
Abstract
Increasing requirements on energy efficiency and saving of resources, e.g. in the automotive industry, require the application of concepts of lightweight design. These concepts are based on design optimizations and the usage of high performance materials e.g. high stress steels. Caused by design optimizations, the stress level of materials, in particular at crash conditions, is increasing to nonlinear plastic ranges. To use the entire potential of high performance materials the knowledge about the behavior of these materials, especially in the nonlinear plastic range at crash conditions, is absolutely necessary. However, in order to lift the entire load potential of high stress steels, the latest material models are necessary. Therefore, the identification of specific material parameters e.g. strain rate sensitivity at compression load, is indispensable. This leads to the development of a test rig to extract even those needed specific material parameters. After defining boundary conditions for the test specimen geometry a general concept study took place to identify an optimized test rig concept. Next to the geometrical boundary conditions of the test specimen also the conditions for the test procedure itself have been defined. One main weakness of usual compression tests at high strain rate levels is the impact on the specimen surface (usually caused by falling weights) as it may cause deviations in the test results due to surface hardening. Furthermore, the idea to keep the plastic strain rate constant in the plastic strain range has to be implemented. These main tasks have been solved by developing a hydro mechanic cam shaft test rig with a special developed cam geometry. It allows compression of the specimen at different continuously variable strain rate levels without impact on the specimen at compression initiation and constant strain rate at every chosen strain rate level in the plastic range of the material. After manufacturing and assembling the test rig, a compression test was performed and compared to an existing material model of the tested material with good concordance. These results showed that this concept of the hydro mechanical cam shaft test rig is a relatively simple possibility to get information on material behavior at different strain rates and high deformation.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
1.1 Introduction
Simulation is one of the most important engineering tools. To get authoritative simulation results, knowledge of material behavior in the form of material models is required. An increasing number of these material models, operating with different parameters, make the enhancements on material testing in order to provide material parameters e.g. strain rate dependent flow curve, strain rate sensitivity and furthermore, necessary. Several test methods are available for the characterization of steel materials in terms of extracting material parameters. Every test method is afflicted with different advantages and disadvantages in terms of complexity and grade of extractable information. This article is dealing with a high dynamic compression test in order to get material information on strain rate dependent flow behavior and kinematic hardening effects of advanced high stress steels. For this a mechanical cam shaft test rig has been developed providing a defined dynamic load.
1.2 Formulation of the Problem
As mentioned in the introduction, simulation models need to be defined by material parameters. Most of common used material parameters were extracted out of tests at quasi statically conditions e.g. at the normalized tension test or a quasi-statically compression test (DIN 50106:1978-12). These tests are providing material data without information on material behavior at dynamic load conditions. The implementation of strain rate depended material behaviour is especially of interest for crash simulation. Therefore the focus lies at strain rates between 70 and 200 s−1 where a Euro NCAP Front-Offset crash of a steel chassis with the target of room-, weight- and cost efficient transformation of kinetic energy into plastic work of the material is defined [1, p. 181]. To get material information at this strain rate level on one hand hydraulic testing machines (strain rate level <100 s−1) and on the other hand fall-weight test rigs (strain rate level >120 s−1) are common in use. Both testing concepts are coupled with similar problems. In general a very important issue in dynamic material testing is the need to provide measurement results at constant strain rates. The fact that an increasing strain rate is shortening the testing time leads to the problem of the maximum controllable acceleration of hydro mechanical testing machines. Also the fall weight test rig has to deal with the restriction of non-constant strain rates during the test [1, p. 181]. Another problem, especially of fall weight test rigs is an occurring impact at the start of compression which may cause cold work hardening effects. Also, servo hydraulic testing machines have to deal with this problem usually when the strain rate is exceeding 10 s−1 because at this level a piston fore shot is necessary in order to reach the required piston velocity for the desired strain rate. After this, the development of a mechanical CAM test rig providing constant strain rate in the area of 0.033–250 s−1 without impact at begin of compression and constant logarithmic strain rate in the yield area of the tested material will be described.
1.3 State of the Art—Cam Driven Compression Test Rigs
Beside the mentioned servo hydraulic testing machines and fall-weight test rig concepts, the attempt of developing test rigs using a CAM shaft drive was done. According to the literature the first prototype of a CAM shaft drive test rig with the target of providing a constant strain rate was developed and published 1974 [2]. Based on a fly wheel driven CAM shaft (were the fly wheel will be powered up and is delivering the sufficient energy for deforming the specimen) a CAM geometry was designed in order to provide a constant strain rate. The disadvantage of this concept was that the cam shaft geometry was designed without consideration on the kinematic relationships of a CAM shaft drive which causes deviation in the resulting strain rate. Furthermore an impact at the beginning of the compression on the specimen is occurring (no smooth acceleration)
2 Test Rig Development
2.1 Requirement-Made Assumptions
At the very beginning of the concept study for a high dynamic compression test rig, following assumptions have been made and requirements were defined.
-
Range of performable strain rate: 0.033–250 s−1
-
Achievement of the required strain rate before yielding of material
-
Constant strain rate at yield strain area
-
No impact at beginning of compression (smooth acceleration)
-
Initial height of specimen: 1.4 mm
The range of the performable strain rate has been defined according to the deformation speed at crash conditions [3]. In order to reach the target according to the maximum strain rate of 250 s−1 using the velocity of a power unit (hydraulic cylinder) which is powering the test rig, the maximum height of the specimen was defined with 1.4 mm.
2.2 Main Concept
As already mentioned in Sect. 1, existing test devices like ram test rigs or hydraulic compression test rigs don’t provide the material data of the defined requirements. Also existing CAM shaft test rigs will not deliver material behaviour at constant strain rates over the complete test duration without an impact at the beginning of deformation of the specimen. This leads to the need of developing a new mechanical CAM shaft test rig. The rig concept is based on a CAM shaft drive with a variable CAM geometry under consideration of the kinematic relationships of a CAM shaft drive. The CAM shaft is rolling against a pivot pin, connected to a stamp. According to the lobe and the set rotation speed the stamp is leaded against the specimen with a defined velocity profile, providing constant strain rate at every desired strain rate level. The advantages of this concept are, that on one hand the CAM geometry is designed in a way to provide constant strain rate without impact at the beginning of compression start, and on the other hand, every common power unit providing a constant velocity or rotations speed (hydraulic cylinder, servo electric motors) can be used for powering the test rig.
2.3 Displacement Function
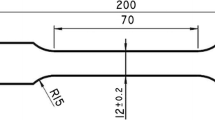
Since the true strain rate has to be constant for a constant CAM rotation speed the displacement function must obey relations according to (1)–(5) where h0 is the initial specimen height, s the displacement function and ω the rotation speed of the CAM shaft. Figure 1 shows the described parameters.

Specimen dimensions for displacement function
The definition of the logarithmic strain
and the derivative
leads to the general mathematical description of the displacement for the constant strain rate.
According to the initial conditions \(s(t = 0) = 0\) the constant C is defined as \(C = - { \ln }\,(h_{0} )\). The complete mathematical description of the displacement profile for constant strain rate is given by
Respectively with \(t = \frac{\phi }{\omega }\) depending on the CAM angle \(\phi\)
To avoid an impact at the beginning of the deformation the displacement function out of (5) has been adjusted by fitting in an additional function in the area of \(s(\phi ) = 0\) to \(s(\phi )\) were the desired strain rate is archived. Out of this developed displacement function \(s(\phi )\), and based on the kinematic relationships of a general CAM shaft drive a variable CAM geometry was derived fulfilling the mentioned requirements from Sect. 2.1.
2.4 Design and Functional Principle
The functional principle in general is explained according to Fig. 2. A tension device is connected to a hydraulic cylinder providing constant speed 1. The connected hydraulic cylinder is pulling the tension device with constant speed which causes rotation with nearly constant angle velocity of the cam shaft 2 (definition of piston speed according required strain rate e.g. a piston speed of 0.5 m s−1 leads to a strain rate of 250 s−1). The developed geometry of the cam is rolling on a pivoted pin 3, connected with a stamp 4 this stamp is leaded against a test specimen 5 driven by the CAM shaft, were the CAM geometry is defining the constant strain rate level. As mentioned, the strain rate level is defined by the set piston speed and therefore completely adjustable variable. The specimen is also compressed without impact at the beginning of the test or rather at contact between stamp and specimen. To avoid deviations on constant strain rate value and impact at compression begin the length of the stamp is slightly adjustable to avoid gaps and clearances between CAM and pivot pin and further specimen and stamp. To make sure that the required piston speed is archived at compression begin there is an acceleration area set at the lobe before compression starts. The measurement of the force 6 and displacement 7 values is done very close to the specimen to avoid deviations in measurement results caused by stamp acceleration or vibrations.

Compression test rig—functional principle
2.5 Measurement Equipment
For recordings of the measured values the measurement equipment is placed close to the specimen to avoid influence of impact or vibrations on the measurement signals. For displacement measurements, two capacitive sensors are applied next to the specimen. The force will be measured by using a load cell connected with the specimen. In Fig. 3 the setting and positioning of the measurement equipment is shown.

Measurement device
2.6 Performance Data
See Table 1.
3 First Test Result
After manufacturing the test rig, the first tests took place. The hydro mechanical test rig was operated by a hydraulic cylinder with a max. load of 25 kN. Specimen, provided from the company Voestalpine in Linz, with measurements of 1.4 × 1.4 × 1.4 mm and manufactured by erosion from a 1.4 mm thick metal sheet of defined strength, were tested. For the first test a slow speed ramp was chosen. The resulting strain rate was \(\dot{\varepsilon } = 2\,{\text{s}}^{ - 1}\). The specimen was compressed to a final height of 0.6 mm means a logarithmic strain of 0.8. Figures 4 and 5 are showing the yield curve compared to the provided material model from the company Voestalpine. The comparison of the measurement results to the FEM model data in general showed good correlations. Deviations in the elastic area are visible. This deviation was caused by a slight clamping between force transducer and specimen plate due to eccentric positioning of the specimen. Considerations of the yield area of the tested material showed good accordance between measured result and the yield curve based on the material data up to a logarithmic strain of \(\varepsilon = 0.2\). A strong deviation is visible at a strain level of 0.25 up to 0.8, caused by increasing of multiaxial stress ratio and increasing friction between the specimen and compression stamp. This friction causes an increase of force that cannot be clearly dedicated to the load necessary for compression only. A further challenge in extracting yield curves out of measurement data is the occurring specimen surface during deformation caused by friction. This analysis is a topic of further investigation. In a first step based on constant volume of the specimen, the surface was calculated depending on the grade of deformation and adapted by using an approximation factor created out of the measured surface at the end of compression.

Complete yield curve

Yield curve in area of plasticity
4 Conclusion
4.1 Hydro Mechanical Cam Shaft Test Rig
The developed hydro mechanical CAM shaft test rig for compression testing on metal materials presents a relatively simple possibility to get information on the material behaviour in the field of extended material characterization. The test rig is providing material data at dynamic compression loads at constant strain rate without impact at different strain rate levels up to \(\dot{\varepsilon } = 250\,{\text{s}}^{ - 1}\). The rig is equipped with very sensitive measurement equipment. The design keeps the measurement error as minimal as possible to support investigations on yield behavior and hardening effects of metallic materials with focus on the definition of additional parameters (strain rate sensitivity, hardening parameters) for FEM simulation models.
4.2 Test Result
First test results were performed at low strain rate level \((\dot{\varepsilon } = 2\,{\text{s}}^{ - 1} )\). The test showed that the required target of achieving a constant strain rate level was met. The required strain rate was achieved shortly before yielding of the material started and also was nearly constant at the yield area of the tested material. Furthermore, the results showed good correlation to the provided material data at the yield area up to a strain level of \(\varepsilon = 0.25\), at a higher strain level strong deviation compared to the material model can be noticed. This deviation is cause for further investigation with the object on analysis on strain rate depended hardening effects and failure behaviour of AHSS steels at dynamic compression load
References
Biermann H, Krüger L (2015) Moderne Methoden der Werkstoffprüfung. Wiley-VCH, Freiberg
Steward M (1974) Constant true strain rate compression: the cam plastometer. Can Metall Q 13(3):503–509
Merklein M (2006) Charakterisierung von Blechwerkstoffen für den Leichtbau. Meisenbach, Bamberg
Acknowledgments
The authors gratefully appreciate the technical support from our project partners Edwin Till and Christian Walch from the company Voestalpine, steel division in Linz. The technical support by Peter Mayrl is gratefully acknowledged. Particular thanks are due to Erich Humer for his support in design and testing the developed devices. This work has been supported by the Austrian COMET-K2 programme of the Linz Center of Mechatronics (LCM), and was funded by the Austrian federal government and the federal state of Upper Austria.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer Science+Business Media Singapore
About this chapter
Cite this chapter
Grillenberger, M., Schagerl, M. (2017). Extended Characterization of the Hardening and Failure Behavior of Advanced High Strength Steels at Dynamic Compression Load. In: Öchsner, A., Altenbach, H. (eds) Properties and Characterization of Modern Materials . Advanced Structured Materials, vol 33. Springer, Singapore. https://doi.org/10.1007/978-981-10-1602-8_14
Download citation
DOI: https://doi.org/10.1007/978-981-10-1602-8_14
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-1601-1
Online ISBN: 978-981-10-1602-8
eBook Packages: EngineeringEngineering (R0)