
Abstract
Micro-drilling is one of the advanced levels of metal cutting processes in the manufacturing and assembly industry, thereby producing micro-holes with higher depth, greater surface finish and better-quality of roundness. In this research work, micro-drilling has been done on Incoloy 800 which is an iron-based superalloy which has good resistance to corrosion, oxidation at higher temperature and is used in various equipments like superheaters, pressure vessels, heat exchangers, etc. The temperature and material removal rate (MRR) are analysed by varying the processes parameters like diameter of the tool, spindle speed and feed as per Taguchi L27 orthogonal array design. From this experiment, it is found that MRR and temperature increase with the increase in feed and speed of spindle. The results obtained by the experiments are optimized by using grey relational analysis (GRA).
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Micro-drilling is one of the developing fields in manufacturing and assembly of many miniature parts and products. Gupta et al. [1] have done a research work on various work material such as printed circuit board, mild steel and alloys of aluminium to find the best combination of the processes parameters. Redzuan and Kurniawan [2] have done an experiment by using spindle speed, feed and depth of drilling as input parameters. The roundness of the hole is measured. From the results, it is found that the roundness is affected by spindle speed and feed. Rahman et al. [3] used HSS drilling tool to find the role of speed of the spindle and feed on surface roughness by changing the processes parameters like tool diameter, spindle speed and feed. It was found that when the spindle speed and feed rate are increased, the surface roughness is decreased. Sivasankar et al. [4] studied a simple and efficient methodology and algorithms to evaluate the surface roughness, waviness and roundness. Roughness is measured using arithmetic deviation of the roughness and peak to peak height. Waviness is measured using waviness step height. These parameters were measured and studied using video measuring machine and image processing technology. Jindal [5] have conducted a micro-drilling experiment by using high-speed air spindle, and the holes are drilled by peck drilling method. It is recorded from the results that the feed rate is the main factor considered for micro-drilling. The removal of the burr from the drilled hole is a difficult one. Bhandari et al. [6] used a control chart for burr formation in drilling of PCB by using L9 orthogonal array. In the experiment, twist drills of tungsten carbide with HSS shank are used with three different tool diameters. The removal of the burrs obtained at the exit of the micro-holes plays an important role in the quality of the parts during assembly. Kim et al. [7] conducted and experimented for preventing the exit burr by applying metal foil to the exit of the micro-hole. In this experiment, by using cyanoacrylate adhesive with copy paper and metal foil, a low hardness material was used. Xavier and Elangovan [8] a have conducted an experiment to control the ship size and easy removal of chips without damaging the walls of the hole. Iwata et al. [9] had conducted micro-drilling experiments using two different types of machine and measured the quality of the hole. It is recorded that at higher speed of the spindle, the hole surface finish is high. Lin et al. [10] has monitored the failure of the micro-tool by considering the thrust force and current by using drill diameter varying from 0.1 to 0.3 mm on stainless steel plate. The thrust force is measured with the help of dynamometer. In this study, it is found that thrust is most important in detecting the tool breakage. It is understood from the review of literature that a limited number of research works have been done in the area of micro-drilling of superalloys.
2 Experimental Setup and Procedure
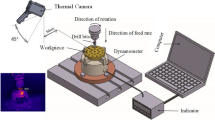
Micro-holes are drilled on Incoloy 800 work material by using DT 110-Multi-Process Micro-Machining Centre (Make: M/s. Mikro-Tools Pvt. Ltd., Singapore) which is a 3-axis machine. The micro-holes were drilled by tungsten carbide drill bit at higher speeds ranging from 16,000 to 26,000 rpm. The work material Incoloy 800 is fixed on the table with the help of a fixture. The size of the workpiece is 22 × 22 mm with a thickness of 2 mm. The temperature produced during the micro-drilling is measured by using infrared thermometer. The experiment setup is shown in Fig. 1

Micro-drilling setup
The main objective of this work is to maximize MRR, So that the production cost of small components is reduced and minimizes temperature produced during drilling of micro-holes on the work material which will reduce the wear of the tool bit and improve the surface finish of the holes. Micro-drilling is done by changing the processes parameters such as tool diameter, feed and spindle speed. The levels of the processes variables are given in Table 1. During the experiment, one of the process variables is kept constant and the other parameters are changed as per the Taguchi L9 orthogonal array design. Taguchi L27 orthogonal array design is shown in Table 2.
Chemical composition of work material (Incoloy 800)
Elements | C | Al | Si | P | S | Ti | Cr | Mn | Fe | Ni | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|
Composition (wt%) | 0.02 | 0.11 | 0.48 | 0.009 | 0.004 | 0.29 | 21.5 | 0.47 | 46.3 | 30.9 | 0.01 |
3 Results and Discussion
In this section, the effect of the processes parameters on temperature and material removal rate are discussed based on the ANOVA analysis.
3.1 Temperature
Temperature obtained during micro-drilling is a vital factor which affects the drill bit tip and also the surface of the hole wall. It is found that the value of temperature is increasing for increasing value of tool diameter, feed and spindle speed. The results as per ANOVA are given in Table 3. It is noted that from the ANOVA table, the calculated value of “F” for tool diameter is 46.05 which is higher than the table value of “F”, so tool diameter is more significant. The performance of temperature on different process parameters is given in Fig. 2.

Performance of temperature on process parameters
3.2 Material Removal Rate (MRR)
The spindle speed and feed play a major role in machining time. If there is increase in the feed rate and spindle speed, the time required to finish the micro-hole is less. The results as per ANOVA are given in Table 4. It is noted that from the ANOVA table, the calculated value of “F” for tool diameter is 1788.56 which is higher than the table value of “F”, so tool diameter is more significant. The effect of MRR on various processes parameters is given in Fig. 3.

Performance of MRR on process parameters
3.3 Grey Relational Analysis
In this work, grey relational analysis (GRA) is used to find the best combination of the processes parameters. According to this work, the machining time should be less and the material removal rate must be high. To find the “larger-the-better” response parameter MRR, the following equation is used for calculating normalized value [10].
where Xi(k) is sequence of data premerger. K = 1 for MRR; i = 1, 2, …, 9 number of experiments. For “smaller-the-better” response parameter machining time, the following equation is used for calculating normalized value.
The grey relational coefficient ξ(k) is calculated by using the following equation
Table 5 shows the normalization values, grey relational coefficient and grey relational grade values for the response parameters temperature and material removal rate.
The best combination of processes parameters is obtained from the grey relational grade values for the response values temperature and material removal rate as per the table. The best combination obtained from grey relational analysis is given in Table 6.
4 Conclusions
From this work, micro-holes were drilled on Incoloy 800 and the process parameters like tool diameter, spindle speed and feed rate were varied as per Taguchi’s L27 orthogonal design and the following conclusions have arrived.
-
It is recorded from the experiments temperature increases when the values of tool diameter, feed rate and spindle speed are increased.
-
From ANOVA results, it is noted that tool diameter is influencing more on the temperature, which has a higher value of “F” than the table value.
-
From the results, it is found that for increasing values of speed and feed, the material removal rate is increased. This is because the tool moves faster in the cutting direction.
-
Tool diameter plays major role in material removal rate, and it has a higher calculated “F” value than the table value.
References
Gupta KK, Jain T, Deshmukh M (2013) Optimization of process parameters in high rpm micro drilling machine. Int J Innov Eng Technol 2:128–130
Redzuan N, Kurniawan D et al (2015) Evaluation of hole quality on microdrilling AISI304 austenitic stainless steel. Procedia Manuf 2:465–469
Rahman AA, Mamat A, Wagiman A (2009) Effect of machining parameters on hole quality of micro drilling for brass. Mod Appl Sci 3:221
Sivasankar S, Jeyapaul R, Kolappan S (2012) Procedural study for roughness, roundness and waviness measurement of EDM drilled holes using image processing technology. Comput Model Inf Process 16:49–63
Jindal A (2010) Experimental Investigation of process and response parameters in micro drilling using scanning electron microscope (SEM)
Bhandari B, Hong Y-S, Yoon H-S et al (2014) Development of a micro-drilling burr-control chart for PCB drilling. Precis Eng 38:221–229
Kim DW, Lee YS, Chu CN, Oh YT (2006) Prevention of exit burr in micro drilling of metal foils by using a cyanoacrylate adhesive. Int J of Adv Manuf Tech 27:1071–1076
Xavier LF, Elangovan D (2013) Effective parameters for improving deep hole drilling process by conventional method—a review. Intl J of Eng Res Tech 2:1
Iwata K, Moriwaki T, Hoshi T (1981) Basic study of high speed micro deep drilling. CIRP Ann Manuf Technol 30:27–30
Lin CL, Lin JL, Ko TC (2002) Optimisation of the EDM process based on the orthogonal array with fuzzy logic and grey relational analysis method. Int J Adv Manuf Technol 19:271–277
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Venkatesan, T., Jerald, J., Asokan, P. (2020). Performance Analysis of Temperature and MRR Using High-Speed Micro-Drilling on Incoloy 800 Superalloy. In: Kumar, H., Jain, P. (eds) Recent Advances in Mechanical Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-1071-7_26
Download citation
DOI: https://doi.org/10.1007/978-981-15-1071-7_26
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-1070-0
Online ISBN: 978-981-15-1071-7
eBook Packages: EngineeringEngineering (R0)