
Abstract
High-Performance Fibre-Reinforced Cementitious Composites (HPFRCC) is a class of materials studied extensively for applications in structural rehabilitation of existing structures and in design of new structures. These materials have high mechanical strength, pseudo-strain-hardening behaviour and low porosity due to a highly dense microstructure of the cementitious matrix. Furthermore, they guarantee great durability by adding microfibres in the proper ratio, which limits the crack opening. This paper deals with the mechanical properties assessment of HPFRCC mixtures designed with locally available materials. Different HPFRCC mix designs were considered with a very compact cementitious matrix reinforced with two different types of microfibres: high-density polyethylene fibres and hooked stainless steel fibres considering 1% or 2% of the volume contents. The influence of the fibre contents on the compressive and tensile strengths, the strain-hardening performance and the fracture energy are discussed.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Ordinary Concrete (OC) is notoriously known as a fragile material in tensile (Fig. 1a), while Fibre-Reinforced Concrete (FRC) presents higher ductility and strain-softening behaviour after first cracking (Fig. 1b). The proper use of certain types of fibre in high strength cementitious matrixes produced with small dimensions aggregates, high pozzolanicity powders and specific admixtures can increase the support capacity in tensile even after first cracks opening, so that a pseudo-strain-hardening behaviour (Fig. 1c). Materials with such properties are termed in literature as Very High Strength Concrete (VHSC), Engineered Cementitious Composites (ECC), High Strength High Ductility Concrete (HSHDC), Strain-Hardening Cementitious Composites (SHCC) or High-Performance Fibre-Reinforced Cementitious Composites (HPFRCC). In this work is adopted the last denomination.

Stress–strain curves for a plain concrete, b fibre-reinforced concrete and c UHPFRCC (adapted from Ranade et al. [1])
HPFRCC and UHPFRCC are materials for repair, strengthening and/or retrofit of damaged reinforced concrete (rc) structures. Kobayashi and Rokugo [2] presented a study on loaded reinforced concrete beams using HPFRCC under chloride attack. The experimental results indicate that even after the formation of multiple cracks after loading, the HPFRCC remains waterproof due to the small width of the cracks. Similar results were obtained by Meda et al. [3] on rc columns retrofitted with UHPFRCC.
In the literature [4,5,6,7,8], there are different mix proportions and fabrication methods for HPFRCC materials. Each HPFRCC shows peculiar material characteristics which depend on the properties of the available materials used to produce the cementitious matrix in different parts of the world and on the type, size and properties of the fibres.
For that reason, it is much important to define proper methods for obtaining matrices and composites with specific mechanical and chemical characteristics using the locally available components.
The present study is part of an experimental programme with the aim to produce first guidelines useful to produce HPFRCC and UHPFRCC for rapid repair and/or strengthening to improve structural security on damaged rc structures, as plastic dissipation and shear strength [9, 10]. The effect of different volumes and types of fibres on the mechanical properties of HPFRCC is investigated experimentally using locally available materials in the region of Rome (Italy).
The mechanical properties of different mixes design of HPFRCC were studied by experimental tests at Roma Tre University Lab: on 40 × 40 × 40 mm cubic specimens according to EN 12190-3 for evaluating the compressive strength; on 160 × 40 × 40 mm cubic specimens for evaluating flexural strength according to EN 1015-11; on 160 × 40 × 40 mm specimens for evaluation of the modulus of elasticity according to EN 13412 and according to the CNR-DT 204/2006 for plain matrix without fibres addiction.
2 Experimental Programme
The selection criteria of constituent materials for the preparation of HPFRCC was adapted from Nicolaides et al. [5]: (i) fine aggregates (max. 1.2 mm) to improve homogeneity; (ii) silica fume to improve cement paste—aggregate interface and reduce voids or defects; (iii) limestone filler to improve plasticity and cohesion of the mixture in fresh state; (iv) low water/cement ratio by inclusion of high-range water reducer admixture; (v) improvement of thixotropic consistency by inclusion of thixotropizer admixture; (vi) incorporation of small-sized fibres to enhance ductility. Although many HPFRCC in literature have quartz sand in composition due to its pozzolanic potential, this material cannot be found in the region of Rome, and in this study, limestone sand substituted it.
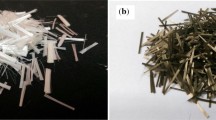
The cement used is Ordinary Portland Cement (OPC) CEM I 52.5 R, provided by Buzzi Unicem Spa (Italy). This cement contains at least 95% of clinker and up to a maximum of 5% of minor constituents, not considering the additions of calcium sulphate and additives. Silica fume (Addiment Spa, Italy) is used as pozzolanic material, and limestone powder (Buzzi Unicem Spa. Italy) is used as filler. Both materials were added in volumetric substitution of cement. A limestone sand is used in fraction of 0–1.2 mm (Buzzi Unicem Spa. Italy). An acrylic-based high-range water reducer (Addiment Spa, Italy) is used to adjust the workability of cementitious composites. A thickener admixture (SI-KA) is used to achieve a thixotropic consistency for patching repair. Two different types of small-sized fibres were used: polyethylene (Honeywell, USA), Fig. 2a; and stainless steel (Bekaert, Italy), Fig. 2b. The main information about the fibres is summarized in Table 1.

Polyethylene a and stainless steel b fibres
2.1 Mix Design and Preparation
HPFRCC is considered an expensive material due to its high cement content (around 1000 kg/m3). For practical and economic feasibility applications, it was designed a preliminary mix for a plain cementitious matrix with high volumes of filler substitution with locally available materials. After several trial-and-error attempts, it was decided to maintain the silica fume and limestone powder proportions in 15 and 20% in volume substitution of cement, respectively, to reach a minimum water/binder ratio of 0.37. This ratio is likely to have produced a denser and stiffer mix with the desired thixotropic consistency for patching. The mixture proportions and properties of base materials are detailed in Table 2.
The production of cementitious composites was performed according to the following steps: (i) cement, silica fume and limestone filler were dry-mixed for 1 min in low velocity; (ii) water and water reducer admixture was added, and this paste mixed for 5 min; after a pause of 3 min, the mix was resumed for 2 min; (iii) the sand was added and mixed for 2 min; (iv) thickener agent and anti-shrinkage admixture were added and mixed for 2 min; (v) for fibre-reinforced mixtures, the fibres were added slowly for a good dispersion into the cementitious matrix and them mixed for 2 min for a perfect homogeneity. Referential plain concrete mixture is named R0, and mixtures reinforced with Polypropylene 1 and 2 vol%, and Stainless-steel 1 and 2 vol% are named P1, P2, S1 and S2, respectively.
2.2 Evaluation of Mechanical Properties
The mechanical properties of the selected HPFRCC mixes were investigated experimentally according to EN 12190-3 for compressive strength of 40 × 40 × 40 mm cubic specimens; EN 1015-11 for flexural strength of 160 × 40 × 40 mm cubic specimens; and EN 13412 for evaluation of the modulus of elasticity in compression for 160 × 40 × 40 mm. According to the CNR-DT 204/2006, it was evaluated the modulus of elasticity just for plain matrix without fibres addiction.
The tensile behaviour of the HPFRCC was studied using the equipment for the uniaxial tension tests presented in Fig. 3. The dog-bone HPFRCC samples have shape defined according to of CNR [11] and JSCE [12] recommendations.

JSCE dog-bone specimen dimensions (a), and axial tensile test setup (b)
The average extension of the dog-bone specimen was measured over the central part using an extensometer with base measure range of 50 mm placed on a side of the mounting frame clamped to the sample as shown in Fig. 3b. The uniaxial tensile load was applied with a 500 kN capacity MTS universal testing machine. The samples were fixed at both ends of the testing machine by an apparatus designed specifically for this work. Load–displacement data were recorded using a data acquisition system.
The tensile test was conducted according to the recommendations of CNR [11] and JSCE [12] for the direct displacement-controlled tension testing of dog-bone samples at a displacement rate of 0.5 mm/min.
The first crack stress or yield stress (σcty), the tensile strength fctm and corresponding strain in tension (εctm and εctm, respectively) were determined on the experimental stress–strain curve to evaluate the condition described in Eq. (1) to determine the pseudo-strain-hardening behaviour:
Furthermore, the number of cracks within the gauge length of the samples was counted, and the average crack spacing was calculated by dividing the gauge length (80 mm) by the number of cracks. The energy-absorption capacity g of the HPFRCC was calculated as the area under the stress–strain curve from zero strain to the strain corresponding to the maximum tensile stress εts according to Eq. 2. The energy absorption corresponding to the strain-softening area after εts is not investigated in this work.
3 Experimental Results and Discussion
3.1 Mechanical Properties
The average results of four 40 mm cubes under axial compression, three 160 × 40 × 40 mm prisms under three-point flexure test and six dog-bone specimens tested under direct uniaxial tension for each batch (mix proportions in Table 2) are presented in Figs. 4, 5 and 6. The elastic modulus of three 160 × 40 × 40 mm prisms under compression was determined just for plain cementitious matrix. The mechanical properties obtained for the plain matrix and the UHPFRCC are shown in Table 3.

Compressive strength results about UHFRCC plain matrix (R0) and UHFRCC mixtures with polyethylene fibres (P1, P2) or steel fibres (S1, S2)

Flexural strength results about UHFRCC plain matrix (R0) and UHFRCC mixtures with polyethylene fibres (P1, P2) or steel fibres (S1, S2)

Axial direct tensile strength results about UHFRCC plain matrix (R0) and UHFRCC mixtures with polyethylene fibres (P1, P2) or steel fibres (S1, S2)
In Fig. 4 are presented the results about the compressive strength of cubic specimens for each batch of mixtures. The compressive strength in case of polyethylene fibre mixtures P1 and P2 was reduced by 30.1 and 30.9% with respect to the one measured in case of the plain cementitious matrix (R0). The incorporation of 1.0 and 2.0 vol% of stainless steel fibres in the plain matrix improved the compressive strength by 27.9 and 34.9%, respectively, in case of S1 and S2 mixes.
The incorporation of 1.0 vol% of polyethylene (P1) fibres in the plain matrix maintained the flexural strength of UHFRCC around ~7.5 MPa as well as the one of the plain cementitious matrix (R0). Mixtures with incorporation of 1.0 vol% of stainless steel (S1) fibres presented flexural strength 230% higher than the one of plain cementitious matrixes (R0). The incorporation of 2.0 vol% of polyethylene (P2) and stainless steel (S2) fibres increased the flexural strength of plain matrix by 82 and 285%, respectively (Fig. 5).
The axial direct tensile test results are presented in Fig. 6. These results show that the tensile strength of the UHFRCC plain cementitious matrix (R0) increases using stainless steel (S1 and S2) fibres mixtures. The higher results were achieved with 2.0 vol% incorporation of stainless steel fibres (7.3 MPa). The incorporation of 1.0 vol% of polyethylene fibres (P1) reduced the axial tensile strength by 35%, and 2.0 vol% (P2) increased by 2%.
3.2 Stress–Strain Curves
The tensile stress–strain curves of all the tested samples of HPFRCC are illustrated in Fig. 7a through (d) for mixtures P1, P2, S1 and S2, respectively. The mean curve obtained starting from all the available samples for each mixture are shown as thicker lines. The stress–strain curves show an increase in the stresses between σcty and fctm in case of each sample of each mixture. It is possible to identify a strain-hardening behaviour also in case of P1 and P2 samples despite the decreasing of the compressive strength in function of the fibre content as described above (Fig. 7c, d).

Tensile stress–strain curves of UHFRCC mixtures with polyethylene fibres (P1, P2) or steel fibres (S1, S2)
The values of the yield stress σty, the yield strain εcty, the maximum stress and the maximum strain εctm were selected on each curve and shown in Table 4.
The influence of the different types and volumes of fibres on the stress–strain behaviour of HPFRCC can be observed by the mean curves relative to the tensile tests shown in Fig. 8. In this figure, the yield stress σty is assumed as the stress value that triggers the nonlinear deviation of the stress–strain curve for each curve (open circle). The maximum tensile stress fctm is indicated by a solid circle on the same curve.

Mean tensile stress–strain curves of UHFRCC mixtures with polyethylene fibres (P1, P2) or steel fibres (S1, S2); σty yield stress (open circle); maximum tensile stress fctm (solid circle)
HPFRCC mixtures reinforced with polyethylene fibres P1 and P2 presented, respectively, 0.81 and 0.94% on deformation corresponding to the axial strength (εctm). These results are greater than the observed in case of HPFRCC reinforced with stainless steel fibres S1 (0.40%) and S2 (0.046%). Also, its observed that a greater amount of polyethylene fibres (2 vol%) has increased the deformations in comparison with the mixtures with 1 vol% of the same fibre. The opposite behaviour occurred with the mixtures reinforced with stainless steel fibres.
3.3 Energy Absorption and Multiple Cracking
The number of cracks and the crack spacing were visually evaluated once a dominant crack had become localized and the loading tests were completed. Typical examples of cracking patterns are shown in Fig. 9. To make the cracks more visible, water was sprayed on the surface before taking the photos. The cracking pattern of HPFRCC was clearly influenced by the type and volume of fibres. The number of cracks increased, and the average crack spacing decreased, as the volume of polyethylene fibres increased. On the other hand, the opposite behaviour was observed with stainless steel fibres, as shown in Table 5.

Mean tensile stress–strain curves of UHFRCC mixtures with polyethylene fibres (P1, P2) or steel fibres (S1, S2); σty yield stress (open circle); maximum tensile stress fctm (solid circle)
4 Summary and Conclusions
This paper presents the mix design and mechanical properties assessment for a High-Performance Fibre-Reinforced Cementitious Composite (HPFRCC). The design of the cementitious matrix is based on the achievement of low cement consumption and a thixotropic consistency for practical and economic feasibility as repair material. From the presented results, the following conclusions are drawn:
-
The addition of polyethylene and stainless steel fibres presented microcrack pattern and ductile failure. It was detected the pseudo-strain-hardening behaviour for all samples.
-
Polyethylene fibres mixtures presented lower compressive strength (~30%) compared to the plain cementitious matrix. Other properties were not significantly affected by this type of fibre except an improvement on flexural strength with 2.0 vol%.
-
Mixtures reinforced by hooked stainless steel fibres achieved higher strengths for all assessed mechanical properties, except for energy absorption. The maximum compressive, flexural and tensile strengths at 28 days for mixtures with stainless steel fibre in 2.0 vol% reached, respectively, about 88, 29 and 7 MPa.
-
HPFRCC mixtures reinforced with polyethylene fibres P1 and P2 presented, respectively, 0.81 and 0.94% on deformation corresponding to the axial strength (εctm). These results are greater than those observed in case of HPFRCC reinforced with stainless steel fibres S1 (0.40%) and S2 (0.046%).
-
The higher amount of polyethylene fibres (2 vol%) has increased the deformations and consequently the energy absorption of the cementitious matrixes in comparison with the mixtures with 1 vol% of the same fibre.
-
The opposite behaviour occurred with the mixtures reinforced with stainless steel fibres.
References
Ranade, R., Stults, M.D., Li, V.C., Rushing, T.S., Roth, J., Heard, W.F.: Development of high strength high ductility concrete. In: 2nd International RILEM Conference on Strain Hardening Cementitious Composites. Rio de Janeiro, RILEM (2011)
Kobayashi, K., Rokugo, K.: Mechanical performance of corroded RC member repaired by HPFRCC patching. Constr. Building Mater. Yanagido 39, 139–147 (2013)
Meda, A., Mostosi, S., Rinaldi, Z., Riva, P.: Corroded RC columns repair and strengthening with high performance fiber reinforced concrete jacket. Mater. Struct. 49, 1967–1978 (2016)
Kim, S.W., Park, W.S., Jang, Y.I., Feo, L., Yun, H.D.: Crack damage mitigation and shear behaviour of shear-dominant rein-forced concrete beams repaired with strain-hardening cement based composite, composites part B (2015)
Nicolaides, D., Kanellopoulos, A., Christou, A.M.P.: Development of UHPFRCC with the Use of Materials Available in Cyprus. FIB Symposium. Prague, FIB (2011)
Vitek, J.L., Coufal, R., Citek, D.: UHPC—development and testing on structural elements. Procedia Eng. 65 (2013)
Wille, K., El-Tawil, S., Naaman, A.E.: Properties of strain hardening ultra-high performance fibre reinforced concrete (UHP-FRC) under direct tensile loading. Cem. Concr. Compos. 48 (2014)
Yu, R., Spiez, P., Brouwersm, H.J.H.: Mix design and properties assessment of ultra-high performance fibre reinforced concrete (UHPFRC). Cem. Concr. Res. 56 (2014)
Lavorato, D., Bergami, A.V., Nuti, C., Briseghella, B., Tarantino, A.M., Santini, S., Huang, Y., Xue, J.: Seismic damaged Chinese RC bridges repaired and retrofitted by rapid intervention to improve plastic dissipation and shear strength. In: Proceedings of 16WCEE 2017. Santiago Chile, 9th–13th Jan 2017
Lavorato, D., Wu, J., Huang, Y., Xue, J., Bergami, A.V., Briseghella, B., Nuti, C., Tarantino, A.M., Santini S.: New solutions for rapid repair and retrofit of RC bridge piers CINPAR 2016. In: XII International Conference on Structural Repair and Rehabilitation. Porto, Portugal, 26–29 Oct 2016
National Reseach Council: CNR-DT 204/2006—Guide for the Design and Construction of Fiber-Reinforced Concrete Structures. CNR, Rome (2007)
JSCE Concrete Committee: Recommendations for Design and Construction of High Performance Fiber Reinforced Cement Composites with Multiple Fine Cracks (HPFRCC) (2008)
Acknowledgements
This work has been possible with the support of IFSP for the postdoctoral grant and with the coordinated efforts provided by the Laboratorio Prove e Ricerca su Strutture e Materiali (PRiSMa) personnel of the Roma Tre University. The authors gratefully thank Buzzi Unicem Spa, Addiment Spa, Honeywell Inc., Bekaert Spa and HG, Inc., for supplying the materials used in this study.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Salvador Filho, J.A.A., Lavorato, D., Bergami, A., Azeredo, J.R., Nuti, C., Santini, S. (2019). Influence of Polyethylene and Stainless Steel Fibres on Compressive and Tensile Behaviour of High-Performance Fibre-Reinforced Cementitious Composites. In: Pradhan, B. (eds) GCEC 2017. GCEC 2017. Lecture Notes in Civil Engineering , vol 9. Springer, Singapore. https://doi.org/10.1007/978-981-10-8016-6_1
Download citation
DOI: https://doi.org/10.1007/978-981-10-8016-6_1
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-8015-9
Online ISBN: 978-981-10-8016-6
eBook Packages: EngineeringEngineering (R0)