
Abstract
Cellular lattice structures have applications in crash resistant and protective equipment. This study involves designing rectangular beams of lattice structures with different unit cell configurations, fabricating them on fused deposition modelling (FDM) 3D printing machine and subsequently finding out the structural design for the best flexural performance in engineering applications. All the test specimens were fabricated on Stratasys Dimension 1200 ES FDM machine in acrylonitrile butadiene styrene (ABS) material. Five types of 2D unit cells for building lattice structures were investigated which included honeycomb, diamond, square, circle, and triangle shapes. Three-point bending tests were carried out to study flexural properties like flexural strength and modulus of these cellular lattice structures. After mechanical testing, the obtained data for the five different lattice structures were mutually compared for their flexural behaviour and also with the beams built in solid and sparse shapes. Results of flexural tests indicate that the cellular lattice structures based on triangular and honeycomb shapes exhibit maximum flexural strength. The triangular structure also proved to be the highest in the value of flexural modulus among all the five cellular lattice structures. This study also includes investigating the effects of varying porosity of a particular cellular structure (honeycomb) on its flexural behaviour. Results show that for honeycomb structures, the higher porosity led to higher flexural strength and flexural modulus and shorter build time up to a porosity of 61%.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
11.1 Introduction
The fused deposition modelling (FDM) by Stratasys Inc. is one of the most widely used additive fabrication technologies that manufacture various complex geometry parts using layered manufacturing concept [1]. Materials usually used by FDM process include acrylonitrile butadiene styrene (ABS) plastic, PLA and polycarbonate materials. In this paper, the build material used is ABS plastic because it is considered as one of the best materials of the styrene family due to its characteristics like toughness, hardness, rigidity, good chemical resistance and dimensional stability. In the FDM process, the ABS raw material filament is heated and melted inside the nozzle and extruded in the form of thin layers along the two-dimensional (X-Y) layer pattern path to produce the parts as per the designed CAD model. FDM process is one of the additive manufacturing processes that is cost-effective and provides the user with greater flexibility in manufacturing intricate complex parts such as cellular structures.
Cellular lattice structures of both stochastic and non-stochastic types are gaining increasing attention by researchers due to the advent of additive manufacturing (AM) technologies, which now offer much more convenient methods of manufacturing such complex structures compared to conventional manufacturing processes. Several researchers have investigated various AM technologies, in both metals and polymers, to design and manufacture such lattice structures and to examine their mechanical properties. There is a wealth of research that has investigated the additive manufacturing of metallic cellular structures and their mechanical properties like the extensive work done by Williams et al. [2]. Iyibilgin et al. [3] conducted a thorough experimental investigation using fused deposition modelling (FDM) process for evaluating the time taken to build up a given lattice structure and subsequently tested these structures for their compressive properties. Cansizoglu et al. [4] carried out experiments to evaluate the non-stochastic lattice structures fabricated by electron beam melting process to conduct an observational study on the metal foam structures. Yang et al. [5] investigated cellular core sandwich panels for comparing their bending properties. Electron beam melting (EBM) and selective laser melting (SLM) are the two most important technologies for developing cellular metallic structures. Number of researches can be found that have employed these systems like Yan et al. [6] studying the behaviour of lattice structures using SLM; Horn et al. [7] carrying out investigations on Ti6Al4V cellular structures built on EBM and Li et al. [8] experimenting on the influence of cellular form upon the mechanical properties of meshes of Ti6Al4V fabricated by EBM. Gunay et al. [9] had performed studies to calculate the measurement uncertainty for plastic (ABS) material in flexural testing. A thorough literature survey also indicates that though many types of research can be found regarding the study of the compressive and material properties of cellular and lattice structures, very few studies have been carried out for determining the flexural behaviour of polymeric parts fabricated using the fused deposition modelling AM process.
In this paper, five different types of cellular lattice structures were manufactured in ABS material on an FDM machine. The care is taken that all these structures have more or less the same porosity (~52%). Subsequent testing was done for evaluating their flexural behaviour and build times. The values obtained were used for mutual comparison and also for comparison with two other beam structures called sparse and solid parts based on build styles available on the FDM machine software. Five different types of 2D geometric unit cells (honeycomb, square, diamond, circle and triangle) were used to design the cellular beams using Creo computer-aided design (CAD) software. Honeycomb structures were also studied for mechanical behaviour under variable porosities. The comparisons eventually lead to determining which structural design can provide the best flexural properties and performance for engineering applications.
11.2 Flexural Testing of FDM Cellular Beams
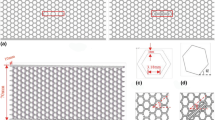
The required lattice beam structures were fabricated using ABS plastic material on the Stratasys 1200 ES FDM Machine. The dimensions of parts that can be fabricated on this setup are limited to 254 × 254 × 305 mm. The fabricated beams were of rectangular structures with 235 mm in length, 35 mm in width and 15 mm in thickness. Figure 11.1a shows the CAD models of the five beam structures, namely square, circular, triangular, diamond-shaped and honeycomb forms. Figure 11.1b shows the fabricated beam structures. Since the flexural strength of triangular and honeycomb structures was found to be higher than their counterparts, it was considered appropriate to produce extra samples of the honeycomb type and investigate these for the effect of varying porosity on their flexural behaviour. Two other beams (solid and sparse) of the same size were also fabricated using FDM while employing the solid and sparse build style options of the FDM processing software.

a CAD models of five cellular beam structures, b beams made using FDM in ABS
Three-point flexural tests were performed using on the MTS Criterion Model 43 machine, which combines high performance with a maximum capacity of 50 kN. The machine is controlled by MTS TestSuite Software. Using the software and data acquisition unit of the machine, the test parameters can be adjusted in a wide range. The test specimen was deformed at a speed of 0.5 mm/min, and the resulting recorded data helps in evaluating the flexural strength and flexural modulus for the fabricated specimens. Figure 11.2a shows the three-point bending set-up, and Fig. 11.2b shows the honeycomb cellular beam in bending.

a Three-point bending set up, b example of honeycomb cellular beam in bending
11.3 Results and Discussion
11.3.1 Effects of Cellular Lattice Structures
The flexural behaviour of five different types of cellular lattice structure, as well as sparse and solid beam structures, is investigated. All five cellular specimens possess approximately the same porosity (i.e. 52%). The sparse build style of FDM software allows interior toolpaths with air gaps to create a non-solid internal structure saving material and build time. Figure 11.3 shows the flexural stress–strain curves obtained from three-point bending tests conducted on the above-mentioned structures and beams. From the obtained plots, it is clear that all the stress–strain curves of cellular structures exhibit similar trends in the elastic region. However, the stress–strain curves for the sparse and solid build styles indicate slightly different behaviour. The cellular structures experienced failure within the strain range of 13 and 40%, but for solid build structures, the strain at failure was 55% and the value was 32% for the sparse build beams. The parts manufactured with the solid build style seem to be more elastic in nature. It is observed that the triangular structure has a more brittle nature and higher stiffness among all the cellular lattice part structures. Square and honeycomb structures have high ductile nature and higher elongation. Triangular and diamond cellular structures are said to be more brittle in nature than other cellular parts. Triangular and honeycomb structures have high flexural strength, high strain energy, high toughness and stronger than all other cellular lattice part structures.

Flexural stress–strain curves for five cellular structures
The build times for all the tested lattice and solid and sparse structures are plotted in Fig. 11.4. Minimum build time of 352 min was recorded for the circular structures while the triangular structures took the maximum time of 550 min. Solid and sparse beam structures took appreciably fewer times of 195 and 117 min, respectively. The vast difference between the build times is due to the fact that the investigated cellular lattice structures needed complex FDM toolpaths for fabrication. The triangular structure took the highest build time of all the five lattice structures because of its intricate shape and complex toolpaths.

Build times for various flexural beams in FDM structures of the same porosity
Figures 11.5 and 11.6 each show the comparison of flexural strength and flexural modulus, respectively, for the five cellular structures with the sparse and solid built structures. According to the data, triangular and honeycomb lattice structures exhibit the highest comparative flexural strength, while the triangular structure shows the maximum flexural modulus among all the five cellular lattice structures. It is clear the flexural strength of honeycomb and triangular lattice structures is lower than the solid and sparse structures, but the flexural modulus of honeycomb and triangular structure is comparable to the sparse structure. From the flexural tests, it is clear that the solid part structure possesses much higher flexural strength and flexural modulus than all other lattice part structures, but it will use several times more material than cellular structures.

Flexural strength for different cellular structures

Flexural modulus for different cellular structures
11.3.2 Effects of Varying Porosity
For honeycomb structures, further investigations were carried out to find the effects of porosity on flexural properties. Porosity may be defined as the measure of the void or empty spaces within the mass of material, and it can be calculated as the ratio of the volume of pores to the total volume of a sample. Figure 11.7 shows the flexural stress–strain curves obtained for honeycomb lattice structures with three porosities (50, 56 and 61%). During the initial stages of loading, almost every curve exhibits a linear elastic behaviour. The range of ‘strain at failure’ is found to be between 25 and 30% for all specimens with different porosities. From the graphs, it is noted that all the honeycomb structures with varying porosity undergo brittle failure and the structure with 61% porosity is stronger and possesses higher stiffness than structures with 50 and 56% porosity.

Flexural stress–strain curves of varying porosity of the honeycomb structure
Figure 11.8 highlights the comparison of the flexural strength and flexural modulus for the tested honeycomb cellular structures. An increase in the flexural properties is noticed with rise in porosity. Such behaviour is an expected because an increase in the porosity within a prescribed limit will not only decrease the amount of material in the part but also allow more room for flexibility. A sharp increase is noticeable in flexural strength and modulus for the structures having 61% porosity in comparison with the other two honeycomb structures with porosities of 50 and 56%. This observation demands that the porosity effect demands more in-depth investigation over a wider range of porosity ratios.

a Flexural strength versus porosity and b flexural modulus versus porosity for honeycomb beams
While comparing the build times for the varying porosity honeycomb structures, it can be observed that build time reduces with an increase in porosity. This behaviour may be due to the reason that the amount of material used in part building decreases with an increase in part porosity. For a 61% porous honeycomb structure, the build time was reduced to less than half in comparison with the build time for the structure with 50% porosity.
11.4 Conclusions
Fused deposition modelling process was used to prepare lattice and solid sparse structures. Flexural properties and build times were evaluated and compared by conducting experimental studies. Results show that triangular and honeycomb cellular lattice structures possess the highest flexural strength, and the triangular structure possesses the highest flexural modulus of all the five cellular lattice structures; it is clear the flexural strength of honeycomb and triangular lattice structures is lower than the solid and sparse structures; and flexural modulus of the triangular structure is lower than the solid structure. From the flexural tests, it is clear that a solid part structure possesses much higher flexural strength and flexural modulus than all other lattice part structures. A significant difference was observed in build times of the five fabricated FDM structures, which were almost double of the build times of the solid and sparse structures. Therefore, a contrasting set of properties can be observed between the cellular structures and the solid and sparse beams in terms of flexural properties and build time. Several stress–strain curves produced for the five cellular structures conclusively illustrate that the triangular structure has more brittle nature but higher stiffness among all the cellular lattice part structures, while square and honeycomb structures have higher ductility and experience failure at higher values of elongation. Triangular and honeycomb structures were found to provide best flexural performance due to their possession of high flexural strength, high strain energy, high toughness than all other cellular lattice structures created on FDM.
References
Ziemian, C., Sharma, M., Ziemian, S.: Anisotropic mechanical properties of ABS parts fabricated by fused deposition modeling. In: Mechanical Engineering, InTechOpen (2012)
Williams, C.B., Cochran, J.K., Rosen, D.W.: Additive manufacturing of metallic cellular materials via three-dimensional printing. Int. J. Adv. Manuf. Technol. 53(1–4), 231–239 (2011)
Iyibilgin, O., Yigit, C., Leu, M.C.: Experimental investigation of different cellular lattice structures manufactured by fused deposition modeling. In: Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, pp. 895–907 (2013)
Cansizoglu, O., Harrysson, O., Cormier, D., West, H., Mahale, T.: Properties of Ti–6Al–4V non-stochastic lattice structures fabricated via electron beam melting. Mater. Sci. Eng., A 492(1–2), 468–474 (2008)
Yang, L., Harrysson, O., West, H., Cormier, D.: A comparison of bending properties for cellular core sandwich panels. Mater. Sci. Appl. 4(08), 471 (2013)
Yan, C., Hao, L., Hussein, A., Raymont, D.: Evaluations of cellular lattice structures manufactured using selective laser melting. Int. J. Mach. Tools Manuf. 62, 32–38 (2012)
Horn, T.J., Harrysson, O.L., Marcellin-Little, D.J., West, H.A., Lascelles, B.D.X., Aman, R.: Flexural properties of Ti6Al4V rhombic dodecahedron open cellular structures fabricated with electron beam melting. Addit. Manuf. 1, 2–11 (2014)
Li, S., Xu, Q., Wang, Z., Hou, W., Hao, Y., Yang, R., Murr, L.: Influence of cell shape on mechanical properties of Ti–6Al–4V meshes fabricated by electron beam melting method. Acta Biomater. 10(10), 4537–4547 (2014)
Gunay, A., Fank, S., Gulmez, T., Durakbasa, N.: Calculation of measurement uncertainty for plastic (ABS) material in flexural testing. Int. J. Metrol. Qual. Eng. 4(1), 29–33 (2013)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Gullapalli, H., Masood, S.H., Riza, S., Ponnusamy, P. (2020). Flexural Behaviour of 2D Cellular Lattice Structures Manufactured by Fused Deposition Modelling. In: Vinyas, M., Loja, A., Reddy, K. (eds) Advances in Structures, Systems and Materials. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-3254-2_11
Download citation
DOI: https://doi.org/10.1007/978-981-15-3254-2_11
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-3253-5
Online ISBN: 978-981-15-3254-2
eBook Packages: EngineeringEngineering (R0)