
Abstract
Titanium alloys are the most dominating biomaterial in the field of orthopedic implants as they inhibit high strength-to-weight ratio, resistance toward wear and corrosion. It has been observed that after certain years of implantation, the implant exhibits corrosion and toxicity in the human body environment. Surface modification provides a novel technique to overcome these issues. In the present work, optimum EDM working parameters were investigated for the surface alteration of Ti-6Al-4V with MWCNTs mixed dielectric using a graphite tool with reverse polarity. Arcing was observed for discharge current above 4 Amps. Concentration of MWCNTs in the dielectric medium above 7 g/l exhibited unstable machining. In conclusions, lower current intensity, low MWCNTs concentration, and high pulse-off time demonstrated arc-free and stable machining of Ti-6Al-4V. SEM revealed a crack-free homogeneous porous surface that facilitates bioactivity. XRD exhibited the deposition of carbon and formation of carbides and intermetallic compounds on the EDMed surface.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
Electric discharge machining (EDM) in recent decades, has been considered as the most exploited non-conventional machining processes. Herein, electric energy is transformed into heat energy between the tool and the workpiece, utilized for material removal [1, 2]. Widespread applications of EDM could be witnessed in the automobile, aviation, and medical domain. In this thermoelectric technique, material erosion is caused by both the electrodes (tool and workpiece) during the spark generation [3, 4]. A competitive surface topology and accuracy can be achieved by EDM as compared to other conventional machining techniques. The exceptional potential of machining with EDM has been verified with increased strength, higher surface hardness, and formation of intermetallic compounds on the surface [5, 6].
Titanium alloys have been widely used in aerospace as well as biomedical industry owing to their salient physiomechanical and biocompatible attributes. Ti-6Al-4V (α-β) phase alloy is the most preferred metallic Ti alloy in the biomedical applications [7]. However, the presence of vanadium in these alloys besides occupancy of amino acids and proteins in body fluids promotes the corrosive action. This mechanism induces poor osseointegration that leads to cytotoxicity and other allergic reactions and ultimately failure of the implant. Still, the use of Ti-6Al-4V alloy has been witnessed owing to its admirable human body favorable features. Subsequently, for prolonged superior adhesion between metal, bone and tissue enhancement of surface characteristics of the Ti alloy is of utmost importance [8,9,10].
Powder mixed electric discharge machining (PMEDM) is one of the recent advancement in material removal processes employed to augment the machining ability and surface characteristics. It has been explored that the use of nano-powder particles in the dielectric enhances the discharge frequency and improves the material removal rate as well as surface quality [11, 12].
Rolling of the graphene sheets into nano-diameter cylinders results in carbon nanotubes (CNTs). CNTs come in two variants, namely single-walled carbon nanotubes (SWCNTs) and Multi-walled carbon nanotubes (MWCNTs). These possess unmatched electrical, mechanical, and thermal properties and thus have a bright future in biomaterial implants [13,14,15]. CNTs proved to be an excellent substrate material for implants, cell cultivation offering improved cell proliferation and adhesion. CNTs have been found non-toxic at certain concentrations on the titanium surface and inhibit superior cell growth and bone nodule formation [16]. CNTs bestow a well ordered and steady molecular structure, ensuring exceptional features that include higher tensile strength, aspect ratios, and electrical conductivity. In recent times, advancements in synthesis, purification, and functionalization of CNTs have enhanced its virtue as well as its biocompatibility and are currently being actively explored as a material for future bioimplant coatings, composite biomaterials, and biosensors [17].
It has also been concluded by Voge and Stegemann [18] that the adhesion, growth, and differentiation of parent tissue and stem cells can be improved using CNTs. CNTs can also have a significant effect on the evolution of advanced neural implants. Kumar et al. [19] analyzed the MRR and quality of surface of Ti-6Al-4V ELI utilizing EDM process. Current was explored as the most influencing parameter for both MRR and SR. Optimized input variables were 18 A, 40 V, and 100 µs pulse-on duration for achieving highest MRR and least SR. In another experimentation, Das et al. [20] optimized the MRR and SR of EN31 tool steel using EDM process and analyzed that the most influencing parameter for getting highest MRR was the discharge current and later increased steeply with current and pulse-on duration.
Laura et al. [21] put forward the CNTs as appropriate scaffold materials useful for osteoblast proliferation as well as bone formation and witnessed a remarkable alteration in cell morphology in osteoblasts cultured on MWCNTs. It was demonstrated that neutrally charged CNTs sustain osteoblast proliferation and bone-forming functions. The suitability of CNTs for biomaterial applications has been advocated by Harrison and Atala [22] providing a favorable means for tissue engineering along with cell growth. Hirata et al. [23] investigated the formation of bone tissue on MWCNT-coated 3D collagen sponge and concluded that 3D collagen scaffold coated with MWCNT proved to be very effective for bone tissue engineering including cell transplantation. Terada et al. [24] studied the MWCNT-coated layer on the titanium plate for mouse osteoblast-like MC3T3-E1 cells adhesion. The cell adhesion on the MWCNT-coated Ti plate was stronger than on the other plates. Therefore, the MWCNT coating on the titanium was suggested to be useful for improving cell attachment on titanium implants.
Aleksandra et al. [25] investigated the improvement in the biocompatibility of the commonly used orthopedic implant material, i.e., titanium and its alloys for use in the environment of a living organism, by covering its surface with bioactive layers of MWCNT. Tahsin et al. [26] and Bains et al. [27] in their research work investigated the effect of varying the concentration of SiC powder in powder mixed EDM (PMEDM) on the surface topology, deposition of particles, surface roughness, and structure of top surface formed while machining of light alloys. Maximum deposition of SiC powder was observed for low value (2A) of peak current and higher concentration (20 g/l) of SiC powder in the dielectric. The most significant factors were SiC concentration followed by peak current and pulse-on time.
Mahajan and Sidhu [28] investigated the practicability of various biomaterials in use like Ti alloy, stainless steel, and Cr-Co alloys and the various surface enhancement methods applicable for traditional biomaterials in practice. Lee et al. [29] investigated the ED machined surface of Ti-6Al-4V alloy by varying the duration of the pulse between 10 and 60 µs. The surface thus produced showed microsurface roughness along with a nano-porous layer of TiO2. An improved bonding, proliferation, and differentiation of MG63 cells were also witnessed. Prakash et al. [30] concluded that EDM possesses great potential in terms of modifying the Ti alloy surface by the formation of oxides and carbides that the new EDMed surface favors biocompatibility, higher surface hardness, improved corrosion resistance, and the development of nano-porous layer. Bhui et al. [31] conducted experimentation by die-sinking EDM using copper electrode on Ti-6Al-4V alloy workpiece with optimized input parameters to obtain high MRR. SEM revealed the improved apatite growth on the surface treated with EDM.
2 Materials and Methods
2.1 Materials
Grade 5 Ti-6Al-4V alloy in the form of the plate (160 mm × 80 mm × 5 mm) was procured from Baoji Fuyuantong Industry & Trade Co. Ltd., China. For better output results and reduced noise factor, experimentation was performed on two different plates (75 mm × 80 mm × 5 mm) sliced using wire EDM from the main plate. Table 1 tabulates the chemical composition of medical grade Ti-6Al-4V alloy employed in the experimentation.
The tool electrode material selected for the current experimentation was electrolytic fine/pure graphite. The electrode was machined with the tip diameter of 900 μm. Prior to each experimental run, the electrode face was assured for even flatness and surface finish using emery paper of different grit size, i.e., 350, 600, 1200, and 2000. Multi-walled carbon nanotubes (MWCNTs) procured from United Nanotech, Bangalore, having particle size 10–30 nm and length 10 μ were selected for mixing in the dielectric medium for the powder mixed electric discharge machining (PMEDM) of Ti-6Al-4V. The dielectric used for the experimentation was standard EDM oil.
2.2 Pilot Experimentation
Before experimentation, it was necessitated deciding the input parameters for the ED machining of titanium alloy. From the literature review, not much significant work was found regarding the use of graphite as a tool material. For the reason, one-variable-at-a-time (OVAT) technique was employed to observe the machining characteristics of graphite electrode on Ti-6Al-4V. All the trial run as well as experimentation was conducted using reverse polarity of EDM as it is mandatory for the deposition or surface modification of workpiece material. Following Table 2 shows the parametric values of input machining factors taken during the pilot experimentation.
During the trail experimental run, it was seen that with an increase in the current intensity, arcing starts more rapidly leaving a hump on the workpiece and subsequently a hole in tool surface (Fig. 1). It was seen titanium grade 5 cannot be machined with graphite tool using reverse polarity at a higher value of current beyond 4 A. However, pulse-on time also plays a significant role during the machining because a higher value of Ton (beyond 60 µs) also exhibited arcing. Apart from these, the values for Toff and gap voltage must be kept large and small, respectively, for the proper and arc-free machining.

Arcing on workpiece and crater on tool
The concentration of carbon nanotubes in the dielectric medium was decided by investigating its impact on machining performance. It was varied between 5 and 15 g/l and observed that a higher concentration of MWCNTs in dielectric causes unstable machining. It was due to the reason that MWCNTs contain carbon as its main content causing electrical conductivity and leads to unstable, improper machining. Finally, the concentration was decided as 7 g/l based upon the investigation.
2.3 Taguchi L18 Design of Experiments
Based upon the observations of pilot experimentation, input machining parameters were chosen for the machining of Ti-6Al-4V with graphite electrode. To reduce the experimental run, Taguchi’s methodology of orthogonal arrays was used. Herein, L18 array (21 and 34) was used to design the experiments (Table 4) with the aid of Minitab 17 software. Table 3 shows the control variables, i.e., dielectric medium, current, pulse-on/off duration, and voltage along with their levels selected for the current experimentation.
Aside from these selected parameters, some parameters were kept constant during the experimental work shown in Table 5.
2.4 Experimentation
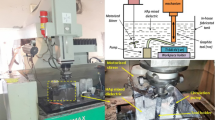
Experimentation was conducted on a die-sinker type EDM machine made OSCARMAX S645 according to the design matrix shown in Table 4. Out of total 18 experiments, nine were performed in pure dielectric using EDM tank itself, while an in-house developed apparatus consisting stirrer and circulation pump was used to machine the Ti-6Al-4V surface in MWCNTs mixed dielectric medium. Depth of cut (1 mm) was kept constant for all the experiments. Following Fig. 2 illustrates the line diagram and accordingly the in-house setup used for the present work.

a Line diagram for the setup; b apparatus for PMEDM
3 Results and Discussion
MRR, TWR, and surface roughness opted as output parameters for investigating the influence of input machining parameters. Weight of workpiece and tool was measured using digital weighing balance (Citizen made CY220) before and after ED machining for each run to calculate the wear in terms of mg/min. Surface roughness was determined using Mitutoyo SJ400 roughness tester using Ra scale. The design matrix and responses of output parameter are shown in Table 6. Signal-to-noise ratio was used to determine the effects of control variables on output. S/N ratio is defined as signal strength to the error magnitude depending upon the type of response measurement, i.e., “larger is better” or “smaller is better.”
3.1 ANOVA of S/N Ratios for MRR, TWR, and SR
The output responses were analyzed with the aid of Minitab 17 software employing statistical analysis of variance (ANOVA) of S/N ratios presented in Table 7. Insignificant parameters were pooled during analysis, while most dominating process parameters were identified using p-value. Discharge current was most significant factor affecting all output responses, i.e., MRR (% contribution: 72.07), TWR (% contribution: 77.01), and SR (% contribution: 34.62). The material removal rate rises with increase in the amount of applied current (4 A) and higher value of pulse-on time (60 µs). Figure 3 illustrates the S/N ratio plot showing effects of input machining parameters on output responses, i.e., MRR, TWR, and SR, respectively.

Main effects plot for S/N ratio a MRR; b TWR; c surface roughness
From Fig. 3, the current was most dominating input factor for all the output variables, whereas the addition of carbon nanotubes in the dielectric medium showed their influence in case of material removal rate and surface roughness.
Based on the current experimentation, the optimum machining conditions for Ti-6Al-4V with graphite tool were 4 A, Ton 60 µs, Toff 90 µs, 30 V for MRR and 1A, Ton 45 µs, Toff 60 µs, 30 V for SR, respectively, with the addition of carbon nanotubes in the dielectric medium.
3.2 Surface Topology and Phase Transformation of ED Machined Samples
To validate the machined surface to be bioactive, machined samples were analyzed for surface morphology and formation of new compounds using scanning microscopy (SEM) and X-ray diffraction (XRD) analysis, respectively. Following Fig. 4 illustrates the microstructure of surface machined by adding carbon nanotubes in the dielectric medium.

SEM microstructure of powder mixed ED machined surface representing porosity
Addition of MWCNTs in dielectric not only depicts crack-free surface but also exhibits homogeneous micropores with the deposition of powder particles. These micropores are responsible for proper cell proliferation by providing necessitate adhesion between fractured bone and metallic implant for better biological fixation.
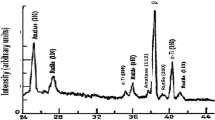
Furthermore, formation of silicides (V1.Si2), carbides (TiC), and intermetallic compounds (Mo1.Ni4, Cr3.O1, Ni2.V1, Al1.N1) was inspected between theta angles of 10°–95° via XRD technique. Due to continuous sparking on workpiece submerged in dielectric, compounds were formed by reacting with the hydrocarbons of dielectric fluid and powder mixed.
Figure 5 demonstrates the XRD spectra authenticating the surface modification with the presence of various oxides, carbides, and silicides on machined surface. Formation of such compounds contributes toward bioactivity offering more resistance to wear and corrosion within the individual.

XRD spectra of powder mixed ED machined surface showing carbides and intermetallic compounds
4 Conclusions
Present work was the parametric investigation for the ED machining of Ti-6Al-4V biomaterial with graphite electrode using reverse polarity. Multi-walled carbon nanotubes were mixed in dielectric medium to examine their influence on machined surface. Following conclusions were made based upon the response observations and surface characteristics of machined samples.
-
1.
Discharge current directly affects the material removal rate. However, current intensity beyond 4 A causes arcing leaving a hump and crater on workpiece and graphite tool, respectively.
-
2.
Addition of carbon nanotubes in dielectric medium exhibits higher value of material removal (27.78 mg/min.) with an incremental of 31.72% compared to material removal rate in pure dielectric.
-
3.
Surface machined at 4 A; Ton 30 µs; Toff 120 µs; and 40 V showed desired porous structure exhibiting surface roughness of 0.590 µm.
-
4.
Powder concentration in dielectric above 7 g/l causes unstable machining as dielectric becomes conductive due to the colliding of carbon nanotubes and graphite tool.
-
5.
SEM reveals porous surface and deposition of powder particles on machined specimen.
-
6.
X-ray diffraction depicts the surface modification of Ti-6Al-4V with the formation of titanium carbide, chromium oxide, vanadium silicide, and other intermetallic compounds on the machined surface.
References
Bains PS, Sidhu SS, Payal HS (2018) Investigation of magnetic field-assisted EDM of composites. Mater Manuf Processes 33(6):670–675
Kumar S, Singh R, Singh TP, Sethi BL (2009) Surface modification by electrical discharge machining: a review. J Mater Process Technol 209(8):3675–3687
Bains PS, Sidhu SS, Payal HS (2016) Fabrication and machining of metal matrix composites: a review. Mater Manuf Processes 31(5):553–573
Mai C, Hocheng H, Huang S (2012) Advantages of carbon nanotubes in electrical discharge machining. Int J Adv Manuf Technol 59:111–117
Bains PS, Singh S, Sidhu SS, Kaur S, Ablyaz TR (2018) Investigation of surface properties of Al–SiC composites in hybrid electrical discharge machining. Futuristic composites. Springer, Berlin, pp 181–196
Sidhu SS, Bains PS, Yazdani M, Zolfaniab SH (2018) Application of MCDM techniques on nonconventional machining of composites. Futuristic composites. Springer, Berlin, pp 127–144
Peng PW, Ou KL, Lin HC, Pan YN, Wang CH (2010) Effect of electrical-discharging on formation of nanoporous biocompatible layer on titanium. J Alloys Compd 492:625–630
Szaraniec B, Pielichowska K, Pac E, Menaszek E (2018) Multifunctional polymer coatings for titanium implants. Mater Sci Eng C 93:950–957
Chouirfa H, Bouloussa H, Migonney V, Falentin-Daudre C (2019) Review of titanium surface modification techniques and coatings for antibacterial applications. Acta Biomater 83:37–54
Ferraris S, Spriano S (2016) Antibacterial titanium surfaces for medical implants. Mater Sci Eng, C 61:965–978
Shabgard M, Khosrozadeh B (2017) Investigation of carbon nanotube added dielectric on the surface characteristics and machining performance of Ti-6Al-4V alloy in EDM process. J Manuf Processes 25:212–219
Bains PS, Mahajan R, Sidhu SS, Kaur S (2019) Experimental investigation of abrasive assisted hybrid EDM of Ti-6Al-4V. J Micromanuf. https://doi.org/10.1177/2516598419833498
Saito N, Usui Y, Aoki K, Narita N, Shimizu M, Ogiwara N, Nakamura K, Ishigaki N, Kato H, Taruta S, Endo M (2008) Carbon nanotubes for biomaterials in contact with bone. Curr Med Chem 15(5):523–527
Raphey VR, Henna TK, Nivitha KP, Mufeedha P, Sabu C, Pramod K (2019) Advanced biomedical applications of carbon nanotube. Mater Sci Eng, C 100:616–630
Li XQ, Hou PX, Liu C, Cheng HM (2019) Preparation of metallic single-wall carbon nanotubes. Carbon 147:187–198
Mikael PE, Amini AR, Basu J, Arellano-Jimenez MJ, Laurencin CT, Sanders MM, Carter CB, Nukavarapu SP (2014) Functionalized carbon nanotube reinforced scaffolds for bone regenerative engineering: fabrication, in-vitro and in-vivo evaluation. Biomed Mater 9(3):1–13
Rivas GA, Rodriguez MC, Rubianes MD, Gutierrez FA (2017) Carbon nanotubes-based electrochemical (bio)sensors for biomarkers. Appl Mater Today 9:566–588
Voge CM, Stegemann JP (2011) Carbon nanotubes in neural interfacing applications. J Neutral Eng 8(1):011001
Kumar R, Roy S, Gunjan P, Sahoo A, Das RK (2018) Analysis of MRR and surface roughness in machining Ti-6Al-4V ELI titanium alloy using EDM process. Proc Manuf 20:358–364
Das MK, Kumar K, Barman TK, Sahoo P (2014) Application of artificial bee colony algorithm for optimization of MRR and surface roughness in EDM of EN31 tool steel. Proc Mater Sci 6:741–751
Laura PZ, Bin Z, Hui H, Robert CH (2006) Bone cell proliferation on carbon nanotubes. Nano Lett 6(3):562–567
Harrison BS, Atala A (2007) Carbon nanotube applications for tissue engineering: review. Biomaterials 28:344–353
Hirata E, Uo M, Takita H, Akasaka T, Watari F, Yokoyama A (2011) Multiwalled carbon nanotubes coating of 3D collagen scaffolds for bone tissue engineering. Carbon 49(10):3284–3291
Terada M, Abe S, Akasaka T, Uo M, Kitagawa Y, Watari F (2009) Multiwalled carbon nanotube coating on titanium. Biomed Mater Eng 19:45–52
Aleksandra WB, Ewa SZ, Wojciech P, Elzbieta D, Aleksandra B, Marta B (2016) A model of adsorption of albumin on the implant surface titanium and titanium modified carbon coatings (MWCNT-EPD) 2D correlation analysis. J Mol Struct 1–10
Tahsin TO, Hamidullah Y, Nihal E, Bülent E (2018) Particle migration and surface modification on Ti6Al4V in SiC powder mixed electrical discharge machining. J Manuf Processes 31:744–758
Bains PS, Sidhu SS, Payal HS (2019) Magnetic field influence on surface modifications in powder mixed EDM. Silicon 11(1):415–423
Mahajan A, Sidhu SS (2017) Surface modification of metallic biomaterials for enhanced functionality: a review. Mater Technol 33(2):93–105
Lee WF, Yang TS, Wu YC, Peng PW (2013) Nanoporous biocompatible layer on Ti-6Al-4V alloys enhanced osteoblast-like cell response. J Exp Clin Med 5(3):92–96
Prakash C, Kansal HK, Pabla BS, Puri S, Aggarwal A (2015) Electric discharge machining—a potential choice for surface modification of metallic implants for orthopedic applications: a review. J Eng Manuf 1–23
Bhui AS, Singh G, Sidhu SS, Bains PS (2018) Experimental investigation of optimal ED machining parameters for Ti-6Al-4V biomaterial. FU Ser Mech Eng 16(3):337–345
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Bains, P.S., Singh, G., Bhui, A.S., Sidhu, S.S. (2019). Parametric Evaluation of Medical Grade Titanium Alloy in MWCNTs Mixed Dielectric Using Graphite Electrode. In: Bains, P., Sidhu, S., Bahraminasab, M., Prakash, C. (eds) Biomaterials in Orthopaedics and Bone Regeneration . Materials Horizons: From Nature to Nanomaterials. Springer, Singapore. https://doi.org/10.1007/978-981-13-9977-0_1
Download citation
DOI: https://doi.org/10.1007/978-981-13-9977-0_1
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-9976-3
Online ISBN: 978-981-13-9977-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)