
Abstract
Biodiesel as a renewable fuel can be used in current diesel engines without further modifications. The conventional chemical methods for synthesizing biodiesel can be replaced by more environmentally friendly and low energy requiring enzymatic methods. To reduce the cost of enzymatic methods, whole-cell lipases with high hydrolytic activities which are prepared by the simultaneous cultivation and immobilization of intracellular lipase displaying microbes have been developed. The elimination of multiple steps of enzyme separation, purification, and immobilization of extracellular lipases is promising for improved process intensification. Aside from using refined plant and animal oils as feedstock, whole-cell lipases efficiently produce high yields of biodiesel from unconventional feedstock such as nonedible plant oils and microbial oils, and this is expected to further reduce the cost and improve the sustainability of biodiesel production. This chapter discusses the advances in biodiesel synthesis via whole-cell biocatalysis. Various protein engineering technologies and reaction engineering strategies crucial for the development of whole-cell biocatalysis in biodiesel production have been evaluated. Current challenges facing the industrialization of this technology have been discussed. Addressing these challenges with novel strategies is expected to overcome the barriers in the industrialization of whole-cell biocatalysis of biodiesel and unlock the prospects this technology holds.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Fossils have been the major source of fuel over the past decades due to its readily availability. However, with a global increasing concern on the environmental degradation caused by the exploration and use of these fossils and increasing energy demand have sparked the need for more sustainable forms of energy (Demirbas and Balat 2006). Recent advances in biotechnology are paving way for the production of various greener and renewable forms of energy from biomass, and biodiesel has become a plausible substitute for petroleum diesel. As of 2013, biodiesel accounted for a 78% share of the total biofuel consumption in Europe’s transportation industry, and its consumption in the United States of America had increased more than 100-folds over the previous decade (Koçar and Civaş 2013, EIA). Biodiesel consists of a mixture of fatty acid methyl esters (FAME) with varying chain length, and it can be readily used in compression-ignition engine without any modification. It is known to produce lower methane emissions and a 41% reduction in the life cycle of greenhouse gases (Hill et al. 2006).
Biodiesel has conventionally been produced from plant and animal oils with chemical methods including the use of NaOH with acyl acceptors such as methanol and ethanol. The use of this conventional method however faces challenges as high amount of energy and complicated post-processing are required. Furthermore, to avoid the competition of feedstock with food sources, low-grade, nonedible oils are being used. Unfortunately, the low purity of these oils presents technical challenges in the use of this conventional method, as 0.5% (w/w) free fatty acid (FFA) in oils rather produces soap and not FAME (Lotero et al. 2005). To alleviate these challenges, enzymatic-mediated processes have been developed by various researchers. The enzymes which are used for these processes are hydrolases which act on ester bonds in carboxylic esters and are categorized as EC 3.1.1.3 lipases. They require only mild reaction temperatures, and most of these enzymes can convert both triglycerides and free fatty acids into fatty acid methyl esters. In addition to the aforementioned advantages, enzymes are highly selective and side reactions are avoided leading to easier separation and product recovery (Ranganathan et al. 2008; Du et al. 2008; Christopher et al. 2014).
Despite these advantages, lipases are generally expensive and contribute significantly to the total cost of biodiesel production. The successful repetitive use of lipases has been suggested to reduce the cost of lipase, and this can be achieved through immobilization of the lipase. The conventional lipase immobilization method is in itself a cost-intensive procedure. This generally requires cultivation of the enzyme-producing microbes, separation, purification, and the immobilization of the extracellular lipase. The concept of whole-cell immobilization thus seeks to address this challenge. This technique only requires a simultaneous cultivation and immobilization of the cell producing the lipase. This drastically reduces the cost of immobilization and further offers an efficient reuse of the lipase. Other challenges faced by lipase-catalyzed biodiesel production are the low reaction rates and loss of activity of the lipase particularly due to the presence of short-chain alcohols in the reaction medium.
This chapter provides a cutting-edge discussion on the historical development of strategies, current challenges, and future opportunities of using whole-cell biocatalysts in the production of biodiesel. A comprehensive analysis on using whole-cell biocatalysts on vast range of feedstocks geared toward reducing the total cost of biodiesel production through the use of less expensive materials is also presented. Ultimately, the industrial use of whole-cell biocatalysts in biodiesel production with insights into the integrated process chain is further discussed.
2 Design of Whole-Cell Biocatalysts for Biodiesel Production
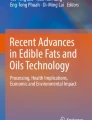
Whole-cell biocatalysts have a unique advantage in biodiesel production due to the ease with which they can easily be separated from reaction mixture. This advantage is achieved because of the localization of the lipase on cells of their host. In conventional methods, the lipase is overproduced intracellularly, and the cells are used as biocatalysts for the synthesis of methyl esters (Fig. 4.1a). Matsumoto et al. (2001) cloned a gene encoding lipase from Rhizopus oryzae IFO4697 (ROL) and constructed an intracellular overproduction system of a recombinant ROL with a pro-sequence (rProROL) in Saccharomyces cerevisiae MT8-1. These systems often require treatment prior methyl ester synthesis due to the poor mass transfer of substrate to the active sites of the lipase. Improvement of the accessibility of substrate to the enzyme’s active site can be achieved through air-drying, freeze-thawing, incubation in isopropyl alcohol, or cetyltrimethylammonium bromide solution (Liu et al. 2000; Gowda et al. 1991). These techniques are geared toward the improvement of the activity of the whole-cell biocatalyst via permeabilizing the host cell to enhance better flow of both substrate and products.

Schematic representation of whole-cell lipase expression systems constructed by (a) intracellular overproduction of lipase enhanced by cell permeation, (b) using cell wall anchor protein to display lipase on the cell surface, and (c) trapping secreted lipase within the cell wall and cell membrane of the host cell
Contrary to this conventional method, latter approaches target the display of the lipase on the surface of the host cell (Fig. 4.1b). The cell-wall anchor protein of the 3′ region of FLO1 gene, FS, which encodes flocculation functional domain of Flo1p is fused with the N terminus of rProROL from R. oryzae to achieve a cell-surface display of FSProROL on S. cerevisiae MT8-1/. This system showed a hydrolytic activity of 61.3 IU/g (dry cell weight) and produced 78.3% methyl ester in 72 h as compared to 71% in 165 h by the conventional intracellular overproduction system (Matsumoto et al. 2002). The authors further observed that the initial reaction rate of the FSProROL was comparable to free ROL and thus the cell-surface displayed FSProROL may have the same level of accessibility to substrate as the free ROL.
A previous work on the aggregation of Rhizopus species revealed that the immobilization of the mycelium in polyurethane biomass support particles (BSPs) altered the morphology of the cells from a pulp-like structure to a pellet-like structure, and this caused an enhancement in the intracellular activities of the lipase of the Rhizopus species (Nakashima et al. 1990). In a further investigation of the use of Rhizopus oryzae immobilized in BSPs, Ban et al. (2001) successfully produced 90% biodiesel from soybean oil when the culture medium of cells was spiked with 30 g/L olive oil. The extracellular activities reported in this study were rather lower when the mentioned techniques were applied. It was hypothesized that these techniques seem to maintain lipase within the cells. To elucidate this, Western blot analysis was performed on ROL immobilized into BSPs in the presence of olive oil, and the results were further confirmed by an immunofluorescence labeling of hyphal cells (Hama et al. 2006). This analysis revealed that the immobilization of the mycelium on BSPs and the addition of olive oil enhance the localization of lipase on the cell surface. Immobilization of the cells results as a natural course of growth within the spores of the BSPs. Two lipases with molecular masses of 31 kDa and 34 kDa were observed in the culture medium for the cells cultivated in suspension. A quick reduction in the 31 kDa lipase was observed for the culture medium containing BSPs with a relatively stable amount of the lipase on the cell membrane of the mycelium. Generally, secretory lipases from the eukaryotic R. oryzae are transported into the endoplasmic reticulum (ER) membrane and into the cell wall which are eventually secreted extracellularly. However, the lipase with 31 kDa molecular mass was integrated into the ER membrane and accumulates in the cell membrane. This form of localization of lipases may depend on the host strain and the type of lipase, but the results of various researchers indicate the localization of lipases on the cell surface of the host (Hoshino et al. 1991; El Abbadi et al. 1995; Davranov et al. 1983; Toskueva 1988). These studies show another phenomenon of cell surface display of lipases in host cells (Fig. 4.1c) which are currently under intense research as whole-cell biocatalysts in biodiesel production.
A number of microorganisms have been used as whole-cell biocatalyst for the production to biodiesel. These microorganisms generally possess lipases on their cell body, and these lipases are responsible for the hydrolysis of ester bonds in carboxylic esters. The extent to which these lipases hydrolyze the ester bonds is expressed as activity and varies from lipase to lipase. In an effort to discover whole-cell biocatalysts possessing “super lipases” with high activity and effectiveness for producing biodiesel, researchers are exploring various techniques which include screening of wild types, immobilization techniques, application of protein engineering, and engineering of biodiesel process parameters.
In the late 1980s, works by Nakashima et al. (1988, 1989) led to the discovery of high lipase activity of whole-cell Rhizopus chinensis through cell immobilization. It was revealed that the use of BSPs further improves the intracellular activity of the whole-cell biocatalyst compared to freely suspended cells. Among a number of support particles tested, a polyurethane material of 635 μm pore size and 0.97 porosity was found to be the best. Cells immobilized within this material showed high intracellular lipase activity of 3750 U/mg which is almost threefold higher than the freely suspended cells and low extracellular lipase activity which is about 1.5-fold lower than the freely suspended cells. The other polymeric materials tested in this work included nylon, polyester, cellulose, polyvinyl alcohol, and stainless steel. Polyurethane BSPs were thus further investigated for the immobilization of six other Rhizopus species. Immobilization of the cells into the matrix of the polyurethane material indeed improved the intracellular activities of all six species tested. A later work using Rhizopus oryzae showed that the cells form a dense sheath near the surface of the polyurethane cuboid (Ban et al. 2001). Thus, this phenomenon seems to increase the arrest of lipases on the surface of the cells that are trapped in the spores at the near surface of polyurethane BSPs by inducing the formation of pellet-like structures in this region as a result of natural course of growth.
With this phenomenon of cell membrane-bound lipases and advances in genetic engineering which allows the integration of lipase-encoding genes into host microorganisms, novel whole-cell biocatalytic systems have been developed for biodiesel synthesis (Tamalampudi et al. 2007; Hama et al. 2008; Adachi et al. 2011). These works reported on high intracellular activities in whole-cell Aspergillus oryzae expressing Candida antarctica lipase B (CalB), Fusarium hetersporum lipase, and a co-expression of F. heterosporum lipase and mono- and diglyceride lipase (Table 4.1). In spite of the fact that lipases are highly substrate-specific, feedstock for biodiesel is very diverse. The ability to express lipases of different specificities in whole-cell biocatalysts thus broadens the avenue for selecting and matching the appropriate lipase to feedstocks.
3 Application of Whole-Cell Biocatalysts in Biodiesel Production
The concept of whole-cell biocatalysis is gaining grounds in biodiesel industry as robust varieties of whole-cell lipases have been developed. Its attractiveness in this industry stems from the cost reduction achieved through one-step lipase production and immobilization. Following previous works of producing whole-cell biocatalysts with high lipase activities, the first use of whole-cell biocatalyst for biodiesel synthesis was developed using refined soybean and methanol as feedstock (Ban et al. 2001).
3.1 Mechanism for Whole-Cell Lipase Biocatalysis in Biodiesel Synthesis
Whole-cell biocatalysis of biodiesel from oil occurs via the transesterification of oils and an acyl acceptor. Methanol is widely used as the acyl acceptor as it results in a reaction rate and produce biodiesel with desirable properties. Biocatalysis of transesterification occurs at the active site of whole-cell lipases under suitable reaction conditions. Although the conformation of the active site varies slightly from lipase to lipase, it is made up of a catalytic triad consisting of Ser, His, and Asp amino acid residues (Brady et al. 1990; Winkler et al. 1990). The hydroxyl group of serine functions as an electron-rich center and attacks the carbonyl carbon of triglyceride to form a lipase-substrate intermediate. A diglyceride is formed by the transfer of protons to the alkyl oxygen of the substrate via histidine of the active site resulting in a lipase-acyl complex. In the presence of alcohol, this complex reacts with oxygen atoms to subsequently form the fatty acid alkyl ester. The released diglyceride is further taken up as a substrate to produce a second fatty acid alkyl ester and a monoglyceride. Eventually, a third fatty acid alkyl ester is formed from the monoglyceride with glycerol as a by-product (Al-Zuhair et al. 2007). This series of reaction is generally referred to as the Ping-Pong Bi Bi mechanism (Fig. 4.2). The carboxyl moieties of the aspartic acid in the catalytic triad stabilize the serine and the histidine. The catalytic triad itself is buried under a short surface helix referred to as the lid, and it is stabilized by hydrophobic and electrostatic interactions. The displacement of this lid by aqueous-nonaqueous interface is suggested to be the basis for lipase activation.

Reactions involved in whole-cell lipase catalyzed synthesis of fatty acid methyl esters (biodiesel) and an overview of the mechanism (Ping Pong Bi Bi)
3.2 Feedstock and Reaction Parameters for Whole-Cell Lipase-Mediated Biodiesel Production
As efforts are being made to produce robust and high efficient lipases, the cost of feedstock and social concerns such as competing resources for food and energy have also instigated the search of appropriate biodiesel feedstock. This presents another challenge on the use of lipases for biodiesel production. The high substrate specificity and the sensitivity of lipases to reaction conditions could easily be hindered by components of nonconventional feedstocks. In the following sections, the application of whole-cell biocatalysts for the efficient biodiesel production from various feedstocks is presented.
3.3 Conventional Feedstock
The first reported work of whole-cell biocatalysis employed the use of an sn-1,3-positional specificity lipase, R. oryzae lipase immobilized within the pores of polyurethane BSPs (Ban et al. 2001). This whole-cell biocatalyst which was cultivated under the support of olive oil successfully attained a 90% methyl ester yield from refined soybean oil. The reported biodiesel yield was comparable to that obtained with extracellular lipase (Kaieda et al. 1999). Refined soybean and other plant oils are referred to as conventional feedstocks for biodiesel production and are mainly made up of triglycerides with saturated and unsaturated fatty acids ranging in chain length from C16 to C18. Stoichiometrically, 66% methyl ester yield is expected from the sn-1,3-regiospecific lipase. However, a further evaluation of this whole-cell biocatalyst revealed that R. oryzae catalyst promotes acyl migration from sn-2 of monoglycerides to 1,3-positions, and this is facilitated by the water content in the reaction mixture (Oda et al. 2005).
As proteins, lipases are usually denatured by short-chain alcohols such as methanol and ethanol, which on the other hand are the commonly used acyl acceptors for the transesterification of oils. Despite the availability and affordability, these short-chain alcohols denature the enzymes by disrupting the conformation of the proteins resulting in an alteration of the active sites of the lipases and lead to deactivation. To overcome this challenge, a number of microorganisms from oil containing soil were screened, and the whole-cell biocatalyst of the yeast strain, Rhodotorula mucilaginosa P11189, was found to have a high methanol tolerance, producing 83.3% fatty acid methyl esters from palm oil with six molar equivalents of methanol (Srimhan et al. 2011). The stoichiometric molar equivalent of methanol required for the transesterification of triglycerides 3:1. However, since the transesterification of oils is a reversible reaction, an excess amount of methanol is usually required. Most enzymatic biodiesel reactions exhibit signs of deactivation with 1.5 molar equivalent making lipase inactivation by short-chain alcohol one of the bottlenecks of using whole-cell biocatalysts for biodiesel production.
In addition to using methanol-tolerant lipases, other techniques such as stepwise methanol addition, solvent addition, and glycerol removal have been discovered to reduce the risk of lipase inactivation by short-chain alcohols. Shimada and his colleagues successfully produced 98.4% of soybean oil to fatty acid methyl ester using Nov 435, an extracellular C. antarctica lipase B immobilized on acrylic resin and known to be one of the effective immobilized lipases (Shimada et al. 1999). The procedure involves a strategic addition of aliquoted methanol to the reaction mixture at several points along the time course of the transesterification, and this method has been successfully adapted for whole-cell biocatalysis. A three-step methanol addition at 24 h interval was used to achieve 87% fatty acid methyl ester from palm oil using a whole-cell Aspergillus sp. lipase (Xiao et al. 2010).
The addition of suitable solvents dissolves methanol and reduces the deactivation effect on whole-cell biocatalysts. This strategy has been adopted as a method for reducing the deactivation effect methanol on whole-cell biocatalysts as it avoids the sophisticated stepwise addition of methanol. The choice of solvent should however factor in the tolerance of the lipase to avoid irreversible inactivation by the solvent. Although the ionic liquids [BMIM][BF4] and [EMIM][BF4] were good solvents for conversion of soybean oil to fatty acid methyl ester using whole-cell R. oryzae and 4:1 molar equivalent of methanol, [EMIM][TfO] resulted in poor yield (Arai et al. 2010). It was suggested that the ionic liquid as a solvent served as a reservoir for methanol to suppress lipase deactivation. In an effort to identify suitable solvents for whole-cell biocatalysis for biodiesel, organic solvents with different polarity-hydrophobicity (log P) were investigated (Huang et al. 2012). It was revealed that solvents with a higher log P, that is, more nonpolar, resulted in higher methyl ester yield from soybean oils using Rhizomucor miehei lipase-displaying Pichia pastoris whole cells. Conventional feedstocks which are often referred to as first-generation feedstock are mainly made of triglycerides. These triglycerides are generally immiscible with acyl acceptors such as methanol and thus the biocatalysis in biodiesel synthesis is thought of to be an interfacial reaction usually involving an aqueous and nonaqueous interface. This aqueous-nonaqueous interface is said to be responsible for the activation of most lipases as such the disruption of the sheath of water around whole-cell biocatalysts by hydrophilic solvents tends to contribute to the deactivation of the enzymatic process. Solvent-tolerant strains of R. miehei lipase (RML) have been developed by combining multiple alignments with site-directed mutagenesis. The variants of RML which were immobilized on the cell surface of P. pastoris using the N-terminal 874 amino acids of Flo1p were found to have 1.1- to 5-fold of the activity of native lipases in the presence of heptane (Han et al. 2011). Despite these novel techniques of using solvents, the extra cost and the potential toxic nature of organic solvents limit the use of this technique.
3.4 Unconventional Feedstock
Conventional feedstocks including soybean oil, sunflower oil, and other plants oils are sources of food and thus their use for fuel production raises concerns on food scarcity. Furthermore, these feedstocks are expensive and contribute significantly to the cost of biodiesel production, making up about 60–80% of the total cost. Reducing the cost of biodiesel production through the use of whole-cell biocatalysts goes hand in hand with choosing cheaper and more sustainable oil feedstock. A new class of feedstock referred to as second-generation feedstock has been paired with whole-cell biocatalysts for biodiesel production. These feedstocks include waste cooking oils, yellow grease, and other nonedible oils such as Jatropha oils. The fatty acid profile of the nonedible oils from Calophyllum inophyllum provides compatible properties for biodiesel. Its general high content in free fatty acid makes the conventional alkaline biodiesel conversion impossible. Under optimized conditions, 92% of biodiesel can be achieved with whole-cell R. oryzae at 35 °C and 15% v/v water (Arumugan and Ponnusami 2014). The presence of toxic components such as phorbol esters renders Jatropha oil nonedible but attractive as a feedstock for biodiesel due to its high availability and low cost. With Jatropha as feedstock, immobilized whole-cell R. oryzae produced 80.2% FAME yield as against 75.1% by Nov 435 (Tamalampudi et al. 2008). These crude nonedible oils often contain high amounts of free fatty acids. Most EC 3.1.1.3 lipases are effective in hydrolyzing free fatty acids and are usually capable of converting free fatty acids into FAME in the process of esterification. In fact, the reaction rate of esterification of most lipases is higher than the transesterification of triglycerides. As a by-product, water is liberated during esterification of free fatty acids leading to an increase in water content in the reaction medium. The poor water tolerance of Nov 435 is suggested as the cause of low FAME yield due to enzyme deactivation by water. To elucidate the methanolysis of unrefined oils containing high amounts of free fatty acids, a partial oil hydrolysate mainly consisting of free fatty acids and 24% triglyceride was used as a substrate for biodiesel synthesis. Approximately 75.3% FAME was produced by Nov 435, whereas 93% FAME was produced by whole-cell A. oryzae expressing F. heterosporum lipase (Amoah et al. 2016a). Most of the whole-cell biocatalyst developed for biodiesel synthesis are known to have high tolerance for water. The water liberated as the by-product is suggested to enhance the transesterification activity of the whole-cell lipase through the facilitation of acyl migration of sn-2 positioned fatty acid to sn-1,3-position. The application of whole-cell biocatalyst for this class of feedstock is cost-effective considering the simplicity of the reaction process.
A more interesting class of feedstock is oleaginous organisms especially microalgae. Although there is no accepted definition for this class of feedstock, they are sometimes included as a second-generation feedstock or referred to as a third-generation feedstock or more generally as advanced feedstock. These oils are viewed as the most sustainable feedstock for the future due to the significant high yields. The microorganisms that produce the oil can be cultivated on non-arable land and grow rapidly, and their cultivation can be merged with the treatment of various waste streams (Chisti 2007; Singh et al. 2011; Ho et al. 2010). These advanced feedstocks vary from conventional feedstocks in quality and composition, as such special techniques are required for conversion by whole-cell biocatalysts. Recent works thus focus on the effective conversion of unconventional oils to biodiesel using whole-cell biocatalysts. Whole-cell Aspergillus sp. immobilized on BSP was found to be superior to whole-cell Candida sp. using Scenedesmus obliquus oils as a feedstock. A Box-Behnken response surface methodology (RSM) approach for reaction optimization reveals that water content between 1% and 5% does not alter the FAME yield catalyzed by the Aspergillus sp. FAME yield was however influenced by a temperature range of 35–55 °C, and it was found that the conversion of oil to FAME depends on the collective influence of the reaction parameters (Guldhe et al. 2016). Parameter interactions such as temperature and number whole-cell loadings interaction and water content and lipase loading interaction show significant influence on this reaction system. A three-step methanol addition approach was employed to the optimized reaction parameter, and 90.8% FAME was achieved (Guldhe et al. 2016). Biodiesel fuel properties depend largely on the quality and composition of the feedstock; however, conversion techniques and post-production steps can influence major fuel properties such as the methyl ester content which the European standards (EN14214) have set a minimum value of 96.5%. Ninety-seven percent FAME was successfully produced from the microalgal strain, Chlamydomonas sp. JSC4, using F. hetersporum lipase-expressing A. oryzae whole-cell biocatalyst. Although this oil feedstock contained high amounts of phospholipids which usually interfere in enzymatic biodiesel process, the high water tolerance of the whole-cell biocatalyst was swiftly used to achieve high yield of biodiesel with a onetime addition of methanol (Amoah et al. 2017). The reuse stability of this whole-cell biocatalyst was found to be more than threefold higher than a lipase cocktail containing the commercially available Thermomyces lanuginosus lipase liquid preparation and Candida cylindracea lipase after four batches of biodiesel production. The quality of oils has detrimental effect on the whole-cell catalysis by decreasing the reaction velocity and resulting in low FAME yields. Microbial oils vary in quality depending on the strain, cultivation conditions, extraction, and other handling techniques. Oils from Nannochloropsis gaditana extracted with a nonpolar solvent hexane result in a lower polar lipid content of 37.4% compared to 49.0% by a more polar solvent, ethanol. Methanolysis of these oils with different polar lipid contents utilizing immobilized whole-cell R. oryzae results in a rapid reaction rate for lipids containing lower polar content to achieve a FAME content of 83% where as 58% FAME was achieved from the oils containing higher polar lipid content (Lopez et al. 2016). Moreover, the reuse stability of the whole cells was greatly inhibited by the presence of polar lipids. Polar lipids in the form of phospholipids in itself do not deactivate lipases; however, the coexistence of phospholipids and methanol promotes the inhibitory effect of methanol. It was discovered that, in the use of F. hetersporum lipase-expressing A. oryzae whole-cell biocatalyst for the conversion of oils containing phospholipids, reverse-micelles formation is facilitated by the presence of phospholipids, and these reverse micelles disrupt the aqueous-nonaqueous interface required for lipase activation (Amoah et al. 2016b; Li et al. 2014). The result of this is a low reaction rate and subsequent deactivation of the lipase by extended residence time of methanol in the reaction mixture. The inhibitory effect of short-chain alcohols on whole-cell biocatalysts can be eliminated by substituting these alcohols with other acyl acceptors. This was demonstrated by using methyl acetate as the acyl acceptor in the conversion of Chlorella salina oil using the immobilized yeast strain, Rhodotorula mucilaginosa as a whole-cell biocatalyst. To achieve a high conversion rate in the reversible transesterification process, an extra amount of alcohol is added to shift the equilibrium to the product side. An average of 4:1 methanol to oil ratio has generally led to effective FAME production. However, an oil to methyl acetate molar ratio of 1:4 only resulted in about 22% biodiesel, but a further increase to 1:12 molar ratio improved the yield to about 56% (Surendhiran et al. 2014). No significant deactivation of the whole-cell biocatalyst can be observed with this acyl acceptor. However, a further increase might result in a dilution of the reaction system and slow down the rate of reaction. Under optimized conditions, 85% FAME yield is obtained from this microalgal strain using the R. mucilaginosa whole-cell biocatalyst. A summary of research findings employing the use of whole-cell lipases and unconventional feedstocks has been summarized in Table 4.2.
These results presented by researchers reveals that whole-cell biocatalysis for biodiesel production is affected by the feedstock, water content, type and strategy of acyl acceptor addition, agitation, and the presence or absence of organic solvents. Other parameters include temperature and reaction time. These factors are interrelated and needless to say are dependent on the strain of lipase and type of lipase-producing whole cells. All these parameters are factored in the design of bioreactors for biodiesel production.
4 Bioreactor Design for Whole-Cell Biocatalysis of Biodiesel
For the industrialization of whole-cell biocatalyst for biodiesel production, a number of reactor configurations have been designed. The heterogeneous nature of whole-cell biocatalysts and the reaction medium make the use of stirred tank reactor (STR) and packed-bed reactor (PBR) more attractive. Stirred bed reactor involves the agitation of the entire reaction mixture through the driving force of a propeller. The propeller facilitates the fine distribution of water bubbles through the reaction mixture, enhancing the creation of aqueous-nonaqueous interface required for lipase activation. STR can either be used for batch processes or continuous processes. Various liquid-solid separation methods can be applied to the reaction mixture at the end of the reaction to separate the whole cells from the reaction mixture to subsequent batch operations. Depending on the feedstock, appropriate washing technique may be required to remove impurities such as glycerol, remaining alcohols, and other polar remnants of oils. The unloading of products and reloading of feedstock lead to a low throughput in batch STR. In continuous mode of operating STR, the reactor is equipped with an in-line liquid-solid separator, usually a membrane. The continuous operation mode offers a better throughput, but reaction control can be complicated especially in situations where feedstock quality varies widely (Tan et al. 2010). Despite the effective reaction interface provided in STR, the shear stress resulting from the driving force of the propeller causes abrasion of the whole cells leading to leaching and physical damage of the whole cells (Adachi et al. 2013). The result of this is the drastic decrease in FAME in the subsequent reuse of the whole cells.
Packed-bed reactor is attractive for the long-term use of whole-cell lipases as physical damage to whole cell is at a minimal. In PBR, the whole-cell biocatalysts are stationed in a column, and the reaction mixture is allowed to flow through the tube at a regulated flow rate. The FAME yield is influenced by the flow rate of the reaction mixture through the stationary whole-cell lipase with a higher flow rate resulting in a higher FAME yield. A change in flow rate from 5 to 55 L/h results in a change in FAME yield from 87% to 91% using R. oryzae whole-cell biocatalyst (Hama et al. 2007). The main agitation force in PBR is usually the flow of the reaction mixture through the whole cells. Although this promotes the longevity of the whole cells as less physical damage is caused, this reactor is limited by inefficient formation of aqueous-nonaqueous interfacial area. To improve the efficiency of this reactor type, an external agitation system such as ultrasound is introduced to the reaction mixture prior injection into the packed bed. This promotes the emulsification of the reaction mixture and enhances the distribution of aqueous-nonaqueous interface across the packed bed for efficient reaction. To further improve the longevity of the whole cells, the upward flow of reaction mixture is preferred as this prevents the compression of the whole cells and subsequent pressure drops (Fjerbaek et al. 2009). PBR has been successfully used for the conversion of various plants oils in whole-cell-mediated biodiesel production with modifications such as treatment of the whole cells with glutaraldehyde (Xiao et al. 2011). Although the design of bioreactors for whole-cell biocatalysis is still in its infancy, an in-depth analysis of bioreactors for enzymatic biodiesel has been reviewed (Poppe et al. 2015; Christopher et al. 2014). Lessons from these can find novel applications in the design of appropriate bioreactors for whole-cell biocatalysis of biodiesel.
5 Prospects and Challenges of Whole-Cell Biocatalyst-Mediated Biodiesel Production
A life cycle analysis on biodiesel production suggests that in comparison to chemical methods, enzymatic biodiesel production reduces terrestrial ecotoxicity by 40% and fresh water aquatic and marine aquatic toxicity by 12% and 10%, respectively (Harding et al. 2008). The omission of the neutralization step and the lower energy requirements have been attributed to these reductions. The fewer processing steps and lower energy requirements in producing whole-cell biocatalyst stand to further improve these reductions achieved by enzymatic methods.
There is currently no in-depth report on the techno-economic analysis of biodiesel production using whole-cell lipases, but a close analysis of the current reports on free and immobilized lipase provides a gist of the economic direction of whole-cell-mediated biodiesel production. An estimated cost of the commercially available lipase Lipozyme IM (extracellular T. lanuginosus lipase immobilized on non-compressible silica gel) per kilogram of biodiesel produced is $0.14 compared to $0.006 for alkali catalyst (Fjerbaek et al. 2009). This price has been slashed down to $0.03/kg by a Chinese company which uses immobilized lipase of Candida sp. 99–125 as a biocatalyst and waste cooking oil as feedstock (Christopher et al. 2014). In other studies, the cost of biodiesel production using immobilized lipase was reported as $2414.63/tonne, whereas $7821.37/tonne was reported for free lipase (Jegannathan et al. 2011). The reuse potential exhibited by immobilized lipase was the major factor for the lower production cost. The elimination of separation and purification steps in whole-cell lipase preparation thus shows potential further reduction of the lipase cost for biodiesel production through process intensification (Fig. 4.3). Recent trends also focus on the use of cheap medium for the cultivation of whole-cell lipases, and this is expected to further reduce the cost of lipase.

Process layout for enzymatic biodiesel production using (a) conventional immobilized lipase and (b) whole-cell lipase. The lipase production substation for conventional immobilized lipase requires multiple process steps of cultivation, purification, and immobilization, whereas a simultaneous cultivation and immobilization are used for whole-cell lipase preparation
Despite these potentials, biodiesel production via whole-cell biocatalysis is yet to see a boom in its industrialization. Laboratory scale experiments have shown steady progress in the development of robust strains and novel process engineering to optimize the yield in whole-cell lipase-mediated biodiesel production, yet significant amounts of unconverted intermediates such as mono- and diglycerides and free fatty acids remaining in the reaction medium. This does not only lead to process inefficiency but also a low-quality biodiesel fuel. Low lipase activities and specificities and limited mass transfer have been suggested to be contributors to this problem. This can be observed in the slow reaction rates requiring long reaction time to achieve the desired FAME content. Further, the use of live microbes, most of which are genetically modified organisms (GMO), handling of these whole cells raises concerns on the safety of this process on an industrial level.
Novel protein engineering strategies can lead to the development of “super whole cells” with multiple lipase expressions and high activities as well as better methanol tolerance capable of effectively enhancing reaction rate (Fig. 4.4). Efforts in process engineering such as mixing of lipases with different activities and in-line product extraction to enhance conversion of intermediates may contribute to a better process efficiency. Besides the technological developments, a robust supply chain can be considered for the proper mobilization of logistic can reduce the risk of environmental impact (Hama et al. 2018). This can facilitate proper aseptic handling of whole-cell lipases and provide essential strategies for the containment of these live microbes if they are to be used on a large scale.

Challenges and opportunities of whole-cell lipase in biodiesel industry
6 Conclusions
Enzymatic methods show high potential to replace chemical methods for biodiesel production due to the lower temperature requirements, environmental friendliness, and the possibility to utilize a broader range of feedstock. The advances in lipase technology with the inception of whole-cell lipases alleviate concerns about the cost of lipases through its cheap production cost by the elimination of costly lipase separation and purification steps, couple with high reuse stability. Whole-cell lipases have been to be versatile in its application with both conventional and unconventional feedstock which could not be achieved with traditional chemical methods. This, however, depends on the whole-cell lipase and the reaction strategy which through advanced research continues to make huge progress. The success of this technology is expected to further make biodiesel production cheaper through the use of cheap oil feedstock such as nonedible plant oils and microbial oils. Nonetheless, technical challenges such as mass transfer barriers and low-quality biodiesel properties should be addressed through novel protein engineering and process engineering strategies to ensure the industrialization of this technology. Containment measures for handling live genetically modified microbes on large scale should be considered for the safe application of this robust technology.
References
Adachi D, Hama S, Numata T, Nakashima K, Ogino C, Fukuda H, Kondo A (2011) Development of an Aspergillus oryzae whole-cell biocatalyst co-expressing triglyceride and partial glyceride lipases for biodiesel production. Bioresour Technol 102:6723–6729
Adachi D, Hama S, Nakashima K, Bogaki T, Ogino C, Kondo A (2013) Production of biodiesel from plant oil hydrolysates using an A. oryzae whole-cell biocatalyst highly expressing Candida antarctica lipase B. Bioresour Technol 135:410–416
Adamczak M, Bednarski W (2004) Enhanced activity of intracellular lipases from Rhizomucor miehei. and Yarrowia lipolytica by immobilization on biomass support particles. Process Biochem 39:1347–1361
Al-Zuhair S, Ling FW, Jun LS (2007) Proposed kinetic mechanism of the production of biodiesel from palm oil using lipase. Process Biochem 42:951–960
Amoah J, Quayson E, Hama S, Yoshida A, Hasunuma T, Ogino C, Kondo A (2016a) Simultaneous conversion of free fatty acids and triglycerides to biodiesel by immobilized Aspergillus oryzae expressing Fusarium heterosporum lipase. Biotechnol J 11. https://doi.org/10.1002/biot.201600400
Amoah J, Ho S-H, Hama S, Yoshida A, Nakanishi A, Hasunuma T, Ogino C, Kondo A (2016b) Converting oils high in phospholipids to biodiesel using immobilized Aspergillus oryzae whole-cell biocatalysts expressing Fusarium heterosporum lipase. Biochem Eng J 105:10–15
Amoah J, Ho S-H, Hama S, Yoshida A, Nakanishi A, Hasunuma T, Ogino C, Kondo A (2017) Conversion of Chlamydomonas sp. JSC4 lipids to biodiesel using Fusarium heterosporum lipase-expressing Aspergillus oryzae whole-cell as biocatalyst. Algal Res 28:16–23
Arai S, Nakashima K, Tanino T, Ogino C, Kondo A, Fukuda H (2010) Production of biodiesel fuel from soybean oil catalyzed by fungus whole-cell biocatalysts in ionic liquids. Enzyme Microb Technol 46(1):51–55
Arumugan A, Ponnusami V (2014) Biodiesel production from Calophyllum inophyllum oil using lipase producing Rhizopus oryzae cells immobilized within reticulated foams. Renew Energ 64:276–282
Ban K, Kaieda M, Matsumoto T, Kondo A, Fukuda H (2001) Whole cell biocatalyst for biodiesel fuel production utilizing Rhizopus oryzae cells immobilized within biomass support particles. Biochem Eng J 8:39–43
Brady L, Brzozowski AM, Derewenda ZS, Dodson E, Dodoson G, ToHey S, Turkenburg JP, Christiansen L, Huge.Jensen B, Norskov L, Thlm L, Menge U (1990) A serine protease triad forms the catalytic centre of a triacylglycerol lipase. Nature 343:767–770
Chisti Y (2007) Biodiesel from microalgae. Biotechnol Adv 25:294–306
Christopher LP, Hemanathan K, Zambare VP (2014) Enzymatic biodiesel: challenges and opportunities. Appl Energy 119:497–520
Davranov K, Akhmedova ZR, Rizaeva MI, Alimdzhanova MI, Rakhimov MM (1983) Properties of lipases from Oospora lactis. Biokhimiia 48:739–746
Demirbas MF, Balat M (2006) Recent advances on the production and utilization trends of bio-fuels: a global perspective. Energ Convers Manag 47:2371–2381
Du W, Li W, Sun T, Chen X, Liu D (2008) Perspectives for biotechnological production of biodiesel and impacts. Appl Microbiol Biotechnol 79:331–337
El Abbadi N, Druet D, Comeau LC (1995) Immunocytochemical identification and localization of lipase in cells of the mycelium of Penicillium cyclopium variety. Appl Microbiol Biotechnol 42:923–930
Fjerbaek L, Christensen KV, Norddahl B (2009) A review of the current state of biodiesel production using enzymatic transesterification. Biotechnol Bioeng 102:1298–1315
Gowda LR, Bachhwat N, Bhat SG (1991) Permeabilization of bakers’ yeast by cetyltrimethylammonium bromide for intracellular enzyme catalysis. Enzym Microb Technol 13:154–157
Guldhe A, Singh P, Kumari S, Rawat I, Permaul K, Bux F (2016) Biodiesel synthesis from microalgae using immobilized Aspergillus niger whole cell lipase biocatalyst. Renew Energy 85:1002–1010
Hama S, Tamalampudi S, Fukumizu T, Miura K, Yamaji H, Kondo A, Fukuda H (2006) Lipase localization in Rhizopus oryzae cells immobilized within biomass support particles for use as whole-cell biocatalysts in biodiesel-fuel production. J Biosci Bioeng 101:328–333
Hama S, Yamaji H, Fukumizu T, Numata T, Talamampudi S, Kondo A, Noda H, Fukuda H (2007) Biodiesel fuel production in a packed-bed reactor using lipase-producing Rhizopus oryzae cells immobilized within biomass support particles. Biochem Eng J 34:273–278
Hama S, Tamalampudi S, Suzuki Y, Yoshida A, Fukuda H, Kondo A (2008) Preparation and comparative characterization of immobilized A. oryzae expressing F. heterosporum lipase for enzymatic biodiesel production. Appl Microbiol Biotechnol 81:637–645
Hama S, Noda H, Kondo A (2018) How lipase technology contributes to evolution of biodiesel production using multiple feedstocks. Curr Opin Biotechnol. 2018 50:57–64
Han S, Zhang J, Han Z, Zheng S, Lin Y (2011) Combination of site-directed mutagenesis and yeast surface display enhances Rhizomucor miehei lipase esterification activity in organic solvent. Biotechnol Lett 33:2431–2438
Harding KG, Dennis JS, von Blottnitz H, Harrison STL (2008) A life-cycle comparison between inorganic and biological catalysis for the production of biodiesel. J Clean Prod 16:1368–1378
Hill J, Nelson E, Tilman D, Polasky S, Tiffany D (2006) Environmental, economic, and energetic costs and benefits of biodiesel and ethanol biofuels. Proc Natl Acad Sci USA 103:11206–11210
Ho S-H, Chen W-M, Chang J-S (2010) Scenedesmus obliquus CNW-N as a potential candidate for CO2 mitigation and biodiesel production. Bioresour Technol 101:8725–8730
Hoshino T, Ogura T, Okano K, Inoue N, Shinano H (1991) Inductive conditions of lipase by Aspergillus oryzae and its localization in a cell. Nippon Suisan Gakkaishi 57:511–515
Huang D, Han S, Han Z, Lin Y (2012) Biodiesel production catalysed by Rhizomucor miehei lipase-displaying Pichia pastoris whole cells in an isooctane system. Biochem Eng J 63:10–14
Jegannathan KR, Eng-Seng C, Ravindra P (2011) Economic assessment of biodiesel production: comparison of alkali and biocatalyst processes. Renew Sustain Energ Rev 15:745–751
Jin Z, Han S-Y, Zhang L, Zheng S-P, Wang Y, Lin Y (2013) Combined utilization of lipase-displaying Pichia pastoris whole-cell biocatalysts to improve biodiesel production in co-solvent media. Bioresour Technol 130:102–109
Kaieda M, Samukawa T, Matsumoto T, Ban K, Kondo A, Shimada Y, Noda H, Nomoto F, Ohtsuka K, Izumoto E, Fukuda H (1999) Biodiesel fuel production from plant oil catalyzed by Rhizopus oryzae lipase in a water-containing system without an organic solvent. J Biosci Bioeng 88:627–631
Koçar G, Civaş N (2013) An overview of biofuels from energy crops: current status and future prospects. Renew Sust Energ Rev 28:900–916
Li Y, Du W, Liu D (2014) Exploration on the effect of phospholipids on free lipase-mediated biodiesel production. J Mol Catal B Enzym 102:88–93
Liu Y, Fujita Y, Kondo A, Fukuda H (2000) Preparation of high-activity whole cell biocatalysts by permeabilization of recombinant yeasts with alcohol. J Biosci Bioeng 89(6):554–558
López EN, Medina AR, Moreno PAG, Cerdán LE, Valverde LM, Grima EM (2016) Biodiesel production from Nannochloropsis gaditana lipids through transesterification catalyzed by Rhizopus oryzae lipase. Bioresour Technol 203:236–244
Lotero E, Liu Y, Lopez DE, Suwannakarn K, Bruce DA, Goodwin JG (2005) Synthesis of biodiesel via acid catalysis. Ind Eng Chem Res 44:5353–5363
Matsumoto T, Takahashi S, Kaieda M, Ueda M, Tanaka A, Fukuda H, Kondo A (2001) Yeast whole-cell biocatalyst constructed by intracellular overproduction of Rhizopus oryzae lipase is applicable to biodiesel fuel production. Appl Microbiol Biotechnol 57:515–520
Matsumoto T, Fukuda H, Ueda M, Tanaka A, Kondo A (2002) Construction of yeast strains with high cell surface lipase activity by using novel display systems based on the Flo1p flocculation functional domain. Appl Environ Microbiol 68(9):4517–4522
Nakashima T, Fukuda H, Kyotani S, Morikawa H (1988) Culture conditions for intracellular lipase production by Rhizopus chinensis and its immobilization within biomass support particles. J Ferment Technol 66:441–448
Nakashima T, Fukuda H, Nojima Y, Nagai S (1989) Intracellular lipase production by Rhizopus chinensis using biomass support particles in a circulated bed fermenter. J Ferment Bioeng 68:19–24
Nakashima T, Kyotani T, Izumoto E, Fukuda H (1990) Cell aggregation as a trigger for enhancement of intracellular lipase production by a Rhizopus species. J Ferment Bioeng 70:83–89
Oda M, Kaieda M, Hama S, Yamaji H, Kondo A (2005) Facilitatory effect of immobilized lipase-producing Rhizopus oryzae cells on acyl migration in biodiesel-fuel production. Biochem Eng J 23:5–51
Poppe JK, Fernandez-Lafuente R, Rodrigues RC, Ayub MAZ (2015) Enzymatic reactors for biodiesel synthesis: present status and future prospects. Biotechnol Adv 33:511–525
Ranganathan SV, Narasimhan SL, Muthukumar K (2008) An overview of enzymatic production of biodiesel. Bioresour Technol 99:3975–3981
Shimada Y, Watanabe Y, Samukawa T, Sugihara A, Noda H, Fukuda H, Tominaga Y (1999) Conversion of vegetable oil to biodiesel using immobilized Candida antarctica lipase. J Am Oil Chem Soc 76:789–793
Singh A, Nigam PS, Murphy JD (2011) Mechanism and challenges in commercialisation of algal biofuels. Bioresour Technol 102:26–34
Srimhan P, Kongnum K, Taweerodjanakarn S, Hongpattarakere T (2011) Selection of lipase producing yeasts for methanol-tolerant biocatalyst as whole cell application for palm-oil transesterification. Enzym Microb Technol 48:293–298
Surendhiran D, Vijay M, Sirajunnisa AR (2014) Biodiesel production from marine microalga Chlorella salina using whole cell yeast immobilized on sugarcane bagasse. J Environ Chem Eng 2:1294–1300
Takaya T, Koda R, Adachi D, Nakashima K, Wada J, Bogaki T, Ogino C, Kondo A (2011) Highly efficient biodiesel production by a whole-cell biocatalyst employing a system with high lipase expression in A. oryzae. Appl Microbiol Biotechnol 90:1171–1177
Tamalampudi S, Talukder MMR, Hama S, Tanino T, Suzuki Y, Kondo A, Fukuda H (2007) Development of recombinant Aspergillus oryzae whole-cell biocatalyst expressing lipase-encoding gene from Candida antarctica. Appl Microbiol Biotechnol 75:387–395
Tamalampudi S, Talukder MR, Hama S, Numata T, Kondo A, Fukuda H (2008) Enzymatic production of biodiesel from Jatropha oil: a comparative study of immobilized-whole cell and commercial lipases as a biocatalyst. Biochem Eng J 39:185–189
Tan T, Lu J, Nie K, Deng L, Wang F (2010) Biodiesel production with immobilized lipase: a review. Biotechnol Adv 28:628–634
Toskueva EP (1988) Localization and dynamics of lipase accumulation in Penicillium solitum hyphae. Antibiot Khimioter 33:499–502
U.S. Energy Information Administration/Monthly Energy Review February 2018 (n.d..) https://www.eia.gov/totalenergy/data/monthly/. Date accessed: 26th Mar 2018
Winkler FK, D’Arcy A, Hunziker W (1990) Structure of human pancreatic lipase. Nature 343:771–774
Xiao M, Mathew S, Obbard JP (2010) A newly isolated fungal strain used as whole cell biocatalyst for biodiesel production from palm oil. GCB Bioenergy 2:45–51
Xiao M, Qi C, Obbard JP (2011) Biodiesel production using Aspergillus niger as a whole cell biocatalyst in a packed bed reactor. GCB Bioenergy 3:293–298
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Ogino, C., Amoah, J. (2019). Energy Production: Biodiesel. In: Ueda, M. (eds) Yeast Cell Surface Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-5868-5_4
Download citation
DOI: https://doi.org/10.1007/978-981-13-5868-5_4
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-5867-8
Online ISBN: 978-981-13-5868-5
eBook Packages: Biomedical and Life SciencesBiomedical and Life Sciences (R0)