produced for use in pot cells for electrolysis process. Carbon area is basically consists of three plants, namely Green Anode Plant (GAP), Bake Oven and Rodding Shop. The anode production process is shown in Fig. 2. In Green Anode Plant, a raw anode is made using coke and pitch. After crushing and screening calcined petroleum coke is mixed with coal tar pitch (as binder) inside Kneader to form semi-solid paste. The paste is filled up in the mould of a vibro compactor to get a solid carbon block (Green Anode) of required density and height. After cooling, it is transferred to storage area and then to Bake Oven for baking. In Bake Oven, the green anodes are baked to release the volatiles to get the required qualities of electrical conductivity, corrosion resistance and mechanical strength suitable for electrolysis process. The Baked anodes are then transferred to Rodding Shop to fuse with aluminium rods, so that they can be connected to the bus bars of pot cells.

Overall view of anode production process
Anodes of the electrolysis cell are large carbon blocks of dimension 1600 × 710 × 575 mm and weighing near about 1000 kg. These are used to conduct electricity during the “aluminium reduction process”. Anode is a key constituent in aluminium production because it is good conductor of electricity, capable of withstanding high temperatures (Bath Temp. normally >955 °C), chemically inert to both molten cryolite and aluminium, physically strong and chemically pure and readily available at reasonable cost. These are either baked at the process inside the pot cells or are prebaked. Despite carbon's resistivity against corrosion, it is still consumed at a rate of 0.4–0.5 kg per each kilogram of aluminium produced and hence is consumed in the pot in every 28 days. As per the pot design 40 no’s of anodes are used in each pot. So to run pot room with two pot lines each having 304 no’s of pot, daily large numbers of anodes are needed. For anodes, pot room totally depends upon carbon plant. Cathodes are made of anthracite. Cathode is consumed at a rate of 0.02–0.04 kg per each kilogram of produced aluminium. A cell is usually replaced after 2–6 years following a failure of the cathode.
2.1 FMECA of Green Anode Plant
FMECA analysis is done for all individual equipment up to replaceable part and the same is reviewed once in a year which is a normal practice in both Smelter and Captive Power Plant of Vedanta Limited. After taking care of all three parameters, the RPN of all-important equipments are evaluated and presented in Table 1.
The above FMECA analysis says that Kneader’s gear box is the most important equipments of the Green Anode Plant.
3 Observations and Case Study
Condition monitoring of the Kneader’s gear box is done through vibration analysis and oil analysis, which are presented as follows.
3.1 Case Study: Condition Monitoring of Kneader's Gear Box
3.1.1 Equipment Description
-
1.
Kneader is basically a mixer where 87% of calcined petroleum coke with butt is mixed with 13% of coal tar pitch to form a semi-solid paste. The Kneader has been developed to provide a consistent and gentle folding action in order to melt and thoroughly combine materials with a minimum of degradation of the product.
-
2.
Kneader drive details: Motor KW-500, gearbox input RPM: 900 and output RPM: 45 (this is a special type of gearbox having both rotating and reciprocating movement of shafts).
-
3.
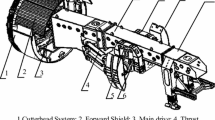
The general arrangements of different parts a Kneader are shown in Fig. 3.
Fig. 3 
Kneader and its major components (1) outboard bearing support stand, (2) discharge gate, (3) split barrel, (4) feed inlet, (5) thrust yoke, (6) optional discharge chute, (7) kneading screw, (8) gear box and (9) drive motors
-
4.
Kneader specifications: Inner diameter: 600 mm, barrel length: 7232 mm, heating jackets (designed pressure: 6 bar, designed temperature: 300 °C); inlet: 800 × 530 mm; outlet: 1200 × 1200 mm; screw outer diameter: 572 mm; core diameter: 338 mm. It is designed for a rated capacity of 35 tons/hour with minimum and maximum capacities of 21 tons/hour and 40 tons/hour, respectively. Average mixing time takes 120 s with estimated inlet temperature of dry mix coke is 150–160 °C and that of pitch is 180–190 °C. Estimated outlet temperature is maintained at 170–180 °C.
-
5.
Kneader screw rotates and axially reciprocates simultaneously. Screw imparts shear stress to the product by the close interaction of the kneading teeth of the barrel and screw flights. Combined axial and radial mixing contributes to homogenous mixing of the product.
-
6.
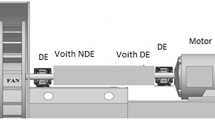
In gear box, the gears are designed to produce rotating and reciprocating movement of the kneading screw through a gimbal mechanism. The mixing screw is inserted directly into the output shaft of the constant torque gearbox. The gearbox housing is provided with heavy wall sections. Suitable covers are located in the housing for inspection purposes.The line diagram of kneader gear box is shown in Fig. 4.
Fig. 4 
Line diagram Kneader gearbox drive components
-
7.
The lubricating system of Kneader gearbox consists of: (a) Tank mounted oil pump driven by a totally enclosed motor and (b) internally mounted piping directs flow to ensure adequate lubrication reaches all bearings, gears and bushings.
-
8.
Mixing chamber (as shown in Fig. 5) is fabricated of carbon steel utilizing a replaceable abrasion-resistant segmented liner extending the full chamber length. The chamber is constructed of segmented barrels, split along the vertical centreline and hinged for opening allowing access to the kneading screw, liner sections and replaceable hardened steel kneading teeth. The chamber sections are opened and closed by means of hydraulic cylinders powered by a hydraulic power unit that is complete with a totally enclosed fan cooled electric motor. The chamber halves are bolted together along the top and bottom split lines to ensure a positive seal during operation. The accurate machining tolerances between mixing chamber inner diameter and liner outer diameter provide efficient heat exchange without requiring the use of heat-transfer paste. Barrel sections are jacketed for circulating heat-transfer oil.
Fig. 5 
Kneader mixer screw



3.1.2 Machine Diagnosis Report During Operation
Gear box of Kneader is very critical and single line equipment. Vibration analysis is being conducted on this equipment since 2010. As per ISO 10816, it is a Class III equipment (75 KW drive motor). The vibration limits (RMS) up to 3.5 mm/s in gearbox are considered as normal, in between 3.5 and 5 mm/s is marginal and above 5 mm/s is considered as critical. Also, another parameter PeakVue (GE) should be less than 1 for good condition. In this system, we are able to cover vibration measurements at both non-drive and drive-end bearing points of the motor and input and output bearings of gear box. Vibration analyser (CSI make with built-in software) is used for measurement and analysis. The data is captured at 5 averages, Hanning window, 1600 line of resolution (LOR). Vibration readings were taken at bearing C, D and E. The readings are presented in Table 2.
-
1.
Prior to February 2018, vibration trends Kneader-2, were in acceptable limits and maximum amplitude was in range of 2.5–3 mm/s, which is quite acceptable.
-
2.
On 4 February 2018, it was observed that there was oil leakage from Kneader gear box. Since lube oil was contaminated, it was filled and topped up with fresh oil. Kneader was started but an abnormal sound was observed from the gear box. Then, it has been gone for vibration analysis.
-
3.
On 5 February 2018 vibration analysis shows that amplitude of vibration (RMS) increased up to 8.34 mm/s in the intermediate shaft and PeakVue readings were high at 1.25 GE. Kneader was stopped and gearbox was opened for inspection and it was found that intermediate shaft gear teeth and its drive end bearing were damaged (as shown in Fig. 6). As per recommendation, both the shaft (with integrated gear) and bearing were replaced.
Fig. 6 
Damaged intermediate gear and roller bearing
-
4.
On 9 February 2019 vibration measurements showed that PeakVue has decreased to 0.4 GE but vibration was still more than 7.56 mm/s and still there is little abnormal sound. The assembly was again stopped for inspection and it was found that intermediate bush clearance was increased (as shown in Fig. 7) due to which abnormal sound was observed. After giving shim packing of 3 mm, clearance was adjusted and sound was reduced.
Fig. 7 
Kneader intermediate bush
-
5.
On 5 March 2018, vibration amplitude was still high on intermediate shaft (5.12 mm/s). The time waveform (as shown in Figs. 8 and 9) indicates the irregular impacts, which happens mainly due to bearing looseness, high bearing clearance or other bearing related abnormalities. The impact waves were ranging from +7 to −6 GS indicating a high alert. The crest factor (peak to RMS) is also as high as 4.25 (against a normal value of 2 to −2 for a good bearing) indicating high impact. Same was being transmitted to input shaft also which showed similar pattern of time waveform.
Fig. 8 
Time waveform of intermediate shaft during faulty condition
Fig. 9 
Time waveform of input shaft during faulty condition
-
6.
Since already the bearing was replaced along with adjustment of bush, so intermediate bearing housing was removed for checking. After inspection, it was found that housing diameter has increased leading to looseness of bearing in the housing. Bearing housing was repaired with in situ welding and machining to maintain the accurate tolerances.
-
7.
After that on 12 March 2018, vibration readings were found normal, i.e. 2.76 mm/s maximum, which was well within acceptable limits and there is no abnormal sound.
-
8.
The time waveform analysis also showed an excellent improvement in the health of the intermediate and input bearing. There were no fault patterns and impact wave ranged from 1.6 GS to −1.3 GS indicating normal conditions. The crest factor has also decreased to 2.4 (as shown in Fig. 10).
Fig. 10 
Time waveform of intermediate shaft after correction





4 Summary
Condition-based maintenance improves the reliability and capability of the system. It avoids accident and so-called sudden failure. Though there are several condition monitoring techniques but vibration analysis is very sensitive and strong technique among those. From this experimental investigation, it can be summarized that
-
1.
This paper concludes that the combined study of time waveform and crest factor can lead us to measure the faults at a very early stage.
-
2.
For the complex drive (similar to Kneader gear box), measurement and analysis of vibration of input and output shaft which may able to give an indication of the internal components health like; condition of intermediate shaft and gear (which are inside cover and not accessible for taking readings).
-
3.
A combination of oil analysis with vibration analysis can detect the gear box-related problem.
References
Mandin P, Whrich R, Roustan H (2009) Industrial aluminium production: the Hall-Heroult process modelling. Electrochem Soc Trans 19(26):1–10. https://doi.org/10.1149/1.3247986
Maria A, Ramirez M, Vintila RR, Drew RAL (2019) Morphology of aluminum alloy foams produced with dolomite via partial sintering of precursors. Materials 12(10):1691–1699. https://doi.org/10.3390/ma12101691
Mohanty AR (2014) Machinery condition monitoring: principles and practices. CRC Press, London
Williams JH, Davies A, Drake PR (1994) Condition-based maintenance and machine diagnostics. Springer, New York
Jardine AKS, Lin D, Banjevic D (2006) A review on machinery diagnostics and prognostics implementing condition-based maintenance. Mech Syst Signal Process 20:1483–1510
Kim H, Na MG, Heo G (2014) Application of monitoring, diagnosis, and prognosis in thermal performance analysis for nuclear power plants. Nucl Eng Technol 46(6)
Jayaswal P, Wadhwani AK, Mulchandani KB (2009) Review article on machine fault signature analysis. Int J Rotating Mach 1–10. Article ID 583982. https://doi.org/10.1155/2008/583982
Wong WK, Tan PN, Loo CK, Lim WS (2009) An effective surveillance system using thermal camera. In: International conference on signal acquisition and processing (ICSAP 2009), Kuala Lumpur, 3–5 Apr 2009, pp 13–17
Mohanty AR, Kar C (2006) Fault detection in a multistage gearbox by demodulation of motor current waveform. IEEE Trans Ind Electron 53(4):1285–1297
Srivastava NK, Mondal S (2015) Predictive maintenance using modified FMECA method. Int J Prod Qual Manag 16(3)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Mohanty, J.K., Hota, I., Sarkar, P., Sahu, A.K., Dash, P.R., Pradhan, P.K. (2021). FMECA Analysis and Condition Monitoring of Kneader in Green Anode Plant of an Aluminium Smelter. In: Pant, P., Mishra, S.K., Mishra, P.C. (eds) Advances in Mechanical Processing and Design. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-7779-6_26
Download citation
DOI: https://doi.org/10.1007/978-981-15-7779-6_26
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-7778-9
Online ISBN: 978-981-15-7779-6
eBook Packages: EngineeringEngineering (R0)