
Abstract
This paper discusses the intelligent scientific methods in the complex system produced by the compound application of AI technology in the intelligentized welding manufacturing technology/systems/workshop/factory (IWMT/S/W/F), which are being researched and developed in the hot spot at present, i.e., the hybrid intelligence problems in the IWMT/S. Based on the technological constitution of the IWMT/S, the paper investigates the hybrid or compound, multiple and mixed effects of different intelligent methods and technologies applied in IWMT/S, which includes the hybrid intelligence problems existing in multi-information sensing, knowledge modeling of arc welding process and intelligent control methodology for welding dynamic process, and the hybrid intelligence problems existing in intelligentized technologies for robotic welding process and systems. A IWMW for piles and legs of the offshore platform with the pentabasic structure function of the IWMT is shown, and the HI features of the intelligent pentabasic technology, systems and methodology of the IWMW for the platform and the hybrid intelligent function of the IWMW are analyzed in this paper.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Hybrid intelligence problems
- Intelligentized welding manufacturing
- IWMT/S/W/F
- Artificial intelligence (AI)
- Robotic welding
- Multi-information sensing
- Knowledge modeling
- Intelligent control
- Arc welding process
1 Introduction
It is well known that welding technology has experienced the development course of semi-mechanization, automatic welding and robot welding from the traditional handicraft operation [1,2,3,4,5]. It has become an inevitable trend to adopt the machine instead of the manual welding, i.e., the modern welding from handcraft to scientific manufacturing, intelligentized welding manufacturing (IWM) [1, 6, 7].
The intelligentized welding manufacturing (IWM) is to simulate intelligent behaviors and functions of the human’s sense, brain and body activity in welding process of various manufacturing products by the artificial intelligence (AI) technology about in recent two decades [8,9,10]. And the IWM undoubtedly is the most representative in the smart/intelligent manufacturing techniques of all modern industries.
Many scholars have explored the application of various AI methods and technologies to intelligentized welding manufacturing processes and systems [11,12,13,14], such as that multi-source information sensing technologies such as computer vision, arc sound, spectrum and so on are used to obtain welding process information [8]; the AI algorithms and techniques, such as machine learning and data mining, are used to extracting and modeling of the knowledge in welding process [9]; and various intelligent control methods, such as fuzzy logic, neural network, self-learning and adaptive control, are used to realize intelligent control of welding dynamic process and its complex system [10].
And the combination of various intelligent sensing, information processing, knowledge modeling and control algorithms and methods is integrated into highly complex and intelligent welding systems, such as robotic welding workstations, automatic welding production line and intelligent welding workshop/factory.
In the previous published literature, the intelligent welding technology, the system and the intelligent structure of the intelligentized welding manufacturing workshop are put forward in [6, 7]. References [8, 15,16,17,18,19,20,21,22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37,38,39,40] show the research of multi-information sensing and fusion algorithm for visual image of welding zone, arc sound, arc spectrum, current and voltage, position track deviation and so on in the welding dynamic process. Many intelligent methods such as data-driven, system identification, fuzzy identification, artificial neural network, support vector machine, rough set, Petri net and multi-agent are presented for welding process and intelligent modeling method of robot welding system and complex welding manufacturing system in [9, 15, 16, 41,42,43,44,45,46,47,48,49,50,51,52,53]. References [10, 15, 16, 54,55,56,57,58,59,60,61] show various intelligent control methods, such as classical PID, adaptive, self-learning, neural network, fuzzy control, neural network control, hybrid logic dynamic (MLD), expert control, and their combined or composite control algorithms and methods, for realized intelligent control of weld pool dynamics, weld seam tracking, welding seam forming and complex intelligent welding system.
It is obvious, in the above-mentioned use of various welding process sensing, information processing, knowledge modeling and real-time intelligent control methods and algorithms to achieve results, and the inevitable scientific and technological implementation problems are the combination of these intelligent methods and algorithms based on different theories, different description forms and different implementation methods, i.e.,
-
How to evaluate the controlled processes and the effects of combination or mixing with various intelligent algorithms and methods?
-
How to analyze and construct the most reasonable or optimal composite or hybrid intelligent algorithms and methods in order to achieve the optimal control objectives for the controlled object?
The above-mentioned problems are not only the confusion of the hybrid intelligent control method used in the complex intelligent welding system. At the same time, it is also the most challenging problem to realize the disordered application of artificial intelligence technology in a large number of intelligent manufacturing systems.
The second part of this paper will describe the existing general concepts and problems of hybrid intelligence in complex intelligent systems and related research work. The third part of this paper will classify and analyze the intelligent methods and algorithms existing in the intelligent control of welding process and robot welding system. Furthermore, the hybrid intelligence problem in intelligentized welding manufacturing process and system is put forward. In the fourth part of this paper, some examples of hybrid intelligent sensing, modeling and control methods in intelligentized welding manufacturing process and system are presented, and some preliminary analysis results are given. In the last part of this paper, we will discuss the future research direction of hybrid intelligence problem in intelligentized welding manufacturing process and system.
2 Hybrid Intelligence Problems in General Intelligent Systems
Since Minsky, McCarthy and other scholars put forward the concept of artificial intelligence (AI) in the 1950s, the AI has made some epoch-making achievements, for example, with the development and composite application of many AI technologies, such as perceptron, fuzzy set theory, expert system, error backpropagation algorithm, genetic algorithm, particle swarm optimization and so on. Many scholars have noticed that with the combination of various AI methods and the complexity of composite and integrated applications [62,63,64]. As early as 1991, Minsky, a famous expert in the field of AI, recognized the necessity of studying artificial intelligence systems composed of different intelligent technologies in [65]. Furthermore, in the 1990s, a new research direction in the field of AI, hybrid intelligent system (HIS), has been put forward in [66].
The HIS is an updated research direction with the development of AI, the purpose of which is to make the complicated intelligent system more effective in knowledge representation, reasoning, management and so on [64,65,66,67,68,69,70,71,72,73,74,75,76,77,78,79,80].
2.1 The Preliminary Concept of Hybrid Intelligent Systems
At present, there is no uniform definition on the concept of hybrid intelligent system (HIS) in AI academia [62, 64]. The early definition simply considered the HIS as an integrated system composed of expert system and artificial neural network, or considered that any system with two or more intelligent technologies is a HIS. Later, with the addition of genetic algorithm, evolutionary computation, fuzzy logic, immune algorithm and traditional hard computing technology, the HIS has been developed into a special research direction of AI.
From now on, there are two academic concepts leading the research of hybrid intelligent system. One is “computational intelligence,” which focuses on hybrid intelligent systems as a combination of new computational intelligence and traditional artificial intelligence “symbolism” [67]. The other is “intelligent application,” which mainly investigates the HIS with integration of “soft computing” and “hard computing” in various AI technologies, that is, so that the problems in reality can be solved better [68].
Therefore, the HIS can be summed up as an intelligent system with integrating at least one intelligent technology and non-intelligent technology for complex practical problems in order to obtain a better knowledge representation, reasoning and problem-solving capabilities, and run robust and more efficient applications.
2.2 Research on Theory of Hybrid Intelligent System
The theoretical research of hybrid intelligent system mainly includes the research motivation, the classification, the construction method, the evaluation criterion of hybrid intelligent system and so on, as follows.
The motivation of hybrid intelligent system
-
The idea of hybrid intelligent system is to overcome the deficiency of single technology.
-
The hybrid intelligent system is proposed because a single technology cannot solve all the subproblems of practical application problems.
-
The hybrid intelligent system uses a hybrid structure to realize the ability of multi-information processing, which is better than the single intelligent technology imitating human intelligence.
The classification of hybrid intelligent system
-
According to the structure of the HIS, the HIS is divided into: stand-alone models, transformation models, loose-coupling models, tight-coupling models, fully integrated models [69].
-
According to the motivation of the study, the HIS is divided into: function replacing hybrids, intercommunicating hybrids and polymorphic hybrids [70]. This paper analyzes whether these hybrid intelligent systems, which are grouped into one class because of “common reason,” have any common ground in the choice of concrete construction methods.
-
According to the different fusion forms of “soft computing” and “hard computing,” HIS is divided into seven categories: There are mainly isolated, parallel, feedback, cascaded, designed, augmented, assisted [71].
The HIS is classified from the point of view of system theory, especially the input and parameter value of the system are considered. In addition, some papers [72, 73] have studied the classification of the HIS.
The construction method of hybrid intelligent system
The construction method of HIS is one of the most important research fields in HIS. It is not only the most operational part of the methodology of HIS, but also the least studied part of HIS [74]. The main research reports are as follows:
Goonatilake first put forward a six-stage development method of HIS [70]: problem analysis, prototype matching, hybrid category selection, implementation, validation and maintenance. The problem analysis is mainly to determine the sub-task and its attributes, prototype matching is mainly to select the appropriate technology for each sub-task, and the hybrid category selection is to select the type selection of the HIS to be used. The six-stage development method proposed in reference [70] is carried out according to the steps of information system development, which is of great significance to the development of a new HIS.
In recent years, some scholars have proposed a HIS construction method based on agent. According to the dynamic interaction characteristics of agent, Zhang proposed “agent-based hybrid intelligent system framework” [75]. The framework is composed of interactive agent, planning agent, problem-solving agent, synthetic agent, intermediate agent and various technology agents. The most important part is the intermediate agent, which mainly stores the capability of each technology and retrieves the ability according to the demand. Li et al. also proposed a HIS framework based on agent (MAHIS [76]), which consists of eight models: hybrid strategy identification model, organization model, task model, agent model, specialist model, coordination model, etc., reorganize model and design model. The “agent-based hybrid intelligent system framework” can be built independently according to the needs of the task, but the problem of this framework is that it must be described according to the problem to be solved. They are stored in agent in the form of ontology, and problem-solving agent must have knowledge in this field, which is difficult to achieve.
The evaluation criteria of hybrid intelligent system
It is of great significance to determine the evaluation criteria for hybrid intelligent systems to guide the design and construction of hybrid intelligent systems. At present, there is little systematic research in this area, which is basically the evaluation of the results of hybrid intelligent system.
The evaluation criteria proposed by Hefny et al. in [77] include: error level, training process, structural complexity, reasoning capability. Reference [77] also pointed out that with the increase of various technologies used in the mixing process, there may be problems in coupling, structural complexity, learning algorithm and computational complexity of the system.
In the process of studying the industrial data analysis, according to the developing process of the hybrid intelligent system, Kordon put forward the evaluation criterion of the HIS [78]: robustness, speed and cost of the development process; sensitivity to change; self-evaluation of performance; and maintenance costs.
To sum up, we summarize the research background, motivation content and key problems of general HIS in the following diagram, Fig. 1, including the relationship between the types, structures, criteria and application effects of HIS for the IWMS.

HIS problems for the IWMS
3 Hybrid Intelligence Problems in Intelligentized Welding Manufacturing Systems
3.1 The Intelligent Functions and Structure of IWMT/S
In our previous published literature [1, 6, 7], we have put forward and expounded the conceptual and technical framework of intelligentized welding manufacturing (IWM), intelligentized welding manufacturing technology/system (IWMT/S), intelligentized robotic welding technology/system (IRWT/S), intelligentized welding manufacturing engineering (IWME) and so on. Of course, it is mainly aimed at the most representative arc welding process without losing its generality.
In Ref. [1], the intelligentized welding manufacturing (IWM) is preliminarily defined as for simulating intelligent behaviors and functions of welder’s sense, brain and body activity in welding process by the artificial intelligence technology; see Fig. 1 for composition parts of the IWM process. Furthermore, investigating the constitution of general intelligentized manufacturing, functions and systems, we present a pentabasic framework of intelligentized functions in the IWMS, as shown in Fig. 2.

A pentabasic framework of intelligentized functions in the IWMS
Replacing manual welding with machines, which is also a dream that has been pursued by welding practitioners for thousands of years, Fig. 3, it also is the key technology of the IWM, i.e., IRWT in Fig. 4.

Welder’s dream for generations: IWR to IWM

A composition of IWME/T/S for a large equipment
Based on scientific and technical contents related to development of modern welding manufacturing technology, the concept on intelligentized welding manufacturing technology (IWMT) is introduced [1, 6, 7], and it shows for the key scientific and technical formwork of the IWMT, which contains three advanced manufacturing fields: the virtual and digital welding manufacturing and technology (V&DWMT) including the virtual manufacturing; intelligentized robotic welding technology (IRWT) and the flexible and agile welding manufacturing and technology (F&AWMT); and key technical elements and system techniques of the IWMT including the network manufacturing.
In the process and systems of the IWM for the large equipment, a composition of the IWME/T/S is shown in Fig. 4.
For example, in an intelligentized welding manufacturing workshop/factory for major equipment, corresponding to the pentabasic intelligence functions in Fig. 2, it can be summarized as follows: a functional diagram of IWMW’s pentabasic framework of the IWMS, as shown in Fig. 5.

A pentabasic framework of the IWMW
The Fig. 5 shows an IWMW construction, its core technology is the IWT and its IWMS, which can be divided into five types of technologies, such as the WT, RT, NT, IT, and DT. And constitute the corresponding five kinds of intelligent systems, such as the MS, FS, DS, IS and VS.
Obviously, in the above-mentioned IWMT/S, it involves the combination or mixed application of a variety of AI techniques and methods.
As one can see, the IWMT/S involves three key elements of intelligentized technology for welding process and systems: sensing welding process for imitating welder’s sense organ function, knowledge extraction and modeling of welding process for imitating welder’s experience reasoning function and intelligent control of welding process for imitating welder’s decision-making operation function.
In the research literature published by us and other scholars, the various AI techniques and methods used in the welding process and system under different conditions are shown, such as the optimal planning of robot welding task, process and its parameters. The AI includes the fuzzy logic, neural networks, expert systems, data mining, knowledge extraction and modeling, machine learning, adaptive and self-learning control algorithms and combination of these different algorithms. In the intelligent welding process, sensing, information processing, feature extraction, knowledge modeling and feedback control methods and algorithms, there are a lot of problems in the analysis and optimization of hybrid intelligence phenomenon and hybrid intelligent action process. In the past, only the sensing of specific processes and systems has been studied. Modeling and control are a very important and practical AI complexity problem that has not attracted attention or been specifically discussed. It is also an unavoidable bottleneck and challenge in the theory and application of hybrid intelligent algorithms and techniques. Therefore, this paper seriously put forward in order to attract scientists and engineers’ enough attention on a so-called hybrid intelligence problem in the IWM process and systems.
One can see the following examples of hybrid intelligence in the IWMS.
3.2 Hybrid Intelligence Features of Multi-information Processing and Fusion for Arc Welding Process
HI features of acquisition and processing of multi-source information in GTAW process
In the Refs. [8, 15,16,17,18,19,20,21,22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37,38,39,40], the multi-information and complexity in arc welding dynamical process are presented in Fig. 6, which includes four categories, such as welding process, arc, vision and motion information, and about 20 kinds of measurable information that occur during welding in Fig. 6.

Multi-information and complexity in arc welding dynamical process
The experimental system with multiple sensors and acquisition for sensing and acquiring arc, sound, spectrum and other signals in the dynamic process of GTAW established in SJTU’s Robot Welding Intelligent Technology Laboratory is shown in Fig. 7, which includes vision, sound, spectrum sensors for arc features during the pulsed GTAW. Based on the above experimental system, Fig. 8 shows experimental results of arc voltage, arc sound, spectrum, weld pool image and other signals during the pulsed GTAW dynamic process.

Multiple signal acquisition systems for pulsed GTAW

Arc voltage, sound, spectrum and image information during pulsed GTAW
The image information features of the weld pool are also shown in Fig. 8, which are unwelded or under-penetration, as well as burn-through or weld leakage.
Among these methods to process the multi-information features, there are many different intelligent computing methods and their hybrid application. The mixed effect of hybrid intelligent processing algorithms is obviously a very important problem, and it is needed for further analysis and investigation.
HI features of multi-information fusion algorithms for predicting welding penetration in GTAW dynamical process
In Refs. [9, 26,27,28, 40], the method and algorithm of multi-source information fusion in welding process are studied and discussed. Based on the information of arc voltage, visual image and arc sound in GTAW process, intelligent processing algorithm is used to extract penetration features, and then multi-information feature layer fusion method and neural network and DS evidence algorithm are used to predict welding penetration.
HI features of multi-information fusion for arc welding dynamical process
Summarized our research and current literature [9, 26,27,28, 40], a variety of intelligent processing algorithm and multi-information fusion methods and their algorithms are used in the welding dynamic process for monitoring and quality prediction of welding process, and the combination of various intelligent algorithms or hybrid features can be seen in the following illustration; i.e., various combined or hybrid intelligent algorithms have been widely used in multi-source information fusion algorithms, such as sensing, feature extraction, classification and prediction for welding dynamic process, shown in Fig. 9.

HI features of multi-information acquisition and processing of arc welding process
3.3 Hybrid Intelligence Features in Intelligent Modeling Methodology for Welding Dynamic Process
In the literature on modeling method of welding dynamic process [9, 15, 16, 41,42,43,44,45,46,47,48,49,50,51,52,53], several typical methods and algorithms of intelligent modeling for welding process can be summarized as shown in Fig. 10.

HI features in intelligent modeling methodology for welding dynamic process
The intelligent modeling methods for welding dynamic process are given as follows:
-
Knowledge modeling class: including expert system, fuzzy logic, empirical rules, rough set, identification modeling and so on;
-
Artificial neural network (ANN) modeling class: including support vector machine, genetic algorithm, ant colony algorithm and other methods;
-
Multi-agent, hybrid logic dynamics, various programming and optimization algorithm modeling methods, etc.;
-
The combination of modeling methods and algorithms of various intelligent algorithms mentioned above.
Neural network prediction model for characteristics of welding pool.
The neural network (NN) method has been applied to the modeling of welding process for nearly 30 years [9, 15, 16]. The typical NN model is suitable for predicting the dynamic process characteristics of welding pool, for example, the prediction of the back pool size and penetration by NN model, which is very important in the closed-loop control of penetration during welding process. There are other welding seam forming, welding quality evaluation using NN model prediction and classification, etc.
Knowledge modeling of welding dynamic process.
One of the key intelligent technologies is to establish knowledge model from extracting welder manipulations so that the computer or robotic systems could play back human knowledge and intelligent decision-making function.
Because the differences of human describing himself experience capability and uncertainty in welding process, it is very difficult or almost impossible for one to directly get enough expert knowledge from welder’s experiences [41,42,43,44,45,46,47]. A feasible way is extracting knowledge from measured experimental data by fuzzy computing, rough set theory and other soft computing methods. A fuzzy rule model of weld pool dynamics in the pulsed GTAW process was developed by fuzzy identification algorithms in Refs. [42,43,44,45]. Knowledge modeling methods for welding process from collected data were investigated by the basic rough set (RS) theory as shown in Fig. 11.

Rough set (RS) theory for knowledge modeling methods for welding process
Mixed Logical Dynamical (MLD) modeling of GTAW dynamics during robotic welding.
In the research direction of control theory in the last 20 years, a hot topic is the so-called mixed logical dynamical (MLD) modeling and control method for the complex system, which is useful to model and control the so-called hybrid systems with interacting physical laws, logical rules, continuous and discrete variables, and operating constraints. References [48,49,50,51,52] develop MLD modeling methodology for pulsed GTAW process in robotic welding systems and robotic welding process and systems, which shows the MLD method is highly suitable for welding dynamical process, particularly, automatic and robotic welding systems.
Figure 12 shows the weld pool with misalignment-mixed logical dynamical (WPM-MLD) model and the weld pool with gap-mixed logical dynamical (WPG-MLD) model for estimating the backside weld width [48,49,50].

WPM-MLD model and WPG-MLD model
And Fig. 13 shows mixed logical dynamical (MLD) modeling of GTAW dynamics during robotic welding, the welding robot movement process (WRMP)-MLD model with 34 equations and the welding device operation (WDOP)-MLD model with 65 equations [48, 52].

WRMP-MLD model and WDOP-MLD model for robotic welding process and system
HI modeling of expert systems, fuzzy logic and artificial neural networks.
The most common modeling methods, such as expert system (ES), fuzzy logic (FL) and neural network (NN), are the most common methods in the modeling of welding dynamic process. A single intelligent method or algorithm is represented in a monochromatic outer circle in Fig. 14.

Interaction of FL-NN-ES intelligent modeling methods
In Refs. [10, 15, 16, 42,43,44,45,46,47], the knowledge model obtained by using FL, NN and ES modeling methods to the welding dynamic process is presented, respectively.
As shown in Fig. 14, there are two overlapping circles in the middle layer, such as the FL-NN, NN-ES and ES-FL, which represents a composite indication of two intelligent methods or algorithms.
The central part in Fig. 14 is the overlapping part of the three circles, i.e., N-F-E, which represents a composite representation of all three intelligent methods or algorithms.
Furthermore, the hybrid knowledge model of cross and combination of the FL, NN and ES methods for welding dynamic process is developed in Refs. [10, 16].
The interaction of these three intelligent modeling methods is shown in Fig. 14.
Other HI complexity of multi-interaction with intelligent modeling methods and algorithms can be further analyzed and investigated.
3.4 Hybrid Intelligence Features—Intelligent Control Methodology for Welding Dynamic Process
Intelligent control strategy is mainly aiming at complex uncertainty of welding process. Because of especial complexity in welding dynamical process, such as strong nonlinear and multivariable coupling, time–variety and uncertainty, it is specially suitable to adopt intelligent control strategy for welding process and systems [1, 6,7,8,9,10]. At present, various intelligent control methods, fuzzy logic, artificial neural networks, expert system and their combination control schemes [11,12,13,14,15,16, 55,56,57,58,59,60,61, 81,82,83,84,85], are shown in Fig. 15.

Intelligent control methods in the welding process
According to different welding conditions, such as based on plate welding, butt welding, with filler, gap variety and uncertainty in welding process, many intelligent control methods, such as a self-learning expert control, fuzzy neural control, adaptive fuzzy neural control, compound intelligent controller with feed-forward compensating control methods for gap variety [59] and so on, have been developed for the penetration, the width of the upside and backside pool and seam, face reinforcement and fine forming of the weld seam during arc welding process.
The expert system for real-time control of welding process is an important part in intelligentized welding systems. Some advanced autonomous expert system for control of welding dynamical process should be still investigated for mode recognition of weld workpiece, environment and seam type, and autonomous programming robotic welding path and techniques, intelligent control of welding process in the IWMT [1, 10, 59, 85].
Because various intelligent methods and algorithms act on welding dynamic process and welding equipment system at the same time, for example, robot welding system, the special hybrid intelligent characteristics of welding process and system control are shown in Fig. 16.

HI features in intelligent control of arc welding process
The diagram shows the HI characteristics of various methods and algorithms of intelligent information extraction, such as the MSS, MSIF in the HIS, the HIM and IPM in the HIIF for modeling, and control methods and algorithms, such as the KRC, ILC and ESC in the HIC of the dotted box.
In Fig. 17, the characteristics in hybrid intelligent control of robotic welding process and systems, the diagram shows the HI characteristics of various methods and algorithms for the HKT including ER, EK and AP; the HICT including AG, WT and MC; the HIT including MS, MIF and PM; and the HDIT including ICSM and NC, which are circled in the red dotted box in the diagram [1, 81,82,83,84, 86,87,88,89,90,91,92,93,94,95,96,97,98].

HI features in intelligent control of robotic welding process and systems
4 HI Features in Application on the IWMS/W/F
The previous section discusses the complex, mixed or hybrid intelligence characteristics that are shown in the combination of various intelligent methods used in IWM technology and methodology with the various AI algorithms.
The next section will discuss the hybrid intelligence features of multiple intelligent methods and AI algorithms shown in IWM engineering applications, such as the IWMS (systems)/W (workshop)/F (factory).
4.1 Hybrid Intelligence in IWMS/W/F by Internet of Things
With the application of the Internet of things technology in the industrial field, it has effectively promoted the innovation and development of intelligent manufacturing technology and system based on the Internet of things. We also propose an Internet of things-based IWMT/S in the welding field as shown in Fig. 18 for design and structure of IWM workshop and factory. The part of the red dashed frame in Fig. 18 includes a variety of intelligent welding methods based on the Internet of things technology and the system of AI algorithm in the application of in intelligentized welding manufacturing engineering (IWME), such as the hybrid intelligent methods and algorithms displayed in MES level and intelligent control level of the intelligentized welding manufacturing workshop by Internet of things (IWMWIT) in Fig. 18.

HI features displayed in application of the IWM workshop by Internet of things
The optimal planning method and algorithm for welding product task, such as robotic welding path, attitude and welding process parameter planning, expert system of welding process, visual recognition method and algorithm for welding initial point; The autonomous guidance and tracking control method and algorithm in robotic welding process, such as acquisition and processing of multi-source sensing information such as vision, arc, sound and spectrum in the process of welding, and the technology and algorithm of multi-source sensing information acquisition and processing in the process of welding; The Data driven expert system for monitoring of welding process; The knowledge model and penetration prediction model; The intelligent control method and algorithm of weld pool penetration and weld forming, prediction algorithm of welding quality; The fault diagnosis of welding process and system; The communication and coordination control of welding production line and workshop equipment, and the intelligent management of the whole process of welding product manufacturing, all of which highlight the complexity of hybrid intelligent technology features in the IWMWIT, are shown as the red dashed frame HIS in Fig. 18.
4.2 A Multi-agent Hybrid Intelligence Structure for IWMS
A hierarchical MAS coordinated control structure of intelligentized welding manufacturing system (IWMS) is proposed in this paper. The IWMS is designed as so-called a multi-robot device follower and a network virtual leader for the IWMS [99, 100]. It is a hierarchical multi-agent system; i.e., the IWMS is divided into “leader MAS” and “follower MAS” and “bottom follower MAS” structure with multi-intelligent cooperative operation. It implements the “total goal coordination” and “sub-task coordination” two-level MAS coordination mechanism of the IWMS. The “leader MAS” in the first layer of the IWMS completes the “goal coordination” (LMAS-0) of multiple MAS. The first layer of multiple “follower MAS” (FMAS-1i) is the control of sub-task coordination (LMAS-2i), which is the leader of the second layer of multiple MAS. The sub-task coordination (MAS-2i) of multiple MAS leaders in the second layer is directly controlled by root task coordination of multiple agent (F-agent-3-ij) execution units. This paper proposes the “leadership-follow” mechanism for the MAS hierarchical network coordination control structure diagram shown in Fig. 19, which contains the complex HIS characteristics of multi-agents and IWMT/S.

Leader–follower MA—HI structure of the IWMP/S
For the design and implementation of hybrid intelligent system of MAS and IWMT/S, this paper presents a structure diagram of a hybrid intelligent system of welding manufacturing (HISWM) shown in Fig. 20, which contains the different classifications of MAS and various intelligent methods and algorithms.

A hybrid intelligent system of welding manufacturing (HISWM)
4.3 An Intelligentized Welding Manufacturing Workshop for Offshore Drilling Platform
As one of the application practices of the IWMT, our research team and Shanghai ZMPC have developed a kind of intelligentized welding manufacturing workshop (IWMW) for the pile legs of the offshore drilling platform as shown in Fig. 21. In this IWMW, the IWMS technology has been successfully applied to the construction of the IWMW for supporting the pile legs of the offshore drilling platform. The intelligent welding technology, production system and product quality and benefit of offshore drilling platform are greatly improved.

A realization of the IWMW for the pile legs of the offshore drilling platform
The IWMW for piles and legs of the offshore platform reflects the pentabasic structure function of the IWMT proposed in this paper, as shown in Fig. 22. On the basis of the general intelligent manufacturing system, it shows the key technology in the robotic welding flexible system, as well as the information, digitalization, networking and intelligentized manufacturing technologies in Fig. 22, combined with the welding process requirement of the pile leg of the offshore platform, the IWMW for piles and legs of the offshore platform is integrated and implemented.

Pentabasic function of the IWMW for piles and legs of the offshore platform
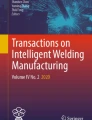
Furthermore, the intelligent pentabasic technology, systems and methodology of the IWMW for the pile legs of the offshore drilling platform and the hybrid intelligent function of the IWMW can be analyzed accordingly, as shown in Fig. 23.

Hybrid intelligent function of the IWMW for the offshore drilling platform
It shows the hybrid pentabasic intelligent function of IWMW for the pile legs of the drilling platform, which can be divided into the single intelligent tech./syst. in outer layer, such as IT/IS, DT/VS, WT/MS, RT/FS and NT/DS; the triple intelligent recombination in the middle layer, such as I/D/R, D/W/N, W/R/I, R/N/D and N/I/W tech./syst.; and the quintuple or hybrid intelligence phenomena I/W/D/R/N tech./syst. in the core, as shown in Fig. 23. Further, hybrid intelligence features are related to different AI methods and algorithms used in practice.
5 Concluding Remarks
This paper presents some hybrid intelligence problems and the HI features in IWMT/S/W/F. Based on the technological constitution of the IWMT/S, the paper investigates the hybrid or compound, multiple and mixed effects of different intelligent methods and technologies applied in IWMT/S, which includes the hybrid intelligence problems existing in multi-information sensing, knowledge modeling of arc welding process and intelligent control methodology for welding dynamic process, and the hybrid intelligence problems existing in intelligentized technologies for robotic welding process and systems. The HI problems in the IWMT/S are also an unavoidable bottleneck and challenge in the theory and application of hybrid intelligent algorithms and techniques. Therefore, this paper put forward the HIS problems in the IWM process and systems in order to attract scientists and engineers’ enough attention on that.
The author hopes to further explore the optimization methods of hybrid or composite intelligent algorithms of IWMT/S by putting forward the problems of the HI methods and techniques existing in IWMT/S, and the optimization design of the HIS of the IWMS and IWME.
References
Chen SB (2015) On intelligentized welding manufacturing. In: 2014 International conference on robotic welding, intelligence and automation (RWIA’2014), vol 363. Springer, Berlin, pp 3–34
Paul D, Starke G (1994) Welding in the century of information technology. Weld World 34:1–20
Dilthey U, Stein L (1992) Robot system for arc welding—current position and future trends. Weld Cutting 8:150–152
Pan JL (1999) A survey of welding sciences in 21th century. In: Proceeding of 9th Chinese welding conference, Tianjin, China, vol 1, pp 1–17
Trailer (1995) Manufacturer depends on robotic welding to boast production. Weld J 74(7):49–51
Chen SB, Qiu T, Tao LT et al (2003) On intelligentized technologies for modern welding manufacturing. Chin J Mech Eng 16(4):367–370
Chen SB, Lin T, Chen WJ et al (2004) Concepts and technologies on intelligentized welding manufacturing engineering. Trans China Weld Inst 25(6):124–128
Chen SB (2011) Research evolution on intelligentized technologies for robotic welding at SJTU. In: Robotic welding. Lecture notes in electrical engineering LNEE, vol 88, pp 3–14
Chen SB, Lv N (2014) Research evolution on intelligentized technologies for arc welding process. J Manuf Process 16(1):109–122
Chen SB, Wu J (2008) Intelligentized technology for arc welding dynamic process. In: Lecture notes in electrical engineering LNEE, vol 29. Springer, Berlin
Tarn TJ, Chen SB, Chen XQ (2015) The advances in intelligent systems and computing. In: Robotic welding, intelligence and automation. Springer, Berlin
Tarn TJ, Chen SB, Fang G (2011) Lecture notes in electrical engineering. In: Robotic welding, intelligence and automation. LNEE, vol 88. Springer, Berlin
Tarn TJ, Chen SB, Zhou CJ (2007) Robotic welding, intelligence and automation. Lecture notes in control and information sciences LNCIS, vol 362. Springer, Berlin
Tarn TJ, Chen SB, Zhou CJ (2004) Robotic welding, intelligence and automation. Lecture notes in control and information sciences LNCIS, vol 299. Springer, Berlin
Chen SB, Lou YJ, Wu L et al (2000) Intelligent methodology for measuring, modeling, control of dynamic process during pulsed GTAW—Part I bead-on-plate welding. Weld J 79:151–163
Chen SB, Zhao DB, Wu L et al (2000) Intelligent methodology for measuring, modeling, control of dynamic process during pulsed GTAW—Part II butt welding. Weld J 79:164–174
Masumoto L, Araya T, Iochi A, Normura H (1983) Development and application of sensors and sensor system for arc welding. J Japan Weld Soc 52:39–47
Carlson NM, Johnson JA (1988) Ultrasonic sensing of weld pool penetration. Weld J 67:239–246
Zhang YM, Kovacevic R, Li L (1996) Characterization and real-time measurement of geometrical appearance of weld pool. Int J Mach Tool Manuf 36(7):799–816
Chen Z, Chen J, Feng Z (2017) Monitoring weld pool surface and penetration using reversed electrode images. Weld J 96:367–375
Wang JJ, Lin T, Chen SB (2005) Obtaining of weld pool vision information during aluminum alloy TIG welding. Int J Adv Manuf Tech 26:219–227
Lp Li, Chen SB, Lin T (2005) The modeling of welding pool surface reflectance of aluminum alloy pulse GTAW. Mater Sci Eng A 394:320–326
Chen SB (2007) Visual information acquirement and real-time control methodologies for weld pool dynamics during pulsed GTAW. J Mater Sci Forum 539–543
Cj F, Fl Lv, Chen SB (2009) Visual sensing and penetration control in aluminum alloy pulsed GTAW. Int J Adv Manuf Technol 42:126–137
Chen Z, Chen J, Feng Z (2018) Welding penetration prediction with passive vision system. J Manuf Process 36:224–230
Chen B, Wang JF, Chen SB (2010) A study on applications of multi-sensor fusion in pulsed GTAW. Ind Robot Int J 37(2):168–176
Chen B, Wang JF, Chen SB (2010) Prediction of pulsed GTAW penetration status based on BP neural network and D-S evidence theory information fusion. Int J Adv Manuf Technol 48(1–4):83–94
Chen B, Chen SB (2010) Multi-sensor information fusion in pulsed GTAW based on fuzzy measure and fuzzy integral. Assembly Autom 30(3):276–285
Itti L, Koch C, Niebur E (1998) A model of saliency-based visual attention for rapid scene analysis. Pattern Anal Mach Intell 20(11):1254–1259
Zhang Y, Lv N, Huang YM et al (2014) Feature characters extraction with visual attention method based on three-path vision sensing of Al alloy GTAW welding. Trans China Weld Inst 35(6):53–56
Cudina M, Prezelj J, Polajnar I (2008) Use of audible sound for on-line monitoring of gas metal arc welding process. Metalurgija 47(2):81–85
Wang JF, Lv FL, Chen SB (2009) Analysis of arc sound characteristics for gas tungsten argon welding. Sens Rev 29(3):240–249
Ye Z, Chen SB et al (2011) Feature selection of arc acoustic signals used for penetration monitoring. In: Robotic welding, intelligence and automation. Lecture notes in electrical engineering LNEE, vol 88, pp 203–210
Lv N, Xu YL et al (2013) Research on detection of welding penetration state during robotic GTAW process based on audible arc sound. Ind Robot Int J 40(5):474–493
Lv N, Xu YL et al (2013) Audio sensing and modeling of arc dynamic characteristic during pulsed Al alloy GTAW process. Sens Rev 33(2):141–156
Mirapeix J, Cobo A, Fernandez S et al (2008) Spectroscopic analysis of the plasma continuum radiation for on-line arc-welding defect detection. J Phys D Appl Phys 41(13):1–8
Yu HW, Chen SB et al (2013) Arc spectral processing technique with its application to wire feed monitoring in Al-Mg alloy pulsed gas tungsten arc welding. J Mater Process Technol 213(5):707–716
Yu HW, Chen HB et al (2013) Spectroscopic diagnostics of pulsed gas tungsten arc welding plasma and its effect on weld formation of Al-Mg alloy. Spectrosc Lett 46(5):350–363
Yu HW, Chen HB et al (2013) Application of arc plasma spectral information in the monitor of Al-Mg alloy pulsed GTAW penetration status based on fuzzy logic system. Int J Adv Manuf Technol 68(9–12):2713–2727
Zhang ZF, Yu HW, Chen HB et al (2013) Real-time defect detection in pulsed GTAW of Al alloys through on-line spectroscopy. J Mater Process Technol 213(7):1146–2115
Kovacevic R, Zhang YM (1997) Neuro-fuzzy model-based weld fusion state estimation. IEEE Trans Control Syst Technol 5(4):30–42
Wang B, Chen SB, Wang JJ (2005) Rough set based knowledge modeling for the aluminum alloy pulsed GTAW process. Int J Adv Manuf Technol 25(9–10):902–908
Wang WY, Chen HB et al (2013) Rough set-based model for penetration control of GTAW. In: Robotic welding, intelligence and automation. Lecture notes in electrical engineering LNEE, vol 88, pp 211–218
Li WH, Chen SB, Lin T (2007) Discretization in rough set modeling method for welding process. In: Robotic welding, intelligence and automation. Lecture notes in control and information sciences LNCIS, vol 362, pp 325–332
Li WH, Chen SB, Wang B (2008) A variable precision rough set based modeling method for pulsed GTAW. Int J Adv Manuf Technol 36(11–12):1072–1079
Huang XX, Chen SB (2006) SVM-based fuzzy modeling for the arc welding process. Mater Sci Eng A 427(1–2):181–187
Huang XX, Shi FH, Chen SB (2009) SVM-based fuzzy rules acquisition system for pulsed GTAW process. Eng Appl Artif Intell 22(8):1245–1255
Ma HB (2010) Research on mixed logical dynamical modeling method of robotic Al alloy pulsed TIG welding process based in vision sensing. Dissertation, Shanghai Jiao Tong University
Ma H, Wei S, Li L et al (2011) Mixed logical dynamical model of the pulsed gas tungsten arc welding process with varied gap. Proc Inst Mech Eng Part I J Syst Control Eng 225(3):270–280
Ma HB, Wei SC, Lin T et al (2010) Mixed logical dynamical model for back bead width prediction of pulsed GTAW process with misalignment. J Mater Process Technol 210(14):2036–2044
Ma HB, Chen SB (2011) Study on the MLD modeling method of pulsed GTAW process for varied welding speed. In: Robotic welding, intelligence and automation. Lecture notes in electrical engineering, vol 88, pp 271–278
Ma HB, Chen SB (2011) Mixed logical dynamical model for robotic welding system. In: Robotic welding, intelligence and automation. Lecture notes in electrical engineering LNEE, vol 88, pp 23–128
Sarailoo M, Rezaie B, Rahmani Z (2012) MLD model of boiler-turbine system based on PWA linearization approach. Int J Control Sci Eng 2(4):88–92
Yin YJ, Hosoe S, Luo ZW (2007) A mixed logic dynamical modeling formulation and optimal control of intelligent robots. Optim Eng 8(3):321–340
George E (1995) Weld modeling and control using artificial neural networks. IEEE Trans Ind Appl 31:1484–1491
Zhang YM, Kovacevic R, Li L (1996) Adaptive control of full penetration GTA welding. IEEE Trans Control Syst Technol 4(4):394–403
Chen SB, Wu L, Wang QL (1997) Self-learning fuzzy neural networks for control of uncertain systems with time delays. IEEE Trans 27:142–148
Zhao DB, Chen SB, Wu L et al (2001) Intelligent control for the double-sided shape of the weld pool in pulsed GTAW with wire filler. Weld J 80:253–260
Zhang GJ, Chen SB, Wu L et al (2005) Intelligent control of pulsed GTAW with filler metal. Weld J 80(1):9–16
Fan CJ (2008) Weld pool characters extraction and intelligent control during varied gap Al alloy pulsed GTAW process. Dissertation, Shanghai Jiao Tong University
Chen SB, Wu J, Du QY (2011) Non-linear modelling and compound intelligent control of pulsed gas tungsten arc welding dynamics. Proc Inst Mech Eng Part I J Syst Control Eng 225(I1):113–124
Medsker L (1995) Hybrid intelligent systems. Kluwer, Boston
Yang SZ, Ding H (1992) Development and research of intelligent manufacturing technology and intelligent manufacturing Systems. China Mech Eng 3(2)
Wang G, Huang LH, Zhang CH (2010) A survey of hybrid intelligent systems. J Syst Eng (4)
Minsky M (1991) Logic versus analogical or symbolic versus connection is to neat versus scruffy. AI Mag 12(2):35–51
Abraham A, Nath B (2002) Hybrid intelligent systems design: a review of a decade of research. Technical Report, Monash University, Melbourne
Negoita MG, Neagu D, Palade V (2005) Computational intelligence. Studies in fuzziness and soft computing, vol 174. Springer, Berlin
Ovaska SJ (2005) Computationally intelligent hybrid systems: the fusion of soft computing and hard computing. Wiley, New York
Medsker LR, Bailey DL (1992) Models and guidelines for integrating expert systems and neural net works. In: Proceeding of hybrid architecture for intelligent systems. CRC Press, Florida pp 153–171
Goonatilake S, Khebbal S (1995) Intelligent hybrid systems. Wiley, New York
Ovaska SJ, Van Landingham HF (2002) Fusion of soft computing and hard computing in industrial applications: an overview. IEEE Trans. Syst Man Cybern Part C 32(2):72–79
Khosla R, Dillon T (1997) Engineering intelligent hybrid multi-agent systems. Kluwer, Boston
Lertpalangsunt IN, Chan CW (2000) An architectural framework for hybrid intelligent systems: implementation issues. Intell Data Anal 4(3, 4):375–393
Jacobsen HA (1998) A generic architecture for hybrid intelligent systems. In: Proceeding of IEEE international conference on fuzzy systems. Springer, Berlin, pp 709–714
Zhang ZL, Zhang C (2004) Agent-based hybrid intelligent systems, vol 3. Springer, Berlin
Li CS, Liu L, Mahi S (2005) An agent-oriented methodology for constructing dynamic platform-based HIS. In: Proceeding of the 18th Australian joint conference on artificial intelligence. Springer, Berlin, pp 705–714
Hefny HA, Wahab A, Bahnasawi A (1999) A novel framework for hybrid intelligent systems. In: Proceeding of the 12th international conference on industrial and engineering applications of artificial intelligence and expert systems. Springer, Berlin, pp 761–770
Kordon AK (2004) Hybrid intelligent systems for industrial data analysis. Int J Intell Syst 19(4):367–383
Grossmann RL, Nerode A, Ravn AP et al (1993) Hybrid systems. Lecture notes in computer science, vol 736. Springer, New York
Antsaklis PJ (2000) Special issue on hybrid systems: theory and applications a brief introduction to the theory and applications of hybrid systems. Proc IEEE 88(7):879–887
Chen SB, Wang WY, Ma HB (2010) Intelligent control of arc welding dynamics during robotic welding process. The invited paper of the THERMEC’2009. J Mater Sci Forum 638–642
Chen HB, Lv FL, Lin T, Chen SB (2009) Closed-loop control of robotic arc welding system with full-penetration monitoring. J Intell Rob Syst 56:565–578
Shen HY, Ma HB, Lin T, Chen SB (2007) Research on weld pool control of welding robot with computer vision. Ind Robot 34(6):467–475
Kong M, Chen SB (2008) Al alloy weld pool control of welding robot with passive vision. Sens Rev 29(1):28–37
Chen SB, Zhang YM, Feng ZL (2018) Transactions on intelligent welding manufacturing, vol 2. Springer, Berlin, pp 1–4
Chen SB (2007) On the key intelligentized technologies of welding robot. In: Lecture notes in control and information sciences LNCIS, vol 362, pp 105–116
Chen XZ, Chen SB (2010) The autonomous detection and guiding of start welding position for arc welding robot. Ind Robot Int J 37(1):70–78
Ye Z, Fang G, Chen SB (2013) A robust algorithm for weld seam extraction based on prior knowledge of weld seam. Sens Rev 33(2):125–133
Zhou L, Lin T, Chen SB (2006) Autonomous acquisition of seam coordinates for arc welding robot based on visual servoing. J Intell Rob Syst 47(3):239–255
Shen HY, Wu J, Lin T, Chen SB (2008) Arc welding robot system with seam tracking and weld pool control based on passive vision. Int J Adv Manuf Technol 39(7–8):669–678
Shen HY, Lin T, Chen SB (2010) Real-time seam tracking technology of welding robot with visual sensing. J Intell Rob Syst 59:283–298
Chen SB, Chen XZ, Li JQ, Lin T (2005) Acquisition of welding seam space position information for arc welding robot based on vision. J Intell Rob Syst 43(1):77–97
Wei SC, Kong M, Lin T, Chen SB (2011) Three-dimensional weld seam tracking for robotic welding by composite sensing technology. Ind Robot Int J 38(5):500–508
Xu YL, Lv N, Chen SB et al (2012) Research on the real-time tracking information of three-dimension welding seam in robotic GTAW process based on composite sensor technology. J Intell Rob Syst 68(2):89–103
Zhang T, Chen SB, Wu MH (2013) Optimal motion planning of all position autonomous mobile welding robot system for fillet seams. IEEE Trans Autom Sci Eng 10(4):1147–1151
Piao YJ, Lin T, Qiu T, Chen SB (2002) Application of multi-agent systems in welding flexible manufacturing system. Trans China Weld Inst 23(5):87–90
Piao YJ, Zhu ZY, Chen SB (2004) Multi-agent collaboration control for multi-manipulator WFMS. J Syst Simul 16(11):2571–2574
Yang CD, Chen SB (2011) Survey on modeling and controlling of welding robot systems based on multi-agent. In: Robotic welding, intelligence and automation. Lecture notes in electrical engineering LNEE, vol 88, pp 107–113
Su H, Wang X, Lin Z (2009) Flocking of multi-agents with a virtual leader. IEEE Trans Autom Control 54(2):293–307
Cheng L, Hou ZG, Tan M, Lin Y, Zhang W (2010) Neural-network-based adaptive leader-following control for multiagent systems with uncertainties. IEEE Trans Neural Networks 21(8):1351–1358
Acknowledgements
This work was supported by National Natural Science Foundation of China, No. 61873164, 51575349 and 61374071. The author thanks all his Ph.D. students for their contributions to this paper.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Chen, S. (2020). Hybrid Intelligence Problems in Intelligentized Welding Manufacturing Systems. In: Chen, S., Zhang, Y., Feng, Z. (eds) Transactions on Intelligent Welding Manufacturing. Transactions on Intelligent Welding Manufacturing. Springer, Singapore. https://doi.org/10.1007/978-981-15-6922-7_1
Download citation
DOI: https://doi.org/10.1007/978-981-15-6922-7_1
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-6921-0
Online ISBN: 978-981-15-6922-7
eBook Packages: Computer ScienceComputer Science (R0)