
Abstract
During Laser bending process, the worksheet bends by means of thermal stresses induced by the laser beam irradiation. It can be achieved by various mechanisms viz. temperature gradient mechanism (TGM), buckling mechanism (BM) and upsetting mechanism (UM). The interactive effect of process parameters viz. laser power, scanning speed, beam diameter and absorption coefficient decide the occurrence of bending mechanism during a laser bending operation. Literature reports experimental as well numerical studies on the effect of process parameters viz. laser power, scan speed, beam diameter on the process mechanism and process performance. However, a very few attempts have been made on the study of shape of laser irradiation path on the quality and productivity of laser bending operation. Curvilinear laser bending is generally used to produce complex shapes using lasers. In this chapter an experimental study on the curvilinear laser bending of aluminum sheets for TGM and BM mechanisms has been presented. Initially the basic principle of the laser bending process and TGM and BM are discussed. Then the experimental procedure, plans are presented. The results are discussed in terms of the effect of laser power and scan speed on the bend angle and edge effect during parabolic irradiation. The experiments are carried out for both thick as well as thin worksheets. It was found that, in thin sheets, the scanning path curvature does not have significant effect on the bend angle however, in thick sheets the bend angle increases with decrease in scanning path curvature. The deformation behavior of curvilinear laser bending was found to be different from that of straight line laser bending process. The presented results may be used as guidelines to generate complex shapes in aluminum and its alloys using lasers.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
- Laser bending
- Curvilinear irradiation
- Edge effect
- Temperature gradient mechanism
- Buckling mechanism
- Aluminum alloy
1 Laser Bending Process
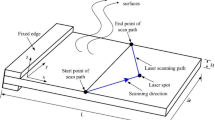
In conventional sheet bending operation, bending is done with the help of mechanical punches and dies. The mechanical bending is economical and generally used for mass production of components. In general, the capital cost and time involved in alteration or adjustment of the tools is high in mechanical bending process. Therefore, it is not suitable for prototyping or low volume production. The spring-back effect, deformation of material having low ductility and the processing at the inaccessible region are some of the important issues which limit the application of mechanical bending operation in real practice. The lasers helped to overcome some of these limitations. Laser bending is a type of thermo-mechanical forming process, which uses a focused laser beam to deform the sheet metal worksheet by means of thermal stresses without the application of any external mechanical load. The laser beam irradiates over the worksheet surface as shown in Fig. 1. The temperature of the irradiated region increases which leads to the thermal expansion. The thermal expansion is restricted by the surrounding material which generates thermal stresses in the heated region. These thermal stresses result in permanent deformation during laser bending of the worksheet (Walczyk and Vittal 2000; Geiger et al. 2004; Kannatey-Asibu 2009).

Schematic of laser bending process
In laser bending , the hard tooling such as punches, dies, and presses are not required. The laser beam works as a non-contact virtual tool to bend the worksheet (Li and Yao 2000). The non-contact nature of the process makes the process independent of tool inaccuracies that might result in worksheet form errors and undesired deflections. The lead time associated with replacement of tools and dies also gets reduced due to the application of lasers. The laser irradiation can easily be controlled by using the microprocessor based controllers. The laser beam can be transferred easily by using fiber optics cables which makes the process suitable for the applications in which the mechanical tools are not accessible. The laser beam can be focused at a small spot (in the range of μm) which makes it suitable for the processing of small components (Jain 2012). The process can be used to bend sheets, plates, foils and pipes for a wide range of materials including metals, non-metals, composites and ceramics (Kant and Joshi 2013). The brittle, hard and thick materials can also be processed as the deformation occurs at elevated temperature. Precise small bend angles (of the order of 1 °C) can easily be produced which may not be possible in mechanical bending due to presence of spring-back effect (Lawrence et al. 2001; Chen and Xu 2001). The other advantages include the flexibility of the process, small heat affected zone due to narrow focus of the laser beam and ease of complex shapes generation with selected irradiation strategies etc. The laser bending uses localized heating to induce controlled deformation instead of entire work-piece heating. Therefore, it has the advantage of energy efficiency as compared with other thermal bending operations (Casamichele et al. 2007).
In spite of various advantages, the laser bending has some limitations too. For mass production, the laser bending process is slow in comparison with the traditional punch and die technique. The process is not suitable for the materials having high reflectivity. The application of suitable coating on the irradiation region can solve this problem (Singh 2013). The improper selection of laser parameters may lead to the surface melting which degrades the material properties. The mechanical and micro-structural properties of irradiated region may deteriorate due to presence of high temperature and thermal stresses in the heated region (Cheng and Yao 2001). The bend angle per laser scan is small and therefore, to get higher bend angle, multiple irradiations are required. The high capital cost of the laser machine makes the process more expensive than other forms of thermo-mechanical bending such as flame bending. The interaction of laser beam with human body may be dangerous and hence special safety precautions are essential (Yanjin et al. 2003; Kant and Joshi 2013).
Laser bending has many applications in several fields of industrial manufacturing which include—automotive, aerospace, shipbuilding, medical, micro-electronics and material processing. Laser bending is also useful in car body part straightening. Laser bending is used as an accurate and cost effective process to adjust or align the mating parts in welded constructions and ship building industry (Kant and Joshi 2014). Due to small size of the laser beam, and the ease of control, the laser bending is suitable for deformation of small meso-scaled components. The laser bending is now being used to manufacture small and precise bend angles in very small parts of micro-electro-mechanical systems (MEMS), chemical and sensor industries (Ocana et al. 2007).
Laser bending is the best option for low volume production requirements viz. forming of ship planks and production of aerospace fuselage. Due to high flexibility of the laser beam, it is well suited for the production of sheet metal components in space (Shen and Vollertsen 2009). Since it does not require external tools, dies or presses; the laser bending is suitable for rapid prototyping and rapid product development. It is also used for bending of brittle materials which is not possible with conventional bending operations (Li and Yao 2000; Wu et al. 2010).
2 Laser Bending Mechanisms
The laser bending occurs due to the plastic deformation resulted by the induced thermal stress generated in the heated region. It involves complex interaction of laser process parameters, workpiece material properties and the workpiece geometries. Variation in material properties, process parameters and workpiece geometries results in bending of work sheets through three different mechanisms. These mechanisms are: temperature gradient mechanism (TGM), buckling mechanism (BM) and shortening or upsetting mechanism (UM). TGM and BM are mainly responsible for worksheet bending and UM is responsible for shortening and thickening of the worksheet (Shi et al. 2006). These mechanisms are discussed in details in the following sections.
2.1 Temperature Gradient Mechanism (TGM)
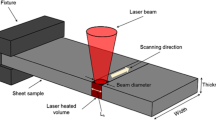
Temperature gradient mechanism (TGM) is the most widely reported mechanism in the literature. It is used to bend the worksheet in the direction of the laser source. TGM occurs when energy parameters generate steep temperature gradient along the thickness direction. In TGM, the beam diameter is approximately equal to the worksheet thickness and the scanning speed is high enough to generate a steep temperature gradient along the worksheet thickness. To bend the material with high thermal conductivity using TGM, it is recommended that higher scanning speeds must be employed (Li and Yao 2001). This will help in generating higher temperature gradients due to lesser time for heat conduction into the work sheet.
Figure 2 shows the various steps involved in TGM. Initially, a steep temperature gradient generates along the thickness direction due to laser beam irradiation as shown in Fig. 2a. It results in non-uniform thermal expansion in the heated region. The temperature of the top surface is higher therefore the thermal expansion is more at the top surface which leads to the bending of the worksheet away from the laser source as shown in Fig. 2b. The thermal expansion of the heated region is restricted by the surrounding cooler material which generates compressive thermal stresses in the heated region and tensile stresses in the surrounding cooler region. When these thermal stresses exceed temperature dependent flow stress, the plastic deformation occurs. The flow stress decreases with temperature and hence, the compressive plastic deformation occurs in the heated region. The cooler region does not undergo any deformation as the flow stress is high at low temperature. The top irradiated surface has the highest temperature and therefore, the compressive deformation is more at the top surface. The plastic deformation is negligible at the bottom surface due to lower temperature. The material contracts during cooling. The plastic compressive deformation causes local shortening at top surface. Thus the worksheet finally bends towards the laser source as shown in Fig. 2c. Thus the bending occurs due to difference between plastic deformation at top and bottom surfaces (Shi et al. 2006). A small plastic re-strain occurs during worksheet cooling as the yield stress and Young’s modulus return to the higher level (Lawrence et al. 2001). Figure 2d shows a typical TGM dominated laser bent mild steel sheet with a small bend angle. In general, bend angle in the range of 0.1 to 3° can be achieved in a single laser beam irradiation.

Process steps of temperature gradient mechanism (process condition for figure (d): laser power = 400 W, scanning speed = 400 mm/min, beam diameter = 6.77 mm and total number of laser beam irradiations = 3). a Temperature distribution due to laser irradiation. b Thermal expansion and stress distribution due to laser heating. c Final bending towards laser source and plastic strain distribution. d Laser bent mild steel specimen with TGM
2.2 Buckling Mechanism (BM)
The buckling mechanism (BM) occurs during laser bending of thin worksheets. In BM, temperature gradient between the top and bottom surfaces is negligible. BM generally occurs when a thin worksheet of high thermal conductivity material is irradiated with a laser beam of large beam diameter and low scanning speed. The beam diameter is about 10 times of the worksheet thickness (Hu et al. 2002).
Figure 3 shows the various steps involved in BM dominated laser bending process. The laser irradiation generates high temperature isotherms along the thickness direction as shown in Fig. 3a. It results in large amount of thermal expansion in the heated region. The thermal expansion is uniform along the thickness direction which is restricted by the surrounding material. This generates compressive stresses in the heated region. The buckling stiffness of the worksheet is less as the worksheet is thin. The buckling stiffness further reduces due to high temperature field caused by laser beam irradiation. Due to large beam diameter, the lateral expansion is more in the heated region. The combined effect of large thermal expansion and less buckling stiffness generates a buckle in the heated region as shown in Fig. 3b. The buckle tendency is more when the sheet is thin and coefficient of thermal expansion and temperature dependent flow stress are high. Once buckling is initiated, it extends along with laser beam irradiation. When thermal stresses exceed temperature dependent flow stress, plastic deformation occurs in the buckle. Finally, based on the direction of the buckle, the worksheet bends towards or away from the laser source as shown in Fig. 3c.

Process steps of buckling mechanism (process condition for Figure (d): Laser power = 150 W, scanning speed = 200 mm/min, beam diameter = 6.77 mm). a Temperature isotherm due to laser irradiation. b Growth and development of buckling due to uniform thermal stress along the thickness. c Final bending occurs due to buckling. d Laser bent aluminum thin sheet with BM
Figure 3d shows a typical laser bent thin aluminum sheet with BM dominated process conditions. It can be seen that the bend angle is significantly higher as compared with that obtained with TGM process conditions. In general, the bend angle in the range of 1°–15° can be achieved in a single laser scan using BM dominated process conditions. Unlike TGM, the counter bending does not occur in BM. However it has been noted that the bending direction is not certain in BM. Bending in BM is also governs by pre-curvature of the sheet, internal stresses and external or gravitational forces acted on the worksheet (Shi et al. 2006).
Li and Yao (2001) proposed an irradiation scheme by which a certain convex bending (away from laser source) can be achieved in BM without application of pre-bending or external mechanical constraints. In this scheme, the laser irradiation was started near to the middle of the scanning path instead from an edge of the worksheet. Jamil et al. (2011) studied the effect of rectangular beam geometries with different transverse width to length aspect ratio on BM dominated laser bending of thin sheets. The beam geometry played an important role in temperature distribution and deformation behavior. Longer beam dimensions in the scanning direction (in relation to its lateral dimension) produced higher temperatures and also had a tendency to form a concave shape.
Shi et al. (2006) gave a critical condition to know whether the process is dominated by the TGM or by the BM. The condition was given as:
where \( P,\;d,\;h,\;V,\;\eta ,\;k,\;\rho ,\;c,\;\mu ,\;A\;{\text{and}}\;\alpha_{th} \) are laser power, beam diameter, sheet thickness, scanning speed, correction factor, thermal conductivity, density, specific heat, Poisson’s ratio, absorption coefficient and coefficient of thermal expansion respectively. Also, the process conditions for the dominating mechanism can be obtained by using a Fourier number derived by Shi et al. (2008). It is given by,
where \( \alpha_{d} ,\;h,\;d\;{\text{and}}\;V \) are thermal diffusivity, sheet thickness, beam diameter and scanning speed respectively. The smaller value of the Fourier number corresponds to a TGM dominated laser bending while a high Fourier number indicates the dominance of BM.
2.3 Upsetting Mechanism (UM)
In upsetting mechanism (UM), the worksheet shortens and therefore, it is also called as shortening mechanism. This mechanism is used for shortening of small frames, pipe bending of various kinds of cross-sections and alignment of micro-parts.
In UM, due to laser irradiation high temperature isotherms occur along the worksheet thickness as shown in Fig. 4a. It results in uniform thermal expansion along the thickness. Due to uniform thermal expansion, the counter-bending does not occur. The thermal expansion is restricted by the surrounding cooler bulk material which generates compressive thermal stresses in the heated region. The worksheet is thick and the beam diameter is small; therefore, the buckling is prevented by the worksheet. When the thermal stresses in the heated region exceed temperature dependent flow stress, the plastic deformation occurs. The plastic deformation is uniform and compressive along the worksheet thickness. The plastic deformation is almost uniform along the worksheet thickness. During cooling it results in local shortening and thickening of the worksheet (Shi et al. 2012). As the worksheet is thick, a small temperature gradient occurs in the thickness direction. This results in little bending of worksheet with thickening of the irradiated region as shown in Fig. 4b.

Process steps of upsetting mechanism. a Temperature isotherm in thickness due to laser irradiation. b Final bending and thickening in UM
3 Edge Effect in Laser Bending Process
Heat conduction is the most significant parameter in laser bending. A schematic of variation in heat conduction during laser irradiation is shown in Fig. 5. It can be seen that the thermal conduction is low at the start and end of the irradiation line due to availability of less material. However it is uniform when laser beam is at the middle. This variation results in the higher surface temperatures near the edges and lower surface temperature at middle of the scanning path. The mechanical constraint provided by the surrounding cooler material also varies from one end to the other end of irradiation path. At start of laser irradiation path, the heated region is less. The surrounding cooler material provides higher restriction to the thermal expansion of the heated region. As the beam moves further, heat starts conducting in the surrounding cooler region and increases its temperature. This results in the reduction of flow stress of the material. Thus the plastic deformation in the heated region increases along the scan line. This can be seen in Fig. 6. When laser beam is just about to leave the worksheet surface, the worksheet material is heated all along the irradiation line. Therefore, the surrounding material provides less restriction to the thermal expansion caused by laser heating. In this way, the changes in thermal and mechanical constraints from start to end of the irradiation line affect the plastic deformation. Other thermal properties like convection coefficient and absorptivity also affect the distribution temperature into the worksheet (Bao and Yao 2001; Shen et al. 2010). The variation in thermal and mechanical constraints results in generation of non-uniform bend angle from one end to the other of the irradiation line as shown in Fig. 6. This variation in bend angle along the irradiation line is called as edge effect. In general, the edge effect is not desirable, but in some cases it can be utilized to generate complex shapes.

Non-uniform thermal conduction during laser irradiation

Schematic to show variation in bend angle along the irradiation line
Literature reports a number of methods to reduce the edge effect. Shen et al. (2010) showed that scanning speed is important parameter to control the edge effect and the combination of acceleration and deceleration scanning scheme can minimize the edge effects. Hu et al. (2013) proposed two methodologies to reduce the edge effect; first, to maintain a constant peak temperature along the irradiation path and the second, to put external mechanical constraint in the form of clamping at both ends of the irradiation path. These methodologies significantly reduced the edge effect. Zahrani and Marasi (2013) showed that number of irradiations, worksheet thickness, scanning speed and laser power in order of their significance directly affect the edge effect. They found that edge effect decreases with increase in number of irradiations, sheet thickness, scanning speed and decrease in beam diameter.
4 Curvilinear Laser Bending
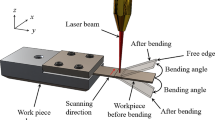
Straight line irradiation is used to produce uniform bending of simple parts about the irradiation path. However in many cases, work parts with complex or spatially curved geometries like spherical dome or ship hulls are required. Manufacturing of such complex geometries by using straight line irradiations is quite difficult. In such cases, instead of straight line, curvilinear irradiations are found to be more convenient and efficient (Zhang et al. 2007). The laser bending with curvilinear irradiation paths is called as curvilinear laser bending process. Hennige (2000) investigated the differences in the forming behavior of sheet metal parts using straight and curved irradiations. Various irradiation strategies were studied to generate the spherical dome shapes. It was suggested that the combination of radial and concentric irradiation lines can be used to produce spherical structures. The concentric lines were used for stabilizing the initial flat plate against wrinkling. Chen et al. (2004) studied the deformation behavior of laser curve bending of sheet and found that the deformation occurs only on one side of the scanning path along which the rigid constraint is relatively lower. Zhang et al. (2007) presented a finite element model of sheet metal forming using B-spline curve scanning of laser beam. The results showed that the peak temperature increases with increase in scanning path curvature and the laser curve bending produces a significant change of distortion under the same set of process conditions. The warping was found to be increased with scanning path curvature. Venkadeshwaran et al. (2010) studied the deformation of a circular plate subjected to a circular irradiation path with shifting of starting point. It was observed that discrete section heating in symmetry with shifting in starting point of irradiation in subsequent passes reduced the undesired waviness. Kant and Joshi (2014) found that the bending occurs outside of the scanning path curvature during circular irradiation of laser beam as shown in Fig. 7. They carried out numerical investigation on curvilinear laser bending of magnesium alloy using finite element method (FEM). The bending was offset near the edges while it was on the irradiation path at the middle of the scanning path. This behavior was found to be different from the straight line laser bending process where bending occurs on the irradiation line. In curvilinear irradiation , the bending offset was found to be increased with increase in beam diameter and laser power. It was also noted that the bend angle increases with increase in scanning path curvature. It may be due to absorption of more energy along the longer scanning path with higher scanning path curvature. Based on these initial numerical investigations, it was noted that a need exists for a detail experimental investigation on the effect of variation in the shape of laser path during TGM as well as BM based laser bending process. The next sections present the work carried out in this direction.

Bending behavior in curvilinear laser bending process (Kant and Joshi 2014, Copyright with authors)
5 Experimental Studies on TGM and BM Curvilinear Laser Bending of Aluminum Alloy
5.1 Experimental Details
In this section, the details of experiments carried out on curvilinear laser bending of aluminum alloy thin and thick worksheets are presented. The experimental studies were performed on commercially available aluminum alloy worksheet. The composition of material is shown in Table 1. The experiments were performed for TGM and BM dominated process conditions. In general, the TGM occurs in thick sheet and BM occurs in the thin sheets. Therefore, the specimen of two thicknesses i.e. 1.45 and 0.5 mm were used during the experiments. The specimen of thickness 1.45 mm was used for TGM laser bending while the specimen of 0.5 mm thickness was used for BM dominated laser bending process. The specimens of size 80 mm length and 50 mm width were cut by using CO2 laser cutting machine. The laser cutting was preferred over shear cutting as the former process provides dimensionally accurate specimen without pre-bending. Most of the metals have high reflectivity (low absorptivity). The absorptivity varies non-uniformly along the laser scanning path. This may be due to the presence of rust and other foreign particles on the surface of metal work-sheets. To increase the absorptivity, the specimens were coated with graphite spray prior to laser beam irradiation. The graphite spray coating increases the absorptivity and also helps to achieve uniform absorptivity along the laser scanning path. The coated specimens were allowed to dry for 1 h under normal room conditions.
The parabolic shaped curvilinear path was chosen for the experiments. The parametric equations of the parabola are given as:
where t is the controlling parameter. Figure 8 shows a parabolic curve with point A as the vertex and S as the Focus. Distance AS is denoted as a. It can be seen that the radius of curvature increases with increase in the value of a. For an infinite value of a, the parabolic curve tends to be a straight line. As shown in Fig. 9, seven different values of a were considered to study the effect of scanning path curvature.

Parabolic irradiation path

Scheme of parabolic irradiations
The laser heating was performed by using LVD Orion 3015 2.5 kW continuous wave CO2 laser machine. Figure 10 shows the Laser unit and the experimental set-up. The specimen was clamped over the laser machine bed using a fixture as shown in Fig. 10b. The laser beam was irradiated along the predefined path. Process (laser) parameters viz. laser power (P), scanning speed (V) and beam diameter (D) were varied to control the operation. The heated specimens were allowed to cool naturally after the laser beam irradiation. Each experiment was repeated thrice to study the repeatability. The bent specimen and the damaged coating are shown in Fig. 11.

Details of experimental setup a laser machine, b worksheet holding

Laser irradiated specimens
The bend angle produced due to laser beam irradiation was measured by using Zeiss make coordinate measuring machine (CMM). The bent specimen was kept on the anvil as shown in Fig. 12 and touch probe was moved in x, y and z direction to collect the data points on either side of the laser scanning path. The bend angle was computed at seven positions by recording coordinates of total twenty eight data points as shown in Fig. 13. Two points form a line. The bend angle was calculated between the two respective lines recorded on either sides of the laser beam irradiation. For a set of process conditions, the average of three trials was considered as the experimental value. The edge effect is computed as the relative variation in bend angle (RVBA) along the laser scanning path as (Zahrani and Marasi 2013):
where \( \theta_{\hbox{max} } ,\;\theta_{\hbox{min} } \) and \( \theta_{average} \) are the maximum, minimum and average bend angles along the scan line respectively. The edge effect is more when the value of RVBA is higher.

Touch probe of CMM used to measure bend angle of laser bent specimen

Bend angle measurements at various positions
5.2 Results and Discussion
This section deals with the discussion on the results obtained during parabolic irradiations of laser over the aluminum work sheets. Effects of process parameters on bend angle and deformation behavior are presented for both TGM and BM process conditions in the following sections.
5.2.1 Laser Bending Using TGM
The laser bending of aluminum sheet of 1.45 mm thickness is carried out with TGM process conditions. The effects of scanning speed, laser power and scanning path curvature on bend angle are discussed as below.
Figure 14 shows the effect of scanning speed on bend angle for the sheet thickness of 1.45 mm. It can be observed that for low laser power (300 W), the bend angle decreases with increase in scanning speed. The scanning speed controls the energy input into the specimen and the temperature gradient along the specimen thickness. For low power, at lower scan speed the effects of temperature gradient and energy input are almost in balanced condition. Therefore there is not much significant effect of scanning speed on the bend angle. For medium to higher scan speed, the bend angle decreases. It is due to less absorption of energy at higher scanning speed which reduces the peak temperature. This results in less plastic deformation in the heated region.

Effect of laser scanning speed on bend angle for 1.45 mm thick sheet
For higher laser power of 500 and 700 W, the bend angle increases with increase in scanning speed. It is because at higher laser power at higher scan speeds, the peak temperature at top surface is high enough to generate the required temperature gradient for the plastic deformation. At higher speeds, the time for energy absorption is less; therefore the temperature at the bottom surface is also less. This results in higher bend angles.
The laser power directly controls the energy input into the worksheet surface. The effect of laser power on bend angle for 1.45 mm thick sheet is shown in Fig. 15. It can be observed that the bend angle increases with increase in laser power when scanning speed is 4000 mm/min. It is due to more energy input at higher laser power and higher temperature gradient in the thickness direction at high scanning speed.

Effect of laser power on bend angle for parabolic irradiation for 1.45 mm thick aluminum sheet
At lower scanning speeds (1000–2000 mm/min), bend angle decreases with increase in laser power. It is due to high thermal conductivity of aluminum, significant temperature gradient cannot be maintained at lower scanning speed. This results in high temperature and more plastic deformation at bottom surface. As the laser power increases, the plastic deformation at bottom surface also increases which results in the decrease of bend angle with increase in laser power. The scanning speed 3000 mm/min has the intermediate effect. The bend angle first increases and then becomes constant with the increase in power.
In curvilinear laser bending process, the scanning path curvature is an important parameter which affects the laser bending process. In the present work, the laser beam has been irradiated in parabolic curved path. The details are presented in Sect. 5.1. The scanning path curvature was controlled by parameter a. Path curvature increases with increase in value of a (Fig. 9). For sheet thickness of 1.45 mm, the effect of increase in scanning path curvature on bend angle is shown in Fig. 16. It can be observed that the bend angle increases with increase in scanning path curvature. This may be due to the fact that for lower path curvature, the scanning length is more. Thus the proceeding material gets more preheated when the curvature of path is less. This result in lower temperature gradients and less bend angles. Also, for higher scanning lengths, more energy will be absorbed into the workpiece which may lead to more plastic deformation at bottom surface.

Effect of scanning path curvature on bend angle for 1.45 mm thick aluminum sheet with parabolic irradiation
For 1.45 mm sheet thickness, variation in bend angle along the laser scanning path for various scanning path curvatures is shown in Fig. 17. The bend angle was measured at seven different locations along the scanning path as shown in Fig. 13. From Fig. 17, no uniform pattern or trend can be noticed. For a = 15, the profile has been noted as wavy, however for a = 25 and 30, the profiles are almost flat. In most of the cases, higher bend angle was noted near the edges. The edge effect is calculated along the laser scanning path by using Eq. (5). It is observed that the edge effect (RVBA) is highest (32.05 %) for a = 15 and lowest (8.27 %) for the case of a = 30. The edge effect for straight line laser bending is found to be 24.8 %. This can be attributed to the probable change in bending mechanism from the start to the end of the laser scanning path. Initially when laser irradiation starts, the temperature gradient is high and when laser moves in the forward direction, the temperature gradient decreases due to the preheating of the material. Thus the process leads to the BM dominated process condition. After reaching the highest (peak) position of the scanning path curvature, laser starts moving to its end position. During this period of movement from the peak of curvature to the end-point of scanning path, the temperature gradient increases due to availability of less material for heat conduction. Thus the bend angle increases near the edges.

Variation in bend angle along the laser scanning path for 1.45 mm thick aluminum sheet
5.2.2 Laser Bending of Thin Sheets Using BM
The laser bending of aluminum sheet of 0.5 mm thickness is carried out with BM dominated process conditions. The effects of scanning speed, laser power, and scanning path curvature are discussed as below.
Figure 18 shows the effect of scanning speed on bend angle for the sheet thickness of 0.5 mm. It can be observed that the bend angle decreases with increase in scanning speed. It may be due to the combined effect of lesser energy input and high temperature gradient at higher scan speeds. In BM, bending occurs when the temperature gradient is negligible. The bend angle increases with increase in temperature isotherm along the worksheet thickness. It means the bend angle is more when the temperature gradient along the worksheet thickness is less. The increase in scanning speed increases temperature gradient along the thickness direction which further leads to the decrease in bend angle at higher scanning speed.

Effect of laser scanning speed on 0.5 mm thin sheet
In BM, the laser power is an important parameter which controls the bending of the worksheet. Figure 19 shows the effect of laser power on bend angle for sheet thickness of 0.5 mm. The bend angle increases with increase in laser power. For higher values of laser power, the temperature gradient along the thickness direction decreases due to quick flow of heat into the worksheets. The reduction in temperature gradient leads to increase in bend angle.

Effect of laser power on bend angle on 0.5 mm thick aluminum sheet with parabolic irradiation
Figure 20 shows the variation of bend angle with respect to scanning path curvature for sheet thickness of 0.5 mm. Figure 20 shows that for sheet thickness of 0.5 mm, the bend angle is almost constant with respect to the change in scanning path curvature. However, for a = 15, the bend angle it was found to be slightly less.

Effect of curvature on bend angle for 0.5 mm thick aluminum sheet with parabolic irradiation
Figure 21 shows the variation in bend angle along the laser scanning path for various values of path curvature. It can be seen that for straight line heating the bend angle increases from the start to the end in laser pass. It may be due to the fact that the temperature gradient is highest when laser irradiation starts and as laser beam proceeds, the temperature gradient reduces due to the intense preheating of work sheet. This leads to increase in bend angle along the scanning path. In curvilinear laser bending, the bend angle increases from laser start position, attains a peak and then decreases towards the laser end position. The similar trend is observed for all the scanning path curvatures (Fig. 21). It may be due to the bending offset phenomenon shown in Fig. 22.

Variation of bend angle along laser scanning path for 0.5 mm thick aluminum sheet

a Bending behavior in straight line laser bending process with laser power = 150 W, scanning speed = 200 mm/min, beam diameter = 6.77 mm; b Bending behavior in curvilinear laser bending process with laser power = 250 W, scanning speed = 300 mm/min, beam diameter = 6.77 mm
In straight line laser bending , the workpiece bends about the irradiation line as shown in Fig. 22a. The deformation behavior of curvilinear laser bending process was found to be quite different than that of the straight line laser bending process. In curvilinear laser bending, the bending did not occur over the scanning path. It occurred at the outside of the scanning path curvature as shown in Fig. 22b. It may be due to peak temperature offset and tendency of the sheet to bend outside of the scanning path curvature. Similar observations were noted by Kant and Joshi (2013) during the numerical investigations on curvilinear laser bending (Sect. 4). However, at the middle of the scanning path, the bending was occurred over the irradiation path. For this study, the edge effect was calculated along the laser scanning path by using Eq. (5). It was observed that the edge effect (RVBA) is highest (51.24 %) for the straight line laser bending and lowest (25.43 %) for the case of a = 30. It was also observed that the edge effect in TGM is comparatively less with that of with BM.
6 Conclusions
Laser bending is an important manufacturing process which is gaining importance as it is evident from a large number of papers appearing in journals. In this chapter, basics of laser bending process, various bending mechanisms and the edge effect during laser bending process have been presented. Advantages and limitations of the laser bending process are discussed. In this work, experimental studies on curvilinear laser bending of aluminum alloy sheets have been carried out. For parabolic irradiation, the effects of various process parameters viz. laser power, scanning speed and scanning path curvature on bend angle have been studied. Edge effects for two different mechanisms i.e. temperature gradient mechanism (TGM) and buckling mechanism (BM) are studied.
The experimental study revealed that a combination of high scanning speed and high laser power produces higher bend angle in TGM dominated laser bending process. However in BM, a combination of low scanning speed and high laser power was found to be generating larger bend angle. The scanning path curvature was found to an influencing parameter in the laser bending process. The deformation behavior of curvilinear laser bending was found to be different from that of straight line laser bending process. The workpiece was found to be bent outside of the scanning path curvature. These observations validated the findings reported by Kant and Joshi (2014) based on their numerical work. The presented results may be useful to the engineers and scientists working in the area of Laser forming.
References
Bao, J., & Yao, Y. (2001). Analysis and prediction of edge effects in laser bending. Journal of Manufacturing Science and Engineering, 123, 53–61.
Casamichele, L., Quadrini, F., & Tagliaferri, V. (2007). Process-efficiency prediction in high power diode laser forming. Journal of Manufacturing Science and Engineering, 129, 868–873.
Chen, D., Wu, S., & Li, M. (2004). Deformation behaviours of laser curve bending of sheet metals. Journal of Materials Processing Technology, 148, 30–34.
Chen, G., & Xu, X. (2001). Experimental and 3D finite element studies of CW laser forming of thin stainless steel sheets. Journal of Manufacturing Science and Engineering, 123, 66–73.
Cheng, J., & Yao, Y. (2001). Cooling effects in multiscan laser forming. Journal of Manufacturing Processes, 3, 60–72.
Geiger, M., Merklein, M., & Pitz, M. (2004). Laser and forming technology—an idea and the way of implementation. Journal of Materials Processing Technology, 151, 3–11.
Hennige, T. (2000). Development of irradiation strategies for 3D-laser forming. Journal of Materials Processing Technology, 103, 102–108.
Hu, Z., Kovacevic, R., & Labudovic, M. (2002). Experimental and numerical modeling of buckling instability of laser sheet forming. International Journal of Machine Tools and Manufacture, 42, 1427–1439.
Hu, J., Xu, H., & Dang, D. (2013). Modeling and reducing edge effects in laser bending. Journal of Materials Processing Technology, 213, 1989–1996.
Jain, V. K. (Ed.). (2012). Micromanufacturing processes (pp. 283–303). CRC Press, Boca Raton.
Jamil, M., Sheikh, M., & Li, L. (2011). A study of the effect of laser beam geometries on laser bending of sheet metal by buckling mechanism. Optics & Laser Technology, 43, 183–193.
Kannatey-Asibu, E. (2009). Principles of laser materials processing. Hoboken, New Jersey: Wiley.
Kant, R., & Joshi, S. N. (2013). Finite element simulation of laser assisted bending with moving mechanical load. International Journal of Mechatronics and Manufacturing Systems, 6, 351–366.
Kant, R., & Joshi, S. N. (2014). Numerical modeling and experimental validation of curvilinear laser bending of magnesium alloy sheets. Proceedings of The Institute of Mechanical Engineering Part B: Journal of Engineering Manufacture, 228, 1036–1047.
Lawrence, J., Schmidt, M. J. J., & Li, L. (2001). The forming of mild steel plates with a 2.5 kW high power diode laser. International Journal of Machine Tools and Manufacture, 41, 967–977.
Li, W., & Yao, Y. (2000). Numerical and experimental study of strain rate effects in laser forming. Journal of Manufacturing Science and Engineering, 122, 445–451.
Li, W., & Yao, Y. (2001). Numerical and experimental investigation of convex laser forming process. Journal of Manufacturing Processes, 3, 73–81.
Ocana, J., Morales, M., Molpeceres, C., Garcia, O., Porro, J., & Garcia-Ballesteros, J. (2007). Short pulse laser microforming of thin metal sheets for MEMS manufacturing. Applied Surface Science, 254, 997–1001.
Shen, H., Hu, J., & Yao, Z. (2010). Analysis and control of edge effects in laser bending. Optics and Lasers in Engineering, 48, 305–315.
Shen, H., & Vollertsen, F. (2009). Modelling of laser forming—an review. Computational Materials Science, 46, 834–840.
Shi, Y., Liu, Y., Yao, Z., & Shen, H. (2008). A study on bending direction of sheet metal in laser forming. Journal of Applied Physics, 103, 053101.
Shi, Y., Liu, Y., Yi, P., & Hu, J. (2012). Effect of different heating methods on deformation of metal plate under upsetting mechanism in laser forming. Optics & Laser Technology, 44, 486–491.
Shi, Y., Yao, Z., Shen, H., & Hu, J. (2006). Research on the mechanisms of laser forming for the metal plate. International Journal of Machine Tools and Manufacture, 46, 1689–1697.
Singh, K. (2013). Effect of lime coating on laser bending process. M.Tech. thesis, IIT Guwahati.
Venkadeshwaran, K., Das, S., & Misra, D. (2010). Finite element simulation of 3-D laser forming by discrete section circle line heating. International Journal of Engineering Science and Technology, 2, 163–175.
Walczyk, D., & Vittal, S. (2000). Bending of titanium sheet using laser forming. Journal of Manufacturing Processes, 2, 258–269.
Wu, D., Zhang, Q., Ma, G., Guo, Y., & Guo, D. (2010). Laser bending of brittle materials. Optics and Lasers in Engineering, 48, 405–410.
Yanjin, G., Sheng, S., Guoqun, Z., & Yiguo, L. (2003). Finite element modeling of laser bending of pre-loaded sheet metals. Journal of Materials Processing Technology, 142, 400–407.
Zahrani, E. G., & Marasi, A. (2013). Experimental investigation of edge effect and longitudinal distortion in laser bending process. Optics & Laser Technology, 45, 301–307.
Zhang, P., Guo, B., Shan, D., & Ji, Z. (2007). FE simulation of laser curve bending of sheet metals. Journal of Materials Processing Technology, 184, 157–162.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer India
About this chapter
Cite this chapter
Kant, R., Bhuyan, P.M., Joshi, S.N. (2015). Experimental Studies on TGM and BM Dominated Curvilinear Laser Bending of Aluminum Alloy Sheets. In: Joshi, S., Dixit, U. (eds) Lasers Based Manufacturing. Topics in Mining, Metallurgy and Materials Engineering. Springer, New Delhi. https://doi.org/10.1007/978-81-322-2352-8_5
Download citation
DOI: https://doi.org/10.1007/978-81-322-2352-8_5
Published:
Publisher Name: Springer, New Delhi
Print ISBN: 978-81-322-2351-1
Online ISBN: 978-81-322-2352-8
eBook Packages: EngineeringEngineering (R0)