
Abstract
Laser forming is a comparatively recent technique which has been developed to shape metal components. It has also been applied to the forming of composite materials. In this process, thermal stresses are produced in the sheet metal by irradiating the surface of the sheet using a controlled defocused laser beam. This causes the sheet to bend, usually, towards the side of the sheet which is exposed to laser irradiation. The laser beam power, scan speed, beam size, and number of laser passes determine the shape of the final product. Laser forming is different when compared to the traditional forming techniques like bending, drawing, pressing, stamping, etc. in the sense that it is a non-contact technique. Hence, the advantage of the laser forming process for a small batch of components is its flexibility and reduction in cost and time. Research to-date on laser forming has been done theoretically, experimentally, and numerically. Effect of almost all the parameters—geometric, material and energy—affecting the shape of final product have been studied at length. Some experimental studies have been carried out using surface coating like graphite on the face of the sheet where the laser is passed. However, there are limited studies on the effect of different surface coatings on laser forming of sheets. Hence, the objective of the present work is to investigate the effect of different surface coatings on the laser forming of metal sheets. In the present work, mild steel is selected as the work material. Two different coatings, viz., commercial lime and cement are selected. First, the effect of the coatings is studied on simple line bending operation. The experiments are carried out at different values of laser power and laser scan speed for each coating. The results are compared with the results obtained from line bending of uncoated specimen. It is found that the cement coating performs better than the lime coating. Next, the effect of coatings is investigated on laser forming of complex shapes like dome and bowl shaped surfaces. For each coating the experiments are carried out at different values of laser power. It is found that the cement coated specimens can undergo more deformation than the lime coated specimens.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
1 Introduction
1.1 What Is “Laser”?
The word “laser” is an acronym for “light amplification by stimulated emission of radiation”. Radiation refers to “electromagnetic radiation” of which light is a special case. Laser light is different from the ordinary light because it has photons of same frequency, same wavelength and phase. While ordinary light is multidirectional a laser beam is highly unidirectional. Hence, laser has high power density and better focusing characteristics. The output of the laser can be continuous or pulsed. Continuous means that the power output is constant whereas it is not in the case of pulsed. An overview of the short pulsed laser is given in Table 1 (Meijer 2004).
Lasers are classified in different types depending on the type of lasing medium employed. The lasing medium can be solid, gas, liquid, semiconductor. Some of the examples are as follows:
-
(a)
Solid-state lasers where the lasing material is distributed in a solid matrix such as the ruby and Nd: Yag (neodymium doped yttrium–aluminium garnet) lasers.
-
(b)
Gas lasers (argon and helium-neon) have a primary output in the visible red light. CO2 lasers emit energy in the far-infrared, and are used for cutting hard materials.
-
(c)
Excimer lasers use reactive gases (e.g., chlorine and fluorine) mixed with inert gases (e.g., argon, krypton, or xenon).
-
(d)
Dye lasers use organic dyes (e.g., rhodamine 6G) in liquid solution as lasing media, and
-
(e)
Semiconductor lasers (also called diode lasers) are different from solid-state lasers. They use low power and are small in size. They find application in laser printers/CD players.
The CO2 laser is one of the earliest gas lasers to be developed (invented by an Indian named Dr. C.K.N. Patel of Bell Labs in 1964). It is also one of the highest power continuous wave lasers and the most useful. It is also very efficient: the ratio of output power to pump power can be as large as 20 %. As shown in Table 1 the CO2 laser produces a beam of infrared light with the wavelength bands centering around 9.4 and 10.6 µm. The active lasing medium (laser gain/amplification medium) is a gas discharge which is air-cooled (water-cooled in higher power applications). The filling gas within the discharge tube consists primarily of: Carbon dioxide (CO2) (around 20–35 %), Nitrogen (N2) (around 10–20 %), Hydrogen (H2) and/or xenon (Xe) (a few percent; usually only used in a sealed tube.), and Helium (He) (which forms the remainder of the gas mixture). The specific proportions vary according to the particular laser. Because of the high power levels available combined with reasonable cost for the laser, CO2 lasers are frequently used in material processing applications like cutting and welding, surgical applications (as water absorbs this frequency of light very well) like laser surgery, skin resurfacing, treatment of skin conditions, construction of microfluidic devices, military range finding using LIDAR techniques, enriching uranium using Silex process etc. In the present work, CO2 laser (Model: Orion, Make: LVD) is used for all the studies.
1.2 Forming Process
Forming process is a process that changes the shape of the material by producing plastic deformation. This is carried out by applying compressive stress or tensile stress or shear stress or combination of stresses on the material. There is no removal of material in this process. The material is only deformed in this process. Forming processes may be of different types, for example: compressive forming, tensile forming, bending (combined tensile and compressive forming), shearing (combined tensile and compressive forming).
1.3 Manufacturing Through Lasers
Laser in manufacturing is further classified into two main categories namely
-
(a)
laser forming and,
-
(b)
laser assisted forming.
In laser forming , the final shape of the part is obtained by the exclusive use of the laser technology, eliminating other operations of the traditional forming. On the other hand laser assisted forming combines the features of both the laser forming and the traditional forming operations.
2 Laser Forming
Traditionally, machining and metal forming are two prominent methods of making a finished product from raw material. Machining is a process in which material is removed in the form of chips by means of a tool in machines like lathe, shaper etc. Some of the examples of machining process are cutting, shaping, milling, etc. On the other hand, in metal forming finished product is obtained by inducing plastic deformation in the material. During this process no material is removed. However, some material is removed during finishing operation to obtain the final product. Some of the examples of forming process are deep drawing, bending, spinning, etc. Metal forming can again be classified into two process namely bulk metal forming and sheet metal forming. In bulk metal forming process the work piece has a high volume to surface area ratio. Examples are rolling, extrusion, wire drawing, forging, etc. In sheet metal forming the work piece has a low volume to surface ratio. The deformation in the thickness direction is not desirable. Some of the examples of sheet metal forming process are deep drawing, stretch forming, bending, spinning, etc. Despite having low process time, accurate results are difficult to obtain through these conventional techniques (Dixit and Dixit 2008).
Laser forming is one of the newer forms of unconventional form of shaping a metallic or a non-metallic material. In this process, work piece, usually in the form of sheets, is deformed into a desired shape by irradiating the surface using high powered laser beam. This leads to development of thermal stresses especially near the heated area. The work piece expands and when it is restrained by the surrounding material localized plastic deformation takes place. On cooling, the bending takes place towards the laser beam. The desired shape of the work piece is achieved by controlled plastic and elastic deformation. Figure 1 shows the schematic diagram of the laser forming process. Laser forming is different when compared to the traditional forming techniques like drawing, stamping, pressing, etc. in the sense that it is a non-contact technique. Also, it is a highly flexible and low-volume manufacturing process.

Schematic view of a straight line bending of a flat metal sheet by a defocused laser beam
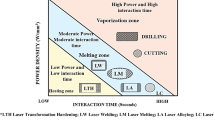
Laser forming can also be used for cutting, welding, and drilling operation by changing the processing parameters. It is used to deform sheets of various metals e.g., stainless steels, aluminium alloys, magnesium alloys etc., which have high coefficient of thermal expansion. Also, many hard and brittle materials, such as titanium and nickel alloys, ceramics, glass, semiconductors, etc. also can be formed with little distortion or degradation.
2.1 Parameters Affecting Laser Forming
In laser forming, the shape and the position of the zone, intended to be deformed into desired shape, is determined by a number of parameters which can broadly be divided into three groups- energy parameters, material parameters, and work piece related parameters. Next, each group is discussed in more detail.
-
(a)
Energy based parameters: These parameters are directly related to the laser being used to form the product. The forming process is affected by the laser power, scanning speed (or the feed rate), geometry and size of laser beam, number of passes, absorption coefficient of the material, cooling conditions etc.
-
(b)
Material parameters: The material properties of the material being formed have a direct influence on the forming process. Some of these are Young’s modulus, Poisson’s ratio, thermal expansion coefficient, thermal conductivity and heat capacity.
-
(c)
Work piece related parameters: The geometric parameters of the sheet being formed also affect forming. This includes the sheet thickness, length and width. The sheet thickness is considered the most important geometric parameter (Singh 2013) in forming process.
2.2 Advantages and Disadvantages of Laser Forming
Laser forming process induces thermal stresses in the material using high powered laser beam without making any physical contact. Hence, the laser forming technique has the following advantages over the conventional metal forming processes.
-
(a)
The lead time, i.e., the time required to design a product before it is actually manufactured is eliminated as conventional tools like die and punch, hammer, mallet etc. are not required.
-
(b)
The cost of the forming process is greatly reduced because no tool or external forces are involved in the process.
-
(c)
It is good for small batches and for a variety of sheet metal components.
-
(d)
Quality of the product is improved by this process. Accurate deformations and patterns can be achieved because there is no spring-back effect.
-
(e)
Even unreachable areas of a complex shaped work piece can be given the desired shape because of the non-contacting nature of the process.
-
(f)
Laser bending is suitable for materials which are difficult to form by mechanical approaches. Processing of brittle, hard, and heavy materials such as titanium alloy, nickel alloy, ceramics, etc. can be carried out at hot condition.
-
(g)
By applying specific irradiation patterns, a metal sheet can be formed into complex curved shapes like dish, screw, cone, saddle etc.
-
(h)
It can be used for the forming of the laser parts at micro scale. Such a forming is called micro forming (µforming).
-
(i)
Laser forming can be used for automated production as it is easy to control the process parameters.
Although laser forming has the aforementioned advantages, it does suffer from certain drawbacks which are discussed below.
-
(a)
The laser forming process is a slow process compared to mechanical process.
-
(b)
This process is energy consuming because of the low energy conversion factor of the laser source.
-
(c)
Protective gears must be worn by the personnel and safety measures must be followed strictly because the reflection of the laser beam in all directions from the metal surface may cause damage.
3 Literature Review of Some Recent Work
Application of laser forming in the field of manufacturing specially forming is relatively new. One of the first references to the use of laser as the heat source for bending was in the work of Scully (1987). Further details and references on the laser forming process and process mechanisms can be found in Steen and Mazumder (2010) and references cited therein. A recent review on modelling of laser forming has been presented by Shen and Vollersten (2009) and some recent developments applicable to macro and micro laser forming have been discussed by Dearden and Edwardson (2003). In the present work, a brief overview of literature on laser forming specifically using some form of coating on the material surface during the laser bending process is presented.
Barletta et al. (2006) defined and investigated a new hybrid forming process consisting of a fluidized bed pre-treatment to coat with Al2O3 and pre-curve aluminium thin sheets and subsequently diode laser forming to perform the proper line bending of fluidized bed pre-treated sheets. A comparison with the diode laser forming of untreated aluminium thin sheets was carried out. Their experimental results showed that the bending angles up to 45° could be achieved on Al2O3 coated aluminium thin sheets employing output power in the range of 150–250 W. The uncoated specimens exhibited maximum bending angles of 25° employing output power of about 400 W. Recently, Roohi et al. (2012) studied the effect of external forces assisting the laser bending—known as “External Force Assisted Forming Process”. They used anodised and graphite coated 5 mm thick Al-5005 alloy. It was found that the bending angle increased by about 30 %, in laser assisted bending in comparison to laser bending at the same values of the parameters. A numerical simulation using ABAQUS package was also performed which found that the equivalent plastic strain in laser forming process increases in a step wise manner with increasing the number of scanning passes. Griffiths et al. (2010) employed finite element modelling to ascertain the quantitative contribution of various process parameters such as thermal, geometrical and coefficient of absorption towards the variation in the bend angle per pass with multiple irradiations. They found that the thermal parameters have lesser influence than the geometrical parameters and coefficient of absorption. Burning-off of the graphite coating due to continued irradiation affects the achievement of bend angle significantly. The effect of different coatings, viz., lime, graphite and grease, was studied by Singh (2013). He studied the effect of coatings on the absorption of CO2 laser beam in line bending of mild steel sheets. The bend quality was compared with mechanically bent sheets. It was observed that all the coatings increased the coefficient of absorption. More than 100 % increase in the coefficient of absorption for the case of graphite coated sheets was observed. The increase for lime coated sheets was found to be in the range of 400–1500 %.
4 The Objective of the Present Work
Based on the review of some recent work in Sect. 3, it can be seen that the use of coatings in laser forming process is very important. Use of coatings increases the coefficient of absorption of laser, which in turn causes greater deformation. Singh (2013) studied the effect of coatings on line bending. However, it is felt that there is need to study the effect of coatings further using some more coatings. Also, the effect of coatings needs to be studied for more complex shapes. The present work, thus, extends the work of Singh (2013) and explores these aspects further. The specific objectives of this work are
-
(a)
to study the effect of different coatings on the line bending of mild steel sheets at various levels of laser power, and scan speeds,
-
(b)
to identify a suitable coating, which leads to maximum bending angle, and
-
(c)
to study the effect of the coating identified in (b) on the forming of complex shapes like bowl and dome.
5 Experimental Details
In the present work, commercially available mild steel is used for all the studies. All the specimens have the thickness of 2 mm. First, tensile tests are carried out. For this flat tensile test specimens are prepared along the three different directions of the sheet namely 0°, 45°, and 90° respectively. In each direction three specimens were prepared. Figure 2 shows the different tensile test specimens, and tensile test setup. Figures 3, 4 and 5 show the stress-strain curves for the tensile test specimens in three different directions. From the experimental results, the yield strength, ultimate strength, and fracture strength of the mild steel used in the current work was found to be 274 MPa (standard deviation: 9.21 MPa), 383 MPa (standard deviation: 5.74 MPa), 305 MPa (standard deviation: 30.54 MPa) respectively.

Tensile test: a specimens, b setup, and c close up view of the setup

Stress–strain curves for mild steel sheet along 0° direction for three different specimens

Stress–strain curves for mild steel sheet along 45° direction for three different specimens

Stress–strain curves for mild steel sheet along 90° direction for three different specimens
The specimens used for the experimental work were cut by a CNC 2.5 kW CO2 laser cutting machine (Model: Orion 3015, Make: LVD). They were cleaned with acetone to remove any foreign particle from the surface. The same laser machine was used to impinge laser beam on the specimen surface. Figure 6 shows the photograph of the experimental setup used in the present work with different parts labelled. A circular laser beam of 3 mm diameter with a stand-off distance of 30 mm was used in Gaussian mode. Various levels of laser power and scanning speed were used in the experiments. The specific values are mentioned in respective sections.

A photograph of the experimental setup
As mentioned in the previous section, application of surface coating during laser forming leads to increase in the coefficient of absorption. This results in more deformation when compared to uncoated specimens. Singh (2013) found that lime coating performed better than the graphite and grease coatings. Hence, in this work, graphite and grease coatings are not considered. For the present study, lime coating is considered along with commercially available cement. Lime coating was prepared using following procedure. Commercially available lime (CaO) was put in a beaker and 100 ml water was added slowly. It is well known that when lime is mixed with water, it forms calcium hydroxide, which is also called slaked lime. The temperature of the mixture rises considerably on addition of water. In the meantime, the mixture is stirred well to ensure a homogeneous mix. Then, the mixture is kept for about one hour after which the lime precipitates at the bottom leaving some water at top. The water is then gently removed. The mixture which remains later is used as a coating. The cement coating is prepared in a similar manner. The amount of heat released is considerably lower when preparing cement coating.
The coatings are applied manually using a brush uniformly on the mild steel specimens. About 0.2 mm thick coating is applied in the middle of all the specimens. After applying the coating, the samples are dried to remove the moisture, although it has already been reported by Singh (2013) that moisture does not affect the performance of the coatings. Some experiments were also conducted by mixing sand particles with both lime and cement coatings. However, no substantial changes were observed and hence the results are not reported.
6 Effect of Surface Coatings on Energy Absorption
First, the effect of surface coatings on energy absorption is studied. Mild steel samples of size 50 mm × 50 mm and thickness 2 mm are prepared. An infrared pyrometer (Make: Raytek) is placed at a distance of 2 mm from the bottom surface of the specimen at a point directly beneath the midpoint to measure the temperature at that point. The output cable from the pyrometer is directly connected to a computer where DATATEMP software records the temperature as a function of time. For each data point the experiment is repeated three times. Number of passes is taken as 10.
Figures 7, 8 and 9 show the variation of maximum temperature of the bottom surface of the sheet for first three passes at three different values of laser power and laser scan speed. As expected, the temperature rises with increasing the laser power and decreases with increase in scan speed. The error bar shows significant deviation at higher value of laser power. One of the reasons may be due to the non-uniformity of the sheet thickness over different specimens. The repeatability is better at the lower values of laser power.

Variation of maximum temperature with scan speed for uncoated sheet at different laser powers for first pass

Variation of maximum temperature with scan speed for uncoated sheet at different laser powers for second pass

Variation of maximum temperature with scan speed for uncoated sheet at different laser powers for third pass
Figures 10, 11 and 12 show the effect of hydrated Lime coating on the maximum temperature at the bottom surface of the specimen for first three passes at three different values of laser power and laser scan speed. As in the case of uncoated sheet, the temperature increases with increasing laser power and decreases with increasing scan speed. As compared with the uncoated specimens it can be clearly seen that the maximum temperature for a given laser power and scan speed is higher especially for 200 and 300 W case.

Variation of maximum temperature with scan speed for lime coated sheet at different laser powers for first pass

Variation of maximum temperature with scan speed for lime coated sheet at different laser powers for second pass

Variation of maximum temperature with scan speed for lime coated sheet at different laser powers for third pass
Figures 13, 14 and 15 show the effect of cement coating on the maximum temperature at the bottom surface of the specimen for first three passes at three different values of laser power and laser scan speed. It can be clearly seen that for any given laser power and scan speed the maximum temperature is higher as compared to the uncoated and lime coated specimens. This is because unlike the lime coating which wears off after second pass the cement coating wears off slowly. Again, the maximum temperature increases with increase in laser power and decreases with increase in scan speed.

Variation of maximum temperature with scan speed for lime coated sheet at different laser powers for first pass

Variation of maximum temperature with scan speed for lime coated sheet at different laser powers for second pass

Variation of maximum temperature with scan speed for lime coated sheet at different laser powers for third pass
7 Effect of Different Coatings on Line Bending of Mild Steel Sheets
Next, the effect of different coatings on simple line bending of mild steel sheets is investigated. For this study, mild steel sheet specimens of size 150 mm × 100 mm × 2 mm were made. The specimens were cut by the 2.5 kW CO2 laser cutting machine (Model: Orion 3015, Make: LVD) and were cleaned in acetone. The specimens were held as a cantilever beam along the 100 mm edge and built-in length was 10 mm. For each data point the experiment was repeated three times. Laser beam diameter was kept constant at 6 mm. Laser beam path was 100 mm from the fixed end and along 100 mm width.
Figures 16, 17 and 18 show the variation of bending angle with laser power for uncoated, lime coated, and cement coated specimens respectively. It can be seen that for all the coatings the bending angle increases with increasing the laser power and decreasing the scan speed. It can be clearly seen from the figures that for a given laser power and scan speed the bending angle for the cement coated specimen is more as compared to uncoated and lime coated specimens.

Variation of bending angle with laser power for uncoated specimens for three different scan speeds after 10 passes

Variation of bending angle with laser power for lime coated specimens for three different scan speeds after 10 passes

Variation of bending angle with laser power for cement coated specimens for three different scan speeds after 10 passes
Figures 19, 20 and 21 show the line bent specimens for uncoated, lime coated, and cement coated specimens respectively at 300 W laser power, 5 mm/s scan speed, and total of 10 passes.

Uncoated line bent specimen (power: 300 W, scan speed: 5 mm/s, number of passes: 10)

Lime coated line bent specimen (power: 300 W, scan speed: 5 mm/s, number of passes: 10)

Cement coated line bent specimen (power: 300 W, scan speed: 5 mm/s, number of passes: 10)
To summarize, first, the effect of lime and cement coatings is studied for absorption. It is found that the use of coatings leads to increase in absorption which is evident by increase in the temperature measured at the bottom surface of a specimen. Also, it is found that the temperature measured at the bottom surface of a specimen is the highest for the cement coated specimen for all values of laser power and scan speeds. Then, the effect of lime and cement coatings is studied on a simple line bending operation. Again, it is observed that the cement coated specimens show higher values of bending angles as compared to lime coated and uncoated specimens. Hence, the conclusions are: (a) use of surface coatings leads to increase in the absorption, and (b) cement coating performs better than the lime coating.
8 Effect of Surface Coatings on Generation of Complex Shaped Surfaces
In the previous section, the effect of different coatings was studied on simple line bending operation. It was found that the use of coatings, in general, leads to increase in the absorption. Also, cement coating was found to be better than the lime coating. Laser forming a three dimensional shape from metal sheets requires multiple irradiation strategy i.e., passing the laser along different paths. The present section presents the effect of cement coating on laser forming of three dimensional shaped surfaces viz., dome and bowl. First, the effect of cement coating is studied on forming of dome shaped surface and then on bowl shaped surface.
8.1 Dome Shaped Surfaces
Maji et al. (2014) investigated the forming of dome shaped surface under temperature gradient mechanism. In the present section, we study the effect of cement coating on forming of dome shaped surface from a square metal sheet. Again, a CNC controlled 2.5 kW CO2 laser machine (Model: Orion, Make LVD) is used to impinge the laser beam on the surface. Circular laser beam of 3 mm diameter at a stand-off distance of 30 mm is used in Gaussian mode. Four levels of laser power—200, 300, 400, and 500 W—are used. Mild steel sheet specimens of dimension 120 mm × 120 mm × 2 mm were cut from a large sheet using laser cutting. The specimens were cleaned in acetone to remove any unwanted dirt and grease before they are used as work piece in the experiments. The work piece was kept freely on a flat surface on the workbench of the laser machine. The total number of laser pass is kept at one and scan speed chosen is 5 mm/s.
As stated earlier, forming of complex 3D shaped surfaces requires multiple irradiation strategies. Hennige (2000) has described various scanning strategies using both simple and curved laser scan paths for laser forming of dome shaped surface from flat sheet metals. He also investigated the forming behaviour of sheet metal in case of simple and curved scan paths. The differences were identified and explained. Also, some finite element analysis results for curved laser forming were presented for better understating of the 3D laser forming process. Kim and Na (2009) proposed two methods, distance-based and angle-based, to generate an irradiation strategy and to form angles at each irradiation path.
In the present work, the irradiation strategy mentioned in Yang et al. (2010) is adopted. Figure 22 shows the schematic of the laser scan strategy used in the present work. This scan strategy involves two types of laser scans i.e., diagonal and axial which are used alternatively. The scan starts at the point marked ‘Start’ and moves diagonally to point 2 as shown in the Fig. 2. Then, the laser is moved from point 2 to point 3 axially downwards and then moved diagonally to point 4 followed by axial scan to point 5 followed by diagonal scan to 6 and so on until the laser reaches the point 9 which also happens to be the starting point. From there the laser is moved to point 10 and the previous steps are repeated until the laser reaches the center of the sheet. In the present work, the scan strategy was first drawn in AUTOCAD software from which the CNC code was generated using CADMAN-PL software. A total of three diagonal and three axial scan per quadrant of the sheet were used.

Laser irradiation strategy proposed by Yang et al. (2010) is considered in the present experimental work for forming dome shaped surface
Figure 23 shows the dome height measured at the center of the dome with different laser power for both the uncoated and cement coated specimens. All the heights were measured using coordinate measuring machine. It can be seen that the cement coated specimens have higher deformation level. However, the difference is not significant except at 400 W laser power. One of the possible reason is that only one pass has been used. It would be interesting to see the effect of multiple irradiations and the investigation is left for future work. The final shape of the specimens is shown in Fig. 24 for both uncoated and cement coated case. The scan lines can be clearly seen. The front view of the dome is shown in Fig. 25 where the red lines show the dome height.

Height of dome at the center for different values of laser power for uncoated and cement coated specimens. For each data point three specimens were tested

Dome shaped specimens: a uncoated specimen, b cement coated specimen

Dome shaped specimen after laser forming. The horizontal red lines show the dome height measured from the base to the top most point at the center of the specimen
8.2 Bowl Shaped Surfaces
Chakraborty et al. (2012) investigated the effect of process parameters, viz., laser spot diameter, laser power, and scan speed on the in-plane and out-of-plane forming of circular stainless steel specimens for various circular and radial scan schemes. Shaping of a circular specimen into a bowl requires both in plane thickening and out-of-plane bending. It offers considerable challenge for the laser forming. Hence, in the present work, this case is selected for studying the effect of cement coating. Again, a CNC controlled 2.5 kW CO2 laser machine (Model: Orion, Make LVD) is used to impinge the laser beam on the coating surface. Circular laser beam of 3 mm diameter at a stand-off distance of 30 mm is used in Gaussian mode. Four levels of laser power (200, 300, 400, and 500 W) are used. Circular specimens of mild steel sheet of diameter 100 mm × 2 mm were cut from a large sheet using laser cutting. The specimens were cleaned in acetone to remove any unwanted dirt and grease before they are used as work piece in the experiments. To ensure that the specimen does not move during the forming operation a circular hole of diameter 6 mm was made at the center of specimen through which the specimen was held on a base plate with the help of screw and nut. As suggested in Chakraborty et al. (2012), a gap was maintained between the base plate and the specimen by use of washers.
In the present section, the irradiation strategy mentioned in Chakraborty et al. (2012) is adopted. Figure 26 shows the schematic of the laser scan strategy used in the present work. Three circular scans (scans 2, 4, and 6) and three radial scans (scans 1, 3, and 5) are used alternatively to achieve the final shape. Further details can be found in Chakraborty et al. (2012).

Laser scan scheme proposed by Chakraborty et al. (2012) considered in the present experimental work for forming bowl shaped surface
Figure 27 shows the bowl height at the center of both the uncoated and cement coated specimen at different values of laser power. As in laser forming of dome shaped surface, the cement coated specimens have higher deformations. Figure 28a, b show the top view and front view of the bowl shaped specimen after the completion of the laser scan.

Height of bowl at the center for different values of laser power for uncoated and cement coated specimens. For each data point three specimens were tested

Bowl shaped specimens: a the top view, and b shows the side view of cement coated specimen. In b the horizontal red lines show the dome height measured from the base to the top most point at the center of the specimen
9 Conclusion
In the present work, the experimental investigations on the performance of lime and cement coating in laser forming are carried out. Mild steel is used as the working material for all the experiments. The sheet thickness and laser spot diameter is kept constant in all the experiments. First, the effect of coatings is studied on simple line bending operation. Then, the effect of cement coating is studied on laser forming of more complex shapes like bowl and dome. The conclusions, based on the above studies, are presented in the next section. On the basis of the results presented in Sects. 7 and 8, the following specific conclusions are made:
-
(a)
The use of surface coatings leads to increase in the absorption of laser. This is evident by the increase in the temperature measure at the bottom of the sheet as compared to the uncoated specimen.
-
(b)
The increase in temperature at the bottom of the sheet for cement coated specimen is found to be greater than that of the lime coated specimen.
-
(c)
The bending angle increased the most when cement coating was applied.
-
(d)
During the forming of complex shaped 3D surfaces like bowl and dome it is found that the use of cement coating leads to increase in the deformation as compared to uncoated specimen. However, the deformation does not increase with increasing laser power.
Following are the areas which offer scope of future work for other investigators:
-
(a)
Effect of surface coating on sheets with varying thickness can be studied.
-
(b)
Effect of different beam geometry like square, rectangle can be investigated.
-
(c)
Effect of surface coating can be studied on deformation of some more complex shapes like saddle shape, tube bending etc.
-
(d)
Effect of surface coating on the deformation can be investigated on different materials like metals and composites.
-
(e)
A detailed investigation of the effect of various process parameters like laser spot diameter, scan speed, number of passes, and laser power need to be carried out.
-
(f)
Effect of different scanning strategies other than those used in the current work can be carried out.
-
(g)
Metallurgical and mechanical studies should be carried out to see the properties of the sheet after the laser forming.
-
(h)
Numerical studies like finite element simulation need to be carried out to further understand the effect of coating on laser forming process.
References
Barletta, M., Casamichele, L., & Tagliaferri, V. (2006). Line bending of Al2O3 coated and uncoated aluminium thin sheets. Surface & Coatings Technology, 201, 660–673.
Chakraborty, S. S., Racherla, V., & Nath, A. K. (2012). Parametric study on bending and thickening in laser forming of a bowl shaped surface. Optics and Lasers in Engineering, 50, 1548–1558.
Dearden, G., & Edwardson, S. P. (2003). Some recent developments in two- and three-dimensional laser forming for ‘macro’ and ‘micro’ application. Journal of Optics A: Pure ad Applied Optics, 5, S8–S15.
Dixit, P. M. & Dixit, U. S. (2008). Modelling of metal forming and machining processes by finite element and soft computing methods, Springer-Verlag, London, UK.
Dixit, U. S., Joshi, S. N., & Hemanth, K. V. (2013). Microbending with laser. In V. K. Jain (Ed.), Micro manufacturing processes. Boca Raton, FL: CRC Press.
Griffiths, J., Edwardson, S. P., Dearden, G., & Watkins, K. G. (2010). Finite element modelling of laser forming at macro and microscales. Physics Procedia, 5, 371–380.
Hennige, T. (2000). Development of irradiation strategies for 3D-laser forming. Journal of Materials Processing Technology, 103, 102–108.
Kim, J., & Na, S. J. (2009). 3D laser forming strategies for sheet metal by geometrical information. Optics & Laser Technology, 41, 843–852.
Maji, K., Pratihar, D. K., & Nath, A. K. (2014). Laser forming of a dome shaped surface: Experimental investigations, statistical analysis and neural network modelling. Optics and Lasers in Engineering, 53, 31–42.
Meijer, J. (2004). Laser beam machining (LBM), state of the art and new opportunities. Journal of Materials Processing Technology, 149, 2–17.
Roohi, A. H., Gollo, M. H., & Naeini, H. M. (2012). External force-assisted laser forming process for gaining high bending angles. Journal of Manufacturing Processes, 14, 269–276.
Scully, K. (1987). Laser line heating. Journal of Ship Production, 3, 237–246.
Shen, H., & Vollertsen, F. (2009). Modelling of laser forming—a review. Computational Materials Science, 46, 834–840.
Singh, K. (2013). Effect of lime coating on laser bending process. M. Tech Thesis, IIT Guwahati, Guwahati, India.
Steen, W., & Mazumder, J. (2010). Laser material processing. London: Springer.
Yang, L., Wang, M., Wang, Y., & Chen, Y. (2010). Dynamic analysis on laser forming of square metal sheet to spherical dome. International Journal of Advanced Manufacturing Technology, 51, 519–539.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer India
About this chapter
Cite this chapter
Gautam, S.S., Singh, S.K., Dixit, U.S. (2015). Laser Forming of Mild Steel Sheets Using Different Surface Coatings. In: Joshi, S., Dixit, U. (eds) Lasers Based Manufacturing. Topics in Mining, Metallurgy and Materials Engineering. Springer, New Delhi. https://doi.org/10.1007/978-81-322-2352-8_2
Download citation
DOI: https://doi.org/10.1007/978-81-322-2352-8_2
Published:
Publisher Name: Springer, New Delhi
Print ISBN: 978-81-322-2351-1
Online ISBN: 978-81-322-2352-8
eBook Packages: EngineeringEngineering (R0)