
Abstract
Full-scale fatigue testing (FSFT) forms an integral part of the aircraft development and certification prior to induction into service. The five historical stages of evolution of FSFT are described with a detailed description of present-day requirements including composite structures. The technology used in the FSFT process is explained in detail.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others
Keywords
1 Why Testing and Why FSFT?
Progress of the Industrial Revolution in the nineteenth century led to a quantum increase in speeds and exponential increase in the number of repetitive load cycles on machines and structures. These resulted in periodic catastrophes as in the case of broken railway axles, even though operational stresses were well within the yield limit. The seemingly inexplicable sudden failures may have led to the rather inappropriate term metal “fatigue”.
Painstaking and systematic research by Wöhler [1], the superintendent of a railway depot in Prussia, finally established a systematic relationship between the magnitude of periodic loads applied on a specimen and the number of such “cycles” to its failure. More significantly, Wöhler determined that there is a certain minimum magnitude of cyclic loading below which the material will withstand seemingly infinite cycling. This stress amplitude is termed the fatigue limit. Thus a material constant was finally available in order to design for durability. Wöhler [1] and Bauschinger [2] established that the fatigue limit is extremely sensitive to mean stress.
Unfortunately, service loads are a statistical mix of cycles of diverse magnitude wherein extremely large load cycles can occur, albeit very rarely. Designing to keep extreme load cycles below the fatigue limit is not practical. It became necessary to account for the contribution of individual load cycles in a service load spectrum to cumulative fatigue damage eventually leading to failure. Pålmgren’s and then Miner’s linear damage accumulation law finally made this possible [3]. However, Gassner established that cyclic damage accumulation is not linear [4]. Depending on the material, the service load spectrum, and the sequence of loads in the given spectrum, the damage sum at failure can vary over a very wide range, in fact by about two orders of magnitude. Very importantly, Gassner also established that for a given combination of material and service load spectra, the damage sum would not vary significantly. This finding by Gassner essentially underscores the necessity for full-scale fatigue testing (FSFT) of aircraft structures as a means to establish safe service life.
2 Evolution of FSFT
One of the requirements to certify any military or commercial transport aircraft is a full-scale fatigue test. The goal is to evaluate the durability of the airframe under conditions that are as close as practically possible to those that will eventually restrict its service life by fatigue damage.
2.1 Initial Approach
The evolution of full-scale testing over the past century of flight may be broadly divided into five stages. In the first four decades of aviation, airframes, particularly those of military aircraft, were primarily tested under static conditions. Downloads were applied using sand or shot bags, while uploads were applied using hydraulic jacks [5]. Durability of the aircraft was addressed in an indirect manner by confirming the static strengths of airframes that had already seen much service, and also via repeat drop tests in order to determine the effect of undercarriage impact on the residual static strength of the airframe [6].
2.2 Hydraulics in FSFT
Hydraulic actuators made it possible to perform full-scale fatigue tests on airframes by applying repeated loads, limited by pressure relief valves on individual actuator sets to the required peak load. The pressure would be released by solenoid valves. There are records from the early 1950s of full-scale fatigue tests performed using several such actuators, along with hundreds of strain gauges to track structural response [5]. By applying reasonably high repeat loads expressed as a fraction of limit load, it was possible to get a reasonable idea of fatigue-critical areas of the structure and assign safe intervals of operation between major overhauls. Very soon, through manipulation of hydraulic circuits with multiple relief valves set to different pressures and solenoids to activate them, it became possible to perform multistep programmed loading full-scale fatigue tests on airframes. This may be considered the second stage in the evolution of full-scale testing and the virtual commencement of automated FSFT to characterize airframe durability.
2.3 Advent of Servo-Hydraulics and Computer Control
Airframe load spectra are derived from flight data records collected over hundreds or thousands of flights depending on the aircraft type and its mission distributions. As a minimum, these are non-dimensionalized acceleration, “g”, values along with associated airspeed and instantaneous mass. Given the aerodynamic data from either wind tunnel tests or numerical simulation and for a given mass distribution, airframe loads and their distribution can be deduced with reasonable accuracy for each “g” data point. FSFT performed under pseudo-random flight-by-flight loading thus induces fatigue loading across the load frame in much the same manner as real service conditions (with a few deviations from reality such as a compressed timescale, known to have only a secondary effect on the fatigue process). In any case, from an environment standpoint, laboratory conditions are considered less forgiving than flight at cruise altitude.
All of the above were incorporated in the third stage of evolution of full-scale testing, with the emergence of servo-controlled hydraulic actuators, first with punched paper tape control in the early 1970s to programme load levels on individual actuators; and then through real-time computers in the late 1970s [7]. The latter made it finally possible to enforce pseudo-random cycle-by-cycle simulation of actual flight-by-flight and cycle-by-cycle variations in g-levels, the only distortion being in the timescale. One could claim at last that FSFT under laboratory conditions closely simulated actual usage loads.
The first generation of turboprop and turbojet transport airliners and scores of military aircraft were subjected to FSFT in the late 1950s and into the 1960s. Initially, the goal was to understand why unexpected catastrophic failures occurred as in the case of the De Havilland Comet, but later to support certification of the aircraft for a certain minimum safe period of service, to be followed either by major overhaul or by retirement. One may note that a crucial requirement of all these tests was the accurate simulation of service loads, without any scale-up, on a newly assembled airframe conforming to the same manufacturing process as in routine production.
2.4 ASIP and Consideration of Damage Tolerance
The 1950s and 1960s also saw the emergence of, and rapid advances in, the discipline of fracture mechanics, stimulated by several catastrophic failures, starting with the seemingly inexplicable catastrophic failures of Liberty freighter ships towards the end of WWII. These were followed by equally shocking catastrophic explosive failures of the passenger cabins of the first pressurized jet transport aircraft, the De Havilland Comet, and also that of crucial pivoting arrangements on one of the General Dynamics F-111 variable geometry fighters.
All these accidents were traced to cracks in the structure whose growth led ultimately to catastrophic failure. Using fracture mechanics concepts it became possible for the first time, not merely to assess the strength of a structure when “defect-free”, but also to move the discussion to decreasing residual strength in the face of growing defect sizes. The latter constitutes a qualitative leap from understanding of the fatigue failure as “an event”, towards utilizing the new comprehension of the airframe as a structure, whose residual strength is gradually eroded by the occurrence and growth of fatigue cracks. See also Chaps. 16 and 18 in this Volume.
The US Air Force was the first to recognize the significance of fatigue cracks not merely as a problem, but as an opportunity to enhance the airworthiness and durability of airframes and reduce operational costs. This came about in the form of the Airframe Structural Integrity Program (ASIP), which lays down the guidelines for handling the entire life cycle of an aircraft—from the design stage right into retirement [8], see Fig. 17.1. Central to ASIP is the idea that the condition of an airframe is characterized by the inevitable formation and growth of defects in the form of fatigue cracks that will eventually reduce its residual strength to unacceptably low levels.

The five tasks of ASIP [8]. Full-scale testing constitutes Task III. It can also be invoked as part of life reassessment under Task V
This new approach effectively changed the prevailing emphasis on airframe design and development. On the one hand, the new focus was on identification of structural materials and designs that exhibit enhanced resistance to the growth of fatigue cracks and tolerate defects of larger size. On the other hand, ASIP encouraged the development of non-destructive inspection (NDI) techniques that would permit the assured detection of such defects during scheduled inspections, well before they could threaten the structural integrity of the aircraft. ASIP thereby triggered the gradual transformation of the aviation industry towards “Maintenance on Condition” (MOC) and “Retirement for Cause” (RFC). These effectively opened the way for reliable and prolonged operation of aircraft, their life extension if necessary, and their eventual retirement for cause.
2.4.1 Five Tasks of ASIP
As shown in Fig. 17.1, the ASIP process consists of five tasks. Of these, the first four form part of the aircraft development programme from design to induction into service. The fifth task covers the management of the fleet right through to retirement, including life extension programmes if any.
Task I of ASIP essentially describes processes that will be followed to achieve the stated goals of a new aircraft design. Task II of ASIP is partly dedicated to the crucial process of defining safety- and fatigue-critical areas of the airframe and designating each one either as a Fail-Safe design or a Safe-Life design.
To qualify for Fail-Safe design, the part must be deemed inspectable and with the ability to operate indefinitely on the consideration that any defect appearing in service will be detected at the next scheduled inspection to enable repair or replacement, i.e. condition monitoring. Such a design demands the availability of suitable inspection techniques, analysis, and testing to demonstrate maintainability on condition. Failure to comply with this requirement leads to categorization as Safe-Life. The proportion of safety-critical components categorized as Fail-Safe effectively determines the degree of compliance with ASIP. If the majority of parts on a new airframe are subject to Safe-Life operation, then obviously, strict maintenance will be involved without the benefits of indefinite safe operation of the fleet, and this will lead to escalated life cycle costs.
Full-scale testing constitutes Task III of ASIP, and FSFT forms a major part of this task (see Fig. 17.2). ASIP provides for FSFT to characterize both fatigue-critical areas and proof of design lifetime by testing to two design lifetimes under conditions that closely resemble service usage.

Task III of ASIP [8]. Full-scale fatigue addresses at least three requirements. One to confirm design lifetime, another to validate the inspection intervals, and a possible third to preclude consequences of simultaneous widespread damage at the conclusion of the rated service life. Teardown inspection following a full-scale fatigue test provides quantitative data on fatigue-critical areas for assessment of Fail-Safety as well as Safe-Life. It also yields statistical data amenable to Risk Analysis in planning inspection intervals
With the advent of ASIP, FSFT entered its fourth stage of evolution. FSFT forms an important part of ASIP but has been extended in order to support new goals. ASIP retains the prevailing requirement of FSFT over two design lifetimes: however, additional elements of full-scale testing address the structural integrity in the presence of defects. This is to confirm the ability of the airframe to withstand a substantial predefined extent of cracking (damage tolerance) of safety-critical parts, including wing and fuselage panels. Such testing validates the Fail-Safe design features of the airframe that envisage alternative load paths in the unlikely event of fracture of a safety-critical element such as a stringer or even a bulkhead. Finally, ASIP provides for FSFT of the airframe in the presence of simulated detectable fatigue cracks in order to validate the safe operation between scheduled inspections.
Task V of ASIP describes how aircraft are to be operated through their life cycle. It provides for individual airframe tracking (IAT), whereby flight data records are analysed to build up individual usage history, so-called “personal files”, with details of flight-by-flight load history, along with the records of inspection and maintenance, including part replacement and exchange with other tail numbers. IAT permits flexible scheduling of inspection across the fleet after accounting for the severity of service loads seen by individual aircraft.
The calculations associated with this exercise are based essentially on cumulative damage concepts established in the early work by Gassner. One of the purposes of IAT is to compare actual loads experienced by the fleet with the load spectrum used in FSFT so that corrective action can be taken if required. If differences are insignificant, inspection schedules may be suitably corrected. If they are deemed significant, a repeat FSFT may be called for.
As part of Task V of ASIP, FSFT also provides for the incorporation during service of (i) one or more redesigned structural elements deemed necessary for continued operation or (ii) new ways of operation involving major changes in usage profile, payload, or other such operational necessity. Such a necessity can arise in the event of increasing cost of repair or part replacement after scheduled inspections. In this case, assuming the airframe has already seen much service and if the fleet size is reasonably large, one airframe is “sacrificed” for a complete teardown inspection [9].
Such an exercise provides a number of useful inputs. Fatigue-critical areas found in service are identified. The sheer statistics of hundreds or even thousands of cracks growing from rivet holes form the basis for Risk Analysis to determine how to rework the design and reschedule inspection periods to minimize the risk of failure over continued long-term usage of the repaired aircraft [9]. ASIP provides for additional FSFT either at major subassembly level or on the entire airframe to validate the adopted structural modifications. This procedure has been exercised for a variety of ageing aircraft [9].
2.5 Adaptation of ASIP to Composite Structures and Its Impact on FSFT
The concepts and FSFT procedures laid out in ASIP have, over the past four decades, seen widespread acceptance and use by the global aerospace industry. In the meantime, airframe technologies have also evolved. The most significant transformation in this regard is by way of increased usage of composites, particularly carbon fibre-reinforced plastics (CFRP) in safety-critical load-carrying airframe components.
N.B. In addition to the following Sects. 17.2.5.1 and 17.2.5.2, the reader may wish to consult a broadly similar discussion in Sect. 14.5 of Chapter 14 in Volume 1 of these Source Books.
2.5.1 Differences in Damage Mechanisms Between Metals and Composites
The fatigue damage mechanics of composites is very different from that of metals. Metals invariably fail due to the growth of fatigue cracks to critical sizes. Alloy sheets used in airframes are inherently damage tolerant and resistant to fatigue crack growth. In thin-walled structures such as airframes, such cracks show up as through cracks and are therefore readily detectable once their size becomes comparable with the material thickness.
An invaluable characteristic of fatigue crack growth in metallic materials, particularly under aircraft service loading, is its high degree of reproducibility and low scatter. At the same time, failure mechanisms in metallic airframes are sensitive to the magnitude of loading. Partly for these two reasons, FSFT of metallic airframes is prescribed under load levels that accurately simulate actual load levels in service and over just two design lifetimes as an assurance of valid design.
FSFT of composite structures demands a different approach [10]. Carbon fibre is stronger and stiffer than high-strength steel, yet lighter than aluminium, making it an attractive alternative to aluminium alloys that have dominated the aircraft industry for almost an entire century. However, there are a few important features in the manner in which composites fail that seriously affect how FSFT is set up for composite structures.
The basic mechanical properties of aerospace quality carbon fibres, including modulus, ultimate strength, and elongation, are highly reproducible: their data scatter compares favourably with metals. However, damage mechanisms of built-up CFRP and other composites are vastly different from metals, particularly in fatigue. CFRP structural elements are sensitive to out-of-plane loads and especially to impact loads. These induce interlaminar separation that is not outwardly visible, but can cause considerable deterioration in residual strength, particularly the compressive residual strength. Thus, although the underwing surfaces of metallic wings attract particular attention during inspection for damage, it is the overwing surfaces of composite wings that pose concern.
Also, unlike metals composites can fail in a variety of ways. In addition, the mechanical properties of built-up composite structures are extremely sensitive to every step in the elaborate process of their manufacture.
2.5.2 Statistical Aspects of Fatigue of Composites and Adaptation to FSFT
Over the past three decades much testing has been performed on CFRP coupons with different configurations of practical interest, including different lay-ups [11]. An understanding has emerged about how scatter in fatigue life can vary from case to case, and more importantly about how to model such scatter [12]. These data are used in designing composite structures for durability and damage tolerance. They also impact the manner in which full-scale test requirements including FSFT are formulated for composite structures.
The Weibull shape parameter provides a reasonable measure of the reproducibility of fatigue life. As shown in Fig. 17.3, large values for metals suggest lower variability as opposed to composites. To determine this parameter, tests need to be performed over the whole range of lay-ups and processes that will be used in manufacturing (e.g. Table 17.1). It follows that in planning FSFT, one needs to account for the fact that statistical parameters describing the residual strength and fatigue responses of composites are vastly different from those of equivalent metallic components.

Statistical results of coupon-level fatigue tests performed on composites compared with tests on metals, expressed as percentage frequency of occurrence versus Weibull shape parameter β. Fatigue test results on aluminium alloys and other aircraft quality metallic materials are much more reproducible than those for composites. This is the main reason for serious changes in the manner in which new-generation aircraft containing composite primary structures are designed and tested
Reference [10] describes FAA guidelines for full-scale testing of aerospace composite structures. The most important difference between FSFT of conventional metallic structures and that of composite airframes lies in the definition of the load spectrum to be applied during FSFT. Where testing on metallic airframes calls for very faithful reproduction of service load statistics, combined with clipping of extreme tensile loads, the testing of composite airframes is performed with the adjustment of both magnitude and frequency of individual load ranges in the spectrum. These are referred to, respectively, as load and life enhancement factors, and their use is explained schematically in Fig. 17.4.

For a given design lifetime the required duration of FSFT will increase with decreasing Weibull shape parameter. It may be reduced through load spectrum enhancement [10]. A judicious approach helps keep the test duration manageable without inadvertently distorting failure mechanisms. The latter problem is particularly critical for hybrid airframes that contain a combination of load-carrying metallic and composite subassemblies
The rationale behind such adjustment is that given the large scatter in fatigue test results of composites, the required duration of FSFT needs to be increased from two lifetimes (as in the case of metallic structures) to over twelve(!) in the case of composites, which would be impractical. To resolve this problem, guidelines for FSFT of composites call for an increase in the number of large load excursions in the spectrum, but without substantially also increasing their magnitude, since this could cause premature static failure modes, see Fig. 17.5. All the smaller load excursions are enhanced in terms of both magnitude and frequency of occurrence. This leads to a marginal increase in the duration of the FSFT, but in probabilistic terms satisfies the same requirements of design lifetime validation as in the case of metallic structures.

Schematic of FSFT load spectra modified using the approaches described in Fig. 17.4. Option (a) may be suitable for small all-composite airframes that need to be evaluated without fear of failure mechanism distortion. Option (b) is better suited for FSFT on metal−composite hybrid structures such as most large new transports, including the Boeing 787 and Airbus A350 civil airliners as well as military airframes
Retention of the magnitude of larger load cycles is an important feature of the manner in which the load spectrum is modified for use in FSFT of hybrid airframes with both composite and metallic parts. Changes in the magnitude of smaller load ranges are unlikely to influence the failure mechanisms of metallic components in the airframe. However, the fatigue test results for these components are likely to be conservative.
Unlike glass fibre-reinforced plastics, damage in CFRP is barely visible because the material is opaque and interlaminar separation can occur deep within the component. Such defects may be present from the time of manufacture and also may be randomly introduced at anytime in service due to impact of tools or equipment. This possibility is taken into account by deliberately inducing barely visible impact damage (BVID) in random impact-prone areas such as the wing upper surface and fairings, prior to commencement of FSFT. By definition, being barely visible, such defects cannot be allowed to propagate to failure during the entire duration of the test. At the very least, once detected during routine ultrasonic C-scan NDI, such defects should not register noticeable growth between two inspection periods, so as to validate the inspection procedure and schedule prescribed for the aircraft.
ASIP guidelines for full-scale testing to qualify a composite airframe for withstanding five different categories of damage severity are listed in Table 17.2. The extension of ASIP requirements to composite airframes to address the validation of safe operation between inspections requires demonstration of no growth of specially induced visible impact damage (VID) over two inspection periods of FSFT under the modified load spectrum previously mentioned.
Under controlled impact velocity, the so-called VID is induced on safety-critical structural subassemblies prior to such testing. The impact energies associated with VID are substantially greater than those associated with BVID. As in the case of metallic airframes, where cracks are deliberately cut into the structure after the main two-lifetime testing is complete, in composite structures VID can be induced subsequent to the FSFT and then testing continued over two inspection periods to confirm no growth conditions.
The requirements for residual strength of damaged composite structures are typically demonstrated after FSFT of the entire structure, as well as on major subassemblies as required.
The use of composites in safety-critical load-carrying elements of airframes is steadily increasing. Their application extends across all types of aircraft, with the Boeing 787 and Airbus A350 projects intended to serve as examples of composite structures designed for widespread and long-term operation much like any other older examples such as the Boeing 747. It would appear that procedures for certification of composite airframes including FSFT represent the state-of-the-art.
3 Organization of FSFT
A full-scale fatigue test is an extremely expensive and time-consuming part of aircraft development [13]. Today’s total cost for full-scale testing of a 150-seater transport aircraft may add up to about US$50 million with about 60 % of the cost due to the test article itself, 30 % for the rig, and 10 % for the testing. In the world of experimental testing it is extremely rare for a test article to cost much more than the system required to test it. Nevertheless, this exceptionally high cost is still negligible by comparison with the value of full-scale testing in terms of ensuring safe operation of an entire fleet over its entire life cycle.
Given the high cost of the test article, the extended duration of the test, and the virtual unacceptability of inexplicable failure of the test article, the requirements for the test system are also exceptionally high by comparison with conventional specimen or component testing. Many of these requirements are listed below:
Load Distribution
An airframe may be extremely stiff and strong, but is not designed to offer much resistance to concentrated forces, particularly on the wing. The pressure exerted on the wing surface to lift a transport aircraft is about 5 % of ground atmospheric pressure, or of the order of 500 kg/m2 of wing surface area.
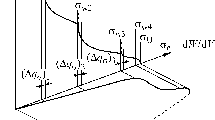
It would be impossible to exactly reproduce such a load distribution across an airframe under laboratory conditions. Loads are typically applied using innumerable pads adhesively bonded to the wing surface and transferred through whiffletrees leading up from a group of points to a single resultant, and all computed to retain the required load distribution (see Fig. 17.6).

Full-scale fatigue test on a combat aircraft at the Siberian Aircraft Research Institute. The 10,000 m2 hangar with load-carrying roof, load-carrying floor, and load-carrying columns permits bidirectional loading through actuators positioned appropriately. Innumerable loading points can be seen on the wing surface by way of adhesively bonded straps. These are connected through whiffletree arrangements leading to actuators at top and bottom
As many as 500 such “hard points” may be required for a fighter aircraft and several thousand for a transport airliner. Given the nature of damage concerns about composites, it may be desirable to leave the upper surfaces of composite wings as “clean” as possible and transfer loads largely through pads bonded to the lower surfaces. This would permit ease of periodic NDI of the upper wing surface, in particular those areas that may have been subjected to BVID.
Load Redistribution
Stresses on the airframe are sensitive to load distribution across the wing surface. Identical lift in low-speed subsonic flight will be far less damaging than the same lift at higher speed. This is because the centre of pressure tends to move outwards with increasing speed, increasing the bending moment and therefore the stresses in the wing root region.
To make it possible to correctly simulate load redistribution, multiple actuators are used, and the wing area covered by each is suitably chosen to ensure the lowest possible distortion of actual load distribution when switching from one mission configuration to another. With military aircraft it is also essential to reproduce the variations in forces associated with the discharge of stores, firing of missiles, and engagement of air brakes. Testing of variable wing geometry aircraft demands the continued application of aerodynamic loads with variation in wing geometry.
Load axis Reorientation
In full-scale tests of transport airliners, take-off and particularly landing loads need to be applied with the appropriate extended positions of leading and trailing edge deployments. These components change their angular orientation with extension, causing the load vector also to rotate. Simulation of this feature demands the loading arrangement also to be mounted on a moving reaction point in order to ensure the required angular reorientation with deployment.
N.B: Since tests are performed on a flight-by-flight basis, the operation of the moving components is simulated appropriately synchronized with the associated load cycles.
Structural Deflections
A large wingspan can give noticeable deflections, particularly in the case of large transport aircraft. Thus the Boeing 747 wingtips can deflect over a range of 4 m (4000 mm) under cyclic loading. Obviously, the servo-actuators applying the required forces on the wing must be capable of sustaining very large displacements. This can be achieved using (i) telescopic actuators or (ii) wire ropes guided through pulleys, to take advantage of the leveraging action of a pulley that results in halving its own displacement by comparison with the load point.
A wide variety of solutions is available today to apply forces. The most popular are servo-hydraulic actuators, and in addition to these, today one can find applications of servo-electric drives.
Synchronized Loading and “Crosstalk”
A full-scale fatigue test involves continuous synchronized load variation across all the load channels to simulate the specified flight-by-flight load distribution and sequence. State-of-the-art control hardware and software enable highly synchronized digital control waveform generation and data acquisition across hundreds, even thousands, of channels. And they can do so with an update of several thousand times a second. Real-time algorithms for servo-control use these data to ensure the required degree of synchronous variation in loads across all the load channels.
There are, however, severe limits to the capability of such control, given the nature of structural response to multichannel loading that is associated with a so-called “statically indeterminate” system. The deflection at individual points on an airframe with change in applied load determines its stiffness as perceived by the control system. In linear elastic situations this stiffness may be deemed to be a constant that forms part of the servo-control algorithm and determines the “servo-gain” on individual channels of the test system. However, a load frame connected to multiple loading and anchor points represents a statically indeterminate system, wherein load response at individual points at a given instant of time will be determined by induced deflections and local instantaneous stiffness. Thus even if the airframe may behave as a linear elastic structure, a change in load at any point on the airframe can induce a deflection at (all) other locations on the frame: and it does so even if the set load at those points did not change!
If the loading actuators were to be extremely elastic (flexible), they would, being in load control, readily adapt to any deflection induced by loading at other points. However, loading actuators are designed to be extremely stiff, and this can cause extreme fluctuations in load due to structural response. This shows up as “cross-talk” because loading on one channel begins to induce “unintended” loads on other channels and they begin to correct the error and thereby induce further cross-talk. In the event that cross-talk induced load oscillations are of the same order as one of the natural frequency modes of the structure itself, the consequences can be even worse. State-of-the-art control systems include algorithms to account for “instantaneous stiffness” of individual channels, but even so, there seem to be limits to their capability.
As a consequence, full-scale airframe testing for fatigue proceeds at a very low rate of load variation by comparison with what is achievable on conventional test systems. This is to ensure that loading error on individual channels remains within acceptable limits. The average test frequency in airframe FSFT can be as low as 0.05 Hz. One may note that the problem of cross-talk between individual actuators is practically non-existent in FSFT of ground transportation vehicles. In those cases, ground excitation is the primary source of loading. This is simulated by reproducing displacement time history on the four wheels. Even if ground vehicle dynamics is rendered very complex by the nonlinear and rate-dependent elements introduced by vehicle suspension, the testing requirement itself is simpler because Stroke, rather than Load Control, is involved. And, unlike Load Control, Stroke Control is practically immune to cross-talk.
Cabin Pressurization Cycle
This is an essential constituent of FSFT. Given the elastic energy stored, cabin pressurization can lead to uncontained explosive fracture. In fact, it was this concern that determined that the additional FSFT (in 1954) on the De Havilland Comet was done in a water tank. Contemporary practice is to fill as much of the enclosed space in the cabin as possible with “Styrofoam” in order to reduce the net volume of pressurized air. This also aids quicker pressurization and depressurization between flights.
Air compressors used to impose the required pressurization can deliver pressures enough to cause failure in the event of runaway pressure build-up. Given the potential consequences of such a catastrophe, an extremely simple and reliable system of protection is required. A common practice is to attach an open-ended piping arrangement to the cabin with enough internal water column height to match the maximum pressure likely to be generated in the cabin. Thus, in the unlikely event of runaway pressurization, this water column “hydraulic fuse” is expelled, leading to immediate restoration of atmospheric pressure within the cabin as a guarantee against overload by cabin pressure.
Hardwired Protection
Service manifolds on state-of-the-art hydraulic actuators used in FSFT are equipped with mechanically presettable bypass valves for which the highest tensile and compressive loads permissible on the given channel can be independently set. These direction-sensitive hydraulic circuits ensure that the preset load values effectively determine the stall load independently in tension and compression, irrespective of the line pressure and control status. This serves as a fallback option to cater to the extreme possibility of control system or hydraulics malfunction.
Dual-Bridge Load Cells
As a rule, all FSFT load cells are of dual-bridge design, i.e. the sensitive element is instrumented with two strain bridges and provides two independent read outs. These two read outs are continuously compared during real-time data acquisition over the entire duration of the FSFT. Should unacceptable deviations be noticed, the test is interrupted and the test specimen unloaded in order to trace and rectify the root cause of the deviation. This scheme serves as a protection against the consequences of malfunction at any stage of movement of the load signal.
Reaction Points
Up to six anchor points with load cells are provided to hold the airframe down as it is loaded along all three axes during the FSFT. A pair of anchor points along each axis ensures the measurement of the reaction forces as well as the moment on the frame by solving the equations that balance the sum of all forces and all moments acting on the airframe. An inability to balance forces and moments within an acceptable margin of error also serves as an indication that one or more load cells may be providing misleading read outs or that an unanticipated load transfer is taking place at a location or in a direction that single-axis load cells may be incapable of detecting.
Each loading point on the airframe and each anchor point need to be carefully designed to ensure it exerts force only along the designated axis such that there is no undue force transfer anywhere in the entire system, at any time, and under any loading action. This needs to be confirmed over the entire displacement envelope of the test article.
Structural Response
During the entire course of the FSFT the read outs are continuously logged as set points on all the control channels (including cabin pressure), each with its own force and displacement feedback: force feedback from anchor points, and displacement feedback from critical points on the frame, including the extremities.
In addition, read outs are collected from hundreds, even thousands, of strain gauges bonded all over the airframe. Apart from constituting formal test records, these data provide inputs to continuous monitoring of the quality of the test as well as airframe structural response that may reveal the need for (i) fine-tuning the test process for improved quality or (ii) test interruption to investigate the abnormal read outs that might be an indication of damage or malfunction.
Non-contact Measurements
An emerging technology that is rapidly transforming the process of displacement and strain measurement in FSFT is non-contact measurements via laser interferometry and digital image correlation (DIC). By positioning high-resolution cameras at different vantage points around the airframe, continuous tracking of deflections becomes possible at all points on a virtual “wireframe” of the test specimen. These can thereby be matched in real time with values computed from finite element method (FEM) analyses.
Real-time Simulation
State-of-the-art FSFT test technology provides for simultaneous real-time simulation of structural response, whereby a digital model of the entire test rig operates in real time with the ongoing test, including the airframe and all the loading arrangements, as well as strain sensors attached to the airframe. Continuous improvements in FEM modelling and simulation technology now make it possible also to simulate airframe structural response in the presence of damage such as cracks and delamination of composites.
Thus a state-of-the-art FSFT control room contains a network of computer systems, some involved with the test itself, others analysing collected data, and yet others comparing measured inputs with simulated results. Together these systems provide a holistic environment for efficient conduct of an FSFT, including timely detection of abnormal behaviour of the test article. The latter is an extremely valuable element of an FSFT programme because it enables the possibility of detecting damage before it can assume critical proportions, and can provide for (i) tracking crack growth as a measure of verifying assigned inspection intervals and (ii) timely repairs and design reinforcements as necessary, and, of course, their validation during continued testing.
4 Summary
The very nature of metal and composite fatigue makes FSFT an essential and integral part of the aircraft development and certification process. The state-of-the-art FSFT involves integration of the latest digital control techniques and a variety of drives, primarily servo-hydraulics, along with a vast collection of electronics, transducers, and protection schemes. These ensure that an airframe undergoing testing under laboratory conditions experiences flight-by-flight loading conditions that closely simulate the actual expected usage.
The goal of FSFT is to confirm that the airframe can safely perform its designated functions over its entire design lifetime. The goal of the FSFT programme is also to confirm that the airframe can safely operate up to the next scheduled inspection even in the presence of damage that may have gone undetected during routine in-service inspections.
Special considerations govern FSFT when composites and hybrid structures are tested, with due attention paid to the statistics of fatigue processes in the different materials used on the airframe, as well as to the differences in the nature of damage that may be inadvertently induced in the course of usage.
Additional information about FSFT and about CFRPs is given in Chap. 16 of this volume and Chap. 14 of Volume 1, respectively.
References
Wöhler A (1870) Über die Festigkeitsversuche mit Eisen und Stahl. Zeitschrift für Bauwesen 20:73–106
Bauschinger J (1886) On the change of the elastic limit and strength of iron and steel by tension and compression, by heating and cooling and by frequently repeated loading. Technical Report, Munich Technical University, Munich, Germany (in German)
Miner MA (1945) Cumulative damage in fatigue. Trans ASME J Appl Mech 12:A159–A164
Gassner E (1939) Strength experiments under cyclic loading in aircraft structures. Luftwissen 6:61–64 (in German)
Hewitt RL (1985) A history of full-scale testing of aircraft structures at the National Aeronautical Establishment. Aeronautical Note NAE-AN-24, NRC No 24089, National Research Council, Ottawa, Canada
Cox WJ (1943) Drop test of Cornell aircraft. Report MM-141, National Research Council of Canada, Ottawa
Marsh KJ (ed) (1988) Full-scale fatigue testing of components and structures. Butterworth, Cambridge, UK, p 4
Aircraft Structural Integrity Program (2002) Department of Defence Handbook MIL-HDBK-1530A(USAF), Washington, DC, USA
Lincoln JW (1985) Risk assessment of an aging military aircraft. J Aircr 22(8):687–691
Determining the Fatigue Life of Composite Aircraft Structures Using Life and Load-Enhancement Factors (2011) Report DOT/FAA/AR-106, National Technical Information Services, Springfield, VA, USA
Whitehead RS, Kan HP, Cordero R, Saether ES (1986) Certification testing methodology for composite structures. Report No. NADC-87042-60, Volumes I and II
Sendeckyj GP (1981) Fitting models to composite materials fatigue data. In Chamis CC (ed) Test methods and design allowables for fibrous composites, ASTM STP 734, American Society for Testing and Materials, Philadelphia, USA, pp 245–260
Swanson SR (1974) Handbook of fatigue testing. ASTM Special Technical Publication, ASTM STP 566, American Society for Testing and Materials, Philadelphia, USA
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer Science+Business Media Singapore
About this chapter
Cite this chapter
Sunder, R. (2017). Full-Scale Fatigue Testing. In: Prasad, N., Wanhill, R. (eds) Aerospace Materials and Material Technologies . Indian Institute of Metals Series. Springer, Singapore. https://doi.org/10.1007/978-981-10-2143-5_17
Download citation
DOI: https://doi.org/10.1007/978-981-10-2143-5_17
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-2142-8
Online ISBN: 978-981-10-2143-5
eBook Packages: EngineeringEngineering (R0)