
Abstract
Wire-cut electrical discharge machining (WEDM) technology has gradually become popular for preparing nuclear reactor pressure vessel (RPV) steel samples after neutron irradiation. The sample section in its polished state was characterized and analysed using metallographic microstructure observation, element energy spectrum analysis and the micro-region Vickers hardness (Hv) method. The experimental results show that the influence of the layer thickness of an RPV steel sample prepared by WEDM can be effectively distinguished by means of section micro-region Hv data, and the distance is approximately 120 μm to the sample surface, with a significant change in the range of 60 μm. This conclusion is also applicable to the preparation of other low-alloy steel samples with similar chemical composition, strength and toughness properties as well as heat treatment.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others
Keywords
- Wire-cut electrical discharge machining technology
- Influence layer
- Vickers hardness
- Reactor pressure vessel steels
Introduction
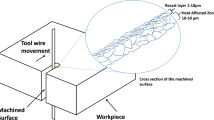
EDM (electrical discharge machining) is based on the use of immersion in a working fluid between two generated pulse discharges and is an electric erosion special processing method for conductive materials. One of the common forms of EDM is the use of a moving thin metal wire as the tool electrode. Compared with traditional mechanical processing with a narrow slit, this material removal method features a higher utilization rate and processing accuracy, along with a high degree of automation, no need for special radiation protection measures, the production of less radioactive waste products and fewer requirements related to operator skills, leading it to gradually be applied in recent years for the determination of the physical and chemical properties of samples prepared after the neutron irradiation test of RPV steel, which is highly radioactive. On the other hand, electric spark cutting will induce carbonization, oxidation, remelting and water quenching to a certain extent, which will affect the microstructure and properties of the sample surface or near surface conditions and thereby the validity and accuracy of the experimental results [1,2,3,4,5]. At present, there is little research on the degree of influence, especially quantitative analysis, in the literature. This paper is based on experimental research on WEDM examining the degree of influence on the surface of the sample preparation technique of RPV steel samples to explore the influence of the layer (also called hardening layer) thickness range and provide a technical reference to counterparts carrying out experimental work.
Materials and Methods
The RPV steel used in this experiment is manganese nickel molybdenum alloy steel, French AFNOR brand 16MND5 steel, similar to the United States ASME brand SA508, GR 3 CL 1 steel. The chemical composition of the steel is shown in Table 1, the heat treatment process is shown in Table 2, and the mechanical properties are shown in Table 3.
A semi closed loop NC WEDM machine (DK7732F type) and the commercial DIC-206 (Dick brand) coolant medium were used for the electric spark cutting of the RPV steel. Samples with dimensions of 1 mm × 1 mm × 0.8 mm were prepared and inlaid and subjected to grinding, polishing and etching processes. Then, the sample section was polished again to carry out metallographic observation, X-ray analysis (EDS), and Vivtorinox (Hv) micro hardness and corrosion microstructure observations. The loading pressure of the hardness test was 50 gf, and the pressure was 15 s.
Results and Discussion
The metallographic polished samples section observation optical images are shown in Fig. 1 and microstructure optical photographs (bright and dark fields) are shown in Fig. 2. Comparing Figs. 1 and 2, it is difficult to distinguish the influence of the thickness of the layer and the thickness of the cutting process. The image edge of the sample is different from the centre of the sample, but the main reason for the difference is the mechanical polishing of the sample longitudinal section and the cross section at the junction (under the surface of the sample, figure), forming a fillet and preventing the determination of the effect of the electric spark cutting layer.

Metallographic microstructure of the sample section in polished state

Metallographic microstructure of the sample section in corroded state (a Zoom in 100 times with bright fields; b Zoom in 250 times with bright fields; c Zoom in 250 times with dark fields)
The results of the EDS analysis of the polished sample cross section are shown in Fig. 3. The results show the presence of oxygen, carbon, manganese, iron, cobalt, as well as five other element distribution lines, all showing different approximately flat values. There was no obvious turning point, so the results from the EDS analysis can effectively identify the effects of the electric spark cutting layer.

EDS component distribution lines of the sample section in the polished state
The Hv test results of the polished sample cross section are shown in Fig. 4a is the reference point position coordinate diagram Fig. 4b, which is the test data of Hv. From graph Fig. 4a, the reference point is selected as the centre of the cross-section geometry, and the point is analysed from the point to the surface. The reference surface distance from the point is approximately 390 μm, and the final measuring point distance is approximately 360 μm. Diagram Fig. 4b shows that the maximum range of the thickness of the layer is approximately 120 μm, with a significant change in the thickness of approximately 60 μm. It is necessary to note that close to the near-surface test, the Hv quadrilateral head traces become asymmetric, showing that the vertical direction on the diagonal surface side gradually becomes shorter. This is because the initial analysis sample of the near-surface roughness may be poor due to pressure head loading near the tissue deformation, causing asymmetrical results. Hence, the horizontal direction is used, so the head loading is relatively uniform and symmetric. Figure 4b shows the diagonal length of the horizontal direction of the measuring point (a) as measured by the number of grid points. Two results are given to compare the effect of the thickness of the layer.

Micro area Hv distribution line of the sample section in the polished state
For the electric spark cutting heat effect of the preparation of the RPV steel samples, the samples along the cross-section of the temperature distribution information and quantitative characterization is difficult to achieve in the conventional experimental equipment, and under rapid heating, the water quenching process may also change, causing vacancy and dislocation generation, so the experiment may be temporarily unable to determine electric spark cutting of the micro phase. Dislocation and other possible defects may also affect the depth and extent, necessitating further experimental research.
Conclusion
-
(1)
Through EDS analysis and metallographic section observation, polished sample tissue sections of the state polishing micro Hv test, determined from cross-sectional micro Hv test data, can effectively judge the EDM preparation of the RPV steel samples when the effect of the layer thickness is approximately 120 μm from the surface selection area, while the variation of the hardness of the 60 selection M depth is more significant.
-
(2)
Therefore, in carrying out the relevant physical and chemical tests, especially micro experiments, such as TEM sample preparation, and nano-indentation hardness tests, such as the preparation technology of the RPV steel samples of WEDM, it is suggested that at least a 60 μm depth selection be considered, followed by grinding to remove the influence of the conventional process to avoid the influence, or layer of the affected areas, to ensure that the samples near the surface organization and performance test results when the data have validity and accuracy.
-
(3)
The above conclusions are also applicable to other low-alloy steels (RPV) that are similar to those discussed in this paper, such as the chemical composition of materials, the mechanical properties of strength and toughness, and the heat treatment state.
References
G.P. Wang, W.Q. Liu, Y.L. Huang et al., Effects of sintering temperature on the mechanical properties of sintered NdFeB permanent magnets prepared by spark plasma sintering. J. Magn. Magn. Mater. 349, 1–4 (2014)
K. Mouralova, J. Kovar, J. Mach, L. Klakurkova, J. Bednar, Analyzing the surface layer after WEDM depending on the parameters of a machine for the 16MnCr5 steel. J. Int. Meas. Confederation 94, 771–779 (2016)
J. Zhang, Q. Li, H. Zhang, Investigation of micro square structure fabrication by applying textured cutting tool in WEDM. Micromachines 6, 1427–1434 (2015)
P. Shandilya, P.K. Jain, N.K. Jain, Study on wire electric discharge machining based on response surface methodology and genetic algorithm. Adv. Mater. Res. 622, 1280–1284 (2013)
E. Levashov, A. Kudryashov, E. Kharlamov et al., Formation of FGM coating by the new method of thermoreactive electrospark surface strengthening. Mater. Sci. Forum 308–311, 262–270 (1999)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Li, C., Shu, G., Wang, X., Liu, W. (2018). Influence of Layer Thickness of RPV Steel Samples Prepared by WEDM Technology. In: Han, Y. (eds) Advances in Energy and Environmental Materials. CMC 2017. Springer Proceedings in Energy. Springer, Singapore. https://doi.org/10.1007/978-981-13-0158-2_9
Download citation
DOI: https://doi.org/10.1007/978-981-13-0158-2_9
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-0157-5
Online ISBN: 978-981-13-0158-2
eBook Packages: EnergyEnergy (R0)