
Abstract
This chapter presents a systematic analysis framework for design operability and retrofit of energy systems. This analysis framework consists of Disruption Scenario Analysis (DSA), Feasible Operating Range Analysis (FORA) and debottlenecking analysis for an energy system design. In the proposed DSA, equipment failure scenarios are examined to determine the operability of an energy system design. Meanwhile, FORA determines the feasible operating range of an energy system, taking into account the interdependency between utilities produced and represents a range of net utility output that can be delivered within design and performance limitations. Such range allows designers to determine whether an operating energy system requires debottlenecking and retrofitting. In the event where debottlenecking of an existing energy system is required, the proposed framework incorporates step-by-step debottlenecking procedures. To illustrate the proposed framework, biomass energy system (BES) design is used as a illustrative case study. In the case study, the BES is analyzed to determine if it would require retrofitting in order to increase its heat production to 1.5 MW. Based on the results from the analysis, it is found that additonal 50% and 100% increase in anaerobic digester and fired-tube boiler capacity respectively are required. This addiotional capacities yield a favorable benefit-cost ratio (BCR) value of 1.95 which indicates that the benefits from increased heat production is greater than the costs of increasing equipment capacities, hence, making this a viable retrofit action.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others
Keywords
- Design operability and retrofit analysis
- Feasible operating range analysis
- Disruption scenario analysis
1 Introduction
Energy systems are vital for the production of energy for various process plants. An energy system typically produces heat, power and cooling simultaneously, usually from various fuel sources [1]. As various fuel sources used to produce several forms of energy, the overall fuel utilization efficiency in energy systems is much higher as compared to purchasing energy from centralized facilities [2]. This feature allows industrial plants to reduce their importation of external power from the grid, subsequently reducing operating costs. Besides, on-site energy systems can improve power quality and system reliability by utilizing locally available fuel resources and focuses on meeting local energy demands. However, the benefits of an energy system can only be realized if several aspects are given appropriate attention during its design phase. These aspects include technology selection, equipment sizing, process network configuration, demand profiles, etc. The field of Process Systems Engineering (PSE) offers many approaches to address these aspects.
PSE is a field/discipline concerning the development of systematic approaches and tools to perform process synthesis [3] and design [4]. Process synthesis and design is defined as the “act of determining the optimal interconnection of processing units as well as the optimal type and design of the units within a process system” [5]. Process synthesis and design requires process designers to find an optimum chemical process design that fulfils aspects such as efficiency, sustainability, economics, etc. [6]. Various systematic approaches have been developed to provide process designers a methodological framework for designing chemical processes [4]. Specifically, these approaches provide guidance in identifying the feasibility of a process before the actual detailed design of its process units. In addition, multiple alternatives are generated and evaluated, thus leading to design decisions and constraints. After ranking by performance criteria, the most convenient alternatives are refined and optimized. By applying these systematic approaches, near-optimal targets for process units can be set well ahead of their detailed sizing [6].
Traditionally, process synthesis and design is performed in a hierarchical manner. Process synthesis and design starts with determining the process plant topology and the process parameters. Subsequently, operating conditions are calculated considering steady state conditions based on economic objectives and process constraints. Finally, control systems are designed to attain the desired dynamic behavior [7]. A similar sequence can be observed in the synthesis of energy systems. According to Frangopoulos et al. [8], the hierarchical approach for energy systems is divided into the following three levels:
-
1.
Synthesis optimization
-
2.
Design optimization
-
3.
Operational optimization
At the synthesis level, optimization is performed to establish the configuration of the energy system. This would consist of the selection of the technological components and the optimal layout of their connections. At the design level, technical specifications (e.g. capacity, operating limits, etc.) are defined for the process units selected during synthesis. Lastly, the optimal operation mode is to be defined in the operational level given that the system synthesis and design is provided.
Despite having an ordered design procedure, the hierarchical approach may pose a disadvantage [9], especially when operational issues occur (e.g., supply and demand profiles, fluctuating prices, etc.). This is evident as such issues are typically considered only at the later stages of synthesis, namely the operational optimization level. At this level, the selected system configuration (which was defined in the earlier synthesis and design levels) might not be sufficiently flexible to cope with anticipated operational problems. Consequently, the energy system may be under- or overdesigned, thus leading to a need to reconsider some of the early stage decisions. However, such key decisions are not to be changed at this stage. This is because design teams suffer from limited engineering budgets; hence, changing an early design decision would cause massive rework and extra cost for completion of the design. If the objective is to establish a completely efficient energy system, the three (e.g. synthesis, design and operation) optimization levels cannot be considered in complete isolation from one another [10]. This is because system operations issues have a direct influence on the solution of design and synthesis level. To address this issue, analysis on system operability, flexibility and retrofit should be given high importance. Operability and flexibility considerations allow designers to recognize the true operating potential of the system and use it to analyze its performance for an intended seasonal energy demand [11]. Once operability and flexibility of the energy system are analyzed, designers can proceed to consider foreseeable operational changes in the future. Future operational changes often refer to varying energy demands and regulatory limits on emissions imposed by policymakers. Based on these changes, designers can thereafter make provisions in the current system design so that it is flexible enough to accommodate for these changes, after it has been put into operation. These provisions include retrofitting and debottlenecking the system design.
Several works have presented approaches to identify bottlenecks and debottleneck processes from various fields. For instance, Harsh et al. [12] presented a work that uses a flowsheet optimization strategy to identify process bottlenecks in an ammonia process. Following this, a mixed integer non-linear programming (MINLP) model was applied in Harsh et al. [12] to determine where retrofitting is required in the ammonia process. Subsequently, Diaz et al. [13] introduced minor plant structural modifications for an ethane extraction plant using an MINLP model. The model was used to determine the optimal configuration and operating conditions for the ethane extraction plant. Later, Litzen and Bravo [14] proposed a heuristic approach based on a methodological flowchart to visualize the benefit-to-cost ratio of each step taken towards the debottlenecking goal. In their work, the approach emphasized the interdependencies among process units, rather than the individual units. On the other hand, Ahmad and Polley [15] adapted pinch analysis to debottleneck a heat exchanger network (HEN). In Ahmad and Polley [15], pinch analysis is used to predict the minimum energy required and capital cost of HEN retrofit for increased throughput. Similarly, Panjeshi and Tahouni [16] attempted to debottleneck a HEN by considering pressure drop optimization procedure. With the optimization procedure, the additional area and the operating cost involved in the HEN was optimized and verified against a crude oil pre-heat train. Alshekhli et al. [17] modelled and analyzed bottlenecks for an industrial cocoa manufacturing process via process simulation tools. This work was focused on increasing the cocoa production rate and determining an economically viable production scheme. Likewise, Koulouris et al. [18] presented a systematic methodology that uses simulation tools to identify and eliminate bottlenecks in a synthetic pharmaceutical batch process. Tan et al. [19] also presented a process simulation strategy to debottleneck batch process in pharmaceutical industry. Recently, Tan et al. [20] developed a algebraic methodology to identify bottlenecks in a continuous process plant by expressing it as a system of linear equations. Later, Kasivisvanathan et al. [21] proposed an MILP model to determine the optimal operational adjustments when multi-functional energy systems experience disruptions. Kasivisvanathan et al. [22] then extended the previous work to develop heuristic frameworks for designers to identify bottlenecks in a palm oil-based biorefinery, especially when variations in supply and production demand are considered.
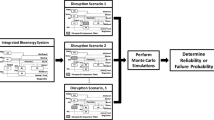
Despite the usefulness of the aforementioned conitbutions, it is evident that system operability and flexibility is given attention during debottlenecking. As such, this chapter describes a systematic analysis for design operability and retrofit of energy systems (Fig. 1). In this systematic analysis, operability of process units is expressed using inoperability input-output modeling (IIM), a tool developed based on the well-known work of Leontief [23]. In this chapter, operability is defined as the complement of inoperability, which is based on the definition used by Haimes and Jiang [24], who defined inoperability as the fractional loss of functionality (either due to internal factors or due to interdependence on other inoperable sub-systems). This definition differs from the use of the same term by Grossmann and Morari [25] because it explicitly focuses on the concept of a system that may contain several process units functioning at different levels of operability. In this context, inoperability of a process unit can result from internal factors, such as reductions in equipment efficiency (e.g., fouling on heat transfer surfaces) and/or complete failure (i.e., breakdown); however, it may also result from an otherwise functional process unit being linked to a partially inoperable unit elsewhere in the plant (e.g., a gas engine forced to run below capacity due to problems with biogas supply from an inoperable anaerobic digester). These unit specific instances could cause negative impacts on system flexibility unless necessary design interventions (e.g., retrofitting) are taken. In this respect, the application of IIM in energy systems is fortunately an employable tool.


Systematic analysis framework for design operability and retrofit of energy systems
Via IIM, a simple mixed integer linear programming (MILP) model can be developed to analyze the flexibility of an energy system design when process units experience disruptions. This can be employed with assumptions such as partial or complete inoperability of some individual process units within the energy system. This approach also assumes that the process network of an energy system involved can be described by a system of linear equations, with each process unit being characterized by a fixed set of material and energy balance coefficients. Following this, the MILP model is used to analyze the impact of inoperability of individual process units towards energy system flexibility. If a design is deemed to possess insufficient flexibility to meet demands due to specific unit inoperability, this chapter subsequently entails a step-by-step guide to debottleneck and retrofit a given design based on benefit-cost ratio (BCR).
2 Systematic Analysis Framework
As shown in Fig. 1, the presented systematic analysis framework can be applied using various methods such as mixed integer non-linear programming (MINLP) models, input-output models, Monter Carlo simulations and etc. In this chapter, linear inoperability input-output modelling (IIM) was used to demonstrate the procedure [23]. Although most complex systems are non-linear, locally linear approximations usually provide a good approximation. This is because non-linear, higher order or polynomials terms vanish at the limit of small perturbations [26]. IIM is used to express the performance (e.g., operability, material and energy balances) of units in an energy system in terms of linear correlations as shown by the following equation:
where a wj represents the process matrix of input and output fractions to and from a certain process unit j. Meanwhile, x j is the fraction of operating capacity for a process unit (where 1 represents a unit at 100% operation, i.e., baseline capacity and 0 for a unit which is shut down). y w is the net flowrate of a given stream w (i.e., input or output). Note that positive values for y w represent purely product streams, while negative values for purely input streams. Zero values for y w denote streams with intermediates. To better illustrate the concept of IIM in Eq. 1, consider a process unit with an operating capacity of x 1. Figure 2 shows a sample gas engine unit which converts 105.31 kg/h of biomethane (y 1) to 416.30 kW of power (y 2) and 526.57 kg/h flue gas (y 3). All process streams (i.e., biomethane, power and flue gas) are expressed in terms of Eq. 1 to give the following;

Illustrative example of gas engine unit operating at baseline capacity
-
(i)
Biomethane: 105.31x 1 = −y 1
-
(ii)
Power: 416.30x 2 = y 2
-
(iii)
Flue gas: 526.57x 3 = y 3
where matrix a wj for y 1, y 2 and y 3 flow rates are 105.31, 416.30 and 526.57 respectively. If the gas engine operates at 100% under normal operation (baseline capacity), x 1 becomes 1. This results in −105.31 kg/h of biomethane, 416.30 kW of power and 526.57 kg/h of flue gas. It is worth emphasizing that the negative values for biomethane denote that it is a process unit input.
During operation of the energy system, x j may operate within constraints:
where x L j and x U j are the minimum and maximum operating capacity limits for process unit j, respectively. The maximum limit represents the true maximum capacity of process unit j, which includes safety margins.
2.1 Disruption Scenario Analysis (DSA)
Based on Eqs. 1 and 2, the systematic analysis begins with Disruption Scenario Analysis (DSA) (Fig. 1a). In DSA, equipment failure scenarios are simulated to determine if a designed energy system is able to remain operable, despite facing simulated disruptions. Disruptions within an energy system can result from dips in efficiency and/or failure (e.g., breakdown) in a given process unit. To illustrate this, it is assumed that the gas engine unit in Fig. 2 experiences drop in efficiency as a result of compressor fouling. Due to such drop in efficiency, the gas engine unit now operates below baseline capacity with operating capacity of 80%. In this respect, x 1 becomes 0.8. As such, input and output values for the gas engine would be −82.25 kg/h of biomethane, 333.04 kW of power and 421.26 kg/h of flue gas as shown in Fig. 3.

Illustrative example of gas engine unit operating below baseline capacity
Alternatively, if the gas engine experiences sudden breakdown, x 1 would be set to 0. It is noted that the drop in efficiency inhibited the system from meeting its normal operation of 416.30 kW power, in which it was designed for. In such case, process designers are required to revert back to the previous design approaches related to allocating redundant process units [27]. In this step, optimization parameters considered (e.g., minimum reliability level) can be revised to design an improved energy system. If the revised design is sufficiently equipped to handle such failures, the design is then analyzed via Feasible Operating Range Analysis (FORA).
2.2 Feasible Operating Range Analysis (FORA)
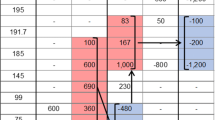
Feasbile Operating Range Analysis (FORA) can be described using the previous shown illustrative example in Fig. 3. Since the gas engine unit operating at 80% capacity is unable to meet its normal operation of 416.30 kW power in Fig. 5, an additional gas engine unit must be allocated. Once an additional gas engine unit is allocated and both units are able to produce 416.30 kW of power, they are analyzed further via FORA. In FORA, Eqs. 1 and 2 and used to examine the real-time feasible operating range of an energy system. Feasible operating range is a function of the process network topology as well as the stable operating range of individual process units themselves. The feasible operating range is a representation of system flexibility as it accounts for the interdependency between utilities produced and represents a range of net utility output an energy system can deliver within its design limitations. To determine the feasible operating range, the minimum and maximum net output flowrates for each utility supplied by the energy system is determined. The algebraic procedure for FORA, as applied to a system with three output streams, is as follows:
-
1.
Let A, B, C be the net output flowrates of utilities supplied by a designed energy system.
-
2.
Flowrate of output A is varied while keeping the B and C constant to determine its minimum and maximum flowrates. The minimum value for A is the lowest value of A before the system reaches an infeasible operation. Meanwhile, maximum value for A is the highest value of A before the system reaches an infeasible operation. This is represented in Fig. 4a.
Fig. 4 
Feasible operating range analysis (FORA)
-
3.
Step 2 is then repeated for a different output values of B (shown in subsequent data points in Fig. 4a). The corresponding minimum and maximum flowrates for A are noted respectively. Based on the values plotted in Fig. 4a, the common region for the values of A is then identified as shown by the blue shaded region.
-
4.
Steps 2 and 3 are then repeated for several output values of C as shown in Fig. 4b–c.
-
5.
The common regions of A obtained from in Fig. 4a–c are then plotted on a separate Fig. 5. By plotting the common blue regions of A on Fig. 5, the feasible operating region of the energy system is then identified. The feasible operating region is represented by the overlapping region of A values (shown in red on Fig. 5). This overlapping region is considered the region of outputs in which an energy system can operate at without experiencing system capacity limitations.
Fig. 5 
Identification of feasible operating range
-
6.
It is important to note that if the number of utilities considered for analysis exceed 3, it may not be possible to express in the form of a (4 or 5 dimensional) diagram. However, the feasible operating range can be still determined by the overlapping regions of each point. This is done by taking the highest common value of the minimum points and the lowest common value of maximum points without the aid of a diagram.


As mentioned previously, the feasible operating range allows process designers to understand the range of net output (i.e., maximum and minimum of each output) in which the synthesized system can deliver without succumbing to system infeasibility and capacity constraints. Such information not only enables designers to validate the energy system performance with the intended seasonal demand requirements, but also provide an idea of the potential design modifications that can be made in production if demand variations are considered future. Even when no provisions can be made to accommodate for future changes, the designer is at least forced to document these considerations. This information can be very useful in the future during operation. It is important to note that the current framework does not account for process dynamics, but considers only multiple operational steady states.
If there is adequate capacity, the existing system can be approved for operational adjustments. In the case where no adequate capacity is available, the existing system design would need to be debottlenecked and retrofitted.
2.3 Debottlenecking and Retrofitting
The subsequent task is comprised of several sequential steps for a process-oriented debottlenecking. The sequential steps proposed in this framework is extended from the debottlenecking framework developed by Kasivisvanathan et al. [22]. In general, when the demand of a single utility changes, all stream flowrates of the system will experience an incremental change. On the other hand, if there are multiple utility demand changes, the percentage of change in stream flowrates would depend on the system configuration. The incremental change is used to analyze the system for limitations in the current process specifications and configuration. Such limitation in an energy system leads to a process bottleneck. A process unit is considered a bottleneck when there are limitations in feedstock and equipment capacity, insufficient energy supply, or sub-optimal operating conditions and equipment efficiencies that prevent satisfactory operation from being achieved.
Once the process bottleneck is located, several strategies can be used for debottlenecking depends on the nature of bottleneck. These strategies include;
-
Adjusting operating conditions (e.g., pressure, temperature, efficiency)
-
Altering equipment throughputs and specifications
-
Ensuring adequate supply of energy
-
Purchasing input or raw materials can be purchased externally.
-
Purchasing additional equipment to increase the overall system capacity
-
Process intensification [28, 29], which has been proposed as a synergistic strategy with Process Integration [30] and PSE [31].
It is important to note that each step in Fig. 1 is performed based only on one bottleneck process unit at a time. For instance, if a bottleneck is addressed by purchasing additional equipment, it is important to ensure that the entire network does not experience a similar bottleneck before moving to the next step. Once the network design is clear of a similar bottleneck, the design is assessed for the next criteria which is ensuring adequate energy supply, as shown in Fig. 1. If there are no further bottlenecks identified, the system design is re-assessed with the FORA to determine the new feasible operating range of the energy system design. The new feasible operating range would ensure whether the system design has sufficient capacity for the demand variations considered.
After re-analyzing the feasible operating range, the subsequent steps would be analogous to the steps stipulated in Kasivisvanathan et al. [21]. Subsequent steps include basic risk assessments such as quantitative risk assessment (QRA), hazard operability study (HAZOP), hazard identification analysis (HAZID) [32] and economic feasibility assessment. In the economic feasibility assessment, benefit-cost ratio (BCR) is used. BCR is the ratio of overall savings gained from proposed modifications in a system to the additional investment for modifications as shown in Eq. 3;
where C Stream w is the unit cost of stream i and CAP Add is the capital cost of additional equipment. CAP Add is given by Eq. 4 below:
where C Cap j is the annualized capital cost of process unit j with maximum operating capacity x U j . If the BCR is greater than 1, it would mean that the benefits of the modifications outweigh the investment costs associated with the modifications. On the other hand, if the BCR is not greater than 1, new modifications must be proposed. In this respect, it is possible to consider an entirely new design all together.
The following section illustrates the systematic analysis frameworks in Figs. 1, 4 and 5 via a case study. This case study focuses demonstrating the systematic analysis framework to analyze the impact of individual process unit inoperability on the feasible operating range of a palm biomass energy system (BES) design and debottleneck it to meet future energy demand increase.
3 Illustrative Case Study
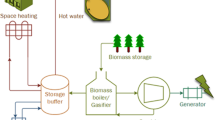
In this case study, the framework in Fig. 1 is demonstrated using a biomass energy system (BES) design. As shown in Fig. 1, palm oil mill effluent (POME) is used as biomass feedstock for the BES. POME is digested in two anareabic digesters to produce bio-methane. The produced bio-methane is utilized in a fired-tube boiler to produce and/or in a gas engine to produce heat and power. The BES operates at a heat output of 1.0 MW. A portion of this heat generated is supplied to neighboring facilities. In the near future, heat demands of neighboring facilities are expected to rise to 1.5 MW. However, after a duration of operation, certain process units may experience inoperability due to drop in efficiency. As such, the systematic analysis framework described in Sect. 2 is used to analyze impact of such individual unit inoperability on the feasible operating range of the BES design and to determine if the BES design would require retrofitting.
Figure 6 shows the process flow diagram of the BES design. Table 1 shows the type of equipment in the BES as well as their respective minimum and maximum feasible capacities. Table 2 summarizes the overall material and energy balances for the BES. Note that the positive and negative values in the table represent the outputs and inputs to the BES, respectively. The information in Tables 1 and 2 is then used to formulate the model for the BES based on Eqs. 1 and 2. The model for this case study is developed using LINGO v14 [33] with Dell Vostro 3400 with Intel Core i5 (2.40 GHz) and 4 GB DDR3 RAM.

System configuration of BES
Based on the framework, the developed model is used to review the capability of the BES design to handle inoperability arising from dips in efficiency/performance over time. Such changes in equipment performances would certainly affect the real-time feasible operating range of the BES. If such changes in efficiencies are ignored, it may prove costly as decision making procedures would be made based on inaccurate representation of the BES performance. To address this issue, DSA is carried out. For this case study, y 3 and y 4 are specifically discussed to present the interaction of the matrices within the system in Fig. 6. Analysis is focused on the net flow rates of heat and power between the equipment shown in Fig. 6. The equation below shows the formulation which represents the net flowrate of heat and power (y 3 and y 4, based on sequence in Table 2) for this case study:
where x 1, x 2, x 3 and x 4 (based on sequence of streams in Table 2) are the operating capacities of anaerobic digesters, gas engines and fired tube boiler respectively. In this case study, DSA assumes the efficiency of a anaerobic digester unit, AD1 has reduced after several years of operation as a result of fouling (shown in Fig. 7). Due to fouling, AD1 operates below its normal operation, with operating capacity of 70%. This operability is programmed into the model as;

DSA for case study—Response to anaerobic digester efficiency drop
Based on the analysis, Fig. 7 suggests that the BES is still adept to produce its intended heat output of 1.0 MW despite experiencing reduced efficiency. Following this, FORA is performed to determine the feasible operating range of the existing BES. Figure 8 shows the resulting feasible operating range for the existing BES. Figure 8 suggests that there is a slight reduction in the range of power output from the BES, due to the drop in efficiency experienced by the membrane separator. The real-time feasible operating range indicates that the BES is unable to deliver 1.5 MW of heat with its current configuration and performance. As such, the BES must be analyzed for bottlenecks before making changes in design to cater for 1.5 MW heat.

Identified feasible operating range for case study
Based on the procedure presented in Fig. 1, process bottlenecks are identified and summarized in Table 3. The bottlenecks were identified by first tabulating the anticipated capacity increase in each process unit for the BES to deliver 1.5 MW heat (see fifth column in Table 3). Following this, the anticipated capacities are then compared to existing maximum operating capacities shown in the fourth column of Table 3. The comparisons suggest that the bottlenecks present in the BES are the anaerobic digester (AD1) and fired-tube boiler (FT1).
To debottleneck the BES design, the model in this case study considers each process unit as a “black box” whereby constant yield and efficiency are assumed for each process units. In this respect, thermodynamic changes in the processes involved were not considered. This means that steps (see first two diamond boxes) from the top of the framework in Fig. 1 is ignored in this case study. Thus, the next step to consider is to increase the amount of raw materials. To achieve this, input of raw materials into the BES must be increased. However, in this example, there is not additional POME required since the bottleneck originates from the fired tube boiler’s inability to produce more heat due to capacity restrictions. The next step in the framework is to ensure there is sufficient energy supply for the BES operations. Since the developed model for this case study determines the total energy consumption within the network, it would allocate energy accordingly to fulfil its own energy requirement. As such, proceeding down to the fifth diamond box of the framework leads to increasing the unit maximum operating capacities for anaerobic digester as the next debottlenecking step. It is recommended to increase design capacity of the anaerobic digester and fired tube boiler units with an additional of 50% and 100% respectively to accommodate for the new operation. This capacity is chosen specifically based on discrete size made available in the market by vendors. At this point, it is important to re-analyze the BES to ensure that it is free from other possible process bottlenecks. It is noted that additional iterations through the framework would not yield any further bottlenecks, allowing the new feasible operating range of the BES design to be re-analyzed (via FORA). The analysis yields a new feasible operating range as a result of additional changes in the BES design (Fig. 9). Figure 9 affirms that the modified BES design is now equipped to deliver 1.5 MW power and can be evaluated for associated potential risks. In this case study, it is also assumed that safety assessments do not yield any critical concerns. Following the safety assessment, the proposed design changes are then analyzed for its economic feasibility.

Identified feasible operating range after proposed retrofit in case study
The economic feasibility of the proposed design is analyzed over a year’s period via BCR. As mentioned previously, BCR is a ratio of savings gained from changes in design to the additional capital cost for retrofit. Savings gained from design changes are computed as the difference between income gained by the BES from supply additional heat to the total cost of consuming of additional POME. All costs of the POME along with the price of exported heat are summarized in Table 4. Using the Eqs. 3 and 4, the proposed design yields an economic performance as shown in Table 5. As shown in Table 5, the BCR obtained is greater than unity (1), which indicates that the proposed changes is cost beneficial. In this case, the obtained BCR suggests that this modification should be considered for the BES retrofit.
4 Conclusions
A systematic analysis framework for operability and retrofit of energy systems is presented. This systematic analysis is a framework that explicitly analyzes process units functioning at different operability levels and corresponding impacts on system flexibility. In particular, the inoperability of process units was expressed using inoperability input-output modeling (IIM). Via IIM, a simple mixed integer linear programming (MILP) model is developed to analyze the flexibility of an energy system design when a process unit experiences inoperability. In the case where a design is deemed to possess insufficient flexibility to meet demands, the described framework subsequently entails a step-by-step guide to debottleneck and retrofit a given design based on benefit-cost ratio (BCR). This framework was then demonstrated using an illustrative example to determine if the biomass energy system (BES) would require retrofitting in order to increase its heat production to 1.5 MW. To achieve 1.5 MW heat production, the framework suggests a 50% and 100% increase in anaerobic digester and fired-tube boiler capacity respectively as this yields a favorable BCR value of 1.95. Such BCR value indicates that the benefits from improved heat production outweighs the costs of increasing its fired tube boiler capacity, hence, making this a viable retrofit action. The presented framework can be applied to various other problems such as re-powering plants, future capacity retirement studies. In addition, the framework can be applied at the design phase of an energy system, or even when it is in operation where modifcations are required.
Abbreviations
- w :
-
Index for source/raw material stream
- j :
-
Index for process units
- a wj :
-
Output of stream w from process unit j at the baseline state (dimensionless)
- b j :
-
Binary variable indicating operation (b j = 1) or non-operation, (b j = 0) of process unit j (dimensionless)
- x L j :
-
Lower limit of operability of process unit j (fraction)
- x U j :
-
Upper limit of operability of process unit j (fraction)
- \( C_{j}^{\text{Cap}} \) :
-
Annualized capital cost of technology/process unit j at the baseline state per unit main product (US$/kg.yr)
- x j :
-
Operating capacity of process unit j (fraction)
- y w :
-
Net flow of stream w from plant (kg/h)
- BCR :
-
Benefit cost ratio (fraction)
- \( C_{w}^{\text{Stream}} \) :
-
Unit cost of stream w (US$/kg)
- CAP Add :
-
Total capital cost of additional technologies (US$/yr)
References
Stojkov M, Hnatko E, Kljajin M, Hornung K (2011) CHP and CCHP Systems Today. Dev. Power Eng. Croat. 2:75–79
Angrisani G, Roselli C, Sasso M (2012) Distributed Microtrigeneration Systems. Prog Energy Combust Sci 38:502–521
Sargent R (2005) Process systems engineering: a retrospective view with questions for the future. Comput Chem Eng 29:1237–1241
Stephanopoulos G, Reklaitis GV (2011) Process systems engineering: from solvay to modern Bio- and nanotechnology. Chem Eng Sci 66:4272–4306
Nishida N, Stephanopoulos G, Westerberg AW (1981) A review of process synthesis. AIChE J 27:321–351
Dimian AC, Bildea CS, Kiss AA (2014) Integrated design and simulation of chemical processes, 2nd ed. Amsterdam
Vega P, Lamanna de Rocco R, Revollar S, Francisco M (2014) Integrated Design and Control of Chemical Processes – Part I: Revision and Classification. Comput Chem Eng 71:602–617
Frangopoulos CA, Von Spakovsky MR, Sciubba E (2002) A brief review of methods for the design and synthesis optimization of energy systems. Int J Appl Thermodyn 5:151–160
Herder PM, Weijnen MPC (2000) A concurrent engineering approach to chemical process design. Int J Prod Econ 64:311–318
Voll P, Klaffke C, Hennen M, Bardow A (2013) Automated superstructure-based synthesis and optimization of distributed energy supply systems. Energy 50:374–388
Svensson E, Eriksson K, Wik T (2015) Reasons to apply operability analysis in the design of integrated biorefineries. Biofuels, Bioprod Biorefining 9:147–157
Harsh MG, Saderne P, Biegler LT (1989) A Mixed Integer flowsheet optimization strategy for process retrofits—The debottlenecking problem. Comput Chem Eng 13:947–957
Diaz S, Serrani A, Beistegui RD, Brignole EA (1995) A MINLP strategy for the debottlenecking problem in an ethane extraction plant. Comput Chem Eng 19:175–180
Litzen DB, Bravo JL (1999) Uncover low-cost debottlenecking opportunities. Chem Eng Prog 95:25–32
Ahmad S, Polley GT (1990) Debottlenecking of heat exchanger networks. Heat Recover Syst CHP 10:369–385
Panjeshi MH, Tahouni N (2008) Pressure drop optimisation in debottlenecking of heat exchanger networks. Energy 33:942–951
Alshekhli O, Foo DCY, Hii CL, Law CL (2010) Process simulation and debottlenecking for an industrial cocoa manufacturing process. Food Bioprod Process 89:528–536
Koulouris A, Calandranis J, Petrides DP (2000) Throughput analysis and debottlenecking of integrated batch chemical processes. Comput Chem Eng 24:1387–1394
Tan J, Foo DCY, Kumaresan S, Aziz RA (2006) Debottlenecking of batch pharmaceutical cream production. Pharm Eng 26:72–84
Tan RR, Lam HL, Kasivisvanathan H, Ng DKS, Foo DCY, Kamal M et al (2012) An algebraic approach to identifying bottlenecks in linear process models of multifunctional energy systems. Theor Found Chem Eng 46:642–650
Kasivisvanathan H, Barilea IDU, Ng DKS, Tan RR (2013) Optimal operational adjustment in multi-functional energy systems in response to process inoperability. Appl Energy 102:492–500
Kasivisvanathan H, Tan RR, Ng DKS, Abdul Aziz MK, Foo DCY (2014) Heuristic Framework for the Debottlenecking of a palm oil-based integrated biorefinery. Chem Eng Res Des 92:2071–2082
Leontief WW (1936) Quantitative input and output relations in the economic systems of the united states. Rev Econ Stat 18:105–125
Haimes Y, Jiang P (2001) Leontief-based model of risk in complex interconnected infrastructures. J Infrastruct Syst 7:1–12
Grossmann IE, Morari M (1984) Operability, resiliency and flexibility – process design objectives for a changing world. In: AW W, HH C (ed). Proc 2nd Int Conf Found Comput Process Des, p 931
Shlens J (2003) A Tutorial on principal component analysis: derivation, discussion and singular value decomposition. Cornell Univ Libr 2:1–16
Andiappan V, Tan RR, Aviso KB, Ng DKS (2015) Synthesis and optimisation of biomass-based tri-generation systems with reliability aspects. Energy 89:803–818
Ponce-ortega JM, Al-thubaiti MM, El-Halwagi MM (2012) Process intensification: New understanding and systematic approach. Chem Eng Process Process Intensif 53:63–75
Moulijn JA, Stankiewicz A, Grievink J, Andrzej G (2008) Process intensification and process systems engineering: a friendly symbiosis. Comput Chem Eng 32:3–11
Baldea M (2015) from process integration to process intensification. Comput Chem Eng 81:104–114
Worrell E, Biermans G (2005) Move over! stock turnover, retrofit and industrial energy efficiency. Energy Policy 33:949–962
MES. Technical Safety/HSE Risk Management/Asset Integrity & Operational Assurance 2016
LINDO Systems Inc. LINDO User’s Guide 2011
Sharifzadeh M (2013) Integration of process design and control: a review. Chem Eng Res Des 91:2515–2549
Schneider DF (1997) Debottlenecking options and optimization
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Appendix
Appendix
Definitions
Operability: Grossmann and Morari [25] defined operability as the ability of a process to perform satisfactorily under conditions different from the nominal design conditions. In addition, Grossmann and Morari [25], discussed several objectives that are paramount to achieve operability of process. One of these objectives discussed is process flexibility.
Flexbility: Process flexibility is defined as the ability of a process to achieve feasible steady state operation over a range of uncertainties [34]. Based on the aforementioned definitions, it is noted that operability and flexibility are similar as both considerations give importance to ensuring feasible operation by avoiding design constraint violations. However, the key difference between the two is that operability assumes that disturbance scenarios are known in advance while flexibility identifies the worst-case scenario within the range of uncertain parameters and disturbances [34].
Retrofit: Retrofit is a process in which existing capacity is upgraded by implementing energy-efficient technologies or measures such as increasing capacity [31]. The decision to retrofit a process can arise when equipment bottlenecks are present in a process. A piece of equipment is considered a bottleneck when its capacity limits the capability of the entire plant to operate at new conditions.
Debottlenecking: Debottlenecking is a classical approach of modifying existing equipment to remove throughput restrictions and achieve a desired performance that was initially thought to be impossible for a system with its existing configuration [35].
Rights and permissions
Copyright information
© 2018 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Andiappan, V., Ng, D.K.S. (2018). Systematic Analysis for Operability and Retrofit of Energy Systems. In: De, S., Bandyopadhyay, S., Assadi, M., Mukherjee, D. (eds) Sustainable Energy Technology and Policies. Green Energy and Technology. Springer, Singapore. https://doi.org/10.1007/978-981-10-8393-8_6
Download citation
DOI: https://doi.org/10.1007/978-981-10-8393-8_6
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-8392-1
Online ISBN: 978-981-10-8393-8
eBook Packages: EnergyEnergy (R0)