
Abstract
With climate change looming and the unsustainable supply of fossil fuels, the development of renewable and clean energy is urgently required. An often neglected source of clean energy is the organic material contained in waste and wastewater. Millions of tons of solid organic waste and wastewater are generated everyday worldwide. Instead of consuming energy, anaerobic digestion can be applied to treat the generated waste, thus achieving the objective of waste treatment for public health protection and also recovery of renewable methane for heat and power purposes. In this chapter, the benefits of anaerobic digestion will be introduced followed by a discussion on the mechanism and the typical design principles of anaerobic digestion systems. Some of the recent advancement of anaerobic digestion systems such as membrane bioreactors, fluidized bed reactors and co-digestion systems will be presented in the subsequent sections. The state-of-the-art molecular biological tools to monitor and diagnose the microbiology of anaerobic digestion systems will also be discussed. Lastly, the future outlook of anaerobic digestions will be addressed.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- Anaerobic digestion
- Waste treatment
- Renewable energy
- System design
- Technology advancement
- Molecular tools
1 Introduction
The development of anaerobic digestion technology started in the beginning of the 19th century, although aerobic treatment and tertiary treatment were the mainstream treatment process after the Second World War. Nonetheless, anaerobic digestion of waste has been rapidly developed since the late 1960s and has been used to treat industrial wastewater as well as domestic wastewater for decades (Stronach et al. 1986; Speece 1996).
From a report on solid waste management conducted by the World Bank in 2013, it was estimated that cities currently generate roughly 1.3 billion tonnes of solid waste per year. With the current urbanization trends, this figure is expected to reach 2.2 billion tonnes per year by 2025, accounting for an increase of 70 % from the current level. Organic waste continues to be the largest component in municipal solid waste. The accumulation of solid organic waste is thought to be reaching critical levels in almost all regions of the world, becoming a pressing matter on public health, environmental quality, quality of life, and economic development. Anaerobic digestion can be considered as one of the oldest technologies for stabilization of wastes. There is now a growing interest in this technology to produce bioenergy as a result of increasing demand for energy coupled with the uncertainty surrounding fossil fuels cost. Bioenergy plays an important role in promoting renewable alternatives which is estimated to be the fourth largest energy resource in the world (Chen and Lee 2014).
Anaerobic digestion of wastes covers many aspects. In this chapter, the fundamental aspects including basic principles, microbiological processes, regime and limitation of anaerobic digestion on energy recovery will be introduced. Operational parameters such as acidic and alkaline conditions, occurrence of inhibitory compounds, together with the effect of temperature, are also considered. The design of anaerobic digestion reactor including fundamental design principles, performance enhancement by pretreatment, phase separation and co-digestion are reviewed, with special attention to technological advancement for improved methane recovery. Finally advanced molecular biological tools for system monitoring and the future outlook of anaerobic digestions will also be discussed.
1.1 Application of Anaerobic Digestion
Anaerobic digestion is applicable for a wide range of materials including municipal, agricultural and industrial wastes, and plant residues (Kalra and Panwar 1986; Gallert et al. 1998; Chen et al. 2008). It has a key role in residual waste stabilization for downstream processing. Recently, two new application areas, namely energy generation and production of value-added chemicals have drawn extensive interests (Batstone and Virdis 2014). One of the possible value-added chemicals is the production of volatile fatty acids (VFAs), which is a critical substrate for microorganism involved in the production of biodegradable plastics (Cai et al. 2009) and bioenergy (Lee et al. 2014).
1.2 Benefits of Anaerobic Digestion
Today, fossil fuels are the dominant energy sources meeting over 80 % of the world’s energy demand in 2012 (International Energy Agency, France, 2013). The world energy demand was 5.5 × 1020 J in 2010. It is predicted to increase to 6.6 × 1020 J in 2020 and 8.6 × 1020 J in 2040 (Energy Information Administration, U.S. 2013). Nevertheless, fossil fuels are non-renewable and their reserves are limited. Moreover, tremendous amounts of greenhouse gases have been released from fossil fuel consumption driving the incentives of international communities to develop and utilize renewable energy. Of the renewable energy sources such as solar or wind power production, bioenergy becomes increasingly competitive on its own merits, primarily due to the extensive availability of biomass, biomass production technologies and infrastructure, and biomass being the sole feedstock for liquid fuels production. Biogas, a source of bioenergy, is a product of anaerobic digestion of organic substrates, which is one of the oldest processes used for the waste treatment and stabilization of sludge. The production of biogas through anaerobic digestion offers significant advantages over other processes of waste treatment such as (i) producing less residual solid generation in comparison to aerobic treatment, (ii) generating bioenergy in the form of biogas, (iii) yielding a digestate produced with high bioavailability as an improved fertilizer. The biogas formed is generally composed of 48–65 % methane, 36–41 % carbon dioxide, up to 17 % nitrogen, <1 % oxygen, 32–169 ppm hydrogen sulfide, and trace amounts of other gases (Rasi et al. 2007). Carefully designed and engineered anaerobic digestion of organic waste is therefore environmental beneficial in two ways:
-
(i)
Generating of methane which is a kind of the greenhouse gases, in an enclosed reactor to prevent it from entering the atmosphere directly.
-
(ii)
Displacement of energy from fossil fuels by clean bioenergy.
2 Mechanism of Anaerobic Digestion
2.1 Basic Principles of Anaerobic Digestion
Biogas formation is governed by microorganisms and the metabolic activities in the reactor. Typical anaerobic digestion of organic matters occurs in four steps, namely hydrolysis, acidogenesis, acetogenesis and methanogenesis in which a consortium of microorganisms including fermentative bacteria, acidogenic bacteria, acetogenic bacteria and methanogens are responsible for biogas production from organic materials such as carbohydrate, oils, fats and proteins. The carbohydrates, protein, oils and fats are firstly hydrolyzed into monomeric sugars, amino acids and fatty acids respectively by extracellular enzymes (amylase, lipase, proteolytic enzymes) produced by fermentative bacteria. Madigan proposed an approximate chemical formula for the mixture of organic materials as C6H10O4 (Madigan et al. 2009).
The hydrolysis reaction can be written as:
In acidogenesis, the hydrolyzed organic compounds denoted as C6H12O6 are utilized by acidogenic bacteria or acid forming bacteria, which are a group of fast growing bacteria, and generate volatile fatty acids such as acetic acid, propionic acid, butyric acid and valeric acid as well as carbon dioxide, water and hydrogen. Generation of volatile fatty acids can be expressed as:
In acetogenesis, the VFAs except acetic acid are utilized by acetogenic bacteria, which are a group of slow growing bacteria, to produce acetic acid and hydrogen. The acetogenesis can be written as:
Finally, methanogens utilize acetic acid, ethanol, methanol, hydrogen and carbon dioxide to form methane gas in methanogenesis. Methanogens utilizing acetic acid to produce methane are known as acetotroph while those utilizing hydrogen and carbon dioxide are known as hydrogenotroph. About 70 % of the methane are produced stoichiometrically via the acetate pathway and 30 % are produced via the hydrogen pathway (Siegrist et al. 2002; Madigan et al. 2009). The pathways for methanogenesis can be expressed as:
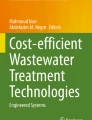
Figure 1 shows a scheme of the anaerobic digestion pathway, from long-chain organic compounds including proteins, carbohydrates and lipids to the final products, i.e., methane and carbon dioxide (Gujer and Zehnder 1983; Siegrist et al. 2002).

Scheme of biodegradation steps of complex matter in anaerobic digestion
Methane production from anaerobic digestion process in waste treatment is generally limited by the rate of hydrolysis of suspended organic matters. Efficient pretreatment can enhance the ability of bacteria to access the suspended substrate and increase the methane yield. The objective of implementing different types of pretreatment in anaerobic digestion is to enhance the bioavailability of particular substrates so that enzymes can more efficiently hydrolyze the substrate. A number of pretreatment methods are discussed in Sect. 4.1. The overall organic matter stabilization can be improved through improvement from pretreatment technology.
Anaerobic digestion of waste is capable of recovering energy from a wide range of feedstock from different sources such as agricultural sector, industrial sector and municipal sector which needs to be (i) biodegradable, (ii) non-woody with low proportion of lignocellulosic material, and (iii) balanced in macro and micro nutrients (Kothari et al. 2014). Therefore, feedstock can range from readily biodegradable wastewater to complex high-solid waste. In order to obtain a higher yield of biogas, anaerobic co-digestion treatment, the simultaneous digestion of two or more substrates, is a feasible option to overcome the drawbacks of single substrate digestion and to improve the process efficiency. Figure 2 shows an overview of various feedstock from different sources. The choice of feedstock is influenced by various interrelated process factors such as reactor design and operation, quality of products, source and mass flux, economic considerations, bacterial physiology and specific purpose (Steffen et al. 2012).

Categorization of various feedstock from different sources
It should be noted that phase separation can be used for performance enhancement by optimizing the reactor configuration for the different stages of anaerobic processes in separate tanks whereby the conditions are optimized for specific groups of bacteria. The improvement of energy recovery by co-digestion and phase separation in anaerobic digestion are discussed in Sect. 4.2. Anaerobic digestion involves different groups of microorganisms which are highly sensitive to the environment. The operating parameters affecting anaerobic digestion are discussed in detail in Sect. 2.3.
Anaerobic digestion of waste serves the dual purpose of both energy recovery and waste management. Recently, it has been widely applied to municipal solid waste (MSW) to generate energy. Table 1 summarizes the high yield of methane production from anaerobic digestion of municipal solid waste. It should be noted that MSW is classified as a heterogeneous material in which the composition varies widely according to regional differences, climate, extent of recycling, collection frequency, season, cultural practices. Considering the biodegradability of OFMSW, the potential of anaerobic digestion of OFMSW are high as well as the methane yield, and co-digestion of MSW with sewage sludge is also becoming increasingly attractive.
2.2 Microorganism and Microbiological Process
A wide variety of microbial communities have been reported to be involved in the anaerobic digestion process (Fricke et al. 2007; Fantozzi and Buratti 2009). The microbial population distribution is highly dependent on the substrate and product concentration as well as on environmental conditions such as pH, temperature, hydrogen concentration etc. However, knowledge of the microorganism and microbiological processes involved is revealed gradually through the use of modern molecular techniques which complement traditional cultivation process and microscopic identification techniques (Merkel et al. 1999). The development of the modern molecular techniques on microorganisms in anaerobic digestion will be discussed in Sect. 5. The types of microorganism in the four distinct stages of anaerobic digestion are shown in Tables 2 and 3.
2.3 Operational Parameters Affecting Anaerobic Digestion
The ultimate methane production is influenced by a number of operational parameters in the anaerobic digestion reactor such as temperature, type of feedstock, pH level, retention time, C/N ratio, VFA concentration etc. Maximum methane production takes place when optimum range of these operational parameters is chosen. The optimum range of these parameters is reviewed in this section.
2.3.1 Temperature
Microorganisms in anaerobic digestion are very sensitive to temperature changes which affect hydrogen and methane production, and the decomposition of organic materials. There are three possible ranges of temperature in which the process can be carried out (psychrophilic, mesophilic and thermophilic) as shown in Table 4. Chae et al. studied the effects of temperature and temperature shock on the biogas yield from anaerobic digestion (Chae et al. 2008) and reported that methane content increased with increasing digestion temperature, but only to a small extent. Temperature shocks from 35 ℃ to 30 ℃ and 30 ℃ to 32 ℃ led to a drop in the biogas production rate. No lasting damage was observed from the digestion performance after recovery.
Thermophilic anaerobic digesters often manifest chronically higher VFAs concentration than those found in mesophilic anaerobic digesters (Kim et al. 2002). Therefore, the optimal conditions for anaerobic digestion to reduce energy consumption may be thermophilic hydrolysis/acidogenesis and mesophilic methanogeneis which is consistent with a two-phase anaerobic digestion process. This arrangement uses a mesophilic reactor as a polishing stage, eliminating the drawbacks of the thermophilic process. However, thermophilic conditions are applied in most of the large-scale centralized biogas co-digesters (Kothari et al. 2014). Digestion of organic urban wastes using thermophilic and mesophilic processes has also been studied by researchers and they found that thermophilic process is a more realistic and viable option as the added amount of heat required for thermophilic operations can be offset by the higher gas production yields and rates (Parkin and Owen 1986; De Baere 2000; Kim et al. 2002; Kuo and Lu 2004).
2.3.2 Acidic and Alkaline Conditions
Methanogens are extremely sensitive to pH, while fermentative microorganisms are generally less sensitive and can function in a wider range of pH between 4.0 and 8.5 (Hwang et al. 2004). A range of pH values suitable for anaerobic digestion has been reported by various researchers, but the optimal pH for methanogenesis has been found to be around 7.0 (Huber et al. 1982; Yang and Okos 1987; Khalid et al. 2011). The growth rate of fermentative bacteria is faster than those of methanogens, leading to the accumulation of acids in the digesters. Two main strategies for rectifying the low pH due to acid accumulation: (i) stopping the feed and allowing enough time for the methanogenic population to reduce the concentration of VFAs inside the system; and (ii) addition of bases to raise pH and provide additional buffering capacity. Another strategy suggested by Shah is that drastic reduction of pH could be prevented by the addition of another feed at a suitable ratio with the main feed (Shah et al. 2015) as practices in co-digestion.
2.3.3 Inhibitory Compounds
It is desirable to control inhibitory or toxic materials to achieve higher efficiency or a more economical operation of anaerobic digestion process performed by removal of toxic materials from waste stream or by dilution of the waste to below the toxicity threshold in the systems. Precipitation is commonly employed to remove the toxic materials from the systems.
Ammonia toxicity
Ammonia is an essential nutrient for the growth of microorganisms involved in anaerobic digestion but also acts as an inhibitor at high concentration. Fermentation of nitrogen-containing materials such as urea and proteins releases ammonia-nitrogen largely in the ionized form (NH4 +). The toxic unionized form (NH3) increases with increasing pH in the system as the pKa value of ammonia is 9.3 (Koster and Lettinga 1984). Free ammonia is more toxic to methanogens than ionized ammonium (NH4 +) because it is more readily diffusible through the cell membrane, causing proton imbalance, and/or potassium (K+) deficiency, while ionized ammonium may just inhibit the methane synthesizing enzyme directly (Gerardi 2006). Another reason why ionized form of ammonia is less inhibitory than the free form is that the hydroxide ion produced can react with carbon dioxide to form bicarbonate, which increases the buffering capacity of the anaerobic reactor, making the process less susceptible to pH fluctuations when the production rates of acetogenic bacteria and methanogens differ.
Sulfide toxicity
A number of industrial wastes from petrochemical plants, tanneries, viscose rayon factories and coal gasification for electricity production generate sulfate-containing waste streams. Sulfidogens or sulfate-reducing bacteria (SRB) play a significant role in anaerobic digestion, which reduce sulfate to sulfide in the reactor under certain condition. Sulfide generated may be inhibitory to anaerobic digestion by (i) inhibiting methanogens, (ii) reducing rate of methanogenesis, and (iii) decreasing the quantity of methane produced by competing for the available carbon and/or hydrogen source. Inhibitory effect of sulfide in anaerobic digestion can be separated into two parts: competition for substrates between sulfate-reducing bacteria and methanogens directly and inhibition of methane formation by sulfide ions in the system. Competition between sulfate-reducing bacteria and methanogens in sulfate-containing waste streams for acetate as their common primary substrate can significantly affect the methane production efficiency.
The optimum conditions for anaerobic metabolic activity proposed by researchers are summarized in Table 5.
3 Design of Anaerobic Digestion Processes
Anaerobic digestion composes a broad family of processes which can be classified according to:
-
(a)
their feedstock input mode: batch and continuous processes;
-
(b)
single-step, double- or multiple steps; and
-
(c)
geometry of the main treatment unit: vertical and horizontal unit.
3.1 Design Principles of Anaerobic Digestion System
Reactors of anaerobic digestion often operates under heterogeneous system whereby three phases namely: solid phase (sludge), liquid phase (wastewater) and gaseous phase (biogas) present simultaneously. The oldest and simplest type of anaerobic digester is not equipped with any mixing or heating, thus a long digestion period of 30–60 days is required. Some degree of natural mixing occurs inside the reaction tank due to bubbling of gas generated and thermal convection currents created from the digestion processes. Due to the lack of proper mixing, stratification usually occurs in four zones: (i) scum layer, (ii) supernatant layer, (iii) layer of digesting biosolid and (iv) layer of digested biosolid. A schematic diagram of this type of anaerobic digesters without mixing is given in Fig. 3. The accumulated biosolid at the bottom of the reaction tank is periodically discarded.

Schematic diagram of low rate anaerobic digestion without mixing and heating
Different variations of anaerobic digestion have evolved over the years to improve the degradation performance including high-rate digestion and phase separated digestion. Figure 4 shows the schematic diagram of a typical high-rate digestion. The characteristic features of high-rate anaerobic digestion including heating, auxiliary mixing, thickening and uniform feeding are introduced to the reactor design to create a uniform environment for microbial growth in order to improve stability and efficiency of biodegradation processes.

Schematic diagram of high-rate anaerobic digestion
Determination of reaction tank volume is the first important consideration in designing an anaerobic digestion system. Various methods have been used for sizing of digestion tank including (i) per capita basis, (ii) solids loading, (iii) solids retention time, (iv) volatile solids destruction and (v) gas production (Turovskiy and Mathai 2006).
Anaerobic digestion reactors are mostly cylindrical or egg shaped. Vertical cylindrical digestion tanks are widely used in the United States, with diameter from 6 to 38 m, typically made of concrete although steel tank design are also common in smaller tank size. Tank floors are usually conical with slopes of varies between 1:3 and 1:6 to facilitate the accumulation and withdrawal of digested sludge from the low point in the centre of the tank. Egg-shaped digestion tanks are originated in Germany to eliminate grit accumulation by the steeply sloped bottom and to avoid scum accumulation by small liquid surface area at the top.
Another variation in the design of anaerobic digestion processes is on the solid content in the reactors. Content of solid in the reactor affects the reactor volume and treatment process. The percentage of total solids in the digester can be categorized into low solid content (LS) (<15 %), medium solid content (MS) (15–20 %) and high solid content (HS) (20–40 %) (Fernández et al. 2008; Cao and Pawlowski 2012; Raposo et al. 2012). Wet systems are low solid AD which are applied to liquid waste streams with total solids content typically less than 15 % while dry systems are high solid AD which handle stackable feedstock with total solid contents typically higher than 30 % without any addition of external liquids.
Single-stage low solids (SSLS) wet anaerobic digestion processes have been used for decades in the stabilization of sludge. The feedstock is conditioned to the appropriate solid content (10–15 %) by adding process water in the wet anaerobic digestion reactor with internal mixing to obtain homogeneity. The predominant reactor of wet anaerobic digestion is continuously stirred tank reactor (CSTR) with mechanical stirring to avoid stratification of the substrate inside the reactor. Short circuiting may be experienced in CSTR. Large amount of water consumption is needed to be mixed with the feedstock to obtain the low solid content, which can be acquired from treated supernatant.
High solid anaerobic digestion has been claimed to be more advantageous than low solid anaerobic digestion for several reasons, such as smaller reactor volumes, lower energy requirement for heating, higher biogas yield from undiluted wastes and less material handling (Duan et al. 2012). However, dry streams may suffer some drawbacks. They usually require proper preconditioning of the feedstock material, including substrate treatment and mixing with structure material, and special loading and unloading techniques. The content inside the digester may not be totally mixed, leading to lower methane yields than the wet systems. Different types of single-stage high solids (SSHS) dry anaerobic digestion processes have been developed and are in use commercially in Europe such as Dranco, Kompogas, and Valorga processes. The Dranco process developed in Belgium is a true dry-process for treatment of organic fraction of MSW, which is characterized by its design of feeding from the top, collection of digested biosolid at the bottom of the reactor and no internal mixing mechanism with total solid content at about 30–40 % (Cho et al. 2013). The Kompogas process developed in Switzerland takes place in plug flow in a horizontally cylindrical steel tank with total solid content at about 23 % (Hartmann and Ahring 2006). The Valorga process developed in France is a semi-dry mesophilic process in which mixing of waste with recycled process water takes place with total solid content of 30 % (Fernández et al. 2008). In additional to the improvement of reactor tank design in anaerobic digestion, the technological advancement in process design such as pretreatment, phase separation, co-digestion and biomass immobilization are discussed in Sect. 4.
4 Technology Advancement for Improved Methane Recovery
4.1 Pretreatment for Digestion Enhancement
Most researchers reported that the rate-limiting step for complex organic substrates is the hydrolysis step in an anaerobic digestion process (Valo et al. 2004; Izumi et al. 2010; Rafique et al. 2010; Bordeleau and Droste 2011; Fdez-Guelfo et al. 2011; Ma et al. 2011). Different pretreatments are utilized for anaerobic digestion such as mechanical (ultrasound, high pressure and lysis), thermal (<100 ℃, >100 ℃), chemical (ozonation, alkali, acids), microwave, ultrasonic, electric pulses, wet oxidation, freeze/thaw and biological treatment to increase the bioavailability of complex organic matters to microbes. Pretreatment methods to improve performance of anaerobic digestion have been the focus of many research studies over the last 30 years (Holm-Nielsen et al. 2009; Pilli et al. 2011) and the improvement of anaerobic digestion in terms of increasing methane generation and solid reduction are well known advantages of pretreatments.
The pretreatment effects are complex and generally linked to substrate characteristics and pretreatment mechanisms. Carlsson et al. have examined the effect of substrate pretreatment on anaerobic digestion (Carlsson et al. 2012), namely particle size reduction, solubilization, formation of refractory compounds, biodegradability enhancement and loss of organic materials for different substrate categories including wastewater treatment plant (WWTP) residues, organic waste from households, energy crops/plant residues, waste from food industry and manure. It is reported that thermal and ultrasonic pretreatments are predominantly applied on anaerobic digestion of WWTP residues, chemical and thermal pretreatment have been applied to less frequently studied substrates such as energy crops/harvesting residues, organic waste from food industry and manure, whereas mechanical and thermal pretreatments are commonly applied to organic fraction of municipal solid waste (OFMSW). Another focus on pretreatment methods is their ability to enhance anaerobic digestion process in terms of efficiency, energy balance, environmental sustainability as well as capital, operational and maintenance costs (Ariunbaatar et al. 2014).
4.1.1 Mechanical Pretreatment
Mechanical pretreatment is used to reduce both the particle size and crystallinity of lignocellulosic materials through a combination of chipping, grinding or milling processes, in order to increase the specific surface area and reduce the degree of polymerization of substrate (Sun and Cheng 2002). Smaller particles increase the surface area available to the microorganisms, resulting in increased bioavailability to bacteria and improved anaerobic degradability. Particle size reduction can accelerate the hydrolysis and acidogenesis processes as well as the production of soluble organic materials such as VFAs, resulting in a higher organic loading in the anaerobic digester. However excessive size reduction may result in higher solubilization and in turn excessive VFAs accumulation, leading to a decrease in methane production. The power requirement of mechanical pretreatment is relatively high depending on the final particle size and the substrate characteristics. In particular, the recalcitrant nature of cell walls of green waste makes mechanical pretreatment energy intensive (Izumi et al. 2010).
Ultrasonic disintegration is one type of mechanical pretreatments in which ultrasonic treatment acts to disrupt the cell structure and floc matrix of the substrate. There are two key mechanisms associated with ultrasonic treatment: (i) cavitation, which is favoured at a low frequency, and (ii) chemical reactions due to the formation of free radicals at a high frequency (Carrère et al. 2010). According to the studies by Show and co-workers, the optimal range of solid content for sonication lies between 2.3 and 3.2 % TS (Show et al. 2007). If the solid concentration of feedstock is too high, increased viscosity hinders cavitation bubble formation. The threshold specific energy ranges from 1000 to 16,000 kJ kg−1 TS with sludge as substrate although biogas production increases with energy input (Salsabil et al. 2009).
4.1.2 Thermal-Alkaline Solubilization Pretreatment
Alkaline treatment is one commonly used chemical treatment in anaerobic digestion in which there are two major reactions: (i) solvation and saphonication inducing swelling of solids to increase the specific surface area of the substrate; followed by (ii) simultaneous reactions of saponification and neutralization of various acids formed by degradation of the particulates leading to an increase in COD solubilization (Kim et al. 2003). Alkaline treatment is relatively effective in sludge solubilization, with the order of efficacy being NaOH > KOH > Mg(OH)2 and Ca(OH)2. Alkaline pretreatment by sodium hydroxide at relatively low dosage levels is effective in solubilizing municipal waste activated sludge at ambient temperature. Mouneimne et al. demonstrated that high concentration of Na+ and K+ may cause subsequent inhibition of anaerobic digestion (Mouneimne et al. 2003). Alkaline treatment is normally combined with thermal treatment. Waste solubilization and biodegradability improve with alkali dosage and temperature (Kim et al. 2003) Thermal-alkaline pretreatment usually proceeds at temperature lower than thermal hydrolysis alone and could result in a higher biogas production with a higher methane content.
4.1.3 Oxidative Pretreatment (Ozonation)
Oxidative pretreatment by ozonation is another chemical pretreatment method. It is the most widely used chemical method which does not lead to accumulation of salt and no chemical residues remain in the systems as compared to other chemical pretreatment methods (Carrère et al. 2010). Ozone is a strong oxidant which decomposes into radicals and reacts with organic substrates directly and indirectly. The direct reaction depends on the structure of the reactant whereas the indirect reaction is based on the hydroxyl radicals. Several studies have shown an optimal range of ozone dosage for the enhancement of anaerobic biodegradability such as 0.1 g O3 g−1 COD (Weemaes et al. 2000), 0.2 g O3 g−1 TSS (Yeom et al. 2002), and 0.15 g O3 g−1 TSS (Bougrier et al. 2007). Ozonation has been combined with anaerobic digestion as a pretreatment (Weemaes et al. 2000; Yeom et al. 2002; Bougrier et al. 2007) or post-treatment with recycling back to the anaerobic digester (Battimelli et al. 2003; Goel et al. 2003).
Ariunbaatar et al. compared the efficiency of various pretreatment methods for enhancing the anaerobic digestion of OFMSW and food waste (FW) in terms of biogas production, VS reduction and COD solubilization as listed in Table 6.
4.2 Phase Separation and Co-digestion of Anaerobic Digestion
4.2.1 Phase Separation
The prospects of phased anaerobic digestion of waste are extremely promising to achieve increased stability, higher loading capacities and greater process efficiencies than single-stage systems (Shuizhou and Zhou 2005). The advantages of two-phase anaerobic digestion (TPAD) have been extensively documented (Ghosh and Pohland 1974; Ghosh et al. 1985). Efficiency improvement of anaerobic digestion can be brought about by either digester design modification or advanced operating techniques.
Anaerobic digestion occurs in four steps, namely hydrolysis, acidogenesis, acetogenesis and methanogenesis as discussed above. The degradation process of organic matters in anaerobic digestion can be separated into two phases, (i) the “acid fermentation” phase or acidogenesis, leading to the production of intermediate products predominated by volatile organic acids such as acetic acid, propionic acid, butyric acid and valeric acid; and (ii) the “methane fermentation” phase or methanogenesis, resulting in the conversion of the intermediate products to stable end products mainly methane and carbon dioxide. The two phases in anaerobic digestion differ in bacterial populations, digestion rate, environmental requirements, degradation process and products. In two-phase anaerobic digestion system each phase can be controlled at the best environmental conditions in separate reactor.
Recently, various reactor configurations and substrates are being applied to two-phase anaerobic digestion as shown in Table 7. In order to accelerate the acidogenesis and methanogenesis processes in TPAD, the two separate reactors may be applied in various high rate anaerobic reactors such as upflow anaerobic sludge blanket (UASB)—UASB system (Fongsatitkul et al. 1995), continuous stirred tank reactor (CSTR)—upflow anaerobic filter (UAF) system (Held and Wellacher 2002), hybrid reactor (Yalcin et al. 2008), CSTR—anaerobic fluidized bed reactor (AFBR) system (Yu et al. 1999), two-phase plug-flow reactor (PFR) (Liu and Ghosh 1997; Liu 1998), and anaerobic packed bed reactor (APBR) (Tatara and Yamazawa 2004).
Two-phase anaerobic processes have been applied to treat many kinds of wastewater and solid wastes from difference sources such as distillery (Shin et al. 1992), landfill leachate (Agdag and Sponza 2005), coffee (Kida et al. 1994), cheese whey and dairy (Yilmazer and Yenigün 1999), starch (Demirel and Yenigün 2002), fruit and vegetable solid (Yu et al. 1999; Pavan et al. 2000), food (Shin et al. 1992), pulp and paper (Rintala and Puhakka 1994), olive mill (Borja et al. 1998), abattoir (Banks and Wang 1999), dye (Talarposhti et al. 2001), primary and activated sludge and solid (Bhattacharya et al. 1996).
Phase separation of anaerobic process has a number of major advantages (Shuizhou and Zhou 2005) including (i) isolation and optimization of potential rate-limiting steps; (ii) improvement of reaction kinetics and stability through pH control, resistant to shock loading, selection of faster-growing microorganisms; and (iii) potential for detoxification in first phase. However, application of phase separation of anaerobic digestion has encountered certain barriers such as (i) disruption of syntrophic relationships; (ii) requirement of experience engineers and operators; (iii) uncertainty of linkage between reactor configuration and substrate types which determine the amenability of feedstock to two-phase anaerobic digestion.
4.2.2 Co-digestion
Mono-digestion (anaerobic digestion of a single substrate) usually suffers from its limitations in the cases of (i) low organic loads of sewage sludge; (ii) low organic loads and high nitrogen concentrations in animal manures; (iii) relatively high concentration of heavy metals in organic fraction of municipal solid waste (OFMSW); (iv) seasonal substrates such as crops and agro-industrial wastes; (v) potential inhibitors of methanogenic activity in slaughterhouse waste (SHW) such as the presence of high concentration of nitrogen and long-chain fatty acids (LCFA). Anaerobic co-digestion, i.e., simultaneous digestion of two or more substrates, is a feasible option to overcome the drawbacks of mono-digestion and to improve economic feasibility of anaerobic digestion (Mata-Alvarez et al. 2014).
Researchers found that the improvement of methane production is mainly a consequence of the increase in the organic loading rate (OLR) rather than synergisms between the primary substrate and co-substrate (Mata-Alvarez et al. 2011). Different kinds of mixtures can be considered and used in co-digestion as long as the blend ratio and types of co-substrate favor synergisms, dilute inhibitory compounds, optimize methane production and does not disrupt digestate quality. Typically, the decisions on the ratio between the primary substrates and co-substrates have been simplified to optimize the C/N ratio. The primary substrates like animal manures are characterized by high buffer capacities and a low C/N ratio while the co-substrates like agro-industrial waste and OFMSW are normally characterized as a high C/N ratio and low buffer capacity (Astals et al. 2012; Wang et al. 2012). However, the optimized combination in the mixture also requires consideration of other parameters such as macro and micronutrients equilibrium, pH and alkalinity, dilution of inhibitory compounds, amounts of biodegradable organics and dry matter (Hartmann et al. 2002).
4.3 Biomass Retention
Reactors of anaerobic process can be categorized according to how the biomass is retained in the system and the type of biomass in the system. Bacteria grow in the reactor liquid as flocculent or granular sludge in suspended growth reactors. Granular sludge exhibits higher activity rates and settling velocity that reduce the reactor volume required and allowing higher organic loading rates to the systems. The most robust configurations for suspended growth anaerobic reactors are UASB (upflow anaerobic sludge blanket) and EGSB (expanded granular sludge bed).
4.3.1 UASB System
With the widespread industrial application of UASB reactors, increasing attention is focused on the granulation of anaerobic sludge (Fang 2000). Biomass is retained as granular matrix or blanket as suspension in the reactors. The advantages of granulation includes the establishment of a regular, thick and well-built microbial structure that is ready to operate with different transport phenomena, high biomass retention time leading to a high loading rate and better removal efficiencies, appropriate settleability, resistance to high OLR and toxicity shock (Speece 1996). The operation of UASB reactors may be limited by a number of factors including (i) inadequate retention of viable biomass for treating specific types of wastes that is not able to cultivate granular sludge, (ii) granule disintegration or wash-out of hollow granules, (iii) occurrence of fluffy granules, and (iv) scaling by inorganic precipitate.
4.3.2 EGSB System
EGSB systems are not equipped with an internal settler as in the conventional UASB, but with an advanced liquid-solid separation device. The main features of the EGSB reactors are: (i) high design organic loading rates; (ii) very small surface area; (iii) tall reactor system; and (iv) high upflow velocity. Engineering anaerobic sludge granules is a new area of research that targets at expanding the catabolic capabilities of the sludge.
4.3.3 Attached Growth Reactors
Attached growth reactors make use of either fixed film or carried media for the bacteria to grow and attach. Attached-growth systems comprise of fixed-film reactors and fluidized bed reactors involving immobilization of microbial biomass on inert media. In fixed film processes, bacteria reside on static support surface such as plastics rings, rocks, media modules or membrane modules. In fluidized bed processes, suspended carrier media such as sand, provide attachment surfaces in the reactors.
Hybrid anaerobic reactors are popular in recent development which take advantages of both suspended and attached growth processes in a single reactor. An example of hybrid anaerobic reactor design combine UASB as the lower section and upflow anaerobic filter as the upper section in a single reactor (Abdullah et al. 2005). The advantages of hybrid anaerobic reactors include (i) development of granular or flocculent sludge bed in the reactor, leading to an increased biomass inventory, (ii) suitability for treating wastes where granular sludge formation is difficult, and (iii) increasing process stability and removal efficiency.
4.3.4 Membrane Bioreactors
Efficient liquid-solids separation is the basis of any anaerobic high-rate reactor system for waste treatment. Anaerobic membrane bioreactors (AnMBRs) are emerging alternatives for UASB reactors. With the presence of the inert supportive media for bacterial growth, membrane bioreactors can achieve outstanding effluent quality (<20 ppm organics), and COD and solid removal (up to 99 and 100 % for domestic wastewater respectively) (Smith et al. 2012) with the advantages of (i) possible operation at approximately infinite SRT to reach very low effluent substrate concentrations, (ii) allowing the growth of slow-growing micro-organisms, and (iii) possible treatment of recalcitrant compounds. However, membrane bioreactors usually suffer the drawbacks of high pressure physical separation causing disruption to microbial communities and subjected to membrane fouling and scaling with typical precipitates such as calcium carbonate.
4.4 Reactor Configuration
Reactor configurations of anaerobic digester can be divided into conventional anaerobic digesters and high-rate anaerobic digesters. The first conventional anaerobic digester was used in 1881 to liquefy the solid components of sewage. In 1955, anaerobic contact process was developed to treat soluble organics and dilute wastewaters (Hassan et al. 2013). A variety of new bioreactor designs have been developed in recent years which facilitate a significantly high rate of reaction for the treatment of waste (Bouallagui et al. 2003; Mumme et al. 2010; Xing et al. 2010). High rate anaerobic reactors include completely mixed anaerobic digester, anaerobic contact process, anaerobic sequencing batch reactor (ASBR), anaerobic packed bed or anaerobic filter, anaerobic fluidized bed and expanded bed reactors, upflow anaerobic sludge blanket (UASB) reactor and anaerobic baffled reactors (ABR) (Barker et al. 1999). Through the development of innovative high-rate reactor designs, anaerobic treatment can now challenge the cost of aerobic treatment for many wastewater treatment applications (Malina Junior and Pohland 1992). Ward et al. reported that an anaerobic bioreactor should be designed in a way that allows a continuously high and sustainable organic loading rate with a short hydraulic retention time and has the ability to produce the maximum level of methane (Ward et al. 2008). Reactors can be classified into the following categories (i) batch and continuous process, (ii) single-phase, and (iii) multi-phase reactors. Reactor shape must also take into consideration, both mixing and heat transfer.
In addition to basic reactor design, mixing of the contents in anaerobic digesters are required to ensure efficient transfer of particulate organic material for active microbial biomass, to release gas bubbles trapped in the reactors and to prevent sedimentation of denser particulate materials. The mixing pattern may be intermittent, which is determined by the type of reactor, type of agitator used and the total solid contents of the feedstock (Burton and Turner 2003). Recirculation of biogas in the reactor or hydraulic mixing by recirculation of digestate with pump is commonly used to prevent the need of moving parts within the reactors. A certain degree of mixing is necessary but excessive mixing conditions can reduce biogas production (Gomez et al. 2006). It has been postulated that propionate-oxidizing bacteria and methanogenic archaea live in close proximity in granules with H2 and formate as electron carriers. Excessive agitation can disrupt the granule structure, reducing the rate of oxidation of fatty acids and leading to digester instability (McMahon et al. 2001). Extracellular polymeric substances (EPS) are a combination of proteins and carbohydrates which are responsible for the formation of granules (Liu et al. 2004). An increase in mixing decreased the amount of EPS found, suggesting that minimal mixing produced larger anaerobic granules as greater quantities of EPS are required to maintain the granule structure (Ong et al. 2002). Mixing with biomass support media could be an important area in optimizing reactor configuration of anaerobic digester. Biomass support media provides an anchorage for the granular microbial communities and allows a high-shear type of mixing to increase solubility of COD without disruption to the microbial communities.
4.5 Process Control and Monitoring
Despite decades of academic and industrial research efforts, the complex anaerobic digestion processes are far from being understood in detail. Many anaerobic digestion plants are merely relying on a few simple-to-measure parameters mainly due to the conservative design of the over-sized reactors to guarantee process robustness, which gives a poor indication of the state of the biological process. Furthermore, unintentional organic loading, accidental addition of toxic substrates, process interruptions and lack of raw material quality control are believed to be one of the main limitations for effective process operation (Hjort-Gregersen et al. 1996; Holm-Nielsen et al. 2008; Nielsen and Angelidaki 2008; Kaparaju et al. 2009a, b). Introducing reliable monitoring and control technology would allow anaerobic digestion plants to be operated closer to their effective capacity limit instead of wasting reactor volume due to conservative design rules.
Process Analytical Technologies (PAT) is one of the recent advances in process monitoring in anaerobic digestion which allows complex bioconversion processes to be monitored and deciphered to a new level of reliability and effectiveness using spectroscopic and electrochemical measurement principles together with chemometric multivariate data analysis. Research efforts has been put in reviewing the potential application of PAT, Theory of Sampling (TOS) and chemometric data analysis within the field of anaerobic digestion monitoring (Madsen et al. 2011). The use of multivariate sensor technologies and electrochemical arrays is encouraged as many studies have shown promising results in both laboratory-scale and pilot-scale. Many authors have suggested VFAs as control parameters as these acids are indicative of the activity of methanogenic consortia. A number of analytical methods have been developed for quantification of relevant VFAs for anaerobic digestion process monitoring. Short-chained VFAs commonly present in sample matrices such as manure and wastewater sludge are listed in Table 8 (Hill and Holmberg 1988; Christiansen et al. 1995; Nielsen et al. 2007). The application of numerous monitoring techniques for quantifying these parameters has been reported in the literature. An overview of available techniques is provided in Table 9.
4.6 Mathematical Models
Two most widely used models for anaerobic digestion are the Anaerobic Digestion Model no. 1 (ADM1) developed by a task group for the International Water Association (IWA) and Siegriest Model (Siegrist et al. 2002). The two models are constructed with different approaches: Siegriest model parameters are based on experiments, whereas the ADM1 uses review consensus (Batstone 2006).
Lyberatos and Skiadas (1999) gave an extensive review on modelling for anaerobic digestion. They pointed out that some important factors describing the behavior of anaerobic digesters should be evaluated and taken into account from a modelling point of view including digester startup conditions, degree of acclimation to the feedstock, hydraulic loading, organic loading, biogas production per unit volume, concentration of inhibitors, availability of nutrients, cation concentrations, types and concentration of solids in the feedstock. Anaerobic digestion is a complex system of biochemical and physical processes. Due to its complexity, it has traditionally been treated as a black box system and optimization has been based on experience or trial-and-error methods. As experiments of anaerobic digestion are expensive and time-consuming, modelling can provide a useful tool for process understanding and optimization (Kothari et al. 2014).
5 Advanced Molecular Biological Tools for System Monitoring
Anaerobic digestion is carried out by a mixture of different Bacteria and Archaea living in a microbial community. The microbial community is generally considered complex as hundreds of different types of organisms are involved in the process and these organisms are also interacting among themselves. In order to optimize the yield of biogas and for trouble shooting purposes in case of a process upset, a comprehensive view on the composition and metabolic functions of the organisms in the system is warranted. In the past decade, a number of advanced molecular tools targeting the DNA, RNA and proteins of microbial cells have become available to provide detailed biological information on the microbial community and it is now possible to move beyond the traditional ‘black box’ approaches of operating an anaerobic digester. An overview of these tools is described in this section.
5.1 Low-throughput Methods
Given the high microbial diversity present in anaerobic digestion, culture-dependent methods to analyze a microbial community are not practical and not feasible. Hence, culture-independent methods are required. In the 1990s and early 2000s, polymerase chain reaction (PCR) targeting the 16S rRNA gene of Bacteria and Archaea with universal primers followed by clone library and Sanger sequencing was a popular method to identify the organisms present in anaerobic digesters (Chouari et al. 2005). Typically, a few hundred clones are randomly picked and sequenced as the method is labor intensive and expensive. Because a relatively small number of clones can be analyzed, clone library method can only capture the dominant populations and the organisms that are present at a low relative abundance are usually not captured. Other methods that are suitable to identify the dominant populations include terminal restriction-fragment length polymorphism (T-RFLP) (Ike et al. 2010) and chemical or temperature denaturing gradient gel electrophoresis (DGGE) (Bialek et al. 2012). The aforementioned methods are semi-quantitative where the relative proportion of the taxa is determined. When absolute quantification is required to determine the concentration of a specific population in an anaerobic digester, quantitative PCR (qPCR) can be applied and qPCR has the advantage that the quantification range spans a few orders of magnitude, making it possible to quantify the low and high abundant organisms such as different methanogens (Goberna et al. 2010). The application of these molecular methods to a single sample can provide a snapshot of the microbial community, but when multiple samples at different time points and under different conditions are analyzed, the shift in composition of the microbial community can be revealed.
5.2 High-throughput Methods
The advent of sequencing technology in the past few years has revolutionized the ability to analyze microbial communities, providing both breadth and depth in coverage of information. Furthermore, the cost per DNA base has decreased and robotic instruments have automated many procedures in the lab, making the analysis less labor intensive. First, it was the emergence of the next-generation sequencing platforms by 454 Life Sciences that can generate a few hundred million bases per run and long read length up to 450 bp. Later, the sequencers developed by Illumina (Solexa) have further increased throughput to as much as a few hundreds gigabases per run with a shorter read length (~125 bp). With the Illumina platforms, the number of reads that can be obtained per sample to analyze the composition and structure of a microbial community can range from a few thousands to tens of thousands, which is substantially more than a clone library analysis (Sundberg et al. 2013). With this sequencing depth, both the dominant and minor members of the community can be identified, which represents substantial improvement over previous methods as the minor members could also be functionally important. In addition to targeting the 16S rRNA gene, high-throughput sequencing has also been applied to analyze functional genes such as the methyl coenzyme M reductase (mcrA) gene that is ubiquitously present in all methanogens for catalyzing the last step of methane generation (Ellis et al. 2012; Wilkins et al. 2015).
Targeting taxonomic and/or functional genes as biomarkers can identify the organisms present. However, in order to determine the metabolic functions of these organisms, shotgun metagenomic sequencing of the microbial community can be performed to determine the gene content present in these organisms. Hampered by the lower throughput of previous sequencing platforms, a gene-centric approach was usually taken in early metagenomic studies where the goal is to simply identify the metabolic functions present (Li et al. 2013; Wong et al. 2013). Recently, with the increase in the throughput of sequencers, acquiring a substantial quantity of reads per sample is possible, enabling a genome-centric approach in metagenomic sequencing where genes are placed in a genomic framework (Sekiguchi et al. 2015). A genome-centric approach offers the advantages that the metabolic capability of an organism and its interactions with other members in the community can be better deciphered.
Building on the metagenomic sequencing results, two complementary approaches, namely metatranscriptomics and metaproteomics, can be further applied to query the dynamics and expression of genes under different conditions in anaerobic digesters. Metatranscriptomics make use of high-throughput sequencing to analyze the expressed RNA (Zakrzewski et al. 2012), while metaproteomics utilize advanced mass-spectrometry to analyze the expressed proteins (Hanreich et al. 2013; Lü et al. 2014). Metagenomics are useful to determine what organisms are present and what biochemical functions these organisms possess. However, under what conditions these organisms are active and what metabolic functions are executed cannot be easily interpreted from the metagenomic data. Therefore, metatranscriptomics and metaproteomics are useful tools to provide detailed information on the activity of the organisms in a digester. The combination of metagenomics, metatranscriptomics and metaproteomics is generally referred to as ‘omics’ methods and these innovative molecular biology tools can help microbiologists and engineers to better diagnose anaerobic digesters.
6 Future Outlook
Climate change, waste treatment and renewable energy are pressing issues facing society in the 21st century. Anaerobic digestion of organic materials can address all these issues simultaneously. Given that anaerobic digestion is a mature technology, the deployment of this technology in large centralized scale or small decentralized scale is expected to gain widespread use in the near future. Further optimization and enhancement of the engineering coupled with knowledge in the microbiology will certainly further improve the robustness and performance of anaerobic digestion. Without a doubt, the outlook of anaerobic digestion is promising and this technology will play an important role in our society.
Abbreviations
- a.c.:
-
Acoustic chemometrics
- ABR:
-
Anaerobic baffled reactor
- ADM1:
-
Anaerobic digestion model no. 1
- AFBR:
-
Anaerobic fluidized bed reactor
- AnMBR:
-
Anaerobic membrane bioreactors
- APBR:
-
Anaerobic packed bed reactor
- ASBR:
-
Anaerobic sequencing batch reactor
- CSTR:
-
Continuous stirred tank reactor
- DGGE:
-
Denaturing gradient gel electrophoresis
- EGSB:
-
Expanded granular sludge bed
- EN:
-
Electronic nose
- EPS:
-
Extracellular polymeric substances
- ET:
-
Electronic tongue
- FLU:
-
Fluorescence spectroscopic
- FW:
-
Food waste
- GC:
-
Gas chromatographic
- HPLC:
-
High-performance liquid chromatographic
- IR:
-
Infrared spectroscopic
- IWA:
-
The international water association
- LCFA:
-
Long-chain fatty acid
- MS:
-
Mass spectrometry
- NIR:
-
Near infrared spectroscopic
- OFMSW:
-
Organic fraction municipal solid waste
- PAT:
-
Process analytical technology
- PCR:
-
Polymerase chain reaction
- PFR:
-
Plug-flow reactor
- qPCR:
-
Quantitative polymerase chain reaction
- SHW:
-
Slaughterhouse waste
- SRB:
-
Sulfate-reducing bacteria
- TPAD:
-
Two-phase anaerobic digester
- T-RFLP:
-
Terminal restriction-fragment length polymorphism
- UAF:
-
Upflow anaerobic filter
- UASB:
-
Upflow anaerobic sludge blanket
- UV:
-
Ultraviolet spectroscopic
- VFAs:
-
Volatile fatty acids
- VIS:
-
Visual spectroscopic
- VS:
-
Volatile solid
- WWTP:
-
Wastewater treatment plant
References
Abdullah AGL, Idris A et al (2005) A kinetic study of a membrane anaerobic reactor (MAR) for treatment of sewage sludge. Desalination 183(1–3):439–445
Ağdağ ON, Sponza DT (2005) Anaerobic/aerobic treatment of municipal landfill leachate in sequential two-stage up-flow anaerobic sludge blanket reactor (UASB)/completely stirred tank reactor (CSTR) systems. Process Biochem 40(2):895–902
Amani T, Nosrati M et al (2010) Anaerobic digestion from the viewpoint of microbiological, chemical, and operational aspects—a review. Environ Rev 18(NA):255–278
Ariunbaatar J, Panico A et al (2014) Pretreatment methods to enhance anaerobic digestion of organic solid waste. Appl Energy 123:143–156
Arsova L (2010) Anaerobic digestion of food waste: current status, problems and an alternative product. Columbia University, Berlin
Astals S, Nolla-Ardèvol V et al (2012) Anaerobic co-digestion of pig manure and crude glycerol at mesophilic conditions: biogas and digestate. Bioresour Technol 110:63–70
Bainotti AE, Setogaichi M et al (1996) Kinetic studies and medium improvement of growth and vitamin B12 production by acetobacterium sp. in batch culture. J Ferment Bioeng 81(4):324–328
Banks CJ, Wang Z (1999) Development of a two phase anaerobic digester for the treatment of mixed abattoir wastes. Water Sci Technol 40(1):69–76
Barker DJ, Mannucchi GA et al (1999) Characterisation of soluble residual chemical oxygen demand (COD) in anaerobic wastewater treatment effluents. Water Res 33(11):2499–2510
Batstone DJ (2006) Mathematical modelling of anaerobic reactors treating domestic wastewater: rational criteria for model use. Rev Environ Sci Bio/Technol 5(1):57–71
Batstone DJ, Virdis B (2014) The role of anaerobic digestion in the emerging energy economy. Curr Opin Biotechnol 27:142–149
Battimelli A, Millet C et al (2003) Anaerobic digestion of waste activated sludge combined with ozone post-treatment and recycling. Water Sci Technol 48(4):61–68
Bhattacharya SK, Madura RL et al (1996) Volatile solids reduction in two-phase and conventional anaerobic sludge digestion. Water Res 30(5):1041–1048
Bialek K, Kumar A et al (2012) Microbial community structure and dynamics in anaerobic fluidized-bed and granular sludge-bed reactors: influence of operational temperature and reactor configuration. Microb Biotechnol 5(6):738–752
Boe K, Batstone DJ et al (2005) Online headspace chromatographic method for measuring VFA in biogas reactor. Water Sci Technol 52(1–2):473–478
Bolzonella D, Pavan P et al (2005) Mesophilic anaerobic digestion of waste activated sludge: influence of the solid retention time in the wastewater treatment process. Process Biochem 40(3–4):1453–1460
Bordeleau EL, Droste RL (2011) Comprehensive review and compilation of pretreatments for mesophilic and thermophilic anaerobic digestion. Water Sci Technol 63:291–296
Borja R, Banks CJ et al (1998) Anaerobic digestion of slaughterhouse wastewater using a combination sludge blanket and filter arrangement in a single reactor. Bioresour Technol 65(1–2):125–133
Bouallagui H, Ben Cheikh R et al (2003) Mesophilic biogas production from fruit and vegetable waste in a tubular digester. Bioresour Technol 86(1):85–89
Bougrier C, Battimelli A et al (2007) Combined ozone pretreatment and anaerobic digestion for the reduction of biological sludge production in wastewater treatment. Ozone Sci Eng 29(3):201–206
Buczkowska A, Witkowska E et al (2010) The monitoring of methane fermentation in sequencing batch bioreactor with flow-through array of miniaturized solid state electrodes. Talanta 81(4):1387–1392
Buhr HO, Andrews JF (1977) The thermophilic anaerobic digestion process. Water Res 11(2):129–143
Burton CH, Turner C (2003) Manure management treatment strategies for sustainable agriculture
Cai M, Chua H et al (2009) Optimal production of polyhydroxylalkanoates (PHA) in activated sludge fed by volatile fatty acids (VFAs) generated from alkaline excess sludge fermentation. Bioresour Technol 100(3):1399–1405
Cao Y, Pawlowski A (2012) Sewage sludge-to-energy approaches based on anaerobic digestion and pyrolysis: brief overview and energy efficiency assessment. Renew Sustain Energy Rev 16(3):1657–1665
Carlsson M, Anox Kaldnes AD (2008) Electroporation for enhanced methane yield from municipal solid waste. In: ORBIT 2008, Wageningen, The Netherlands
Carlsson M, Lagerkvist A et al (2012) The effects of substrate pre-treatment on anaerobic digestion systems: a review. Waste Manag 32(9):1634–1650
Carrère H, Dumas C et al (2010) Pretreatment methods to improve sludge anaerobic degradability: a review. J Hazard Mater 183(1–2):1–15
Cecchi F, Traverso PG et al (1986) Anaerobic digestion of organic fraction of municipal solid wastes—digester performance. Sci Total Environ 56:183–197
Cesaro A, Belgiorno V (2014) Pretreatment methods to improve anaerobic biodegradability of organic municipal solid waste fractions. Chem Eng J 240:24–37
Chae KJ, Jang A et al (2008) The effects of digestion temperature and temperature shock on the biogas yields from the mesophilic anaerobic digestion of swine manure. Bioresour Technol 99(1):1–6
Chang JJ, Chou CH et al (2008) Syntrophic co-culture of aerobic Bacillus and anaerobic Clostridium for bio-fuels and bio-hydrogen production. Int J Hydrogen Energy 33(19):5137–5146
Cheikhyoussef A, Pogori N et al (2009) Antimicrobial activity and partial characterization of bacteriocin-like inhibitory substances (BLIS) produced by Bifidobacterium infantis BCRC 14602. Food Control 20(6):553–559
Chen HH, Lee AHI (2014) Comprehensive overview of renewable energy development in Taiwan. Renew Sustain Energy Rev 37:215–228
Chen Y, Cheng JJ et al (2008) Inhibition of anaerobic digestion process: a review. Bioresour Technol 99(10):4044–4064
Cho SK, Im WT et al (2013) Dry anaerobic digestion of food waste under mesophilic conditions: performance and methanogenic community analysis. Bioresour Technol 131:210–217
Chong ML, Sabaratnam V et al (2009) Biohydrogen production from biomass and industrial wastes by dark fermentation. Int J Hydrogen Energy 34(8):3277–3287
Chouari R, Le Paslier D et al (2005) Novel predominant archaeal and bacterial groups revealed by molecular analysis of an anaerobic sludge digester. Environ Microbiol 7(8):1104–1115
Christiansen N, Hendriksen HV et al (1995) Degradation of chlorinated aromatic compounds in UASB reactors. Water Sci Technol 31(1):249–259
Chu CF, Li YY et al (2008) A pH and temperature phased twostage process for hydrogen and methane production from food waste. Int J Hydrogen Energy 33:4739–4746
Davidson A, Gruvberger C et al (2007) Methane yield in source-sorted organic fraction of municipal solid waste. Waste Manag 27:406–414
De Baere L (2000) Anaerobic digestion of solid waste: state-of-the-art. Water Sci Technol 41(3):283–290
Demirel B, Yenigün O (2002) Two-phase anaerobic digestion processes: a review. J Chem Technol Biotechnol 77(7):743–755
Diamantis V, Melidis P et al (2006) Continuous determination of volatile products in anaerobic fermenters by on-line capillary gas chromatography. Anal Chim Acta 573–574:189–194
Duan N, Dong B et al (2012) High-solid anaerobic digestion of sewage sludge under mesophilic conditions: feasibility study. Bioresour Technol 104:150–156
Eastman JA, Ferguson JF (1981) Solubilization of particulate organic carbon during the acid phase of anaerobic digestion. J Water Pollut Control Fed 53(3):352–366
Ellis JT, Tramp C et al (2012) Characterization of a methanogenic community within an algal fed anaerobic digester. ISRN Microbiol 2012:753–892
Escamilla-Alvarado C, Rios-Leal E et al (2012) Gas biofuels from solid substrate hydrogenogenic-methanogenic fermentation of the organic fraction of municipal solid waste. Process Biochem 47:1572–1587
Fang HHP (2000) Microbial distribution in UASB granules and its resulting effects. Water Sci Technol 42:201–208
Fang Y, Lu Y et al (2009) Improvement of alkaline lipase from proteus vulgaris T6 directed evolution. Enzyme Microbial Technol 44(2):84–88
Fantozzi F, Buratti C (2009) Biogas production from different substrates in an experimental continuously stirred tank reactor anaerobic digester. Bioresour Technol 100(23):5783–5789
Fdez-Guelfo LA, Alvarez-Gallego C et al (2011) The effect of different pretreatments on biomethanation kinetics of industrial organic fraction of municipal solid wastes (OFMSW). Chem Eng J 171:411–417
Feitkenhauer H, von Sachs J et al (2002) On-line titration of volatile fatty acids for the process control of anaerobic digestion plants. Water Res 36(1):212–218
Fernández J, Perez M et al (2008) Effect of substrate concentration on dry mesophilic anaerobic digestion of organic fraction of municipal solid waste (OFMSW). Bioresour Technol 99(14):6075–6080
Fongsatitkul P, Mavinic DS, Lo KV (1995) A two-phase anaerobic digestion (UASB-UASB) process: design criteria and optimal system loading capacity. Can J Civ Eng 22(3):551–565
Fricke K, Santen H et al (2007) Operating problems in anaerobic digestion plants resulting from nitrogen in MSW. Waste Manag 27(1):30–43
Fritsch M, Hartmeier W et al (2008) Enhancing hydrogen production of Clostridium butyricum using a column reactor with square-structured ceramic fittings. Int J Hydrogen Energy 33(22):6549–6557
Gallert C, Bauer S et al (1998) Effect of ammonia on the anaerobic degradation of protein by a mesophilic and thermophilic biowaste population. Appl Microbiol Biotechnol 50(4):495–501
Gerardi MH (2006) Methane-forming bacteria. In: Gerardi MH (ed) Wastewater bacteria, edn. Wiley, New Jersey, USA, pp 161–163
Ghosh S, Pohland FG (1974) Kinetics of substrate assimilation and product formation in anaerobic digestion. J Water Pollut Control Fed 46(4):748–759
Ghosh S, Taylor DC (1999) Kraft-mill biosolids treatment by conventional and biphasic fermentation. Water Sci Technol 40(11–12):169–177
Ghosh S, Ombregt JP et al (1985) Methane production from industrial wastes by two-phase anaerobic digestion. Water Res 19(9):1083–1088
Goberna M, Gadermaier M et al (2010) Adaptation of methanogenic communities to the cofermentation of cattle excreta and olive mill wastes at 37 °C and 55 °C. Appl Environ Microbiol 76(19):6564–6571
Goel R, Tokutomi T et al (2003) Optimal process configuration for anaerobic digestion with ozonation. Water Sci Technol 48(4):85–96
Gomez X, Cuetos MJ et al (2006) Anaerobic co-digestion of primary sludge and the fruit and vegetable fraction of the municipal solid wastes—conditions for mixing and evaluation of the organic loading rate. Renewable Energy 31:2017–2024
Gujer W, Zehnder JB (1983) Conversion processes in anaerobic digestion. Water Sci Technol 15(8–9):127–167
Hannsson M, Nordberg Å et al (2002) Early warning of disturbances in a laboratory-scale MSW biogas process. Water Sci Technol 45(10):255–260
Hanreich A, Schimpf U et al (2013) Metagenome and metaproteome analyses of microbial communities in mesophilic biogas-producing anaerobic batch fermentations indicate concerted plant carbohydrate degradation. Syst Appl Microbiol 36(5):330–338
Hansen TL, Jansen JC et al (2007) Effects of pre-treatment technologies on quantity and quality of source-sorted municipal organic waste for biogas recovery. Waste Manag 27:389–405
Hartmann H, Angelidaki I et al (2002) Co-digestion of the organic fraction of municipal waste with other waste types. London, UK
Hartmann H, Ahring B (2006) Strategies for the anaerobic digestion of the organic fraction of municipal solid waste: an overview. Water Sci Technol 53(8):7–22
Hassan SR, Zwain HM et al (2013) Development of anaerobic reactor for industrial wastewater treatment: an overview, present stage and future prospects. J Adv Sci Res 4(1):7–12
Held Christof, Wellacher Martin et al (2002) Two-stage anaerobic fermentation of organic waste in CSTR and UFAF-reactors. Bioresour Technol 81(1):19–24
Hill DT, Holmberg RD (1988) Long chain volatile fatty acid relationships in anaerobic digestion of swine waste. Biological Wastes 23(3):195–214
Hjort-Gregersen K, Chartier P et al (1996) Centralized biogas plants: economic potential. In: Biomass for energy and the environment, edn. Pergamon, Oxford, pp 1695–1700
Holm-Nielsen JB, Andree H et al (2007) Remove from marked records transflexive embedded near infrared monitoring for key process intermediates in anaerobic digestion/biogas production. J Near Infrared Spectrosc 15(2):123–135
Holm-Nielsen JB, Lomborg CJ et al (2008) On-line near infrared monitoring of glycerol-boosted anaerobic digestion processes: evaluation of process analytical technologies. Biotechnol Bioeng 99(2):302–313
Holm-Nielsen JB, Al Seadi T et al (2009) The future of anaerobic digestion and biogas utilization. Bioresour Technol 100(22):5478–5484
Huber H, Thomm M et al (1982) Methanococcus thermolithotrophicus, a novel thermophilic lithotrophic methanogen. Arch Microbiol 132(1):47–50
Hur H-G, Rafii F (2000) Biotransformation of the isoflavonoids biochanin A, formononetin, and glycitein by Eubacterium limosum. FEMS Microbiol Lett 192(1):21–25
Hwang MH, Jang NJ et al (2004) Anaerobic bio-hydrogen production from ethanol fermentation: the role of pH. J Biotechnol 111(3):297–309
Ike M, Inoue D et al (2010) Microbial population dynamics during startup of a full-scale anaerobic digester treating industrial food waste in Kyoto eco-energy project. Bioresour Technol 101(11):3952–3957
Izumi K, Okishio Y et al (2010) Effects of particle size on anaerobic digestion of food waste. Int Biodeterior Biodegradation 64(7):601–608
Jo JH, Lee DS et al (2008) Statistical optimization of key process variables for enhanced hydrogen production by newly isolated Clostridium tyrobutyricum JM1. Int J Hydrogen Energy 33(19):5176–5183
Kalra MS, Panwar JS (1986) Anaerobic digestion of rice crop residues. Agric Wastes 17(4):263–269
Kalyani DC, Telke AA et al (2009) Ecofriendly biodegradation and detoxification of reactive red 2 textile dye by newly isolated Pseudomonas sp. SUK1. J Hazard Mater 163(2): 735–742
Kaparaju P, Ellegaard L et al (2009a) Optimisation of biogas production from manure through serial digestion: lab-scale and pilot-scale studies. Bioresour Technol 100(2):701–709
Kaparaju P, Serrano M et al (2009b) Effect of reactor configuration on biogas production from wheat straw hydrolysate. Bioresour Technol 100(24):6317–6323
Khalid A, Arshad M et al (2011) The anaerobic digestion of solid organic waste. Waste Manag 31(8):1737–1744
Khan AW (1980) Degradation of cellulose to methane by a coculture of Acetivibrio cellulolyticus and Methanosarcina barkeri. FEMS Microbiol Lett 9(3):233–235
Kida K, Ikbal et al (1994) Anaerobic digestion of coffee waste by two-phase methane fermentation with slurry-state liquefaction. J Ferment Bioeng 77(3):335–338
Kim SW, Park JY et al (2000) Development of a modified three-stage methane production process using food wastes. Appl Biochem Biotechnol 84:731–741
Kim M, Ahn YH et al (2002) Comparative process stability and efficiency of anaerobic digestion; mesophilic vs thermophilic. Water Res 36(17):4369–4385
Kim J, Park C et al (2003) Effects of various pretreatments for enhanced anaerobic digestion with waste activated sludge. J Biosci Bioeng 95(3):271–275
Kim HW, Han SK et al (2004) Anaerobic co-digestion of sewage sludge and food waste using temperature-phased anaerobic digestion process. Water Sci Technol 50:107–114
Kim JY, Lee MY et al (2009) Production of gamma-aminobutyric acid in black raspberry juice during fermentation by Lactobacillus brevis GABA 100. Int J Food Microbiol 130(1):12–16
Koster IW, Lettinga G (1984) The influence of ammonium-nitrogen on the specific activity on pelletized methanogenic sludge. Agric Wastes 9:205–216
Kothari R, Pandey AK et al (2014) Different aspects of dry anaerobic digestion for bio-energy: an overview. Renew Sustain Energy Rev 39:174–195
Kuo WC, Lu HY (2004) A complete resource recovery of the thermophilic anaerobic digestion. In: 10th Congress on anaerobic digestion
Kvesitadze G, Sadunishvili T et al (2012) Two-stage anaerobic process for bio-hydrogen and biomethane combined production from biodegradable solid waste. Energy 37:94–102
Lahav O, Morgan BE (2004) Titration methodologies for monitoring of anaerobic digestion in developing countries—a review. J Chem Technol Biotechnol 79(12):1331–1341
Lee M, Hidaka T et al (2009) Two-phased hyperthermophilic anaerobic co-digestion of waste activated sludge with kitchen garbage. J Biosci Bioeng 108(5):408–413
Lee WS, Chua ASM et al (2014) A review of the production and applications of waste-derived volatile fatty acids. Chem Eng J 235:83–99
Li Z, Han J et al (2003) Nitrobenzocyclophosphamides as potential prodrugs for bioreductive activation: synthesis, stability, enzymatic reduction, and antiproliferative activity in cell culture. Bioorg Med Chem 11(19):4171–4178
Li A, Chu Y et al (2013) A pyrosequencing-based metagenomic study of methane-producing microbial community in solid-state biogas reactor. Biotechnol Biofuels 6(1):3
Liu T (1998) Anaerobic digestion of solid substrates in an innovative two-phase plug-flow reactor (TPPFR) and a conventional single-phase continuously stirred-tank reactor. Water Sci Technol 38(8):453–461
Liu T, Ghosh S (1997) Phase separation during anaerobic fermentation of solid substrates in an innovative plugflow reactor. Water Sci Technol 36(6):303–310
Liu YQ, Liu Y et al (2004) The effects of extracellular polymeric substances on the formation and stability of biogranules. Appl Microbiol Biotechnol 65:143–148
Lomborg CJ, Holm-Nielsen JB et al (2009) Near infrared and acoustic chemometrics monitoring of volatile fatty acids and dry matter during co-digestion of manure and maize silage. Bioresour Technol 100(5):1711–1719
López Torres M, Espinosa Lloréns MdC (2008) Effect of alkaline pretreatment on anaerobic digestion of solid wastes. Waste Manag 28(11):2229–2234
Lü F, Bize A et al (2014) Metaproteomics of cellulose methanisation under thermophilic conditions reveals a surprisingly high proteolytic activity. ISME J 8(1):88–102
Lyberators G, Skiadas IV (1999) Modelling of anaerobic digestion—a review. Global Nest Int J 1(2):63–76
Ma J, Duong T et al (2011) Enhanced biomethanation of kitchen waste by different pretreatments. Bioresour Technol 102:592–599
Madigan M, Martinko J et al (2009) Brock biology of micro-organisms, 12th edn
Madsen M, Holm-Nielsen JB et al (2011) Monitoring of anaerobic digestion processes: a review perspective. Renew Sustain Energy Rev 15(6):3141–3155
Malina Junior JF, Pohland FG (1992) Design of anaerobic processes for the treatment of industrial and municipal wastes. Lancaster, Pa. (EUA)
Mata-Alvarez J, Cecchi F et al (1990) The performances of digesters treating the organic fraction of municipal solid wastes differently sorted. Biol Wastes 33(3):181–199
Mata-Alvarez J, Dosta J et al (2011) Co-digestion of solid wastes : a review of its uses and perspectives including modeling. Crit Rev Biotechnol 31:99–111
Mata-Alvarez J, Dosta J et al (2014) A critical review on anaerobic co-digestion achievements between 2010 and 2013. Renew Sustain Energy Rev 36:412–427
McMahon KD, Stroot PG et al (2001) Anaerobic codigestion of municipal solid waste and biosolids under various mixing conditions—II: microbial population dynamics. Water Res 35:1817–1827
Merkel M, Manz W et al (1999) Population dynamics in anaerobic wastewater reactors: modelling and in situ characterization. Water Res 33(10):2392–2402
Mouneimne AH, Carrère H et al (2003) Effect of saponification on the anaerobic digestion of solid fatty residues. Bioresour Technol 90(1):89–94
Mumme J, Linke B et al (2010) Novel upflow anaerobic solid-state (UASS) reactor. Bioresour Technol 101:592–599
Nacke T, Brückner K et al (2005) New type of dry substances content meter using microwaves for application in biogas plants. Anal Bioanal Chem 383(5):752–757
Nielsen HB, Uellendahl H et al (2007) Regulation and optimization of the biogas process: propionate as a key parameter. Biomass Bioenergy 31(11):820–830
Nielsen HB, Angelidaki I (2008) Strategies for optimizing recovery of the biogas process following ammonia inhibition. Bioresour Technol 99(17):7995–8001
Nordberg Å, Hansson M et al (2000) Monitoring of a biogas process using electronic gas sensors and near-infrared spectroscopy (NIR). Water Sci Technol 41(3):1–8
Ochoa-Reparaz J, Mielcarz D et al (2008) F.31. Bacteroides fragilis regulates the induction of FoxP3 + CD4 + CD25 + treg cell populations in peripheral lymph nodes of mice with microflora-depleted guts. Clin Immunol 127, Supplement: S53
Ong HK, Greenfield PF et al (2002) Effect of mixing on biomethanation of cattle-manure slurry. Environ Technol 23:1081–1090
Parkin GF, Owen WF (1986) Fundamentals of anaerobic-digestion of wastewater sludges. J Environ Eng 112(5):867–920
Parvez S, Venkataraman C et al (2008) Toxicity assessment of organic pollutants: reliability of bioluminescence inhibition assay and univariate QSAR models using freshly prepared Vibrio fischeri. Toxicol In Vitro 22(7):1806–1813
Pauss A, Nyns EJ et al (1984) Production of methane by anaerobic digestion of domestic refuse. In: EEC Conference on anaerobic and carbohydrate hydrolysis of waste, Luxembourg, 8–10 May
Pavan P, Battistoni P et al (2000) Two-phase anaerobic digestion of source sorted OFMSW (organic fraction of municipal solid waste): performance and kinetic study. Water Sci Technol 41(3):111–118
Peck MW, Chynoweth DP (1992) On-line fluorescence-monitoring of the methanogenic fermentation. Biotechnol Bioeng 39(11):1151–1160
Pilli S, Bhunia P et al (2011) Ultrasonic pretreatment of sludge: a review. Ultrason Sonochem 18(1):1–18
Pind PF, Angelidaki I et al (2003) A new VFA sensor technique for anaerobic reactor systems. Biotechnol Bioeng 82(1):54–61
Rafique R, Poulse TG et al (2010) Effect of thermal, chemical and thermo-chemical pretreatments to enhance methane production. Energy 35:4556–4561
Raposo F, De la Rubia MA et al (2012) Anaerobic digestion of solid organic substrates in batch mode : an overview relating to methane yields and experimental procedures. Renew Sustain Energy 16:861–877
Rasi S, Veiganen A et al (2007) Trace compounds of biogas from different biogas production plants. Energy 32(8):1375–1380
Redondo R, Machado VC et al (2008) On-line monitoring of gas-phase bioreactors for biogas treatment: hydrogen sulfide and sulfide analysis by automated flow systems. Anal Bioanal Chem 391(3):789–798
Rintala JA, Puhakka JA (1994) Anaerobic treatment in pulp- and paper-mill waste management: a review. Bioresour Technol 47(1):1–18
Rudnitskaya A, Legin A (2008) Sensor systems, electronic tongues and electronic noses, for the monitoring of biotechnological processes. J Ind Microbiol Biotechnol 35(5):443–451
Salsabil MR, Prorot A et al (2009) Pre-treatment of activated sludge: effect of sonication on aerobic and anaerobic digestibility. Chem Eng J 148(2–3):327–335
Schmidt JE, Ahring BK (1993) Effects of magnesium on thermophilic acetate degrading granules in upflow anaerobic sludge blanket (UASB) reactors. Enzyme Microbial Technol 15:304–310
Sekiguchi Y, Ohashi A et al (2015) First genomic insights into members of a candidate bacterial phylum responsible for wastewater bulking. Peer J 3:e740
Shah FA, Mahmood Q et al (2015) Co-digestion, pretreatment and digester design for enhanced methanogenesis. Renew Sustain Energy Rev 42:627–642
Shin HS, Bae BU et al (1992) Anaerobic digestion of distillery wastewater in a two-phase UASB System. Water Sci Technol 25(7):361–371
Show KY, Mao T et al (2007) Optimisation of sludge disruption by sonication. Water Resour 41(20):4741–4747
Shuizhou K, Zhou S (2005) Application of two-phase anaerobic degradation in industrial wastewater treatment. Int J Environ Pollut 23(1):65–80
Siegrist H, Vogt D et al (2002) Mathematical model for meso- and thermophilic anaerobic sewage sludge digestion. Environ Sci Technol 36(5):1113–1123
Smith AL, Stadler LB et al (2012) Perspectives on anaerobic membrane bioreactor treatment of domestic wastewater: a critical review. Bioresour Technol 122:149–159
Speece RE (1996). Anaerobic biotechnology for industrial wastewater
Stabnikova O, Liu XY et al (2008) Digestion of frozen/thawed food waste in the hybrid anaerobic solid-liquid system. Waste Manag 28:1654–1659
Steffen R, Szolar O et al (2012) Feedstocks for anaerobic digestion
Steyer JP, Bouvier JC et al (2002) On-line measurements of COD, TOC, VFA, total and partial alkalinity in anaerobic digestion processes using infra-red spectrometry. Water Sci Technol 45(10):133–138
Stronach SM, Rudd T et al (1986) Anaerobic digestion processes in industrial wastewater treatment. Heidelberg, Germany
Sun Y, Cheng J (2002) Hydrolysis of lignocellulosic materials for ethanol production: a review. Bioresour Technol 83:1–11
Sundberg C, Al-Soud WA et al (2013) 454 pyrosequencing analyses of bacterial and archaeal richness in 21 full-scale biogas digesters. FEMS Microbiol Ecol 85(3):612–626
Sutter K, Wellinger A (1987) Güllengrube als biogasanlage. FAT-Berichte 304:1–8
Talarposhti AM, Donnelly T et al (2001) Colour removal from a simulated dye wastewater using a two-phase anaerobic packed bed reactor. Water Res 35(2):425–432
Tatara M, Yamazawa A et al (2004) High-rate thermophilic methane fermentation on short-chain fatty acids in a down-flow anaerobic packed-bed reactor. Bioprocess Biosyst Eng 27(2):105–113
Tuleva B, Christova N et al (2009) Isolation and characterization of trehalose tetraester biosurfactants from a soil strain Micrococcus luteus BN56. Process Biochem 44(2):135–141
Turovskiy IS, Mathai PK (2006) Wastewater sludge processing. New York, US
Ueno Y, Tatara M et al (2007) Production of hydrogen and methane from organic solid wastes by phase-separation of anaerobic process. Bioresour Technol 98:1861–1865
Valo A, Carrère H et al (2004) Thermal, chemical, and thermo-chemical pretreatment of waste activated sludge for anaerobic digestion. J Chem Technol Biotechnol 79(11):1197–1203
Valorga (1985) Waste recovery as a source of methane and fertilizer—The Valorga process. In: 2nd Annual international symposiumvon industrial resource management Philadelphia, U.S.A
Van Haandel A, Lettinga G (1994) Anaerobic sewage treatment—a practical guide for regions with a hot climate. New York
Verrier D, Roy F et al (1987) Two-phase methanization of solid vegetable wastes. Biol Wastes 22:163–177
Wang X, Zhao Y (2009) A bench scale study of fermentative hydrogen and methane production from food waste in integrated two-stage process. Int J Hydrogen Energy 34:245–254
Wang F, Hidaka T et al (2011) Co-digestion of polylactide and kitchen garbage in hyper-thermophilic and thermophilic continuous anaerobic process. Bioresour Technol 112:67–74
Wang X, Yang G et al (2012) Optimizing feeding composition and carbon-nitrogen ratios for improved methane yield during anaerobic co-digestion of dairy, chicken manure and wheat straw. Bioresour Technol 120:78–83
Ward AJ, Hobbs PJ et al (2008) Optimisation of the anaerobic digestion of agricultural resources. Bioresour Technol 99(17):7928–7940
Weemaes M, Grootaerd H et al (2000) Anaerobic digestion of ozonized biosolids. Water Res 34(8):2330–2336
Westlake WS, Horler DF et al (1967) The effect of sodium on the fermentation glutamic acid by Peptococus aerogens. Biochem Biophys Res Commun 26(4):461–465
Wilkins MR (2009) Effect of orange peel oil on ethanol production by Zymomonas mobilis. Biomass Bioenergy 33(3):538–541
Wilkins D, Lu XY et al (2015) Pyrosequencing of mcrA and archaeal 16S rRNA genes reveals diversity and substrate preferences of methanogen communities in anaerobic digesters. Appl Environ Microbiol 81(2):604–613
Wong MT, Zhang D et al (2013) Towards a metagenomic understanding on enhanced biomethane production from waste activated sludge after pH 10 pretreatment. Biotechnol Biofuels 6(1):38
Xing W, Ngo HH et al (2010) Enhancement of the performance of anaerobic fluidized bed bioreactors (AFBBRs) by a new starch based flocculant. Sep Purif 72:140–146
Yalcin AO, Orhan I et al (2008) Anaerobic treatment of a chemical synthesis-based pharmaceutical wastewater in a hybrid upflow anaerobic sludge blanket reactor. Bioresour Technol 99(5):1089–1096
Yang ST, Okos MR (1987) Kinetic study and mathematical modeling of methanogenesis of acetate using pure cultures of methanogens. Biotechnol Bioeng 30(5):661–667
Yeom IT, Lee KR et al (2002) Effects of ozone treatment on the biodegradability of sludge from municipal wastewater treatment plants. Water Sci Technol 46(4–5):421–425
Yilmazer G, Yenigün O (1999) Two-phase anaerobic treatment of cheese whey. Water Sci Technol 40(1):289–295
Yu J, Ji M et al (1999) A three-phase fluidized bed reactor in the combined anaerobic/aerobic treatment of wastewater. J Chem Technol Biotechnol 74(7):619–629
Yusuf MOL, Ify NL (2011) The effect of waste paper on the kinetics of biogas yield from the co-digestion of cow dung and water hyacinth. Biomass Bioenergy 35(3):1345–1351
Zakrzewski M, Goesmann A et al (2012) Profiling of the metabolically active community from a production-scale biogas plant by means of high-throughput metatranscriptome sequencing. J Biotechnol 158(4):248–258
Zhang W, Lang Q et al (2014) Anaerobic digestion characteristics of pig manures depending on various growth stages and initial substrate concentrations in a scaled pig farm in Southern China. Bioresour Technol 156:63–69
Zhu B, Gikas P et al (2009) Characteristics and biogas production potential of municipal solid wastes pretreated with rotary drum reactor. Bioresour Technol 100:1122–1129
Ziagova M, Kyriakou G et al (2009) Co-metabolism of 2,4-dichlorophenol and 4-Cl-m-cresol in the presence of glucose as an easily assimilated carbon source by Staphylococcus xylosus. J Hazard Mater 163(1):383–390
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer Science+Business Media Singapore
About this chapter
Cite this chapter
Ma, A.Y., Cheung, B.K., Kwok, K.C., Cai, M., Lee, P.K. (2016). Recent Advances of Anaerobic Digestion for Energy Recovery. In: Karthikeyan, O., Heimann, K., Muthu, S. (eds) Recycling of Solid Waste for Biofuels and Bio-chemicals. Environmental Footprints and Eco-design of Products and Processes. Springer, Singapore. https://doi.org/10.1007/978-981-10-0150-5_4
Download citation
DOI: https://doi.org/10.1007/978-981-10-0150-5_4
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-0148-2
Online ISBN: 978-981-10-0150-5
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)