
Abstract
Magnetorheological (MR) finishing fluids are the backbone of MR finishing technology. The abrading forces acting on a workpiece surface can be controlled flexibly and the fine finishing with close tolerances can be obtained by using proper machining conditions and MR finishing fluid compositions. The structure of MR finishing fluid under applied magnetic field provides useful rheological properties which are helpful during finishing operation. The rheological properties of fluid sample can be improved by the addition of magnetic nanoparticles which fills the structural micro-cavities of fluid sample. In the present work, iron oxide nanoparticles are used for preparation of bi-dispersed MR finishing fluid samples. Rheological properties and finishing performance of both mono-dispersed and bi-dispersed fluid samples are compared.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Surface finishing is one of the most desired operations used in manufacturing industries in the production of a final product. Surface quality of components plays an essential part for the better lifespan of components, because the service life of different engineering component depends on it. Components with undesired surface roughness exhibit various problems such as increased wear rate, undesired friction, fluid flow problems, low corrosion and oxidation resistance. Finishing operations are very time consuming and labor intensive which costs around 15% of the overall production cost for producing a final product [1]. The traditional finishing processes such as grinding, lapping and honing are most widely used in manufacturing industries. But such processes alone are incapable to produce required surface characteristics on complex shape parts due to the inability of rigid tool movement with respect to workpiece surface. Moreover, the heat generated during traditional finishing operation may cause certain defects on the surface of part being finished. To overcome the issues related to traditional finishing processes and to provide in-process determinism, a number of advanced finishing processes based on Magnetorheological (MR) fluid technology have been developed by researchers [2]. MR fluid possesses unique featured rheological property that can be tuned effectively with the help of magnetic field strength (on-state condition) as per requirements [3]. Similar to conventional finishing operations, MR fluid-based finishing operations are based on mechanism of mechanical abrasion but in a more controlled manner. The involvement of MR fluid technology in finishing operations provides selective control of abrading forces that are otherwise difficult to control in conventional finishing operations. The performance of MR finishing processes highly depends on various machining parameters as well as on the composition of MR finishing fluid [4]. Researchers are much interested in unique rheological properties (yield stress and viscosity) of MR finishing fluids which provides desired abrading force on a workpiece surface. MR finishing fluid comprises mixture of micron size magnetizable particles and non-magnetic abrasive particles which are dispersed in a carrier liquid along with additives.
The rheological behavior of MR finishing fluid can be controlled under applied magnetic field strength. The change in rheological behavior under applied magnetic field is reversible in nature after removal of magnetic field strength. Under the effect of magnetic field, the magnetizable particles present in MR fluid aligned along magnetic field lines and the non-magnetic abrasives embedded in between columnar chain like semi-solid structure of magnetizable particles [5]. The semi-solid structure thus formed exhibits a resisting force against the deformation applied and stiffen more with the increase in magnetic field strength. The stiffened structure acts as conformable finishing tool that adapts surface shape easily and eliminates the problem of “tool misfit,” faced during the finishing of complex geometries. The stiffened structure gives a desired finishing action when moves selectively on a workpiece surface. The material is removed from the workpiece surface by selective action of active abrasives particles only or by combined action of abrasive and magnetic particles that actually acts on workpiece surface during finishing operation. A variety of components having different geometrical shape and material which have been nano-finished with the use of MR fluid-based advanced finishing processes includes BK7 glass [6], K9 glass [7], KDP crystal [8], nickel-coated aluminum mirrors [9], silicon micro-channel [10], aluminum [11], S.S work material [12], titanium alloy [13], austenitic S.S (AISI 304), EN31 (ferromagnetic) and copper [14], etc. The mentioned studies show that MR finishing processes have the ability to finish wide spectrum of materials.
To improve their application area in finishing of more hard materials, the rheological properties of MR finishing fluids need to be improved. Addition of nano-sized iron particles in fluid composition helps to improve the strength of fluid structure. Nanoparticles fill the micro-cavities of the fluid structure which is formed due to alignment of micron-sized particles [15]. Due to this reason, the fluid structure becomes more dense and rigid under applied same magnetic field. Therefore, in the present work, nano-iron particles-based bi-dispersed MR finishing fluid samples have been prepared and their rheological properties have been compared with mono-dispersed MR finishing fluid. Moreover, vegetable-based oil which is biodegradable has been used as a carrier liquid in the present work. Most of carrier liquids used in preparation of MR finishing fluids are based on mineral oil, silicon oil and deionized water. Among all these carrier liquids, only deionized water is a biodegradable medium. But it does not provide better suspension to micron-sized iron particles as well as abrasive particles resulting in their fast sedimentation. Also, in water-based MR finishing fluids, corrosion of iron particles takes place which degrades the MR effect and hence the yield stress of the fluid sample. The finishing experiments have been also carried out to compare the finishing performance of mono-dispersed and bi-dispersed fluid samples.
2 Materials and Sample Preparation
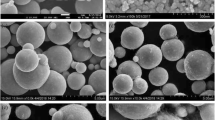
In the present work, micron-sized flake shaped, spherical shaped-iron particles (Sigma-Aldrich, product 209309 and 12310) and silicon carbide (SiC) abrasives SFG LAP-25 (Speedfam Co. Ltd.) were dispersed in a vegetable oil (coconut oil)-based carrier liquid. Green additive guar gum was used as thixotropic agent. The nano-iron oxide particles (Sigma-Aldrich) with 50–100 nm mean particles size were used to prepare bi-dispersed MR finishing fluid samples. The morphology of iron particles and SiC abrasives was studied by scanning electron microscopy. The scanning electron microscopic (SEM) images of micron-sized flake shaped, spherical shaped-iron particles and SiC abrasives are shown in Fig. 1a, b and c, respectively.

SEM micrographs of a flake shaped iron particles, b spherical shaped iron particles and c SiC abrasives
The mono-dispersed MR finishing fluid sample has been prepared by mixing micron-sized iron particles, SiC abrasives and guar gum in carrier liquid. In the same way, three bi-dispersed fluid samples have been prepared by using different (5, 10, 15) vol.% fractions of iron oxide nanoparticles within total magnetic content of iron particles. The compositional detail of fluid samples is given in Table 1.
3 Rheological Characterization
Rheological characterization has been carried out using modular compact rheometer (MCR-102, Anton Paar, Germany) available at IIT, Ropar. The modular compact rheometer equipped with magnetorheological device (MRD 180) provides homogeneous magnetic field which acts perpendicular to the shear flow direction of fluid sample. All the fluid samples were tested at 25 °C using a parallel plate geometry (PP/20) with 1 mm gap. Rheological behavior of all the fluid samples was tested at 0.6 T magnetic field strength and the shear rate was varied from 0.1 to 1000 s−1 during testing.
The obtained flow curves (shear stress and viscosity as a function of shear rate) of each sample at applied magnetic field strength of 0.6 T is shown in Fig. 2. Figure 2a represents the change of shear stress vs shear rate for all fluid samples. From Fig. 2a, it can be seen that the flow curves of all the bi-dispersed fluid samples levelled up for the entire shear rate region as compared to the mono-dispersed fluid sample. The flow curve of bi-dispersed fluid sample with 10 vol.% of iron oxide nanoparticles shows the highest increase in shear stress for the entire range of shear rate. This may be due to the reason that the structural micro-cavities formed in between micron-sized particles are filled completely by iron oxide nanoparticles.

a Shear stress versus shear rate and b viscosity versus shear rate, at a magnetic field strength of 0.6 T
The appropriate filling of micro-cavities gives more robust structure of fluid sample under applied magnetic field strength. On the other hand, the flow curve of bi-dispersed fluid sample with 15 vol.% of iron oxide nanoparticles leveled down as compared to bi-dispersed fluid sample having 10 vol.% nanoparticles. This may be due to the reason that at higher concentration of iron oxide nanoparticles from optimum value, the overall magnetic properties of fluid sample decrease down. Figure 2b shows the change in viscosity of fluid samples as a function of shear rate at applied magnetic field strength. From Fig. 2b, it may be observed that the viscosity of all the fluid sample decreases with the increase in shear rate which shows shear thinning characteristics of fluid samples.
4 Magnetorheological (MR) Finishing Process
4.1 Experimental Setup and Working Principle
MR finishing setup used in nano-finishing of external cylindrical surface of S.S-316L workpiece is shown in Fig. 3. A mandrel is used to hold the cylindrical workpiece of 20 mm outer diameter and 10 mm inner diameter. The workpiece mandrel holds in a collet chuck which is attached to the spindle of DC motor. A double coil electromagnet is placed on a Y-axis linear slide in such a way that both of the pole moves linearly along the longitudinal axis of workpiece and the workpiece rotates between them simultaneously. The linear movement of electromagnetic poles can be programmed according to the requirement by controlling the Y-axis linear slide with the help of stepper motor and control unit. The working gap between workpiece surface and electromagnetic poles can be adjusted manually as per the requirement. When the MR finishing fluid is supplied in the finishing region, it gets stiffened because of the applied magnetic field. The iron particles having embedded abrasives are absorbed immediately by the magnetic force and fill the gap between the electromagnet poles and workpiece. The material is removed from the workpiece surface by the active abrasive particles which are in contact with the surface asperities.

In-house developed MR fluid finishing setup
4.2 Experimental Work
After the rheological characterization of fluid samples, finishing experiments were carried out to compare the finishing performance of mono-dispersed sample (minimum yield stress) and bi-dispersed sample (maximum yield stress). Bi-dispersed fluid sample with 10 vol.% iron oxide nanoparticles was selected for finishing because it possesses maximum yield stress as compared to other bi-dispersed samples. The experimental machining conditions used in finishing operation are given in Table 2.
5 Results and Discussion
The different surface roughness parameters, i.e., arithmetic mean of roughness (Ra), mean square of roughness (Rq) and maximum height (Rz) of workpiece samples were measured before and after finishing operation with Mitutoyo surftest SJ-410 roughness tester. The observed surface roughness (Ra) values are given in Table 3.
Figure 4a, b shows surface roughness profile before and after finishing with bi-dispersed MR finishing fluid sample having 10 vol.% of iron oxide nanoparticles. The obtained finishing results were found to be better with bi-dispersed sample as compared to mono-dispersed fluid sample. This may be due to the stronger fluid structure of bi-dispersed sample which exhibits higher yield stress and imparts higher magnitude of abrading forces on the workpiece surface.

Surface roughness profile a before and b after finishing operation
6 Conclusion
In this research work, rheological characteristics and finishing performance of bi-dispersed MR finishing fluid samples have been carried out. The addition of iron oxide nanoparticles within fluid sample improves the rheological properties of fluid sample. Better rheological properties obtained only after addition of an optimum concentration of iron oxide nanoparticles. Bi-dispersed fluid sample having 10 vol.% iron oxide nanoparticles exhibits better rheological properties as compared to other samples. Better rheological properties of fluid sample found to be useful in finishing operation. Better finishing result has been obtained using bi-dispersed MR finishing fluid as compared to mono-dispersed fluid.
References
Singh M, Singh A, Singh AK (2018) A rotating core-based magnetorheological nanofinishing process for external cylindrical surfaces. Mater Manuf Process 33(11):1160–1168. https://doi.org/10.1080/10426914.2017.1328116
Maan S, Singh G, Singh AK (2017) Nano-surface-finishing of permanent mold punch using magnetorheological fluid-based finishing processes. Mater Manuf Process 32(9):1004–1010. https://doi.org/10.1080/10426914.2016.1232823
Sidpara A, Das M, Jain VK (2009) Rheological characterization of magnetorheological finishing fluid. Mater Manuf Process 24(12):1467–1478. https://doi.org/10.1080/10426910903367410
Parameswari G, Jain VK, Ramkumar J, Nagdeve L (2017) Experimental investigations into nanofinishing of Ti6Al4V flat disc using magnetorheological finishing process. Int J Adv Manuf Technol 1–11. https://doi.org/10.1007/s00170-017-1191-3
Chaudhuri A, Wereley NM, Kotha S et al (2005) Viscometric characterization of cobalt nanoparticle-based magnetorheological fluids using genetic algorithms. J Magn Magn Mater 293:206–214. https://doi.org/10.1016/j.jmmm.2005.01.061
Kim DW, Cho MW, Seo TI, Shin YJ (2008) Experimental study on the effects of alumina abrasive particle behavior in MR polishing for MEMS applications. Sensors (Basel) 8:222–235. https://doi.org/10.3390/s8010222
Cheng H, Yeung Y, Tong H (2008) Viscosity behavior of magnetic suspensions in fluid-assisted finishing. Prog Nat Sci 18:91–96. https://doi.org/10.1016/j.pnsc.2007.07.007
Chen S, Li S, Peng X et al (2015) Research of polishing process to control the iron contamination on the magnetorheological finished KDP crystal surface. Appl Opt 54(6):1478–1484. https://doi.org/10.1364/AO.54.001478
Seok J, Kim Y, Jang K et al (2007) A study on the fabrication of curved surfaces using magnetorheological fluid finishing. Int J Mach Tools Manuf 47:2077–2090. https://doi.org/10.1016/j.ijmachtools.2007.05.007
Kim WB, Lee SH, Min BK (2004) Surface finishing and evaluation of three-dimensional silicon microchannel using magnetorheological fluid. Trans ASME J Manuf Sci Eng 126:772–778. https://doi.org/10.1115/1.1811113
Gheisari R, Ghasemi AA, Jafarkarimi M, Mohtaram S (2014) Experimental studies on the ultra-precision finishing of cylindrical surfaces using magnetorheological finishing process. Prod Manuf Res 2(1):550–557. https://doi.org/10.1080/21693277.2014.945265
Jha S, Jain VK (2006) Modeling and simulation of surface roughness in magnetorheological abrasive flow finishing (MRAFF) process. Wear 261:856–866. https://doi.org/10.1016/j.wear.2006.01.043
Sidpara AM, Jain V (2012) Nanofinishing of freeform surfaces of prosthetic knee joint implant. Proc IMechE Part B J Eng Manuf 226(11):1833–1846. https://doi.org/10.1177/0954405412460452
Singh AK, Jha S, Pandey PM (2012) Magnetorheological ball end finishing process. Mater Manuf Process 27:389–394. https://doi.org/10.1080/10426914.2011.551911
Leong SAN, Samin PM, Idris A et al (2016) Synthesis, characterization and magnetorheological properties of carbonyl iron suspension with superparamagnetic nanoparticles as an additive. Smart Mater Struct 25(2):1–12. https://doi.org/10.1088/0964-1726/25/2/025025
Acknowledgements
Authors express gratitude to UGC, Government of India for providing BSR fellowship, Technical Education Quality Improvement Programme (TEQIP)-II, MHRD, Government of India and University Institute of Engineering and Technology (Panjab University) Chandigarh for providing funds to develop the experimental setup, Sophisticated Analytical Instrumentation Facility (SAIF), Panjab University, Chandigarh and Mechanical Engineering Department, Indian Institute of Technology, Ropar for providing their lab facilities for this research work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Kumar, V., Kumar, R., Kumar, H. (2020). Rheological Characterization and Finishing Performance Evaluation of Vegetable Oil-Based Bi-dispersed Magnetorheological Finishing Fluid. In: Kumar, H., Jain, P. (eds) Recent Advances in Mechanical Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-1071-7_34
Download citation
DOI: https://doi.org/10.1007/978-981-15-1071-7_34
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-1070-0
Online ISBN: 978-981-15-1071-7
eBook Packages: EngineeringEngineering (R0)