
Abstract
Owing to the inimitable properties of the carbon nanofibers (CNFs), for instance, the enhanced surface-to-volume ratio, nanoscale diameter, physical, mechanical, and chemical properties, they have excellent capabilities in science, biomedicine, energy storage, and environmental science. Carbon fibers prepared from various synthetic techniques have different carbon morphologies and structures. The carbon fibers prepared from electrospinning, chemical vapor deposition with the consequent chemical treatment have flat, mesoporous, and porous surfaces. Along with this, the carbon fibers can be altered with the several materials to expand their application in various fields. Thus, in this chapter, we concentrate on the synthesis and design along with the application of the carbon nanofibers. The synthesis routes of CNFs like chemical vapor deposition (CVD), substrate method, phase separation, electrospinning, etc., have been introduced. In addition, the synthesis of carbon nanocomposites has also been discussed. In addition, the application of the prepared carbon fibers in the various environmental fields has also been explored.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
In recent years, progress in nanoscience has led to the creation of many nanomaterials (NMs) for sensing applications [76]. Among the various nanomaterial (NM), one-dimensional (1D) materials have gained noteworthy potential [23]. The 1D materials enable short paths for the electrons transfer and encourage electrolyte penetration along the axis of nanofiber [86]. This enhances the sensing application of the nanofibers. Owing to the inimitable optical, electrical, and mechanical properties of CNTs, they have been extensively used for preparing the sensors and biosensors [53]. Besides CNTs, carbon nanofibers (CNFs) have also been widely used or examined because of their unique physical, chemical properties [11, 56]. CNFs possess a high potential for the modification or alteration of surface to form functional hybrid CNF-based NMs which have been utilized in the areas of medicines [71], nanodevices, tissue engineering [1], sensors [38, 50], energy storage [10], and environmental science [52, 66].
CNFs are the filaments present in the nanometer range, organized in graphene layers with a specific alignment parallel to the fiber axis. According to the angle between the growth axis and graphene layers, they are usually classified into three categories, i.e., fishbone, parallel, and platelet. Their arrangement can be found via transmission electron microscopy (TEM). In the CNFs, the regular arrangement among the sheets of a graphene is ~3.4 Å, which is very near to that of graphite diameter, i.e., 0.335 nm. This is the reason that the CNFs are mentioned as graphite nanofibers. The properties of CNFs can be differentiated by seeing the structure derived from the powdered material, the structure of the distinct nanofibers, and the agglomeration of filaments [63]. The difference in the structure of CNFs and CNTs cannot be easily distinguished from the TEM. Under the theoretical definition, nanotubes are synthesized either by the single graphene wrapped in the cylindrical tube, i.e., single-walled CNT or many sheets wrapped together, i.e., multi-walled CNT. In contrast, in CNFs, the graphene layers may not be continuous. In terms of properties, CNTs possess excellent thermal, electrical conductivities, better mechanical resistance, and enhanced structural features. However, the main drawbacks associated with the CNFs are their complex scalability and their excessive cost. CNFs can be divided on the basis of their purpose by concerning the mechanical property necessities and tensile strength and Young’s modulus [54]. CNFs are simultaneously categorized as ultrahigh strength and ultrahigh modulus. The CNFs are also classified as super-high strength owing to their high tensile strength. The mechanical properties of carbon fiber can differ even on having an undistinguishable origin and equivalent thickness. Therefore, the main dissimilarity is determined by the arrangement of the fiber. The excellent electrical conductivity of CNFs is of the significant consideration for many applications ranging from electronics to composites. In this chapter, we focus on preparing CNFs by thermal chemical vapor deposition, gas-phase flow catalytic method, spray method, plasma-enhanced chemical vapor deposition, substrate method, electrospinning, phase separation, and templating. The second part explored the preparation of CNFs nanocomposites. In the third part, various applications of CNFs towards gas sensors, sensors for small molecules, air filtrations, sensors for small molecules, etc., are deliberated. Last, the conclusions and outlooks of the CNFs preparations and its applications are given.
2 Synthesis of Carbon Nanofibers
Owing to the many advantages of CNFs, for instance, enhanced surface area, less density, high specific modulus, excellent strength, good thermal and electrical conductivity, etc, the CNFs have their applications in areas of sensing, adsorbent, electrochemistry, adsorbent, storage, etc. [17, 72]. The following represents the methods that have been used for preparing CNFs. Figure 1 depicts the various methods for preparing CNFs.

Various methods for preparing CNFs
2.1 Thermal Chemical Vapor Deposition
For the fabrication of CNFs by the chemical vapor (CVD) deposition method, thermal decomposition of the cost-effective hydrocarbon is carried out over a metal catalyst at a constant temperature of 500–100 °C [82]. According to the fashion by which the catalyst added or present, the CVD method can be categorized into the main types: substrate method and spray method.
2.1.1 Substrate Method
In the substrate method, the SiO2 fibers or ceramic are utilized as the substrate for the uniform dispersion of the catalyst particles (in their nanosized form) over its surface. At the surface of the catalyst, the H2 gas is pyrolyzed, then the deposition of the carbon occurs, and further, it is grown to obtain the carbon fibers in the nanoform. Enrique et al. developed high-purity CNFs by using nickel as the catalyst at 599 °C, and for the carbon source, they used CH4/C2H6/H2. Along with the synthesis of CNFs, the effect of various conditions, for instance, temperature, and carbon sources over the layer thickness, porosity, and uniformity of CNFs were also explored [18]. However, by this method, the CNFs are prepared for excellent purity. Since the fabrication of catalyst at the nanoscale is tedious and the product and catalyst cannot be separated in time, therefore it is difficult to obtain large scale production of carbon fibers with this method.
2.1.2 The Spray Method
In this method, the catalyst is mixed with the organic solvent like benzene, and this mixture is sprayed into a reaction chamber with high temperature, to obtain the CNFs. The growth of the carbon fiber, by the spray method, depends on the continuous injection of the catalyst helpful for industrial or large-scale production also [19]. The drawbacks related with this method are the irregular dispersal of the catalyst particles and the difficulty in controlling the ratio of hydrocarbon gases. These issues ultimately lead to the lower production of the CNFs, with a certain amount of carbon black.
2.2 Plasma-Enhanced Chemical Vapor Deposition (PECVD)
Deposition with the help of the plasma is also very important because the plasma possesses high-energy electrons, which offers an activation energy that is required in the CVD process. The electron collision with the gaseous molecules starts the excitation, decomposition, ionization, and compounding of gaseous molecules which produce chemical groups with excellent activity [22, 67]. This method can fabricate the aligned carbon fibers and demands a high cost of production with low production efficacy.
2.3 Gas-Phase Flow Catalytic Method
In this method, the catalyst precursor is heated directly, followed by the introduction into the reaction compartment along with the hydrocarbon gas. The hydrocarbon gas and the catalyst are decompositions at the two different temperature zones. Then, the catalyst that is decomposed is aggregated into the nanosized particles. Finally, the carbon fibers are synthesized at the nanoscale catalyst particles [8]. Subsequently, the catalyst particles that are decomposed from the organic compound can be disseminated in a 3D space. By using the method, the volatilization quantity can be simply managed. Hence, the amount of fabrication of carbon fibers in less amount of time is enormous, while the uninterrupted fabrication of carbon fibers can be obtained.
2.4 Electrospinning
In the 1930s, a revolutionary technology, i.e., electrospinning technology, was first introduced. It has received widespread attention over the years and has been using for preparing carbon fibers [25, 77]. In this process, a high voltage of static electricity is utilized for charging the polymer solution or melt (Fig. 2). In the presence of an electric field, a Taylor cone is formed by the charged polymers at the spinning port. The former Taylor cone then gets drafted or accelerated. The moving jet is progressively drafted and dispersed. The fibers deposited on the collecting plate are of nanosize because of the fast motion. This results in the formation of the fibrous mat, the same as that of woven fabric. The former fiber matrix is the air oxidized and carbonized in the N2 environment to attain the carbon fibers.

Schematic representation of electrospinning technique for the synthesis of CNFs
In comparison to that of other methods available for the manufacturing of carbon fibers, the electrospinning methods possess the following advantages: (I) This method uses high voltages, but the consumption of current is less so that the energy utilization is very less (II) a nanofiber nonwoven fabric can be openly manufactured. The nanofibers formed by this process can be easily made into a nonwoven fabric in the 2D expanded form, as of which, no additional processing is needed after the spinning process. Specifically, the generation of numerous spinning amplified the manufacturing of nanofibers and also upgraded fabrication efficacy, (III) the electrospinning method permits the spinning at room temperature (RT). As a result, a solution to having a low thermal stability compound can also be spun. The raw materials of diverse types have used synthetic polymers, i.e., polyamide, polyester, along with a natural high molecular mass like silk, DNA, collagen for the fabrication of carbon fibers by the electrospinning process.
2.5 Phase Separation
The phase separation is a new technique that comprises gelation, dissolutions, and extraction with the help of various drying, solvent, freezing processes that will lead to the formation of nanoporous foam. Converting the solid polymer into nanoporous foam takes a comparatively long time. The procedure of self-arrangement of randomly dispersed components results in the formation of the systematized assembly or configuration. Local interactions among the constituents themselves cause such an organization. Like that of phase separation, this technique is time–taking in the manufacturing of the continuous polymer nanofibers. Therefore, the electrospinning method is the most proper process for the manufacturing of continuous nanofibers from different polymers [87].
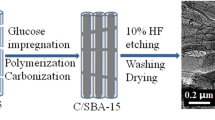
2.6 Templating
The different techniques that have extensively used for the fabrication of nanofibers include drawing, template synthesis, phase separation, and self-assembly [16, 24, 49]. CNFs fabricated by using this template technique are used to make solid or hollow nanofibers of the broad range of raw materials, comprising metals, semiconductors, carbons, electronically conducting polymers, etc. However, the manufacturing of one-by-one continuous nanofiber is not achievable by using this technique of nanofiber synthesis.
3 Preparation of CNF Composites
The complete efficiency of the CNF composites is usually administrated via the dispersion of carbon fibers into a matrix of a polymer. Hence, the role of dispersion is very important in the fabrication of the CNF composites. There are only two methods that govern CNF dispersion in polymer: the sonication process in less viscous solutions and the mixing process. Owing to features like cost-efficacy, straightforwardness, and obtainability, melt mixing method is the most efficiently used method for preparing CNF composites. The methods like a mini–max molder, Haake torque rheometer, and extrusion or roll mill [48, 60] all belong to the method melt mixing, where a trimmed mixing state is essential for gaining the proper dispersion conditions in the polymer matrix. The high shear mixing will cause a comparatively better CNT dispersion. The aspect ratio governs most of performing the CNF polymer composites. It has been observed that the decreases in the aspect ratio lead to a decrease in the properties of the CNT polymer composites [3]. Thus, an examination of the comparatively less shear mixing technique without the change of the dispersion is still a hurdle in their fabrication via the melt mixing method [47].
The promising method, i.e., the chemical surface treatment, helps the dispersion in the polymer where the compatibility among the polymer matrix and grafting functional group are the chief features that allow the dispersion of CNF and the overall performance of the CNF polymer composites. Usually, the surface of the CNF is treated by soaking it in H2SO4/HNO3 at different temperatures, i.e., followed by the acylation. Then, the functional group adhered to the surface of the carbon fibers via the reaction between the functional groups and the oxidized CNF. By using triamines or diamines as the linker molecules, Li et al. synthesized and characterized the surface-treated CNF [40]. For forming the CNF–C(O)–NH– structure, the amine groups (a bridging compound) links the–NH2 and CNF. The CNF/ethylene/propylene copolymer composite was synthesized by Kelarakis et al. [32]. The surface of as-prepared CNFs was oxidized by HNO3/H2SO4 and then reduced by sodium borohydride for the formation of the structure of CNF–OH, which was then dispersed in absolute ethanol for forming the CNF–O– structure. In this method, before being mixed in the hardener, the CNFs are dispersed in the liquid epoxy form via sonication. Acetone or different solutions are used to help with the sonication effect. External cooling devices are used to minimize the increasing temperature through the sonication process in most cases. The nanocomposites preparation by the CNF and SC–15 epoxy was demonstrated by Pervin and coworkers [58]. The ultrasonication of SC–15 epoxy and carbon fibers with high intensity was done for performing the mixing process. After the completion of the sonication process, the mixture was filled with hardener, and then the mechanical stirring of high speed was done, followed by the preservation at RT. Choi and coworkers showed the preparation of CNF/nanocomposite [14]. The dispersion of CNF into acetone was carried out via the stirring and sonication process at the RT, followed by the addition of epoxy resin into the CNF acetone solution with continuous stirring and sonication. Then, the mixture is heated to remove the acetone, followed by the addition of the hardener. Finally, it is preserved at RT.
4 Applications
Carbon nanofibers (CNFs) are widely used in various industries such as biomedicine, analytical science, and environmental science because they exhibit exceptional chemical and physical properties. Besides this, these CNFs have a high surface-to-volume ratio, low defects, high electrical and thermal conductivity, good electron transferability, and easily modifiable surfaces. These properties of CNFs extend its application as sensors for detecting gas, biomolecule, strain, and pressure. CNF–based NMs are in great demand because of their novel characteristics, which make CNF-based NMs potential candidate for various sensing processes [30, 2, 79, 13]. Based on the target materials, CNFs-based NMs applications are as follows.
4.1 Gas Sensors
Li et al. [41] used a solid-phase graphitization method assisted with electrospinning and prepared a one-dimensional CNFs composed of graphitic nanorolls, which act as excellent RT sensors for explosive gases. These CNFs are sensitive to carbon monoxide, methane, hydrogen, and ethanol at RT. They detected carbon monoxide gas at low ppm concentrations [41]. Similarly, Zhang et al. [85] reported ZnO–CNFs composite-based H2S sensor. The H2S sensor showed high stability, selectivity, and linear response for H2S in 50–102 ppm range [85]. In addition, some other workers, Claramunt et al. [15], did similar work for the detection of NH3. They deposited metal NPs–decorated CNFs on Kapton for the detection of NH3 [15]. The results showed that by controlling the percentage of Pd and Au, the sensitivity of CNFs to NH3 could be improved. Moreover, the sensor showed a response time of up to 5 min within a temperature range of 110–120 °C. Moreover, on comparing with the spectroscopic sensors such as quartz-enhanced photoacoustic and mid-infrared sensors [33, 74] which possess the capability of quick detection at RT with no reagent, the operation temperature of Au and Pd NPs decorated CNFs was much higher. To overcome the limitation of the detection temperature, Lee et al. [37] developed a NO2 gas sensor with a detection limit of 1 ppm. It comprises Wo3 nanomodule-decorated hybrid carbon nanofibers. This sensor offers a higher sensing surface area. At the material surface, WO2+ is associated with the oxygen of NO2, which helps in the exposure of NO2 gas at RT [37].
4.2 Strain/Pressure Sensors
A pressure sensor is a device that is used to convert the pressure into an electric signal. This sensor is applied to gases and liquids. Silicon piezoresistive pressure sensor and silicon capacitive pressure sensor that come under the conventional micro-electromechanical system (MEMS) have a high potential as sensors because of their several advantages such as they are accurate, power consumption is less, and they are cost-effective. Despite several advantages, they have some limitations and also, for example, they perform poorly in high-intensity piezoresistive measurements. CNFs are also utilized in health monitoring because of their high electrical conductivity, toughness, strain capacity, and low cost [75, 78]. Zhu et al. developed an electrically conductive polymer nanocomposite using the solvent-assisted casting method that can be utilized as strain sensors with large mechanical deformation. Two elastomers (VM1, VM2) with somewhat different compositions have been utilized as the hosting polymer matrix. It is used to manufacture the conductive PNCs strengthened with CNFs. The dielectric performance of the PNCs has been compared. Zhu et al. developed an electrically conductive polymer nanocomposite using the solvent-assisted casting method that can be utilized as strain sensors with large mechanical deformation. Two elastomers (VM1, VM2) with somewhat different compositions have been utilized as the hosting polymer matrix. It is used to manufacture the conductive PNCs strengthened with CNFs. The dielectric performance of the PNCs has been compared. Unique negative permittivity was observed in the composites with the CNF concentration. Additionally, when an extremely large strain is applied, they showed appreciable resistivity, which makes it useful for sensing applications [88]. Similar work was also done by Azhari and coworkers. They also developed a piezoresistive sensor by mixing 1% carbon nanotubes and 15% CNFs. The sensor overcomes the limitation of traditional cement-based sensors and offers more accuracy and reproducibility. The load amplitudes provided by the sensor are up to 30 k, and the gauge factor is 445 [6]. A CNF cement-based composite was developed by Bazea et al. They also found that by adding 2 wt% CNFs to cement, a gauge factor of 190 can be obtained [7]. Hu et al. developed a highly sensitive strain sensor. The sensor is made up of metal (Ag)-coated CNFs and epoxy composites. When they compared the two sensors with and without Ag coating, they found that sensor with Ag coating shows higher strain sensitivity and better conductivity [26]. Tallman et al. by electrical impedance tomography (EIT) studied CNF/polyurethane (PU) nanocomposites for distributed strain sensing and tactile imaging, and for exploring the effect of CNFs filling volume fraction on piezoresistive response. They also revealed that the change in strain was because of a 12.5–15% filling volume fraction [69]. Yan and coworkers developed a flexible strain sensor with the help of carbon/graphene composites nanofiber yarn/thermoplastic polyurethane, with high stability and average gauge factor of >1700 under an applied strain of 2% [78].
4.3 Small Molecules Sensors
CNF-based NMs are widely used in many industries. There use is not limited to strain sensing and for the detection of gas molecules only. They can also be utilized for the detection of small molecules. Huang et al. developed a CNF loaded with palladium nanoparticle (Pd/CNFs) by the combination of two processes. One is electrospinning, and the other is thermal treatment processes. Scanning electron microscopy (SEM) and transmission electron microscopy (TEM) studies were done to characterize the nanoparticles. The electrochemical study (CV and EIS) showed that Pd/CNFs have high electron transfer ability and high electric conductivity. The Pd/CNF-modified carbon paste electrode (Pd/CNF–CPE) showed a direct and mediator fewer responses to H2O2 and NADH at low potentials. The Pd/CNF–CPE exhibits high sensitivity, wider linear range response, it is highly reproducible, and these properties make it a suitable and promising candidate for amperometric H2O2 or NADH sensor. The sensor was used for the detection of ascorbic acid (AA), uric acid (UA), and dopamine (DA) [29]. The detection limit of Pd/CNFs-based electrodes for DA was 0.2 µM, UA was 0.7 µM, and AA was 15 µM. The linear range was 0.5–160 µM, 2–200 mM, and 0.05–4 mM, respectively. There are many groups of researchers who have worked on Pd NP-loaded CNFs modified carbon paste electrode for sensing different molecules. For example, Liu et al. [43] used a similar electrode for oxalic acid detection with a linear range from 0.2 to 45 nM and a very low detection limit of 0.2 mM. Similarly, Liu et al. by the electrospinning process developed Ni/CNFs composite electrode for the detection of glucose [44]. The electrode is overly sensitive, stable, and catalytically active. The detection limit of the sensor for glucose was 1 µM. Li et al. by one-pot polymerization process synthesized a magnetic composite of Ni NP-loaded CNFs, the neurotransmitter dopamine, laccase. The magnetic composite is high selectivity towards catechol and showed a detection limit of 0.69 µM for catechol and linear range from 1 to 9100 µM [39]. Table 1 represents nanomaterial-assisted CNFs for the detection of small molecules [46].
4.4 Biomacromolecules Sensors
The CNFs have many active sites and high surface area. These properties of CNFs help in protein and enzyme adsorption. The high surface area and numerous active sites of CNFs helps not only in the protein and enzyme adsorption, but CNFs can also provide direct electron transfer and stabilize the enzyme activity [84]. Therefore owing to their wide range of potential, CNFs are the most suitable substrate for the sensor development [59]. Periyaruppan et al. developed a carbon nanofiber-based nanoelectrode arrays for the label-free detection of cardiac troponin–I. The sensor helps in the early detection of the detection of myocardial infarction, a heart disease [57]. The sensor is highly sensitive, which shows the linear response ranges and the detection limit of 0.2 ng/mL. Vamvakaki et al. [73] developed a highly stable electrochemical sensor to protect the protein from the protease attack. They synthesized silica (biomimetically) and encapsulate the CNF-immobilized enzyme acetylcholine esterase to protect it from degradation by thermal denaturation and protease attack. Hence, increase the shelf life of the protein over 3.5 months under continuous polarization. [73]. Arumugam et al. [5] advanced an electrochemical biosensor for the detection of E. coli O157:H7. Similarly, Gupta et al. [22] developed a label-free nanoelectrode array based on vertically aligned CNFs for the detection of C–reactive protein with a detection limit of 90 pM. Their study revealed that the concentration of the C–reactive protein causes the increase in charge of transfer resistance as well as a decrease in redox current [22]. Later, Swisher et al. [68] developed an electrochemical biosensor to measure the activity of the protease. This sensor is based on enhanced AC voltammetry using carbon nanofiber nanoelectrode arrays. The enhanced AC voltammetry properties help in measuring the proteolytic cleavage by proteases of the surface-attached tetrapeptides.
4.4.1 Fuel Cell Systems
The fuel cell is an electrochemical cell that acts like a battery that converts the chemical energy say (hydrogen) of the fuel into electricity through a redox reaction [4]. There is an urgent need for technologies which can replace fossil fuel-based systems. There are different fuel cells based on the electrolyte, for example, polymer, alcohol, and alkaline electrolyte-based fuel cells. The alcohol electrolyte-based fuel cell is also known as direct alcohol fuel cells, and if a cell is fed with carbon, then it is called as direct carbon fuel cells [4]. Despite these, some other fuel cell is also available like phosphoric acid, solid oxide [81], and molten carbonate electrolyte-based fuel cells. The fuel cell can be chosen based on its application, such as durability, temperature, specific energy required, response time, power density, and others. During catalytic reactions in fuel cells, the mesoporous property of CNFs reduces the resistance of inner pore diffusion of products or reactants [9], electrical conductivity, and the metal–support interaction as well. In fuel cell, electrocatalysts are used to increase the rate of reaction. There are many electrocatalysts that are used in a fuel cell. For example, platinum-based electrocatalysts, which are grown on a carbon, shows the ability for energy conversion in the electrochemical process. The support material such as carbon has some property that determines the durability and activity of catalysts. Important criteria of fuel cell electrodes designing are to utilize a high concentration of metal in the catalyst for a certain power ty so that the ohmic drop can be minimized in the catalytic layer. The low surface area (<200 m2/g) of CNF, which supports for fuel cell catalyst, is a major disadvantage. And because of the low surface area, the proper dispersion of the high number of noble-metal nanoparticles is difficult [34]. The metal deposition method on CNFs looks critical to attaining a good dispersion. Hence, the microemulsion and colloidal methods are more competence to synthesize the Pt catalysts with a smaller size [64]. The carbon fiber support with low surface area is also encouraged to ease the corrosion in fuel cell applications due to the carbon support. Their mesoporous structure also decreases mass transport constraints. Another exciting application of the CNF–supported catalyst is the Pt–Ru catalyst, which is utilized for alcohol oxidation in direct alcohol fuel cells. In comparison with Pt catalysts, this catalyst oxidizes carbon monoxide (CO) at a more negative potential owing to the effect of Ru, which oxidizes CO to CO2 by the adsorption of oxygen [4]. Sebastián et al. offered different CNFs as the support for Pt–Ru catalysts for the anodic electrochemical reaction of a direct alcohol fuel cell. For example, highly graphitic CNFs as support in Pt–Ru catalyst are utilized, which is suitable for methanol oxidation, while these CNFs exhibit low activity toward the ethanol oxidation. Hence, the importance of pore volume is very high in CNFs because highly porous CNFs can oxidize the ethanol also [65]. Using CNFs in electrodes can expand the performance of the direct alcohol fuel cell owing to many advantages like no parasitic load, operation at RT, operation at a low concentration of methanol, and low catalyst loading in the cathode and anode [83]. The CNF oxidation also signifies a substantial rise in the electro-oxidation of methanol [62]. The maximum support can be attained by balancing three parameters, i.e., an improved metal–support interaction, a sufficient electrochemical surface area, and good methanol diffusion through the catalyst pores [61, 62].
4.5 Air Filtration Applications
The nanofiber membranes have been used in environmental monitoring for air filtration from the old times. As we know the fact that industrialization and globalization are causing a harmful effect on the environment because of which the quality of air has deteriorated in many places, there is an urgent need requiring regeneration of air through filtration and other processes for better quality filtration media. Air filtration has a wide range of applications; they remove particulate materials from work environments and supply protection from toxic agents. Today, nanomaterials are used as nanofiber mats for air filtration applications. There are several companies that pioneered the use of nanofibers in air filtration. There are several advantages of nanofibers over conventional filtration media. The nanofibers have tiny dimensions and thus offer better efficiency than conventional filtration fibers. In addition, for nanometer-sized fibers, the pressure drop is reduced because of a decrease in drag force on the fiber. The occurrence of slip flow also results in more contaminants passing. The nanofibers have a high surface-to-volume ratio that makes them beneficial to adsorb contaminants from the air and made nanofiber membranes an increasingly popular choice in air filtration applications.
5 Conclusion and Future Perspective
The fabrication routes, along with the environmental application of the CNFs, have been discussed in this chapter. It has been observed that because of the excellent physical, chemical, and optical properties of carbon fibers, they can be utilized in various areas. Owing to the enhanced chemical inertness and mechanical strength, the carbon fiber-based sensors have excellent stability and selectivity to the target molecules. Normally, the carbon fiber structures depend on the shape of the catalytic nanoscale particles that have been used for preparing the CNFs. Usually, CVD and the electrospinning methods have been used for preparing the carbon fibers. As the carbon fibers fabricated from the electrospinning method possess great environmental applications. Other methods, for instance, self-assembly, chemical, hydrothermal methods, and template–based synthesis, could also be considered for preparing the carbon fibers. It is possible to produce carbon fibers based on two-dimensional and three-dimensional scaffolds. By introducing the functional nanosized building blocks in the carbon fibers assembly, more consideration is given in the good design performance energy storage materials, for instance, solar cells, batteries, fuel cell, etc.
References
Abd El-Aziz AM, ElBackly RM, Taha NA, El-Maghraby A, Kandil SH (2017) Preparation and characterization of carbon nano fibrous/hydroxyapatite sheets for bone tissue engineering. Mater Sci Eng C 76:1188–1195
Adabi M, Saber R, Faridi-Majidi R, Faridbod F (2015) Performance of electrodes synthesized with polyacrylonitrile-based carbon nanofibers for application in electrochemical sensors and biosensors. Mater Sci Eng C 48:673–678
Al-Saleh MH, Sundararaj U (2009) A review of vapor grown carbon nanofiber/polymer conductive composites. Carbon 47:2–22
Arico AS, Bruce P, Scrosati B, Tarascon J-M, Van Schalkwijk W (2005) Nanostructured materials for advanced energy conversion and storage devices. Nat Mater 4:366–377
Arumugam PU, Chen H, Siddiqui S, Weinrich JAP, Jejelowo A, Li J, Meyyappan M (2009) Wafer–scale fabrication of patterned carbon nanofiber nanoelectrode arrays: a route for development of multiplexed, ultrasensitive disposable biosensors. Biosens Bioelectron 24:2818–2824
Azhari F, Banthia N (2012) Cement–based sensors with carbon fibers and carbon nanotubes for piezoresistive sensing. Cem Concr Compos 34:866–873
Baeza FJ, Galao O, Zornoza E, Garces P (2013) Multifunctional cement composites strain and damage sensors applied on reinforced concrete (RC) structural elements. Materials 6:841–855
Bauman YI, Mishakov IV, Rudneva YV, Plyusnin PE, Shubin YV, Korneev DV, Vedyagin AA (2019) Formation of active sites of carbon nanofibers growth in self–organizing Ni–Pd catalyst during hydrogen–assisted decomposition of 1,2–dichloroethane. Ind Eng Chem Res 58:685–694
Bessel CA, Laubernds K, Rodriguez NM, Baker RTK (2001) Graphite nanofibers as an electrode for fuel cell applications. J Phys Chem B 105:1121–1122
Chen LF, Feng Y, Liang HW, Wu ZY, Yu SH (2017) Macroscopic–scale three–dimensional carbon nanofiber architectures for electrochemical energy storage devices. Adv Energy Mater 7:1–31
Chen L, Liu L, Guo Q, Wang Z, Liu G, Chen S, Hou H (2017) Preparation of Ni(OH)2 nanoplatelet/electrospun carbon nanofiber hybrids for highly sensitive nonenzymatic glucose sensors. RSC Adv 7:19345–19352
Chen LF, Lu Y, Yu L, Lou XW (2017) Designed formation of hollow particle–based nitrogen–doped carbon nanofibers for high–performance supercapacitors. Energy Environ Sci 10:1777–1783
Cho E, Perebikovsky A, Benice O, Holmberg S, Madou M, Ghazinejad M (2018) Rapid iodine sensing on mechanically treated carbon nanofibers. Sensors 18:1–17
Choi YK, Gotoh Y, Sugimoto KI, Song SM, Yanagisawa T, Endo M (2005) Processing and characterization of epoxy nanocomposites reinforced by cup–stacked carbon nanotubes. Polymer 46:11489–11498
Claramunt S, Monereo O, Boix M, Leghrib R, Prades JD, Cornet A, Merino P, Merino C, Cirera A (2013) Flexible gas sensor ray with an embedded heater based on metal decorated carbon nanofibres. Sens Actuators B Chem 187:401–406
Feng L, Li S, Li H, Zhai J, Song Y, Jiang L (2002) Super–hydrophobic surface of aligned polyacrylonitrile nanofibers. Angewan Chem Int Ed 41:1221–1223
Fu Y, Yu HY, Jiang C, Zhang TH, Zhan R, Li XW, Li JF, Tian JH, Yang RZ (2018) Ni Co alloy nanoparticles decorated on N–doped carbon nanofibers as highly active and durable oxygen electro catalyst. Adv Funct Mater 28:1–10
Garcia-Bordeje E, Kvande I, Chen D, Ronning M (2007) Synthesis of composite materials of carbon nanofibres and ceramic monoliths with uniform and tuneable nanofibre layer thickness. Carbon 45:1828–1838
Guan HJ, Zhang J, Liu Y, Zhao YF, Zhang B (2019) Rapid quantitative determination of hydrogen peroxide using an electrochemical sensor based on Pt Ni alloy/CeO2 plates embedded in n–doped carbon nanofibers. Electrochim Acta 295:997–1005
Guo QH, Huang JS, Chen PQ, Liu Y, Hou HQ, You TY (2012) Simultaneous determination of catechol and hydroquinone using electrospun carbon nanofibers modified electrode. Sens Actuators B Chem 163:179–185
Guo QH, Liu D, Zhang XP, Li LB, Hou HQ, Niwa O, You TY (2014) Pd–Ni alloy nanoparticle/carbon nanofiber composites: preparation, structure, and superior electrocatalytic properties for sugar analysis. Anal Chem 86:5898–5905
Gupta R, Sharma SC (2019) Modelling the effects of nitrogen doping on the carbon nano fiber growth via catalytic plasma–enhanced chemical vapour deposition process. Contrib Plasma Phys 59:72–85
Hahm JI (2016) Fundamental properties of one–dimensional zinc oxide nanomaterials and implementations in various detection modes of enhanced biosensing. Annu Rev Phys Chem 67:691–717
Hartgerink JD, Beniash E, Stupp SI (2001) Self–assembly and mineralization of peptide–amphiphile nanofibers. Science 294:1684–1688
He ZX, Li MM, Li YH, Zhu J, Jiang YQ, Meng W, Zhou HZ, Wang L, Dai L (2018) Flexible electrospun carbon nanofiber embedded with TiO2 as excellent negative electrode for vanadium redox flow battery. Electrochim Acta 281:601–610
Hu N, Itoi T, Akagi T, Kojima T, Xue J, Yan C, Atobe S, Fukunaga H, Yuan W, Ning H, Surina, Liu Y, Alamusi (2013) Ultrasensitive strain sensors made from metal-coated carbon nanofiller/epoxy composites. Carbon 51:202–212
Huang Y, Miao YE, Ji S, Tjiu WW, Liu T (2014) Electrospun carbon nanofibers decorated with Ag–Pt bimetallic nanoparticles for selective detection of dopamine. ACS Appl Mater Interfaces 6:12449–12456
Huang JS, Wang DW, Hou HQ, You TY (2008) Electrospun palladium nanoparticle–loaded carbon nanofibers and their electrocatalytic activities towards hydrogen peroxide and nadh. Adv Funct Mater 18:441–448
Huang JS, Wang DW, Hou HQ, You TY (2008) Electrospun palladium nanoparticle-loaded carbon nanofibers and their electrocatalytic activities towards hydrogen peroxide and nadh. Adv Funct Mater 18:441–448
Huang JS, Liu Y, You TY (2010) Carbon nanofiber based electrochemical biosensors: A review. Anal Methods 2:202–211
Jia XE, Hu GZ, Nitze F, Barzegar HR, Sharifi T, Tai CW, Wagberg T (2012) Synthesis of palladium/helical carbon nanofiber hybrid nanostructures and their application for hydrogen peroxide and glucose detection. ACS Appl Mater Interfaces 5:12017–12022
Kelarakis A, Yoon K, Somani RH, Chen X, Hsiao BS, Chu B (2005) Rheological study of carbon nanofiber induced physical gelation in polyolefin nanocomposite melt. Polymer 46:11591–11599
Klocke JL, Mangold M, Allmendinger P, Hugi A, Geiser M, Jouy P, Faist J, Kottke T (2018) Single–shot sub–microsecond mid–infrared spectroscopy on protein reactions with quantum cascade laser frequency combs. Anal Chem 90:10494–10500
Kvande I, Briskeby ST, Tsypkin M, Rønning M, Sunde S, Tunold R, Chen D (2007) On the preparation methods for carbon nanofiber supported Pt catalysts. Top Catal 45:81–85
Lamas-Ardisana PJ, Loaiza OA, Anorga L, Jubete E, Borghei M, Ruiz V, Ochoteco E, Cabanero G, Grande HJ (2014) Disposable amperometric biosensor based on lactate oxidase immobilised on platinum nanoparticle–decorated carbon nanofiber and poly (diallyldimethylammonium chloride) films. Biosens Bioelectron 56:345–351
Lao J, Huang J, Wang D, Ren Z (2004) Adv Mater 16:65–69
Lee JS, Kwon OS, Shin DH, Jang J (2013) Wo3 nanonodule–decorated hybrid carbon nanofibers for NO2 gas sensor application. J Mater Chem A 1:9099–9106
Li M, Liu LB, Xiong YP, Liu XT, Nsabimana A, Bo XJ, Guo LP (2015) Bimetallic MCo (M = Cu, Fe, Ni, and Mn) nanoparticles doped–carbon nanofibers synthetized by electrospinning for nonenzymatic glucose detection. Sens Actuators B Chem 207:614–622
Li DW, Luo L, Pang ZY, Ding L, Wang QQ, Ke HZ, Huang FL, Wei QF (2014) Novel phenolic biosensor based on a magnetic poly dopamine–laccase–nickel nanoparticle loaded carbon nanofiber composite. ACS Appl Mater Interfaces 6:5144–5151
Li J, Vergne MJ, Mowles ED, Zhong WH, Hercules DM, Lukehart CM (2005) Surface functionalization and characterization of graphitic carbon nanofibers (GCNFs). Carbon 43:2883–2893
Li W, Zhang LS, Wang Q, Yu Y, Chen Z, Cao CY, Song WG (2012) Low–cost synthesis of graphitic carbon nanofibers as excellent room temperature sensors for explosive gases. J Mater Chem 22:15342–15347
Li Y, Zhang M, Zhang X, Xie G, Su Z, Wei G (2015) Nanoporous carbon nanofibers decorated with platinum nanoparticles for non–enzymatic electrochemical sensing of H2O2. Nanomaterials 5:1891–1905
Liu Y, Huang JS, Wang DW, Hou HQ, You TY (2010) Electrochemical determination of oxalic acid using palladium nanoparticle–loaded carbon nanofiber modified electrode. Anal Methods 2:855–859
Liu Y, Teng H, Hou HQ, You TY (2009) Nonenzymatic glucose sensor based on renewable electrospun Ni nanoparticle–loaded carbon nanofiber paste electrode. Biosens Bioelectron 24:3329–3334
Liu Y, Wang DW, Xu L, Hou HQ, You TY (2011) A novel and simple route to prepare aptnanoparticle–loaded carbon nanofiber electrode for hydrogen peroxide sensing. Biosens Bioelectron 26:4585–4590
Liu LJ, Wang ZH, Yang JH, Liu GL, Li JJ, Guo L, Chen SL, Guo QH (2018) NiCO2O4 nanoneedle–decorated electrospun carbon nanofiber nanohybrids for sensitive non–enzymatic glucose sensors. Sens Actuators B Chem 258:920–928
Llobet E (2013) Gas sensors using carbon nanomaterials: a review. Sens. Actuators B Chem 179:32–45
Lozano K, Bonilla-Rios J, Barrera EV (2001) A study on nanofiber–reinforced thermoplastic composites (II): investigation of the mixing rheology and conduction properties. J Appl Polym Sci 80:1162–1172
Ma PX, Zhang R (1999) Synthetic nano–scale fibrous extracellular matrix. J Biomed Mater Res 46:60–72
Magana JR, Kolen’ko YV, Deepak FL, Solans C, Shrestha RG, Hill JP, Ariga K, Shrestha LK, Rodriguez–Abreu C (2016) From chromonic self–assembly to hollow carbon nanofibers: efficient materials in super capacitor and vapor–sensing applications. ACS Appl Mater Interfaces 8:31231–31238
Mao XW, Yang XQ, Rutledge GC, Hatton TA (2014) Ultra–wide–range electrochemical sensing using continuous electrospun carbon nanofibers with high densities of states. ACS Appl Mater Interfaces 6:3394–3405
Merdrignac-Conanec O, Moseley PT (2002) J Mater Chem 12:1779–1781
Meyyappa M (2016) Carbon nanotube–based chemical sensors. Small 12:2118–2129
Mordkovich VZ (2003) Carbon nanofibers: a new ultrahigh–strength material for chemical technology. Theor Found Chem Eng 37:429–438
Ni Y, Liao Y, Zheng MB, Shao SJ (2017) In–situ growth of CO3O4 nanoparticles on mesoporous carbon nanofibers: a new nanocomposite for nonenzymatic amperometric sensing of H2O2. Microchim Acta 184:3689–3695
Ning PG, Duan XC, Ju XK, Lin XP, Tong XB, Pan X, Wang TH, Li QH (2016) Facile synthesis of carbon nanofibers/MnO2 nanosheets as high–performance electrodes for asymmetric supercapacitors. Electrochim Acta 210:754–761
Periyakaruppan A, Gandhiraman RP, Meyyappan M, Koehne JE (2013) Label–free detection of cardiac troponin–I using carbon nanofiber based nanoelectrode arrays. Anal Chem 85:3858–3863
Pervin F, Zhou Y, Rangari VK, Jeelani S (2005) Testing and evaluation on the thermal and mechanical properties of carbon nano fiber reinforced SC–15 epoxy. Mater Sci Eng, A 405:246–253
Rizwan M, Koh D, Booth MA, Ahmed MU (2018) Combining a gold nanoparticle–polyethylene glycol nanocomposite and carbon nanofiber electrodes to develop a highly sensitive salivary secretory immunoglobulin a immunosensor. Sens Actuators B Chem 255:557–563
Sánchez M, Rams J, Campo M, Jiménez-Suárez A, Urena A (2011) Characterization of carbon nanofiber/epoxy nanocomposites by the nano indentation technique. Compos B Eng 42:638–644
Sawicka K, Gouma P, Simon S (2004) Proc Electrochem Soc 8:354–358
Sebastián D, Lazaro MJJ, Moliner R, Suelves I, Aricò ASS, Baglio V (2014) Oxidized carbon nanofibers supporting Pt-Ru nanoparticles for direct methanol fuel cells. Int J Hydrog Energ 39:5414–5423
Sebastian D, Suelves I, Moliner R, Lázaro MJ (2012) Carbon nanofibers. In: Nanofibers: synthesis, properties, and applications. Nova Science Publishers Inc, UK, pp 1–40
Sebastián D, Suelves I, Moliner R, Lázaro MJMJ, Stassi A, Baglio V, Aricò AS (2013) Optimizing the synthesis of carbon nanofiber based electrocatalysts for fuel cells. Appl Catal B Environ 132–133:22–27
Sebastián D, Suelves I, Pastor E, Moliner R, Lazaro MJMJ (2013) The effect of carbon nanofiber properties as support for PtRu nanoparticles on the electrooxidation of alcohols. Appl Catal B Environ 132–133:13–21
Shen Y, Li L, Xiao KJ, Xi JY (2016) Constructing three–dimensional hierarchical architectures by integrating carbon nanofibers into graphite felts for water purification. ACS Sustain Chem Eng 4:2351–2358
Shoukat R, Khan MI (2018) Synthesis of vertically aligned carbon nanofibers using inductively coupled plasma–enhanced chemical vapor deposition. Electr Eng 100:997–1002
Swisher LZ, Syed LU, Prior AM, Madiyar FR, Carlson KR, Nguyen TA, Hua DH, Li J (2013) Electro chemical protease biosensor based on enhanced AC voltammetry using carbon nanofiber nano electrode arrays. J Phys Chem C 117:4268–4277
Tallman TN, Gungor S, Wang KW, Bakis CE (2015) Tactile imaging and distributed strain sensing in highly flexible carbon nanofiber/polyurethane nanocomposites. Carbon 95:485–493
Tang XF, Liu Y, Hou HQ, You TY (2010) Electrochemical determination of L–tryptophan, L–tyrosine and L–cysteine using electrospun carbon nanofibers modified electrode. Talanta 80:2182–2186
Teradal NL, Jelinek R (2017) Carbon nanomaterials in biological studies and biomedicine. Adv Healthc Mater 6:1–36
Tiwari JN, Vij V, Kemp KC, Kim KS (2016) Engineered carbon–nanomaterial–based electrochemical sensors for biomolecules. ACS Nano 10:46–80
Vamvakaki V, Hatzimarinaki M, Chaniotakis N (2008) Bionumetically synthesized silica–carbon nanofiber architectures for the development of highly stable electrochemical biosensor systems. Anal Chem 80:5970–5975
Viciani S, Cumis MS, Borri S, Patimisco P, Sampaolo A, Scamarcio G, Natale P, D’Amato F, Spagnolo V (2015) A quartz–enhanced photoacoustic sensor for H2S trace–gas detection at 2.6 µm. Appl Phys B 119:21–27
Wang YL, Wang YS, Wan BL, Han BG, Cai GC, Li ZZ (2018) Properties and mechanisms of self–sensing carbon nanofibers/epoxy composites for structural health monitoring. Compos Struct 200:669–678
Wang L, Wu AG, Wei G (2018) Graphene–based aptasensors: from molecule–interface interactions to sensor design and biomedical diagnostics. Analyst 143:1526–1543
Wang SX, Yap CC, He JT, Chen C, Wong SY, Li X (2016) Electrospinning: a facile technique for fabricating functional nanofibers for environmental applications. Nanotechnol Rev 5:51–73
Yan T, Wang Z, Wang YQ, Pan ZJ (2018) Carbon/graphene composite nanofiber yarns for highly sensitive strain sensors. Mater Design 143:214–223
Yang C, Denno ME, Pyakurel P, Venton BJ (2015) Recent trends in carbon nanomaterial-based electrochemical sensors for biomolecules: A review. Anal Chim Acta 887:17–37
Ye DX, Liang GH, Li HX, Luo J, Zhang S, Chen H, Kong JL (2013) A novel nonenzymatic sensor based on CuO nanoneedle/graphene/carbon nanofiber modified electrode for probing glucose in saliva. Talanta 116:223–230
Yu F, Zhang Y, Yu L, Cai W, Yuan L, Liu J, Liu M (2016) All–solid–state direct carbon fuel cells with thin yttrium–stabilized–zirconia electrolyte supported on nickel and iron bimetal–based anodes. Int J Hydrog Energ 41:9048–9058
Zahid MU, Pervaiz E, Hussain A, Shahzad MI, Niazi MBK (2018) Synthesis of carbon nanomaterials from different pyrolysis techniques: a review. Mater Res Express 5:1–19
Zainoodin AM, Kamarudin SK, Masdar MS, Daud WRW, Mohamad AB, Sahari J (2014) High power direct methanol fuel cell with a porous carbon nanofiber anode layer. Appl Energ 113:946–954
Zhang TT, Xu HX, Xu ZQ, Gu Y, Yan XY, Liu H, Lu NN, Zhang SY, Zhang ZQ, Yang M (2019) A bioinspired antifouling zwitterionic interface based on reduced graphene oxide carbon nanofibers: electrochemical aptasensing of adenosine triphosphate. Microchim Acta 186:3343–3347
Zhang JT, Zhu ZJ, Chen CM, Chen Z, Cai MQ, Qu BH, Wang TH, Zhang M (2018) ZnO–carbon nanofibers for stable, high response, and selective H2S sensors. Nanotechnology 29:1–28
Zhao QX, Zhao MM, Qiu JQ, Lai WY, Pang H, Huang W (2017) One dimensional silver–based nanomaterials: preparations and electrochemical applications. Small 13:1–18
Zhou F-L, Gong R-H, Porat I (2009) Mass production of nanofibre assemblies by electrostatic spinning. Polym Int 58:331–342
Zhu JH, Wei SY, Ryu J, Guo ZH (2011) Strain–sensing elastomer/carbon nanofiber “metacomposites”. J Phys Chem C 115:13215–13222
Acknowledgements
Dinesh Kumar is thankful DST, New Delhi, for financial support to this work sanctioned vide project Sanction Order F. No. DST/TM/WTI/WIC/2K17/124(C). One author, Praveen Kumar Yadav, is thankful to CSIR–National Physical Laboratory, New Delhi.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Painuli, R., Yadav, P.K., Raghav, S., Kumar, D. (2021). Synthesis of Carbon Nanofibers and Its Application in Environmental Remediation. In: Jawaid, M., Ahmad, A., Ismail, N., Rafatullah, M. (eds) Environmental Remediation Through Carbon Based Nano Composites. Green Energy and Technology. Springer, Singapore. https://doi.org/10.1007/978-981-15-6699-8_15
Download citation
DOI: https://doi.org/10.1007/978-981-15-6699-8_15
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-6698-1
Online ISBN: 978-981-15-6699-8
eBook Packages: EnergyEnergy (R0)