
Abstract
The growth of a country significantly depends on its economic health of the manufacturing sector. The product design and product models change very frequently with reducing product life cycle. It is becoming a challenge for the manufacturers to fulfill the market requirements without affecting the environment. This chapter develops the framework for a green flexible manufacturing system (GFMS). It consists of the application of advanced manufacturing technologies (AMTs ), green process design and green product design as major components of the framework. AHP (Analytic hierarchy process) has been used for ranking of different factors. It has been observed that green product design has the highest ranking for green flexible manufacturing system. It is followed by green process design and application of AMTs.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- Analytic hierarchy process
- Eco-Friendly technology
- Environmental pollution
- Green flexible manufacturing systems
1 Introduction
The overall business environment requires industry to be extra vigilant and flexible to adjust and respond quickly to market changes. The forces that drive market requirement is corporate responsibility and sustainability. These are a great concern, which must be taken upon priority. The challenges during such a difficult time being downturn economic transition and companies deal with hard choices to survive. The industry needs to acknowledge and address these issues for long-term existence (Porter and Kramer 2006). In such a changing environment, the industry needs to be flexible and technology driven. The technological process plays a pivotal role to improve performance (Singh et al. 2005).
For manufacturing industry operating with an uncertain and turbulent market, flexibility has been considered as an important competitive armament. Technologies need to be environment-friendly. Also, the technology can help in creating manufacturing flexibility in production systems. The literature on green Manufacturing flexibility acknowledges that researchers appear to rely on flexible manufacturing processes. It is quite attainable to be flexible without being ingenious, but you cannot be innovative without being flexible (Bolwijin and Kumpe 1990). The strategic skills essential for a flexible manufacturing system (Roth 1996). Flexible manufacturing systems make organizations competitive in global markets (Roh et al. 2014; Tang and Tomlin 2008). The natural challenges change in climate, water, and air contamination, assets and exhaustion also compelled for manufacturing organizations to be sustainable (Bai et al. 2015). The manufacturing industry to compete worldwide, needs to develop their manufacturing capabilities economically such as cost, features, and flexibility while allocating upgraded environmental accomplishment (Deif 2011; Liu 2008).
The industry, in particular, the manufacturing sector must embrace a group of unified strategies that work together to accomplish the desired qualitative and quantitative objectives. The green manufacturing emphasizes the advanced manufacturing model that makes use of different green strategies and techniques, i.e., objectives, technology, and innovations to turn into more eco-friendly. The manufacturing product process and system need to be designed for less input material and energy consumption, utilizing nonpoisonous and renewable energy, decreasing undesirable outputs and changing outputs to inputs or its disposal and recycling. Thus, the word “green” is used to focus on environmental favorable awareness. It is used to explain the manufacturing method that is apprehensive of its product impact on the surroundings and assets. It also incorporates overall efficiency along with planning and control. The green practice is a very extensive term and covers up a large number of activities of a green supply chain, like green packaging of the product, green product, converting of wastes, green design, and low emissions (Kumar et al. 2017).
The increased green flexibility allows a manufacturing industry to adapt more conveniently to convert in the green customer and shareholder market place and environmental governance necessities while managing immense quality guidelines for its products and managing immense accomplishment of manufacturing systems (Liu 2008; Priore et al. 2006).
The author’s proposed framework is for green flexible manufacturing in this study. The aim of this framework is to reduce energy, lessen emissions, recycling of waste and to increase productivity. In this study, the AHP method is applied for finding the priority weight for green flexibility factors.
The next section deals with the literature review for green flexible manufacturing systems followed by the analysis of the AHP approach/method. After this, results, discussions, and conclusion are discussed.
2 Literature Review
The manufacturing strategies are required to review new customer demands. It needs high awareness about the global competitiveness of the manufacturing units. The local and global market shares in the progressive condition must be studied for deriving opportunity to expand the green manufacturing (Wilson 2011; Ackerman, 1997). The green flexible manufacturing systems need to maintain a proper balance among cost, quality, time, and flexibility of operations (Fig. 16.1). Adopting flexible green manufacturing will also enhance customer’s satisfaction and competitiveness in global markets.

Green flexible manufacturing and competitive manufacturing strategies
The challenges are meeting the requirements of the current generation without understanding the capability of forthcoming generations to meet their requirements (World Commission on Environment and Development 1987). Sustainability is an idea and a model that has its distinctive application and analysis at distinct fields, for example, it is explained in the business to patronising business techniques and actions that coincides the requirements of the industry and its shareholders today while assuring, sustaining, and improving the human and natural assets that will be required in the forthcoming (Deloitte and Touche 1992). Minimizing hazardous emissions, reducing wasteful resource consumption and reusing are examples of sustainable green manufacturing activities.
The green flexible manufacturing systems refer to the enhancement in the flexibility of products and methods. It ensures economical usage of energy, waste reusing, green product designs, or corporate environmental management (Chen et al. 2006). The conceptualized framework to investigate the effective patterns of green flexible manufacturing systems adoption is shown in Fig. 16.2, which consists of applications of AMTs, green product design and green process design (Zhang et al. 2006). The primary focus of the technologies that are computer-aided process planning, computer-aided design, product design, related information processing functions, etc., are referred to as AMTs (Sohal et al. 2006). Given flexible green manufacturing, AMTs application is one of the valuable key factors and refers to a multifaceted approach that targets on technologies consisting with the computer-integrated manufacturing (Swink and Nair 2007; Das and Jayaram 2003). The technological knowledge, expertise, and information are examples of important strategic assets of the AMTs (Wagner et al. 2011).

Framework for green flexible manufacturing systems
The application of AMTs refers to critical assets and abilities that enable an organization to acknowledge the enhancing environmental pressure by creating and adopting green products and manufacturing processes. Green product design is also crucial for green flexible manufacturing system. Industries that are primarily in green product design should develop their products from the sustainability perspective rather than the traditional requirement of low cost (Chen 2008). Another vital factor is green process design, which describes about advancement in the current method and creation of advanced methods. The green process design not only avoids monetary loss in pollution but also minimizes expensive assets utilization and in the reduction of total costs (Orsato 2006). The green product and process design can improve the efficiency of environmental management. It also assists businesses to achieve competitive benefits (Chen 2008).
3 Research Methodology
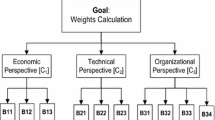
The proposed framework for green flexible manufacturing system has a total of 16 subfactors. These are grouped into three categories, i.e., application of AMTS, green process design, and green product design. To prioritize these subfactors, AHP has been used. AHP, the multiple criteria decision- making tool, uses an Eigenvalue approach. There is a wide range of applications of AHP in decision-making problems, which involve multiple criteria in systems of multiple levels. The method is highly efficient for structuring the problem hierarchically in reference to complexity, multi-person, multi-attribute and multi-periodicity. One of the key advantages of AHP is in its flexibility by which it can easily be integrated with numerous techniques like fuzzy-based logic, linear programming, etc. This facilitates the researchers to realize their research objectives more effectively by drawing benefits from all the methods collectively (Chabbra and Singh 2016; Bhandari et al. 2017; Singh 2012). This process also provides a methodology for measuring the quantitative and qualitative performance using the numeric scale. These numerical values vary from 1 to 9. The methodology involves some key and basics steps as follows:
-
Step 1.
State the problem and broaden the objectives of the problem.
-
Step 2.
The criteria that influence the behavior should be identified.
-
Step 3.
Various levels in a problem constituting a goal, criteria, sub-criteria, and alternatives should be structured in a hierarchal manner.
-
Step 4.
Each element is required to be compared with the corresponding level and assigned with some numerical value.
The total number of comparisons required = n(n − 1)/2,
where n is the number of elements with the considerations that 1 is the assigned numerical value for the diagonal elements, and the other elements are the reciprocals of the earlier comparisons.
-
Step 5.
Find the maximum Eigenvalue, consistency index (CI), consistency ratio (CR), and normalized values for each criterion/alternative.
-
Step 6.
Once the maximum Eigenvalue, CI, and CR are found to be satisfactory then the decision is taken based on the normalized values; else the repeat the procedure to find the values in the desired range.
-
Step 7.
AHP is useful in incorporating a group consensus. A questionnaire is used to compare each element and geometric mean to access a final solution.
For the pairwise comparisons among the subfactors, relative scores were provided using nine-point Satty’s scales (Satty 1980).
4 Results and Discussions
There are a number of factors for achieving green flexible manufacturing systems which can be implemented. Out of them, the following are considered in the proposed framework:
-
(1)
Application of AMTs;
-
(2)
Green process design;
-
(3)
Green product design.
Pairwise comparison and weight calculation for the factors of green flexible manufacturing systems are as follows and presented in Table 16.1.
Judgements are treated as consistent or feasible, if the value of consistency ratio is less than or equal to 10%,
There are four main important subfactors of application of AMTs for achieving green flexible manufacturing systems. Pairwise comparison and priority value calculation for the subfactors of application of AMTs for green flexible manufacturing system is presented in Table 16.2.
There are four main important subfactors of green process design for green flexible manufacturing systems. Pairwise comparison and priority value calculation for the subfactors of green process design for green flexible manufacturing is presented in Table 16.3.
There are four main important subfactors of green product design for green flexible manufacturing system. Pairwise comparison and priority value calculation for the subfactors of green process design for green flexible manufacturing systems is presented in Table 16.4.
A summary of the local and global weight of factors and subfactors for green flexible manufacturing system is presented in Table 16.5.
On the basis of this study, it is found that the green product design is a most important factor (0.539) for achieving green flexible manufacturing systems followed by green process design (0.297) and application of AMT (0.164) at the local level.
As per global weights, environmental impact of product disposal (0.239) subfactor of green product design is most important for achieving green flexible manufacturing systems. It is followed by the manufacturing processes using emission-control technologies (0.148) as part of green process design, Computer-aided engineering (CAE) (0.074) as part of AMTs application.
5 Conclusion
To survive in highly volatile markets, organizations need to be flexible in terms of their different manufacturing functions. At the same time, functions need to be eco-friendly. Most of the organizations are not able to maintain the strategic balance between flexibility and sustainability. Therefore, this chapter has proposed a framework for green flexible manufacturing system. Totally 16 subfactors are identified for green flexible manufacturing system and further categorized into three groups. These are the application of AMTs, green product design and green process design.
The green product design (0.539) has the highest ranking for green flexible manufacturing system followed by green process design (0.297) and application of AMTs (0.164). Findings imply that organizations should focus on developing capabilities for green product design. It means organizations need to look the process of material selection; manufacturing processes, from a sustainability perspective. Findings of this study will help organizations in designing sustainable production systems. However, this study has got certain limitations. The pai wise comparison of factors is based on the perception of experts. Mainly crisp data is used. Therefore, the chances of biasing are there. As a future scope of the study, fuzzy AHP may be applied. Framework for green FMS may also be validated with empirical and case studies.
References
Ackerman, F. (1997). Why do we recycle? Markets, values, and public policy. Washington, D.C.: Island Press.
Bai, C., Sarkis, J., & Dou, Y. (2015). Corporate sustainability development in China: review and analysis. Industrial Management and Data Systems, 115(1), 5–40.
Bolwijn, P. T., & Kumpe, T. (1990). Manufacturing in the 1990s—productivity, flexibility and innovation. Long Range Planning, 23(4), 44–57.
Bhandari, D., Singh, R. K., & Garg, S. K. (2017). Justification of advanced manufacturing technologies for small and medium enterprises from auto component sector: AHP approach. International Journal of Productivity and Quality Management, 23(4), 473–491.
Chen, Y. S., Lai, S. B., & Wen, C. T. (2006). The influence of green innovation performance on corporate advantage in Taiwan. Journal of Business Ethics, 67(4), 331–339.
Chhabra, D., & Singh, R. K. (2016). Justification of green logistic practices in indian enterprises using analytic hierarchy process. International Journal of Logistic Systems and Management, 25(3), 295–312.
Chen, Y. S. (2008). The driver of green innovation and green image—Green core competence. Journal of Business Ethics, 81(3), 531–543.
Deif, A. M. (2011). A system model for green manufacturing. Journal of Cleaner Production, 19(14), 1553–1559.
Deloitte, & Touche. (1992). Business strategy for sustainable development: Leadership and accountability for the 90s. IISD.
Das, A., & Jayaram, J. (2003). Relative importance of contingency variables for advanced manufacturing technology. International Journal of Production Research, 41(18), 4429–4452.
Kumar, P., Singh, R. K., & Vaish, A. (2017). Suppliers’ green performance evaluation using fuzzy extended ELECTRE. Clean Technologies and Environmental Policy, 19(3), 809–821.
Liu, S. T. (2008). A fuzzy DEA/AR approach to the selection of flexible manufacturing systems. Computers & Industrial Engineering, 54(1), 66–76.
Orsato, R. J. (2006). Competitive environmental strategies: When does it pay to be green? California Management Review, 48(2), 127–143.
Porter, M., & Kramer, M. (2006). Strategy and society: The link between competitive advantage and corporate social responsibility. Harvard Business Review, 84(12), 78–92.
Priore, P., De la Fuente, D., Puente, J., & Parreño, J. (2006). A comparison of machine-learning algorithms for dynamic scheduling of flexible manufacturing systems. Engineering Applications of Artificial Intelligence, 19(3), 247–255.
Roth, A. V. (1996). Achieving strategic agility through economies of knowledge. Strategy and Leadership, 24(2), 30–36.
Roh, J., Hong, P., & Min, H. (2014). Implementation of a responsive supply chain strategy in global complexity: The case of manufacturing firms. International Journal of Production Economics, 147, 198–210. https://doi.org/10.1016/j.ijpe.2013.04.013.
Sohal, A., Sarros, J., Schroder, R., & O’neill, P. (2006). Adoption framework for advanced manufacturing technologies. International Journal of Production, 44(24), 5225–5246.
Swink, M., & Nair, A. (2007). Capturing the competitive advantages of AMT: Design-manufacturing integration as a complementary asset. Journal of Operations Management, 25(3), 736–754.
Singh, R. K., Garg, S. K., & Deshmukh, S. G. (2005). Development of flexible strategies by indian SMEs in electronics sector in emerging economy. Global Journal of Flexible Systems Management, 6(2), 15–26.
Singh, R. K. (2012). Justification of coordinated supply chain in small and medium enterprises using analytic hierarchy process. International Journal of Services Sciences, 4(3/4), 277–293.
Saaty, T. L. (1980). The analytic hierarchy process. New York: McGraw-Hill.
Tang, C., & Tomlin, B. (2008). The power of flexibility for mitigating supply chain risks. International Journal of Production Economics, 116(1), 12–27.
World Commission on Environment and Development (WCED). (1987). Report, Our Common Future.
Wilson, T. (2011). Dollars and sense of green. The Canadian Manufacturing Online Magazine.
Wagner, H. T., Morton, S. C., Dainty, A. R. J., & Burns, N. D. (2011). Path dependent constraints on innovation programmes in production and operations management. International Journal of Production, 49(11), 3069–3085.
Zhang, Q., Vonderembse, M. A., & Cao, M. (2006). Achieving flexible manufacturing competence: The roles of advanced manufacturing technology and operations improvement practices. International Journal of Operations and Production Management, 26(6), 580–599.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Bhandari, D., Singh, R.K., Garg, S.K. (2020). Framework for Green Flexible Manufacturing System. In: Suri, P., Yadav, R. (eds) Transforming Organizations Through Flexible Systems Management. Flexible Systems Management. Springer, Singapore. https://doi.org/10.1007/978-981-13-9640-3_16
Download citation
DOI: https://doi.org/10.1007/978-981-13-9640-3_16
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-9639-7
Online ISBN: 978-981-13-9640-3
eBook Packages: Business and ManagementBusiness and Management (R0)