
Abstract
This chapter aimed at the problem of casting defects during the trial manufacture of a certain engine cylinder head. Combined with the structural characteristics of the internal integrated exhaust manifold, the structure design optimization of gravity casting process introduced in detail. Through the process simulation analysis and trail production verification and other means, reaching the production scrap rate control objectives.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
16.1 Introduction
In recent years, the design concept of internal integrated exhaust manifold for cylinder head has gradually become a mainstream trend, which applied maturely in international companies, and the optimization of engine thermal management, the improvement of the reliability and advantages of contribution to the fuel consumption recognized in the industry. This design concept is not universal in the domestic at present; the main reason is that its complex structure has increased much more difficulties for casting process and structure design.
The FAW group applied the design concept of internal integrated exhaust manifold for cylinder head in a development project of 1.0 L gasoline engine (hereinafter referred to as 1 L engine). But this kind of cylinder head presented the problem of high scrap rate in the trail manufacture phase. The reason is the casting defects led to the abandonment of cylinder head, statistics of scrap rate [1] showing in Table 16.1.
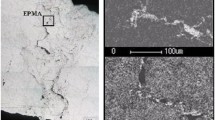
In these scraped cylinder head, the casting defects are the shrinkage, shrinkage cavity, and the casting flying edge in some key position, showing in Fig. 16.1.

Casting defects of scrap parts
The statistics and inducts results [1] of the defect form and position of all scraped cylinder head showing in Fig. 16.2.

Defects position statistic
We can see in Fig. 16.2 that shrinkage porosity, shrinkage cavity and flying edge is the main existing form of casting defects, the area around the guide hole and the cylinder head bolt hole is main existing position of shrinkage cavity, the inside of water jacket is main existing position of flying edge. The generation of shrinkage cavity and flying edge influence by multiple factors like casting process and cylinder head structure, etc. Table 16.1 shows that the improvement of the casting process in the second round trail manufacture has not fully solve the problem of high scrap rate, which results in the judgment that the structure of cylinder head itself more leads to the production of casting defects. Therefore, the optimization design of cylinder head structure is very necessary, which is primary measures to ensure mass production feasibility of cylinder head.
16.2 Mass Production Casting Process
The material of 1 L engine cylinder head is AlSi10 Mg (Cu), with T6 heat treatment, which can obtain mechanical properties required high detonation pressure and high load, also is one of commonly used material of aluminum alloy [2] cylinder head. Combining with the material properties and structural characteristics of cylinder head, the mass production process choosing tilting gravity casting process, the characteristics summarized as follows:
-
long mould life, low relatively cost;
-
process is relatively simple;
-
castings can be heat treatment, and obtain a higher intensity;
-
suitable for complex structure non-thin wall castings;
Mass production stage has high demands on the casting scrap rate, in terms of gravity casting process, at present, on the scrap rate control, domestic level can reach 3–5%, and the international level can reach 1–3%, the outstanding can control within 1%. The control goal of scrap rate for 1 L engine cylinder head is very clear, is to reach the international level preliminarily.
16.3 Structure Design Optimization
Due to the internal integrated exhaust manifold, 1 L engine cylinder head is more complicated than traditional structure, greatly increases the difficulty of casting, which is also a new challenge for the structure design. To solve the problems during its trail manufacture phase, we should focus on optimizing the structure of the area around the valve guide hole,the cylinder head bolt hole, and the interior of water jacket, these structure distributed in the different modules of cylinder head, so the structure optimization design of cylinder head are divided into three aspects.
16.3.1 Water Jacket Structure Design Optimization
Based on the requirements of the integrated exhaust port structure, cylinder head cooling concept and the engine thermal management, 1 L engine cylinder head water jacket used the full surround type structure. in order to realize exhaust port sand core setting, the water jacket was break up into upper and lower two chips design, which as well as conducive to assembly and positioning of water jacket cores and exhaust port cores. Plan for water jacket and exhaust port showing in Fig. 16.3.

Water jacket and exhaust port
In combination with the main structure characteristics of water jacket, and considering the casting process has occurred or may encounter problems include the following aspects.
Because of the complex structure of water jacket core, local irregular shape lead to non-smooth flow of aluminum water, it will also lead to poor aluminum water filling, which easily produce the casting defects such as cold shut.
In the joint surface of upper and lower water jacket, it is easy to come into being the casting flying edge.
The upper and lower water jacket are thin-walled structure of large area, which bears bigger aluminum water buoyancy in the pouring process, so the sand core stress deformation is bigger also, gaps between the sand core is difficult to control and eventually lead to uneven thickness of cylinder head.
Water jacket cores have large volume, as well as gas evolution when pouring heated, if the gas can’t be discharged out of the cylinder head successfully, casting defects such as shrinkage cavity, shrinkage, etc. will occur.
For the above casting defects, the casting technology itself alone is difficult to solve, more reasonable structure design become the key to solve the difficulty.
For the non-smooth flow and poor filling of aluminum water, water jacket cores should focus on optimizing the shape which influence the aluminum water flow, and add the necessary process structure.
For the problem of casting flying edge, complex shape design in combined location should be avoided, and cooperated with the necessary technical measures; For water jacket cores stress deformation problem, the buoyancy on sand core local should be reduced, the structure of water jacket should be optimized, necessary support core head should be designed to restrain the force deformation.
For the question of the sand cores heated degas, the core head structure should be design, cooperated with the vacuum system of casting process.
Based on the above principle, the structure optimization of water jacket should carried on, comparing the development state and final state of water jacket structure, the main program is showing in Figs. 16.4 and 16.5.

Main structure optimization scheme of water jacket

Main structure optimization scheme of water jacket
In Fig. 16.4, the water jacket structure optimization consists of the following two aspects.
Number ① express the optimization of water jacket intake side shape, the structure makes the wall thickness around the guide hole more uniform [2], which can inhibit the local heat section, at the same time, the structure is more advantageous to the flow and filling of aluminum water, and can prevent casting defects such as cold shut and shrinkage, etc.
Number ② express the optimization of the joint surface location and shape of upper and lower water jacket, according to the principle that the shortest linear distance between two points, choosing the right combination of location, the cross section in the vertical direction of the joint surface for a short straight line, this design can avoid complex shape of the joint surface of upper and lower water jacket, which can make sand core assembly more accurate, simple and convenient, can effectively reduce the production of casting flying edge, avoid the casting flying edge problems in the trail manufacture phase.
In Fig. 16.5, structure optimization of water jacket including the following three aspects.
Number ① express that in the water jacket thin-wall large area design some hole, this design can reduce the aluminum water impact force and buoyancy sustained by water jacket cores in the casting process, effectively restrain stress deformation of water jacket cores, at the same time, the design of this structure is advantageous to the aluminum water flow and filling.
Number ② express that the outlet of the sand core extend to the outer mould,which connected with the vacuum system, and easy degas for the sand core during the casting process, reduce the risk of the shrinkage and porosity of casting defects.
Number ③ express that to design a process support core head on the upper water jacket, the structure connected with the oil channel and riser sand core above, better degas for water jacket sand core during the casting process, and restrain stress deformation of the sand cores.
16.3.2 Oil Channel Structure Design Optimization
The main function of oil channel and camshaft housing in the cylinder head is to guide the oil return flow, so the main structure is generally used in traditional combination structure, this kind of structure is easy to shape, and meet the requirements of the oil return area, and also convenient for the assembly and location of the sand cores. On the joint surface of the sand cores of the oil channel and the camshaft housing, casting flying edge will arise, so the combination of position should be in easy cleaning area, obviously the area around the tappet hole and the cylinder head bolt hole is a good choice. The camshaft housing in the casting model often with the riser sand core design as a whole, this can increase the strength of sand core, and make the gas from the heated sand core exhaust from the riser core above. The middle part of the structure of the oil channel in the design also connected to the riser core, which has the same benefits (Fig. 16.6).

Assembly of oil channel and camshaft housing
Oil channel sand core is one of the most complicated structures of cylinder head, the volume is the same size as the volume of water jacket sand core, based on its complex structure and huge volume, there are much more difficulties in casting around it. The complex shape of the oil channel sand core will affect the flow of aluminum water largely, so the shape design of the oil channel should be smooth and avoid the irregular shape. Because of that during the flow process of aluminum water, loose sand may washed down from the surface of the sand core. Although the number of these sand is less, but if the flow to the main functional areas, that will generate damage to the tools and the cylinder head itself in machining process. So some design of the structure should be done in the relevant position of the oil channel, which can hold the floating sand, these structures can be removed by rough machining, do not affect the structure and function of the finished cylinder head. In addition, the position of the guide hole and the cylinder head bolt hole concentrated in the oil channel is the cylinder head local wall thickness over large area. The cooling speed of which is slowest in the cooling process, these areas will produce shrinkage and other casting defects, this is the root cause of shrinkage and other casting defects mentioned in the previous paper.
Based on the difficulties in the casting process above, the structure of the oil channel optimized, and the main scheme is showing in Fig. 16.7.

Main structure optimization scheme of oil channel
Number ① and ② respectively express that design feeding channel for the area around the guide hole and the cylinder head bolt hole, this structure can provide enough aluminum water compensation to eliminate the risk of shrinkage in the area, which can effectively solve the problem of casting defects encountered in the 1st round of trial manufacture.
Number ③ express that design structure to hold the floating sand, the function of the structure as its name implies, and can be removed in the Initial machining stage.
16.3.3 Outer Model Structure Design Optimization
After the inner sand core structure optimized, the outer model structure should optimized. Cylinder head of outer model include the module in four directions. On each module, the thick flange, bolt boss and other characteristics is local wall thickness over large area, the region is the main area of local hot spot distribution, and shrinkage porosity and other casting defects in high incidence area, the design should consider aluminum water compensation in these areas. Figure 16.8 express the outer model structure optimization scheme, green arrows show the direction of the aluminum water compensation. Arabic numerals show specific optimization structure, can be seen that using the characteristics of cylinder head to do the aluminum water compensation is the most simple and effective method, if the characteristics can not provide aluminum water compensation for certain positions, can design new feeding channel structure to do aluminum water compensation, in order to prevent casting defects generated.

Outer model structure optimization scheme
Figure 16.9 shows the assembly of the inner core, the outer mold head in four directions and the cylinder head blank.

Cylinder head outer model, inner core and blank
The cylinder head blank is completed, should carry out process simulation analysis, to evaluate the feasibility of casting production.
16.4 Process Simulation Analysis
In the design and development of 1 L engine cylinder head, using process simulation analysis [3] as an evaluation method, this method is widely used in the world, has the advantage is high accuracy, and can greatly save time and cost [3]. Simulation software selection MAGMA, its advantages are simple mesh; the calculation time is short, the simulation results and the actual high degree of agreement.
Simulation calculation parameters of initial conditions and analysis process is set in accordance with the actual tilting casting process, including initial temperature of mold, mold movement and the cooling time, the total cycle is 360 s, as specified in Table 16.2.
Simulation analysis process is based on the cylinder head model; the cylinder head structure is optimized based on the results of the simulation analysis, they two mutual references. It normally takes after 2–3 rounds of repeated simulation and optimization in order to determine the final optimization scheme, mainly around the tilting process, solidification process, and internal heat section distribution three aspects to do the simulation analysis and evaluation, to highlight key content we just list the final optimization simulation and analysis of the results.
16.4.1 Tilting Process Simulation
From Table 16.2, we can see that the tilting process is in the initial stage of the casting process, the duration time is 16 s, the mold tilting action by −108° to 0°, for this process, the speed of the aluminum water flow and filling is very important. Simulation and analysis results show that in the tilting process, aluminum water velocity is relatively stable; the filling process is very smooth that the structure design of the cylinder head and the riser are reasonable (Fig. 16.10).

Cylinder head tilting process simulation
16.4.2 Solidification Process Simulation
Table 16.2 shows, the solidification process after the end of the tilting process, the duration time of which is a total of 264 s, and in the mean time, to different parts carry on demand cooling, the solid fraction and solid phase continuity is the main evaluation index of the solidification process. Simulation results show that during the cooling process, the aluminum water from outside to inside, from bottom to top uniform continuous solidification, solid phase rate can reach 100%, no hot spot and other defects appeared, that throughout the cylinder head structure are uniformly and each module cooling time control is very accurate and reasonable (Fig. 16.11).

Cylinder head solidification simulation
Cooling solidification simulation results around the area of cylinder head bolt hole show that during the solidification process from bottom to top, the aluminum water into the upper feeding channel has not stopped, solid phase continuity is better, that here the feeding channel structure design to good effect (Fig. 16.12).

Solidification simulation around the area of cylinder head bolt hole
16.4.3 Internal Thermal Section Simulation
Internal thermal section simulation process is simulation of casting slice scanning, similar to the actual process of industrial CT scanning, and used to find the shrinkage porosity and other casting defects of the inner part of the cylinder head; integrity is the main evaluation index. From Fig. 16.13 slices of simulation analysis results can be found, inside the cylinder head has no obvious hot spot distribution. The part integrity nearly 100%, that means the cylinder head structure matched with the tilting pouring process design is reasonable, the 1 L engine cylinder head structure can meet the casting process requirements.

Cylinder head internal thermal section simulation
Through the analysis of the simulation results, we can see, from the tilting process to solidification process are reasonable, can meet the requirements of the casting process. Through the analysis of the internal section can also be found that, there is no hot spot appears around the area of the guide hole, the tappet hole and the cylinder head bolt hole, theoretically can eliminate the risk of the shrinkage and other problems, the cylinder head has the feasibility of production.
16.5 Trial Production Verification
420 cylinder heads cast after the 1 L engine cylinder head mold debugging completed, including 100 of the first round casting, 320 of the second wheel casting. Carry out sampling anatomical examination on some of the castings, and do whole-body CT scan on all castings. Results show that there is no shrinkage in the area around cylinder head bolt hole, valve guide hole and tappet hole of all cylinder castings, no flying edge in the area of the water jacket either. However, due to mechanical damage and other reasons, individual parts obsolescence, including first round 5, the second round 8 (Fig. 16.14).

Cylinder head anatomy and CT scan
Statistics show that the scrap rate of the second round of the casting already controlled within 3%, to achieve control objectives. According to previous production experience, the scrap rate of mass production phase can control lower than trial production stage, so estimates, the scrap rate of 1 L engine cylinder head in the production stage will expect much lower, closer with the international advanced level (Figs. 16.15 and 16.16).

Scrap rate statistics of cylinder head

Qualified cylinder head of trail manufacture stage
16.6 Conclusion and Outlook
This chapter is a summary that according to the practical experience of the cylinder head structure optimization design process, although cylinder integrated exhaust manifold design make the cylinder head structure becomes more complex, but the reasonable structure of the cylinder head design can reduce the casting process difficulty and reduce scrap rate.
The structure optimization scheme of the 1 L engine cylinder head, successfully eliminated the casting defects such as shrinkage cavity, flying edge and so on, and also prevented the occurrence of other defects.
The result of process simulation is in agreement with the actual casting result, it shows that the accuracy of this technique is very high which can apply in the country.
The 1 L engine cylinder head trail production result is ideal, the scrap rate can control within 3%, and a further reduction of expectations, has reached the international level.
References
Liu Y (2014) Quality improvement of the 4GC automobile engine aluminum alloy cylinder head. Automotive Technol Mater 08:26–29
Yuan Z (2008) Design of internal combustion engine, 1st edn. China Machine Press, pp 158–174
Chen J (2014) Based on numerical simulation analysis aluminum alloy cylinder head low pressure die casting process optimize. In: Chong Qing Foundry annual meeting (Collection of papers), Chong Qing
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer Nature Singapore Pte Ltd.
About this paper
Cite this paper
Chen, M., Yang, W., Zhang, T., Liu, D., Song, H. (2017). Integrated Exhaust Manifold Type Cylinder Head Structure Design for Gravity Casting Process. In: Proceedings of SAE-China Congress 2016: Selected Papers. SAE-China 2016. Lecture Notes in Electrical Engineering, vol 418. Springer, Singapore. https://doi.org/10.1007/978-981-10-3527-2_16
Download citation
DOI: https://doi.org/10.1007/978-981-10-3527-2_16
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-3526-5
Online ISBN: 978-981-10-3527-2
eBook Packages: EngineeringEngineering (R0)