
Abstract
In milling cutting process, tracking performance of the CNC servo drive system is influenced by the characteristics of the cutting forces generated during the milling operation. The undesired frequency harmonics of the cutting force contributes negatively to the positioning accuracy; thus an effective compensation of these harmonics is desired. This paper presents results related to suppression of cutting forces in milling process for minimal impact on tracking performance using controller design approach. A cascade P/PI position controller was designed and numerically analysed in combination with an Inverse Model Based Disturbance Observer (IMBDO) plus Disturbance Force Observer (DFO). The effectiveness of this control approach was validated on the x-axis of the XY feed table of a ball-screw driven milling machine. Results showed that the combined approach of cascade P/PI controller with IMBDO plus DFO produced the best tracking control performance with reduction of 78.8% in magnitude component of the cutting forces using Fast Fourier Transform (FFT) analysis of the tracking errors; compared to individual dedicated approach using IMBDO (62.7%) and DFO (78.2%) respectively.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
- Inverse model based disturbance observer (IMBDO)
- Disturbance force observer (DFO)
- Cutting force
- Disturbance compensation
1 Introduction
In motion control system, disturbance observer is commonly applied to compensate for modeling errors and uncertainties as well as external disturbance. According to [1, 2], observers are effective in estimation of input disturbance force signal for compensation purposes. Observer adds a high gain loop to an existing position control configuration in order to improve the disturbance rejection ability of existing control system. In milling process, since cutting force is a natural outcome of the material removal process and cannot be avoided, a study by [3] have stated that Inverse-Model-based Disturbance Observer (IMBDO) is able to compensate for the negative impact that the cutting forces had on tracking performance of the milling table drives system. Also, in another application, cutting force was compensated using state observer [4]. Another type of observer, known as Disturbance Force Observer (DFO) was introduced in [5] and the experimental results presented had showed the effectiveness of DFO in compensating the cutting force. The paper showed that the magnitude of the high frequency components of the cutting force was significantly reduced thus reducing its effect on the servo drive performance of the feed table. This paper presents analysis on control performances of a cascade P/PI position controller combined with IMBDO plus DFO on the basis of reduction in magnitudes of the tracking errors and harmonics components of the cutting forces. This paper includes details on research methodology applied, controller and observer design, and discussion on results obtained with conclusions on the main findings.
2 Methodology
This section introduces the (i) test setup consisted of an XY milling table ball screw driven unit, (ii) system identification and system modeling, as well as (iii) dynamics analyses on the cutting force characteristics.
2.1 Test Setup
Figure 1a shows the XY milling table ball screw driven system produced by Googol Tech. The XY milling table consists of two positioning axes, each driven by a Panasonic MSMD 022GIU A.C. servo motor. Both axes are equipped with an incremental encoder for positioning measurement with resolution of 0.0005 mm/pulse. Figure 1b shows a schematic diagram of the overall system that consists of four main components, namely; a personal computer with MATLAB/Simulink and ControlDesk software, dSPACE DS1104 Digital Signal Processing (DSP) board, an amplifier and the XY milling table ball screw driven unit. The XY milling table is connected to a servo amplifier linked to a DS1104 DSP board. The personal computer that is connected to the DSP board applies the controller design and managed the data communication and collection.

a XY milling table ball screw driven system, and b Schematic diagram of the overall system setup
2.2 System Identification
The system was first identified and modelled. The system transfer function for the x-axis was identified according to [5]. For a single-input single-output (SISO) system, the frequency response function (FRF) of the system was estimated using H1 estimator [6] based on measured input voltage in volts, u(t) and output position signals, z(t) in mm. Figure 2 shows the Bode diagram of the measured FRF and the fitted model transfer function for the x-axis. The parametric model was fitted using Nonlinear Least Square (NLLS) frequency domain identification method [7, 8].

Measured FRF and fitted second order model with time delay
The second order transfer function of the parametric model with time delay of 0.0012 s is:
2.3 Cutting Force Characterization
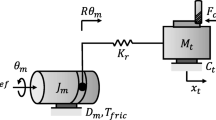
For the purpose of simulating actual cutting process during controller design analysis, actual milling cutting forces were measured using a Kistler Dynamometer measurement unit. A straight line cut was performed in the direction of the x-axis at spindle speed rotation of 1500 rpm, an end-mill cutter diameter of 10 mm, at the depth of cut of 1.0 mm, and a feed rate of 502 mm/min. The measured cutting force characteristics was then analysed in frequency domain to identify its harmonic frequencies content. Figure 3a show schematic diagram of the system used for the measurement while Fig. 3b shows results of the Fast Fourier Transform (FFT) analysis of the measured cutting forces in the x-axis. The highest harmonic frequency was identified at 26 Hz. The measured cutting forces were applied as input disturbance for numerical validation of the controller.

a Schematic diagram of cutting force characterization, and b FFT analysis of the measured cutting force in the x-axis
3 Controller and Observer Design
The control scheme consists of a cascade P/PI position controller combined with both IMBDO and DFO (indicate in red square) as shown in Fig. 4. This approach utilizes the strengths and advantages of both IMBDO and DFO to compensate for the input cutting forces that act as disturbance to the system. IMBDO compensates for the unmodelled dynamics while DFO uniquely compensates for the harmonics frequencies of the cutting forces. Details design of IMBDO and DFO including the stability analysis are presented in [5].

Schematic diagram of cascade P/PI controller combined with IMBDO plus DFO
4 Result and Discussion
Numerical analyses on control performance of the system were performed using four different control configurations, namely; (i) cascade P/PI (ii) cascade P/PI with IMBDO (iii) cascade P/PI with DFO, and (iv) cascade P/PI with IMBDO plus DFO. The system was made to track a sinusoidal signal of amplitude 10 mm and frequency of 0.5 Hz. Figure 5 shows tracking errors and results of FFT on the tracking errors for each control scheme.

Tracking errors and results of FFT for a cascade P/PI, b cascade P/PI with IMBDO, c cascade P/PI with DFO and d cascade P/PI with IMBDO plus DFO
FFT analysis focuses on reduction in peak magnitudes at 26 Hz of the force harmonic components. Results showed that maximum reduction in peak values at 26 Hz harmonic frequency was observed in the case of cascade P/PI combined with IMBDO and DFO. An analysis was performed with regard to the effectiveness of DFO in estimating the input disturbance signal. Figure 6 compares the input disturbance d(t) and the estimated disturbance \( \hat{d}(t) \) obtained using DFO for input disturbance signal in the form of a sine wave with single harmonic frequency content. A close match between actual disturbance and estimated disturbance signal was observed indicating successful application of DFO as a component in the control scheme applied. A further improvement is desired to address delay that was observed between actual input and the estimated signal.

Comparison between input disturbance d(t), and estimated disturbance \( \hat{d}(t) \)
5 Conclusion
As conclusion, this paper has presented results on control performance of cascade P/PI position controller combined with observers in the forms of IMBDO and DFO. Results were compared in terms of reduction in the magnitude of the tracking errors and peak values of the harmonics frequencies of the cutting forces. Results showed that cascade P/PI controller combined with IMBDO plus DFO produced the best tracking performance with largest reduction in peak amplitude of the cutting force at frequency of 26 Hz based on the FFT results. Here, the peak value of the harmonic frequency was reduced from 3.1580 µm to 0.6703 µm in comparison to individual dedicated approach using IMBDO and DFO that showed reduction to 1.1770 µm and 0.6882 µm respectively. The combined approach has successfully utilizes the individual strength of IMBDO and DFO resulting in superior control performance. In future, further study on addressing issue of delay in the estimated disturbance signal is desired in order to further improve the overall tracking performance of the system.
References
Umeno, T., Hori, Y.: Robust speed control of DC servomotors using modern two degrees-of freedom controller design. IEEE Trans. Industr. Electron. 38(5), 363–368 (1991)
Hori, Y., Shimura, K.: Position/force control of multi-axis robot manipulator based on the TDOF robust servo controller for each joint. In: Proceedings of the American Control Conference ACC/WM9, vol. 1, pp. 753–757 (1992)
Ohnishi, K., Murakami, T.: Advanced motion control in robotics. In: IEEE Association, 15th Annual Conference of IEEE Industrial Electronics Society (IECON 1989), Philadelphia USA, pp. 356–359, 6–10 November 1989
Huang, S., Tan, K., Hong, G.S., Wong, Y.S.: Cutting force control of milling machine. Mechatronics 17(10), 533–541 (2007)
Jamaludin, Z., Jamaludin, J., Chiew, T.H., Abdullah, L., Rafan, N.A., Maharof, M.: Sustainable cutting process for milling operation using disturbance observer. Procedia CIRP 40, 486–491 (2016)
Pintelon, R., Schoukens, J.: System Identification: A Frequency Domain Approach. Wiley (2012)
Pintelon, R., Guillaume, P., Rolain, Y., Schoukens, J., Van hamme, H.: Parametric identification of transfer functions in the frequency domain-a survey. IEEE Trans. Autom. Control 39(11), 2245–2260 (1994)
Kollar, I.: Frequency domain system identification toolbox. MATLAB Toolbox Manual, Electronic Version (2001)
Acknowledgements
The authors would like to thank the Ministry of Higher Education for the funding of this research with the reference number FRGS/1/2015/TK03/FKP/02/F00281 and the Faculty of Manufacturing Engineering, UTeM for the facilities provided.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Maharof, M., Jamaludin, Z., Minhat, M., Anang, N.A., Chiew, T.H., Jamaludin, J. (2018). Suppression on Effect of Cutting Forces Towards Tracking Performance in Milling Cutting Process Using State Observers. In: Hassan, M. (eds) Intelligent Manufacturing & Mechatronics. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-10-8788-2_6
Download citation
DOI: https://doi.org/10.1007/978-981-10-8788-2_6
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-8787-5
Online ISBN: 978-981-10-8788-2
eBook Packages: EngineeringEngineering (R0)