
Abstract
Aluminum alloys are used in many applications in which the advantages of high strength and low weight have a significant impact, industries such as; ship building, aviation, and transportation industry [1]. Friction stir welding (FSW) is a new non-flammable welding technique particularly well suited to aluminum alloys, though this technique is also used for other materials. Friction stir welding promises joints with low defects, fine microstructures, minimum phase transformation and low oxidation compared to conventional welding techniques [2]. Experiments for tensile and deflection tests were carried out and reported in this research paper. The base material used for friction stir welding was the similar AA 50833 Aluminum alloy. The material hardness has been tested to confirm the theory that the hardness increased with increase as the rotational speed of the tool increases, but decreases after attaining marginal speed. Deflections of friction stir welded specimens and base materials were compared and they exhibited almost similar trends at different spots in the welding nugget, heat affect zone and thermal material affected zone of all the specimens [3–5].
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
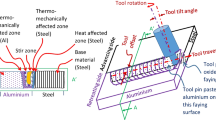
In 1991, an organization of experts in welding training known as the Training Welding Institute (TWI) introduce a new type of joining method which is solid state joining or more known as the Friction Stir Welding (FSW) method. The FSW method uses a rotation body movement as a tool to join two separate materials without letting the metal itself melt by the heat. The input heat is created by friction forces between the tool and materials which leads to the joining area becoming a plastic region and the two materials are blended into one material by the FSW tool, as seen in Fig. 1. It is because of the two softened material due to the raised temperature can be joined using tools by applied the mechanical pressure from milling machine. It is primarily used on aluminums that require increased weld strength without a post-weld heat treatment. Currently, there is lots of research that has been conducted on FSW to find the optimum parameters for best joining between two pieces materials. The joining type is commonly used in all joining types of welding is the butt joint. The studies consisted of making a lap joint on the two aluminum plates AA5083 with using the treaded probe by using the conventional milling machine. The specimens are welded checked to ensure the heat affected the hardness after completed welded of FSW lap joint. The FSW parameters’ are selected by using heat input calculator to estimate the best heat input toward the parameters’ limitation of the conventional milling machine. The jointed plate are inspected by visual welding inspection using EN ISO 5817 Standards.

The schematic diagram of FSW lap joint
2 Methodology
2.1 Base Materials
The base material used for FSW in this particular study is an aluminum alloy as the joining material. Marine grade aluminum AA5083 was selected because of its properties are valuable for the shipbuilding industry which are lightweight, a durable material, have corrosion resistance, and moderate high strength. Other than that, as shown in Fig. 2, Aluminium Alloys 5083 commonly use in joining the plate in lots of heavy industry such as rail cars, vehicle bodies, and pressure vessels.

Sample of joining major component structure in shipbuilding
Tables 1 and 2 show the chemical and thermal properties which must be considered as each element may affect the material properties when joining during FSW.
The American Bureau Shipping (ABS) rules and regulations for FSW application method state that a minimum dimension of 4 mm × 150 mm × 500 mm is required for each FSW specimen. As shown in Fig. 3, the material is prepared following the minimum dimensions because of the limitation of jig installation on the milling machine.

The ABS minimum requirement for FSW
2.2 Tools
The tools are one of the crucial parts in FSW as they affect the material combination, the microstructure, and heat generation. During the studies, the tools parameters were selected as Mild Steel A370 cylinder bar shape. The carefully chosen geometry for the probe are cone tread to make the probe drill into the lap joint without applying additional pressure forces. The dimension of tools’ shoulder are 20 mm in diameter and the probe are 5 mm in diameter as shown at Fig. 4. According to heat generation equations, the selected of tools’ shoulder diameter will affect the heat generation.

Tools parameters and geometry
2.3 Equipment
The machine preparation phase is the most crucial phase for the welding process. Therefore, to find the suitable rotation speed and travel speed to weld the aluminium plate using the FSW process, the trial and error process was undertaken. This trial and error process must meet the conditions of the tools and aluminium plates welded and within all ranges of the travel speed and rotation speed calculated. Based on the analysis of the conventional milling machine, the machine can actually be converted to run the FSW process but has some of limitations on the numbering of rotation speeds and travel speeds. The parameters have been selected are shown in Table 3 below.
The FSW process requires some initial runs with the aluminium A5083 plate according the American Bureau of Shipping (ABS) regulations during the welding phase [6]. For the FSW process, the best manipulated variables were selected based on the trial and error experimental results as shown in Table 4.
After the welding, the specimens were cut into seven pieces as shown in Fig. 5. The locations are define in the Weld Procedure Qualification (WPQ) issued by American Weding Society (AWS). For the hardness testing, area Nos. 3, 4 and 5 were selected as qualified to be tested.

The location of specimens [7]
3 Result
3.1 Tensile Result
The tensile properties of the FSW specimens were measured in the longitudinal rolling direction at room temperature, transverse to the welding direction. As seen, the ultimate tensile strength (UTS) increases gradually with the increasing of the rotation speed of tools, up to a certain point, and then decreases by scales rate. The maximum UTS of 48.6 MPa is obtained at a rotation speed of 960 rpm and travel speed of 24 mm/min. The balance of the rotation speed and travel speed must be in the balanced ratio to ensure the strength in the UTS value range. When the travel speed beyond its peak value, the weld strength gradually decreases until the weld is no longer accepted by ISO standards [8].
It is also discovered that the FSW process softens the material to make a combination of the present alloy in each material. As seen at Fig. 6, the vibration of the FSW specimen during the tensile test shows the mixing of the elements are the proofing that the material are mixed together in solid state. It also shown in the red circle, the weld bead is able to absorb energy during elongation which causes the vibration seen in the graph.

UTS result for one sample of FSW specimen lap joint
Based on the results, the UTS results can be divided into two different categorizes, the differences of high rotation speed and low speed rotation speed. In the low rotation speed, the UTS for A1 which parameters are 960 rpm and 24 mm/min, is the highest, meanwhile for high rotation speed, the value of the UTS is highest for 1240 rpm and 24 mm/min based on the graph on Fig. 7.

Tensile strength versus specimens
Whenever the travel speeds are unbalanced with the rotation speeds, the decreasing of UTS are solidly proven by Fig. 7. The travel speed of 32 mm/min is the lowest in both rotation speeds, whether considering 960 rpm or 1240 rpm. The UTS can be improve by increasing the rotation speed if the travel speed of 32 mm/min still needed to be in use.
3.2 Hardness Result
The results were obtained from five different positions from each specimen as shown in Fig. 8. The hardness measurement was taken at the parent’s metal section, heat affected zone (HAZ) section, and stir zone section. This is to determine the differences between the hardness of base material, the weld bead shoulder and the weld bead.

The hardness position based on the thermal zone
It can be observed that the position 2 and 4 are heat affected zone (HAZ) section as these positions have the most hardness in the plate. This is due to the thermal effect that annealing the microstructure of the aluminum plate while releasing the shear stress caused by the plastic material flow during the FSW process (Fig. 9) [9].

HRB value VS Position on Weld Bead
The highest hardness for the HAZ section was specimen A1 at position 2 (advancing side) with 31.2 HRB rather than the HAZ on position 4 (retreating side). The advancing side will have a higher hardness value as the heat generated is on the advancing plate. In addition, the parent’s metal has almost the same hardness because of the distance of the section from the focusing heat generation at the weld bead (i.e., position 1 and 5). At position 3, as known as the weld joint, the decreasing hardness result because the material suse the heat to transform its state from the solid to the plastic state. At this point, the focusing friction heat is exceeding the aluminum alloy heat capacity and thus the aluminum alloy changes its form [10]. Moreover, the tool’s pin mixed the material together to fuse the material. Therefore, the heat cannot precede any material hardening process.
4 Conclusion
To conclude, we note that the tensile strength is dependent on the balance of rotation speed and travel speed. Therefore we can conclude that the strength of a lap joint is based on the percentage of mixing material in the joining area. The heat input that had been supplied to the jointing area of material A into material B must be exceeding the heat capacity of both materials. Besides that, the tensile strength is dependent on the balance of the rotation speed and travel speed. Therefore we can conclude that the strength of a lap joint is based on the percentage of mixing materials on the joining area. The heat input that has been supplied into the joining area of material A into material B must be exceeding the heat capacity of both materials. The maximum hardness was at the weld bead shoulders for all specimens tested and it was found that the hardness plot trend of the FSW process was same for all specimens. The heat capacity of a material also must be considered as the austenite transformation consumers a certain amount of heat to complete the process. Other than that, the travel speed as well as the heat conveyor also must be considered to avoid the excessive heat toward the material. The effect of excessive heat of heat capacity at the cross section of welding spot will nit reform its aluminum microstructure itself, but also the plate at its melting point.
References
Mishra, R.M., Mahoney, M.W.: Friction stir welding and processing. ASM Int. (2007)
Khaleed, T.: An outsider looks at friction stir welding. ANM–112 N-05-06 (July 2005)
Williams, S.W.: Air Space Eur. 3(3–4), 64 (2001)
Dawes, J.: An introduction to friction stir welding (1995)
Bloodworth, T.: On the immersed friction stir welding Of Aa6061-T6: a metallurgic and mechanical comparison to friction stir welding. MSc Thesis, Vanderbilt University (2012)
American Bureau of Shipping (ABS): Guide for the approval of friction stir welding in aluminium (Oct 2011)
American Welding Society (AWS): Draft specification for friction stir welding of aluminium alloys for aerospace hardware (28 July 2012)
American Society for Testing and Materials (ASTM International): E18-standard test methods for rockwell hardness of metallic materials
Mitchell, J.: The experimental thermo-mechanics of friction stir welding. MSc Thesis, Vanderbilt University (2002)
Li, W., Yang, Q., Zhang, Z., Gao, D.: Effect of weld curvature radius and tool rotation direction on joint microstructure in friction stir welding casting alloys. Mater. Des. 53, 124–128 (2014). ISSN: 0261-3069
Baghel, P.K.: A survey: friction stir welding of stainless steel 304. IOSR J. Mech. Civ. Eng. (IOSRJMCE) 1(2), 22–23 (2012). ISSN: 2278–1684
Acknowledgements
The authors are grateful for the supports provided by Universiti Malaysia Perlis (UniMAP) and Universiti Kuala Lumpur (UniKL MIMET) for the knowledge inputs, equipment and materials resources to complete this research. Furthermore, we would like to thank the Malaysian Ministry of Higher Education (MOHE) through the Fundamental Research Grant Scheme (FRGS) for Friction Stir Welding Research Programme.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer Science+Business Media Singapore
About this chapter
Cite this chapter
Jasri, M.A.H.M., Afendi Rojan, M., Azman, M. (2016). The Material Hardness and Tensile Strength of AA5083 Aluminum Alloy Friction Stir Welding Lap Joint with Conventional Milling Machine. In: Öchsner, A., Altenbach, H. (eds) Machining, Joining and Modifications of Advanced Materials . Advanced Structured Materials, vol 61. Springer, Singapore. https://doi.org/10.1007/978-981-10-1082-8_10
Download citation
DOI: https://doi.org/10.1007/978-981-10-1082-8_10
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-1081-1
Online ISBN: 978-981-10-1082-8
eBook Packages: EngineeringEngineering (R0)