
Abstract
Fractionation of lignocellulosic materials into their major macromolecular fractions for high value applications is a challenging work that attracted increased attention in recent years. Organosolv fractionation, one of the most promising fractionation approaches, has been performed to separate lignocellulosic feedstocks into cellulose, hemicelluloses and lignin via organic solvent under mild conditions in a biorefinery manner. The present chapter focuses particularly on new research on the process of organosolv fractionation and utilization of the prepared products in the field of fuels, chemicals and materials. Ethanol-based fractionation, the main organosolv fractionation process aiming at obtaining bioethanol production presently, is discussed extensively. Formic acid and acetic acid fractionations, two useful processes mainly applied for the extraction of lignin, are also discussed in detail. The chemical mechanism and technical flow involved in the fractionation processes aforementioned are elaborated, and the potential applications of the fractionated products (mainly cellulose rich fraction, degraded sugars and soluble lignin) are covered. Other types of organic solvents for fractionations attracted current attention are also mentioned.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
11.1 Introduction
Fractionation of lignocellulosic materials into their major macromolecular fractions—cellulose, hemicelluloses and lignin, is a challenging work that attracted increased attention in recent years. As a matter of fact, in addition to chemical pulping, an existing fractionation process used worldwide, numerous approaches for the separation of lignocelluloses have been studied lastingly for more than a century. These approaches are generally categorized into physical, physico-chemical, chemical and biological processes. Among these approaches, one of the most promising processes is organosolv fractionation, which degrades the lignocellulosic feedstocks by using organic solvents under mild conditions in an environmentally friendly manner to mainly produce cellulose for energy or materials usage. In addition, the dissolved sugars and lignin are easy to be recovered and are valuable feedstocks for chemicals and materials applications.
This chapter updates and extends the previous reviews on organic solvents fractionation of lignocelluloses for pulping [1–6], lignin extraction [7] and bioethanol production [8], focusing particularly on new research on the fractionation process and product utilization for fuels, chemicals and materials via organic solvents in a biorefinery manner. After a brief introduction of the development of organosolv fractionation, this chapter will focus on the recent achievements in organosolv fractionation of cellulose, hemicelluloses and lignin from traditional and novel feedstocks including wood, grasses, forestry residues and so on. Ethanol-based fractionation process, the main organosolv fractionation process used for ethanol production especially in the past decade, is discussed extensively. Formic acid and acetic acid fractionations, two useful processes used for fractionation of lignin under mild conditions, are also discussed in detail. The fractionation mechanism and technical flow involved in the fractionation process are elaborated, and the potential applications of the fraction products (mainly cellulose-rich fraction, degraded sugars and soluble lignin) are discussed. Other types of organic solvents for fractionations attracted current attention are also covered in this chapter.
11.2 Overview of Organosolv Fractionation
Organosolv fractionation of lignocelluloses has a long history, which undergoes a change from structure study to pulping, and currently to energy usage. The earliest study applying organic solvents to treat lignocellulosic material was back in 1893, when Klason [9, 10] used ethanol and hydrochloric acid to separate wood into its components to study the structure of lignin and carbohydrates. After that, Pauly et al. [11, 12] applied formic and acetic acids to delignify wood for the purpose of characterization of the main components of wood in 1918. Subsequently, a wide variety of other organic solvents, e.g., various alcohols, phenol, acetone, propionic acid, dioxane, various amines, esters, formaldehyde, chloroethanol, whether pure or in aqueous solutions, and in the presence or absence of acids, bases or salts as catalysts, were used to delignify lignocellulosic materials [3]. Since 1980s, a number of pulping processes involving the aforementioned solvents have been investigated as alternatives to the classic pulping process in the field of pulp and paper industry [13]. The main advantage of the so-called organosolv pulping process was a higher efficient use of the raw materials in an environmentally friendly way, as compared to the drawbacks of the classic pulping process (e.g., odors, low yields, high pollution, poor bleachability of pulp and high investment cost). In 1992, two organosolv pulping processes based on methanol—Orgnaocell and alkaline sulfite–antraquinone–methanol (ASAM) were first operated at a full scale. Meanwhile, the organic acid pulping processes, Acetosolv (based on acetic acid) and Milox (based on formic acid with the addition of hydrogen peroxide) were at a pilot scale [14]. Many such processes were employed to obtain multiple products, i.e., hydrolyzable cellulose, sugars and high quality lignin other than pulp, aimed at exploiting the full potential of the feedstocks. More recently, ethanol pulping process is modified from a pulping process to a pretreatment process integrated with biofuel production, mainly aimed at obtaining hydrolyzable cellulose fraction for the production of ethanol [15].
11.3 Ethanol Fractionation
Ethanol has been used to split lignocelluloses into their components to study the structure of lignin, and used as a pulping agent in organosolv pulping. Recently, ethanol fractionation is becoming a major fractionation process among the organosolv fractionation processes for pretreatment lignocellulosic material to produce bioethanol. Generally, ethanol fractionation process is carried out under elevated temperatures without or with the addition of acidic or alkaline catalyst, and some organosolv fraction processes with ethanol are illustrated in Table 11.1 [16–26].
11.3.1 Effect of Treatment on the Structure of Lignocellulosic Material
11.3.1.1 Severity Parameter
Under given conditions in ethanol fractionation (auto- and acid- catalyzed fractionation processes), reaction temperature, reaction time and the concentration of H+ are the major contributed parameters to the severity of fractionation. A proposed parameter to describe the severity for ethanol fractionation is defined as a severity parameter:
where t is the reaction time (min), and T is the reaction temperature (°C), and [H +] represents the pH of the cooking liquor at 20°C for the solutions.
The effects of severity parameter on the removal of lignin and hemicelluloses are different. Cooking liquor rich in ethanol acts as an effective solubilizer of lignin, but the elution of hemicelluloses is minor. It has been reported that under the highest severity value, about 80% of the original lignin was dissolved into the solution as compared with a low value of around 30% for hemicelluloses [22].
11.3.1.2 Reactions of Lignin
Ethanol fractionation can be operated under low and medium severity as a pretreatment process to obtain hydrolyzable cellulose. In this case, the hydrolysis reaction mainly occurred at carbon position of the side chains of lignin. Cleavage of α-aryl ether is a main reaction, which lead to the formation of a benzylic carbocation in acidic medium. The benzylic carbocation can react with water or ethanol, or form a bond with an electron-rich carbon atom in the aromatic ring of another lignin unit [27]. This reaction mechanism is supported by lignin model compound study, in which α-aryl ether linkages are more easily degraded than β-aryl ether linkages [28]. Under highly serious conditions, β-aryl ether linkages are extensively cleaved, which is the controlling reaction in delignification. The extensive cleavage of β-aryl ether linkages results in a substantial increase of phenolic hydroxyl groups, which is confirmed by the low intensity of Cβ and Cγ signals in the dissolved lignin as compared to MWL [27]. After acidolysis of the ethanol dissolved lignin fraction, the contents of phenolic hydroxyl groups increased significantly, suggesting the presence of intact β-O-4 bonds in the dissolved lignin [29]. The presence of β-O-4 structures in ethanol lignin was also demonstrated by HMQC 2D NMR [30]. In addition, the presence of carbonyl groups in the dissolved lignin indicated that the formation of Hibbert’s ketones during the fractionation process [31].
During the cleavage of β-O-4 bonds, the homolytic cleavage occurs via methide intermediate thus causes the formation of β-1 inter-linkage through radical coupling, which then in turn degrades under the acidic medium to give stilbenes through the loss of the γ-methylol group of formaldehyde [28, 32]. In addition, β-5 units are also converted into stilbenes through the same degradation pathway [33]. With respect to cinnamyl alcohol, it is converted into ethyl ether structure [33]. In a recent report, a marked decrease of aliphatic OH and a significant increase of phenolic OH are found in ethanol dissolved lignin of Miscanthus with increase of the severity of the treatment [27]. This observation can be attributed to two simultaneous and opposite reactions: the production of p-hydroxyphenyl OH group due to the scission of β-O-4 bonds involving H units and hydrolysis of a fraction of p-coumaryl ester residues [34].
With respect to the activation energies for cleavages of the two major linkages in lignin, the study of the lignin model compounds indicates that the activation energies for cleavages of α-aryl ethers bonds range from 80 to 118 kJ/mol, depending on substituent [35]. These values are slightly higher than those in both auto-catalyzed and acid-catalyzed acetic acid fractionation processes, which are 78.8 and 69.7 kJ/mol, respectively [36]. However, the reported activation energy for β-aryl ether hydrolysis is 150 kJ/mol [27]. Obviously, the high value was not considered to be the controlling reaction in the ethanol fractionation process.
Lignin condensation is an important counterproductive reaction in an acidic or alkaline ethanol fractionation process. The intermediates, i.e., reactive benzyl carbocations or benzyl-linked oxygen atoms, can form a bond with an electron-rich carbon atom in the aromatic ring of another lignin units resulting in the production of condensed products. It has been reported that in a weak acid system, protonation of a benzyl-linked O atom was a SN2 type reaction [37].
11.3.1.3 Carbohydrates Degradation
During the ethanol fractionation process, the effect of severity parameter on crystallinity of lignocellulosic material is not fully defined. Under mild conditions, the degradation of carbohydrates mainly occurred at the amorphous region, resulting in the removal of hemicelluloses and amorphous cellulose, but cellulose in the crystalline region is resistant to degradation. This was supported by the comparative analysis of solid state CP/MAS 13C NMR spectra of the treated and the untreated Miscanthus x giganteus [18]. Pan et al. [19] reported that the crystallinity of cellulose increased with increased severity of ethanol fractionation pretreatment of Lodgepole pine, suggesting that cellulose in amorphous region was more easily degraded than that in crystalline region. In another investigation on Pine (Pinus radiata) fractionation by formic acid, a decrease of crystallinity after the treatment was also shown [38]. However, a more serious severity was capable of disrupting the crystallinity of cellulose, resulting in the decrease of CrI, as reported in the ethanol fractionation of Buddleja davidii [39]. The degradation results in cellulose with a decreased degree of polymerization (DP) and a narrow molecular weight distribution. In addition, it has also been found that crystalline cellulose dimorphs (Iα/Iβ) are converted into para-crystalline and amorphous type.
Carbohydrates in lignocellulosic materials undergo decomposition under acidic conditions during the auto- or acid-catalyzed ethanol fractionation process. Carbohydrates are first hydrolyzed into oligosaccharides and monosaccharides, and the resulting monosaccharides further dehydrate to generate furfural (from pentoses) and hydroxymethylfurfural (HMF) (from hexoses). Furfural and HMF undergo further degradation to form levulinic acid and formic acid, respectively. In addition, the products, i.e., furfural, HMF and levulic acid, tend to condense and form polymers such as humins [40]. The contents of furfural and HMF increase with increased severity parameter. But the overall effect of severity is minor due to the low yield of these products. At a high temperature and a high pressure, water can act as an agent for the degradation of carbohydrates [41]. These effects contribute a lot in the hot compressed water and dilute acid treatment of woody biomass. However, they are reduced largely by ethanol fractionation because of the elimination of strong acid and the high water content [40].
11.3.2 Process of Ethanol Fractionation and Lignin Recovery
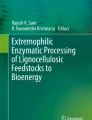
A process that employs ethanol fractionation as a pretreatment approach to separate cellulose, hemicelluloses, lignin and extractives from woody biomass has been proposed by Lignol Innovation (Fig. 11.1) [42]. The obtained cellulose fraction is claimed to be highly susceptible to enzymatic hydrolysis, and the generated glucose of a high yield is readily converted into ethanol, or possibly used as sugar platform chemicals via saccharification and fermentation. In addition, the liquor rich in lignin, furfural, xylose, acetic acid and lipophylic extractives, can be separated by well-established unit operations. The ethanol is recovered and recycled back in the whole process. The recycled process water is of high quality, low BOD5 and suitable for the overall system process closure. The proposed steps for product separation are shown as follows: (1) After the cooking, the cooking liquor is turned into a black liquor, which is further subjected to precipitation to recover lignin by diluting the black liquor with enormous process steam and filtering, washing and drying the precipitated lignin. (2) The ethanol in the black liquor is recovered and recycled by flashing the black liquor and compensating the vapors. With respect to the filtrate and washing liquor, they are distilled to achieve a higher concentration. (3) Acetic acid, furfural, xylose and extractives are separated from the distillation column. (4) Oligosaccharides are converted into sugars for fermentation to produce more ethanol using mild acid hydrolysis. Based on the economic evaluation, it has been claimed that this process can be operated in a plant as a small scale as 100 mt per day.

Operation process of Lignol Innovation [42]
Ethanol fractionation process in combination with ultra-filtration has been designed by Garcia et al. [43]. The main unit operations are cooking, flash operation, washing stage and ultra-filtration. The cooking operation is conducted in a pressurized reactor. Flash operation is used to recover stream mixtures of ethanol and water. In the washing stage, the obtained fibers are washed with mixtures of ethanol and water under the same concentration of the cooking liquor. The lignin dissolved in the black liquor is separated into homogeneous fractions by using ultra-filtration and then is subjected to precipitation with water. To achieve fully solvent recycle, liquor faction after lignin precipitation is sent to distillation unit to recover the ethanol/water mixtures, whereas the residue composed of water and co-products is treated by heating in a flash unit to recover a clean water stream for lignin precipitation. By using the simulation software Aspen Plus, the energetic and economical efficiencies of the ethanol fractionation are evaluated considering several units, including reaction, solid fraction washing, products recovery and liquid fraction processing. Mass and energy balances are evaluated in terms of yield, solvents/reactants recovery and energy consumption. In addition, pinch technology has been applied to improve the heat exchange network of the ethanol fractionation process reducing the associated utilities requirements, making the process more competitive as compared to the soda process.
In a recently proposed ethanol extraction process, a pre-hydrolysis step is applied to remove the hemicelluloses of wood chips [44]. The open diagram in Fig. 11.2 shows the steps required for recovering the hemicelluloses from the pre-hydrolysis liquor (PHL) in a separate stream. In the pre-hydrolysis step, hemicelluloses are extracted accompanying removal of a part of lignin. Subsequently, the dissolved lignin is precipitated by decreasing the pH of the PHL to 2 using sulfuric acid. Then the precipitated lignin is subjected to a filter washer. The recovery of hemicelluloses is conducted by the addition of ethanol into the acidified PHL and further separated from the ethanol/water solution in a filter washer. The pre-hydrolyzed feedstock, with increased porosity, is subjected to the ethanol fractionation for removing the remaining lignin, similar to the ethanol pulping process. The dissolved lignin in the ethanol extraction step is recovered by acidification and then separated in a filter washer. After the ethanol extraction, cellulose is remained as a solid residue associated with a small amount of lignin, which can be further removed in an elemental chlorine free (ECF) based bleaching process.

Process of pre-hydrolysis and ethanol fractionation [44]
Separation of lignin from spent liquor is generally based on the lignin insolubility in acid water. The recovery of lignin in an acid process consists of the following stages: precipitation of the lignin fraction with higher molecular weight; separation of the precipitate by decantation, thickening, centrifugation or filtration; washing with water to reduce impurities; further thickening to remove the water retained in the washing stage; drying of lignin. However, lignin dissolved in alkaline ethanol liquor is difficult to precipitate because the process decreasing the spent liquor pH to around 2 requires a large amount of acid to neutralize.
Generally, there are two typical methods to recover lignin from acidic ethanol-soluble liquor. One is dilution of spent liquors in water directly [20, 45], which is characterized by low speeds and sometimes difficult to filtrate or centrifuge due to the generation of a rather stable colloidal suspension. The other way consists of recovery of the alcohol from spent liquor in recovery tower under reduced pressure, then precipitation of lignin in water [46]. This procedure is usually ineffective and difficult to control, because lignin tends to precipitate as a sticky tar in the internal surfaces of the recovery tower, reducing the recovery of alcohol. The modified method is the evaporation of 60–65% alcohol in a flash tank, cooling the spent liquor to a temperature above 70°C (to avoid the precipitation) and diluting by injection of the liquor into water through a Venturi tube [47].
In a recent study, two feasible laboratory-scale ways are proposed to recover lignin by precipitation [48]. The laboratory-scale representation of a system involving the reduction of ethanol concentration in the spent liquors by evaporation in a flash tank to 30% (v/v), dilution ratio of 1:1, at 40°C and centrifugation, appeared as the best alternative for lignin recovery (45% of precipitate with a purity of 94%, yielding 42% pure lignin). Another feasible procedure involved lignin precipitation and recovery from the spent liquors by dilution with water under a dilution ratio of 1:2. This method yielded 41% pure lignin, yet from a precipitate of 48% with 87% purity (much more contaminated, mainly with carbohydrates). The temperature of the treatments affects the recovery process. In both cases, the most suitable dilution conditions are at room temperature or 40°C.
In addition, ultra-filtration membrane allows to recover lignin with specific molecular weight, but the cost is relatively high [49, 50]. For instance, ultra-filtration has been used to fractionate the lignin dissolved in ethanol-soluble liquor. The ultra-filtration module is a pilot unit equipped with a stainless steel tank with water jacket for temperature control, a recirculation pump and a set of tubular ceramic membranes of different cut-offs in the interval 5–15 kDa [51]. Four different cutoff fractions are obtained: less than 5 kDa fraction; 5–10 kDa fraction; 10–15 kDa fraction and more than 15 kDa fraction. After the ultra-filtration, the obtained lignin has a relatively homogeneous molecular weight distribution.
11.3.3 Applications of the Products
11.3.3.1 Cellulose/Pulp
The obtained cellulose has a high amount of cellulose, high proportion of para-crystalline and amorphous cellulose and lower DP as compared to the native material. Lower DP of the obtained material can improve the enzymatic hydrolysis due to the two factors [52]: (1) increasing the amount of the reducing ends of cellulose chain; and (2) making cellulose more amenable to enzymes. Cellulose with short chains allows it to be attacked by enzymes more easily because they form weaker networks rather than strong hydrogen bonding [19, 53]. This suggests that the cellulose-rich residue is amenable to the enzymatic deconstruction for the production of ethanol. Generally, high conversion of cellulose to glucose can be achieved up to 90–100% for most softwood and hardwood after ethanol fractionations [20, 45]. For instance, the ethanol/water treated B. davidii has been subjected to enzymatic hydrolysis applying cellulose (Cellucast 1.5l) and β-glucosidase (Novozm 188). The data indicates that high conversion of cellulose to glucose up to 98% was achieved under the optimal conditions [39].
Most studies show that lignin removal enhances the enzymatic deconstruction of cellulose, since lignin inhabits cellulose activity [54–57]. While reducing the lignin content from 30 to 19%, the enzymatic hydrolysis was enhanced hugely, whereas further reduction in the lignin content to 9%, only negligible increase of enzymatic hydrolysis was observed [39]. An exception was the treatment of B. davidii, decreasing the lignin content of the sample did not increase the enzymatic hydrolysis. It seems that other factors influenced the enzymatic hydrolysis in addition to lignin content [39].
It is generally believed that amorphous cellulose is more easily attacked than crystalline cellulose [55]. A comparative study conducted by Jeoh et al. [58] showed that amorphous cellulose exhibited high enzymatic hydrolysis as compared to crystalline cellulose, due to formation of more extensive bonding between the reducing ending groups of amorphous cellulose and cellulase (Trichoderma reesei). With respect to enzymatic hydrolysis of the ethanol pretreated B. davidii, it was considered that a low CrI value of 0.55 was already efficient for hydrolysis, and further reduction of the value did not afford additional benefits for hydrolysis [39].
Compared to the conventional chemical pulping process, the obtained pulp from ethanol fractionation has a higher yield, easier bleachability and comparable pulp properties.
Poplar was subjected to ethanol pulping to optimize the process by varying the ethanol concentration, pulping time, pulping temperature and usage of catalyst (H2SO4). Even using 0.02% acid catalyst, the obtained pulp yield and viscosity were lower than the acceptable level; therefore, acid catalyst should not be added. This was due to the serious degradation of carbohydrates in an acid medium. Under optimal conditions, i.e., cooking at 180°C for 90 min with 50% ethanol, pulp was obtained with yield around 45%, viscosity 892 ml/g and kappa number 67 [59].
A significant feature of the ethanol/water produced pulp is that the pulp is easy to be bleached even with rather high kappa number. It has been reported that ethanol aspen pulp of a kappa number 30 was bleached to 81–86% ISO brightness applying a chlorine bleaching sequence (CEH) and to an higher brightness of 90% ISO via a chlorine dioxide bleaching (DED) sequence, whereas ethanol birch pulp of a kappa number 40 was bleached to 83% ISO brightness with a CEH bleaching sequence [60]. With respect to the ability of delignification in oxygen delignification process, hardwood ethanol pulp showed more extensive delignification extent than the corresponding kraft pulp. A delignification up to 75% was achieved without a significant reduction of pulp viscosity, and pulp was bleached to a brightness level greater than 92% ISO after either an ECF sequence or a totally chlorine free (TCF) sequence [61]. On the contrary, delignification extent of kraft pulp in oxygen delignification stage is below 50% to avoid the extensive degradation of carbohydrates.
It has been reported that ethanol pulp was also suitable for alkaline extraction and alkaline oxygen delignification [62]. Reduction of residual lignin prior to bleaching by alkaline extraction can reduce the amount of bleaching chemicals thus reducing the environmental impact of the bleaching process. After the wheat straw ethanol pulp with kappa number around 60 was extracted with 1% NaOH aqueous solution for 1 h, a large proportion of lignin was removed from the fiber [62]. However, an increase of alkaline concentration resulted in an increase of the lignin concentration on the fiber surface due to the enhanced adsorption of the dissolved lignin back on the fiber surface, similar to the phenomenon observed in alkaline extraction of kraft pulp.
Sugar bagasse pulps produced from ethanol/water organosolv process were used to produce carboxymethyl cellulose [63]. In this process, the acid-catalyzed ethanol pulp (prepared with 0.02 mol/l sulfuric acid at 160°C for 1 h) was bleached with sodium chlorite, and then was used to prepare carboxymethyl cellulose (CMC). The CMC yield was 35% (based on the pulp) with substitution up to 0.70 groups CH2COONa per unit of glucose residue.
Surface modification of cellulose fractionated from ethanol/water was conducted by heterogeneous esterification with octadecanoyl and dodecanoyl chloride [64]. After esterification, the modified cellulose showed strong reduction in the values of the polar parameter \( \gamma_{s}^{p} \), i.e., 4.4 and 1.8 for dodecanoyl and octadecanoyl cellulose, as compared to a high value of 35.7 for the original ethanol extracted cellulose. Since the esterified cellulose had a good fiber/matrix interfacial compatibility and low moisture uptake, it was a potential feedstock as reinforcing elements used in composite materials.
Sisal (Agave sisalana) ethanol pulp prepared from cordage residues was used as reinforcement to cement-based composites [65], and the prepared pulp/cement composites could further combine with polypropylene (PP) fibers. Compared to that added by kraft pulp, the composites with the addition of ethanol pulp showed lower modulus of rupture (MOR), limit of proportionality (LOP) and toughness. However, the performance of ethanol pulp reinforced composites was improved through a further optimization of pulping process. After 100 aging cycles (without fast carbonation), the ethanol pulp composites showed lower water absorption and apparent voids volume than that combined with PP.
11.3.3.2 Lignin
The extracted lignin with ethanol fractionation is rich in phenolic aromatic rings, suggesting that it is a potential feedstock for preparing phenolic resins in the replacement of phenol presenting an environmental and economical process [66]. The synthesis of lignin-formaldehyde resins involves primarily a hydroxymethylation step. Lignin extracted from sugarcane bagasse had a large amount of active centers toward formaldehyde as compared to that from wood due to its higher proportion of H unit which was easily attacked by electrophilic groups [67].
Lignin extracted from white pine with ethanol/water fractionation was used to synthesize phenol–formaldehyde resol resins [68]. Under the optimal conditions, i.e., ethanol concentration 50%, reaction temperature 180°C, reaction time 4 h, lignin was extracted with a yield of 26% and a purity of around 83%. The obtained lignin showed a wide molecular weight distribution: Mw 1150, Mn 537 and polydispersity 2.14. The lignin fraction was used to replace phenol for the synthesis of bio-based phenol–formaldehyde resol resins. By substitution of phenol with the pine lignins at various ratios ranging from 25 to 75%, a series of dark-brown viscous resol-type phenolic resins were prepared. The solid concentrations and viscosities of these bio-based resins could be adjusted readily by controlling their water contents. The obtained lignin–phenol–formaldehyde resols solidified upon heating with main exothermic peaks at 150–175°C, and secondary peaks at 135–145°C, depending on the lignin content in the resin formula. When the phenol substitution ratio was lower than 50%, the thermal cure of lignin–phenol–formaldehyde resols proceeded at lower temperatures than that of the corresponding phenol–formaldehyde resol. The introduction of lignin in the resin formula decreased the thermal stability, leading to a lowered decomposition temperature and a reduced amount of carbon residue at elevated temperatures. However, the thermal stability was improved by purifying the lignin feedstock (to remove aliphatic sugars and increase aromatic structures) before the resin synthesis.
The ethanol lignin extracted from bagasse was subjected to purification including cyclohexane/ethanol extraction and acid precipitation. Then the lignin fraction was further hydroxymethylated and used to prepare lignin–phenol–formaldehyde resins [69]. With increased lignin content from 10 to 40%, the Tg of the resins increased from 120 to 150°C, and the rate of cure and the heat of reaction also increased. The negative surface charges resulting from the interaction between the substrate and the lignin–PF resins can reduce the contact angle; therefore, the film prepared from lignin–PF resins was good water-barrier coatings and used as cardboard substrates.
Sugarcane lignin released from Dehini rapid hydrolysis (using ethanol catalyzed with diluted sulfuric acid) was used to prepare lignin–formaldehyde resins and lignocellulosic fiber-reinforced composites [70]. The presence of lignin in both fiber and matrix greatly improved the adhesion at the fiber-matrix interface. The increased affinity improved the load transference performance from the matrix to the fiber, leading to good impact strength of the bio-based composites.
Antioxidant is a potential application of lignin. Research on lignin model compounds indicates that ortho-disubstituted phenolic groups are essential for antioxidant activity [71, 72]. The radical scavenging ability of lignin is decided by the ability to form a phenoxyl radical (i.e., hydrogen atom abstraction) as well as the stability of the phenoxyl radical. In lignin, ortho substituents such as methoxyl groups can stabilize phenoxyl radicals by resonance as well as hindering them from propagation. Conjugated double bonds can provide additional stabilization of the phenoxyl radicals through extended delocalization. Lignin was extracted with ethanol/water from hybrid poplar under various conditions, and the yield of the extracted lignin and the antioxidant activity were evaluated [73]. In general, the lignin prepared at elevated temperature, extended reaction time, increased catalyst and diluted ethanol shows high antioxidation activity due to more phenolic hydroxyl groups, low molecular weight and narrow polydispersity of the lignin. Under the optimal conditions, i.e., 190°C, 70 min, 1.4% H2SO4 and 60% ethanol, lignin yield was achieved at 20.1% with a high radical scavenging index of 56.4. Ethanol/water lignin extracted from Miscanthus sinensis with specific molecular weight was separated by ultra-filtration, and its antioxidant capacity was investigated [74]. The data indicated that even though phenolic content was the major factor that determined the antioxidation activity, the molecular weight and purity of the lignin were also contributors. Compared to the crude lignin, the resulted ultra-filtrated lignin exhibited higher antioxidation capacity due to its narrow molecular weight distribution and lower carbohydrate contamination.
Ethanol lignin has potential to sorb metals due to the richness in metal-binding functional groups including carboxylic and phenolic groups [75]. Lignin extracted with ethanol/water catalyzed by dilute sulfuric acid was used as an adsorbent for removal of copper (II) from CuSO4 aqueous solution [76]. It was found that the maximum removal of Cu (II) ions was achieved to ~41% by using the organosolv lignin in 10 min at 20°C when the initial concentration of CuSO4 was 3 × 10−4 M. In addition, the absorbed lignin can be recovered using HCl in a contact time of 10 min. In a comparative study, the organosolv lignin and kraft lignin from both softwood and hardwood were used to sorb Cu and Cd [77]. The conditions covered a range of pH (2–6.5), ionic strength (0.0001–0.1 M) and initial metal concentration (1–25 mg Me (II)/l). The results indicated all sorbents exhibited a preference for Cu over Cd, and kraft lignins showed higher sorption capacity and faster uptake rate. However, the absorption capacities of the lignin-based sorbents were lower than those reported such as chitosan, green alga. Therefore, further modification of the organosolv lignin is necessary to achieve a higher metal sorption capacity thus can be used commercially.
Ethanol lignin was used as filler in printing ink vehicles and paints [78]. The lignin extracted by Alcell process with a lower molecular weight (Mn 700, Mw 1,700) can significantly improve the properties of the viscous media used for offset inks and paints with respect to tack and misting reduction. The addition of the lignin resulted in a brown coloration in these liquids, but did not bring about fundamental modification of their other basic physical and chemical properties. Therefore, no negative effects were produced for their most applications.
Selective hydrogenolysis is one effective way that can decrease the degree of polymerization while increasing the H/C ratio and lowering the O/C ratio of lignin, thus can convert it from a low grade fuel into potential fuel precursors or other value-added chemicals [79]. In a typical reaction catalyzed with RuCl2(PPh3)3 [80], the solubility of ethanol lignin in DMSO increased from 59.1 to 96.4% with increase in temperature from 50 to 175°C. The hydrogenolysis mechanism was mainly selective cleavage of aryl-O-aryl and aryl-O-aliphatic linkages, which was demonstrated by 31P NMR spectroscopy.
11.3.3.3 Other Products
As indicated before, under serious conditions (high temperature, high sulfuric acid dosage and long reaction time), more degraded saccharine-derived chemicals, such as furfural, levulinic acid and HMF, can be obtained in high amounts. Furfural has a variety of applications for a broad spectrum of derivatives chemicals and polymer products [81]. In addition, furfural is a good solvent widely used in lubricant, coatings, adhesives, furan resin and so on [82]. Levulinic acid is a key platform compound for the synthesis of a series of value-added products, including chiral reagents, biologically active materials, polyhydroxyalkanoates, antifouling compounds, personal care products, lubricants adsorbents, printing inks, coatings [83], etc. HMF is also a platform compound for the synthesis of many chemicals derived from petroleum. For example, it can be converted into 2,5-furandicarboxylic acid, 2,5-dihydroxymethylfuran and 2,5-bis(hydroxymethyl) tetrahydrofuran [84]. In addition, it is a precursor in the synthesis of liquid alkanes used for diesel fuel [85].
11.4 Organic Acid Fractionation
Formic and acetic acids are good solvents for lignin, and they can hydrolyze lignin in lignocellulosic material under elevated temperature thus resulting in delignification. At present, organic acids-based fractionations are preformed in formic or acetic acid solutions without and with the addition of catalysts (Table 11.2) [86–103]. As can be seen, the catalysts mainly used are inorganic acid such as hydrochloric acid, sulfuric acid and hydrogen peroxide.
11.4.1 Effect of Treatment on the Structure of Lignocellulosic Material
11.4.1.1 Reactions of Lignin
The chemical modifications of lignin during organic acid fractionation are mainly β-O-4 cleavage, lignin condensation, hydrolysis of LCC structures and the native ester structures, and esterification of the hydroxyl groups. By analyzing the dissolved lignin in a Milox pulping process with three stages, it was found that β-aryl ether bonds were mainly cleaved in the second stage. The precipitated lignin dissolved in the first stage contained a high amount of sugars, and its molecular weight increased with increased stages [104]. Lignin model compounds were investigated by reflux in 85% formic acid, and it was found that the compounds were completely consumed in 1 h. Primary, secondary and phenolic hydroxyl groups of the model compounds were partially converted into corresponding formates [105]. Compared to MWL, the dissolved lignin from acetic acid fractionation contained more acetyl groups in Cα and Cγ, indicating that hydrolysis of native esters and acetylation (esterification) occurred simultaneously during the fractionation process. However, no acetylation was involved in the formic acid fractionation [106]. In addition, the cleavage of LCC structures was confirmed by the low contaminated sugars in the lignin fractionation precipitated from water [106]. When hydrogen peroxide was added into the organic acid system, peroxyformic or peracetic acid was generated in situ through an equilibrium reaction between organic acid and hydrogen peroxide, and electrophilic HO+ ions were formed [107]. The HO+ ions reacted with lignin through ring hydroxylation, oxidative ring opening, substitution of side chains, cleavage of β-aryl ether bonds and epoxidation [108].
11.4.1.2 Carbohydrates Degradation
Generally, organic acids resulted in only partial degradation of cellulose by hydrolysis. When cellulose (cotton) was treated with 78% formic acid with the addition of high amounts of HCl (4%), formic acid molecule penetrated to the intermolecular hydrogen bonds of cellulose, leading to a strong swelling. As a result, the rigid framework of crystalline lattice was crushed, resulting in hydrolysis of both crystalline and amorphous region of cellulose to generate glucose [109].
In organic acid system, xylan can be degraded into xylose and further generate furfural, whereas hexoses are converted into HMF, acetoxymethylfurfural (AMF) and furfural. These conversions have been confirmed by model studies. Stability studies indicated that furfural and HMF were stable in acetic acid/formic acid/water system, which corresponded to a higher yield of furfural in the pulping process [110]. It was confirmed that a long storage time of 275 days in acetic acid/formic acid/water system resulted in negligible reductions of these compounds, due to the fact that organic acids can suppress oxidative reactions.
11.4.2 Process of Organic Acid Fractionation and Lignin Recovery
In organic acid fractionation process, the obtained pulp after cooking is generally washed with fresh organic solvent to avoid the lignin precipitation on the pulp, and then washed with water. After the solid is filtrated, the black liquors rich in lignins can be diluted with water to obtain crude lignin. It was observed that a water to liquor ratio of 6 in the lignin-precipitation step resulted in lignin recovery of 88.0 and 77.2% (based on the Klason lignin content in the original material) for formic acid and acetic acid fractionation processes, respectively [99]. In another study, most of the lignin was centrifuged with a water to liquor ratio of 7, and the solid phase (lignin) was washed repeatedly with water to remove the maximum possible amount of carbohydrates to recover a purified lignin [90].
The main operate cost in organic acid pulping, especially for formic acid pulping, is the solvent-recovery section. The black liquor, together with washing liquor, is evaporated to recover the solvent. The organic acid staying in the evaporation residue is recovered by spray drying. Then the organic acid is concentrated for further use in cycle. Distillation, azeotropic distillation, extractive distillation, extraction, membrane and adsorption are potential methods for condensation of organic acid [111]. By using pinch technology for heat integration of the Milox process, the needs for external heating and cooling were reduced by about 40 and 50%, respectively.
A simplified process for simulation of material balance of acetosolv fractionation has been proposed [112, 113] (Fig. 11.3). In this process, wood is mixed with the cooking reagents and recycle streams and reacts in the reactor. After cooking, the resulting suspension is subjected to separation by filtration, and the resulting pulp is washed with water in a percolation unit. In the solvent- and HCl-recovery section, liquors and a recycle stream from the secondary recovery section are processed by flash evaporation, stripping and distillation to recover HCl, formic acid and water. In the by-products recovery section, the concentrated liquors are mixed with water to precipitate hydrophobic materials, and the precipitations are recovered by centrifugal filtration. The liquors from the lignin-precipitation unit are sent to heteroazeotropic distillation unit to give a head stream that is rectified to obtain furfural and a bottom stream. In the secondary solvent-recovery section, the above liquors are evaporated to separate the non-volatile solutes as a concentrated solution, whereas the vapor is recycled. According to the computer simulation [112], the proposed process allowed recovery of 97.6% of acetic acid and 91.7% of HCl, whereas furfural with a high purity of 99.5% was obtained as a valuable by-product.

Simulation of solvent recovery in peroxyacid pulping has been carried out by shortcut simulations and pinch technology [2]. It was found that simple distillation seems to be the preferable solution for recovering the solvents. The presence of a low percentage of acetic acid in formic acid/water system was not favorable to the distillation. However, this can be avoided by using a high percentage of acetic acid in the pulping process since pulping with formic acid/acetic acid/water was also feasible. By using pinch technology, up to 40% energy savings were achieved during the separation of formic acid/acetic acid/water mixture.
11.4.3 Applications of the Products
11.4.3.1 Cellulose/Pulp
A study conducted by Sindhu [114] indicated that it was possible to convert sugarcane bagasse into ethanol with a formic acid pretreatment. The highest reducing sugar yield of 79.1% can be obtained after the enzymatic substance (sugarcane bagasse) was pretreated with formic acid under such conditions, i.e., 60% (v/v) concentration of formic acid, 0.6% concentration of H2SO4 as a catalyst. The enzymatic hydrolyzate was further used as a substrate for fermentation to produce ethanol. A maximum ethanol concentration (18.45 g of ethanol) was obtained after 24 h with an overall efficiency of nearly 48%.
Broom fiber obtained by Milox process was used as a reinforcing agent for biocomposites [115]. In this case, PLA-based composites were reinforced by replacement of 20% pulp obtained from a two-stage pulping of broom. By the addition of the pulp as a reinforcement agent, the material showed stiffer property with a decrease of tensile strength and negligible variations of impact strength and thermal stability. In addition, the composites containing the pulp showed lower amounts of retained water than that containing the original fiber, mainly related to the presence of formyl groups, relatively low amounts of hydroxyl groups and the lignin in the pulp surface.
Acetosolv pulp from Populus was subjected to TCF bleaching to prepare dissolving pulp [116]. Under the best conditions of an EOZQPP sequence, the obtained bleached pulp (brightness near 90% ISO, intrinsic viscosity above 600 mL/g, R18 alkaline resistance of 95% and 5% residual xylan) met the requirements for preparation of cellulose derivatives such as cellulose nitrate or viscose. Dissolving pulps produced with Acetosolv, Formacell and Milox methods from Eucalypt and the TCF-bleached pulps were tested for their applicability in viscose fiber production [103]. The acid organosolv fraction process showed superior potential in fractionation selectivity and specific investment costs, as compared to the conventional acidic magnesium sulfite technology. The produced pulp with low pentosan level and high molecular weight can be achieved by using the Milox process or Formacell process. These organosolv pulps contained a lower proportion of low molecular weight fractions with DP below 50. The subsequent alkaline treatments involved steeping and aging, suggesting that the processability of the organosolv pulps was comparable to that of the conventional sulfite dissolving pulp. The qualities of viscose made from Milox and Acetosolv dissolving pulps were poor for viscose production, whereas Formacell pulps were good. However, the strength properties of the pulps in the conditioned state, calculated as tenacity multiplied by elongation increased in the order: Sulfite pulp < Acetosolv pulp < Formacell pulp < Milox pulp.
The organic acid pulps were used to prepare fibers and films by dissolution in NMMO [117]. The dissolution behavior in NMMO and the processability of the bleached organosolv pulps were satisfactory. Fibers and films could be produced with structural and mechanical properties comparable to the conventional sulfite and standard commercial dissolving pulp products. TEM observation showed no different features between commercial pulps and organosolv pulps could be detected in the products.
The cellulose fraction prepared from formic acid/peroxyformic acid process was further bleached with alkaline hydrogen peroxide, and then subjected to acid hydrolysis to obtain microcrystalline cellulose (MCC) [118]. The MCC samples were obtained under two different conditions, one (MCC1) was at a high concentrated acid and the other (MCC2) was at a low concentrated acid. The yields of the samples ranged from 48.0 to 52.8% on jute. The prepared MCC2 showed diameters of 15–40 nm, and the MCC samples exhibited good thermal stability. In addition, the Iβ (monoclinic cellulose) proportion in the samples followed the decrease order: MCC2, MCC1 and cellulose. It was claimed that the prepared MCC could be applied to prepare the high-strength and low-abrasive products [119].
Acetosolv pulp from beech wood was subjected to TCF bleaching with EOQPaaP sequences, resulting in a fully bleached pulp with a SCAN viscosity of 604 cm3/g. Then the bleached pulp was used to synthesis carboxymethyl cellulose (CMC) under heterogeneous conditions in isopropanol [120]. The CMC with a degree of substitution of 1.16 was obtained, which was comparable to those prepared from viscose staple fiber and cotton linter.
11.4.3.2 Hemicelluloses
The composition of degraded hemicelluloses liquor obtained from organic acid fraction of the raw material is very complex and various pretreatments are needed for further fermentation. Especially many components that are inhibitory to microorganism should be removed. The hemicelluloses liquor from Milox pulping of reed was pretreated with powered activated carbon aimed at lowering the content of formic acid, and the remaining sugar fraction was subjected to lactic acid fermentation by Lactobacillus pentosus. Nearly complete conversion of sugars was achieved, i.e., the product contained 33 g/l lactic acid and 17 g/l acetic acid with volumetric productivity of 0.6 g/(l h) [121] .
Xylose can be produced by hydrolysis of straw with formic acid containing hydrochloric acid. In a previous study, the straw was hydrolyzed with saturated formic acid containing 10% HCl with a liquor solid ratio of 24 in 0.5 h at 65°C, to obtain xylose with yield of 23.62% [122]. The hydrolyzate was purified with D311 and activated carbon for decoloration and then crystallized, resulting in a pure xylose fraction with a yield of 15.87%.
11.4.3.3 Lignin
Acetosolv lignin from sugarcane bagasse was catalytic oxidation with Co2+/Mn2+/HBr yielding an oxidized lignin with carbonyl groups higher than 21% [123]. The kinetic mechanism study indicated that the reaction involved a two-step reaction: cleavage of C–O linkages followed by the formation of C=O after 2 h. The oxidation process can be promoted by the addition of paraldehyde with a small amount of dosage.
By oxidation with polyphenoloxidase (PPO), the number of carbonyls and hydroxyls of Acetosolv lignin from sugarcane bagasse increases, leading to the increase of the chelating capacity of lignin. In addition, the products obtained can be used as oxidized phenols and controlled-release matrices [124]. The chelating capacity of the original lignin was 351 mg Cu2+/g lignin. After oxidation with PPO/O2 and PPO/O2/glycerol, the modified lignin showed increasing chelating capacities of 73 and 110%, respectively. The oxidized lignins showed lower molecular weights and less quinone structures than the original lignin. Due to the increasing amount of vicinal hydroxyl groups, the chelating capacity was increased. While Acetosolv lignin from sugarcane bagasse was oxidized with two phenol oxidases: tyrosinase (TYR) and laccase (LAC), the chelating capacity was improved significantly. With respect to the chelating capacity of Cu2+ the lignins oxidized with TYR and LAC were 16.8 and 21% higher than that of the original lignin, respectively [125].
When hydroxymethylation of Acetosolv lignin from sugarcane bagasse was conducted at 40°C, the main reaction, i.e., addition of formaldehyde to the lignin fragments, finished within 4 h. Subsequently, condensation of the fragments only led to form a resol-type cross-linked resin [126]. Acetosolv lignins obtained from pine reacted with formaldehyde under such conditions: temperature 50°C, sodium hydroxide/lignin ratio 0.3, formaldehyde/lignin ratio 0.36, solids content 21.5% and reaction time 7 h [127]. The incorporation of methyl groups was evidenced by FT-IR and NMR spectroscopies, suggesting that the reaction with formaldehyde brought about sufficient methylolation for the subsequent application in the formulation of adhesives.
Methylated Acetosolv lignin can be used to prepare plywood boards. The resins were obtained by copolymerization of phenol, formaldehyde and pre-methylated Acetosolv pine lignin. The overall properties of the plywood boards prepared with Acetosolv lignins were better than those obtained with a commercial phenol–formaldehyde resin [128]. In this case, Acetosolv and Formacell lignins from Eucalyptus grandis chips were reacted with formaldehyde in alkaline medium to obtain hydroxymethylated lignins. Up to 50% of the phenol in the PF-resol can be replaced by Acetosolv or Formacell lignin, and the synthesis with lignin allowed a significant decrease of the reaction time. Thermal analysis indicated that the hydroxylmethylated lignins decomposed at a high temperature of 250°C as compared to 200°C for the original lignin. Both Acetosolv and Formacell lignins from Eucalyptus showed high heterogeneity with respect to the molecular weight, but the reactivity with formaldehyde did not improve significantly after fractionated with organic solvents [124].
High density polyethylene (HDPE)/lignin composites were prepared by melt blending of HDPE with formic acid lignin or hydroxymethylated formic acid lignin, respectively [129]. Elongation at break of the composites increased with increased content of lignin or hydroxymethylated lignin, and the bending modulus and bending strength increased with dosage of hydroxymethylated lignin. Under the conditions given, the tensile strength of the composite HDPE/lignin and HDPE/hydroxymethylated lignin increased by 8.0 and 16.2% as compared to the native HDP, respectively.
Formic acid lignin from sugarcane bagasse was blended with polyvinylpyrrolidone (PVP) via casting from DMSO and formic acid solutions [130]. A great interaction between PVP and formic acid lignin was achieved when casted from DMSO PVP/SCBL in the ration of 95/5 and casted from formic acid in the ration of 95/5 and 90/10. The presence of lignin up to 15% in PVP decreased the thermal stability of PVP accompanying increasing its photostability.
A polymeric amphiphile PE-AL was prepared by reaction of acetic acid lignin (AL) from birch with polyethylene glycol diglycidyl ether (PE) [131]. The prepared PE-AL in aqueous solution showed a low viscosity (<0.3 dl/g). The amphiphile molecules can form a complex with bovine serum albumin (BSA) at 4°C within 1 week. After the formation of complex with cellulase for 1 week, the activity of cellulase was enhanced remarkably and still preserved on a higher level after recycling the complex for several times.
Activated carbon sheets were prepared from acetic acid lignin by lamination [132]. Powered acetic acid lignin from fir (Abies sachalinensis Masters) was molded by thermal pressing to obtain sheets, and the sheets were carbonized at 1,000°C under nitrogen atmosphere. The obtained carbon sheet showed good absorption properties, for example, the iodine adsorption was comparable to those from commercial activated carbon or granules. In addition, the activated carbons showed a higher adsorption capacity for methanol than the commercial activated carbon power. Overall, the prepared activated carbon was a promising adsorbent for the removal of water and air pollutants.
Acetic acid lignin from softwood was further fractionated to obtain low molecular weight fraction, and further subjected to thermal treatment to remove the volatile materials. The obtained fraction was spun by fusion spinning to prepare carbon fibers without thermostabilization, accompanying a reduction in production costs [133]. The carbon fibers had a large surface due to porous structure, and their tensile strength increased with decreasing diameter.
11.5 Other Fractionation Processes Using Organic Solvents
In addition to the aforementioned fractionation process, other organic solvents, such as methanol, ethylene glycol, ethanolamine, acetone and dimethyl formamide, also attract much attention in fractionation lignocellulosic material in recent years. The typical processes are listed in Table 11.3 [134–145].
11.5.1 Methanol
Methanol fractionation of lignocellulosic material can be carried out without or with the addition of catalysts. In non-catalyzed (auto-catalyzed) methanol fractionation of lignocellulosic material, the cooking liquor becomes acidified due to the acetic acid released from the feedstock. In catalyzed processes, the liquor can be acidic, neutral or alkaline depending on the nature of the additives employed. During acid ethanol fractionation process, lignin is mainly dissolved by cleavage of α-aryl ether and arylglycerol-β-aryl ether bonds in the lignin macromolecule [146]. Whereas the cleavage of β-aryl ether bonds occurs to a lower extent [147]. The cleavage of ether bonds gives rise to new phenolic hydroxyl groups in lignin.
Some lignocellulosic materials, such as wheat straw [148], Eucalyptus globulus [134, 135] and poplar [149] can be delignified by methanol/water without the addition of catalyst. The optimum conditions result in pulps with a high yield and a low kappa number and an acceptable viscosity. By the addition of sulfuric acid as a catalyst, black cottonwood can be delignified in 70% methanol at temperatures ranging from 130 to 210°C. In a typical reaction, pulp with a high yield of 47% and a low kappa number of 8 was obtained in 3 h. The recovered lignin had a high molecular weight, indicating it was a potential chemical feedstock [150]. Aspen (Populus tremuloides) and black cottonwood (Populus trichocarpa) have been fractionated in 30–70% methanol catalyzed with H2SO4 and H3PO4 at pH lower than 3 [151]. After the pretreatment, glucomannan and arablnogalactan were dissolved into liquor and were easily digested by enzymes. The total yields of hydrolysis residues ranged from 40 to 60%, which generated 70–88% of the original six-carbon sugars contained in the wood by further enzyme hydrolysis.
Miscanthus x giganteus was pulped in the alkaline-methanol-anthraquinone process to prepare pulp for thermoplastic composite reinforcement [136]. Under the optimum conditions, methanol concentration 10% (v/v), alkaline concentration 15%, pulping time 25 min, pulping temperature 170°C, the produced pulp had a high thermally stable temperature of 255°C and an aspect ratio of 40, a straightness of 95% and high tensile strength of 890 MPa. The obtained pulp with good strength and thermal properties was an attractive low-weight and low-cost substitute for short glass fiber.
11.5.2 Ethylene Glycol
Ethylene glycol solution allows to fractionation of agricultural crop residues into pulps and valuable by-products. Many no-wood materials, such as vine shoots, cotton stalks, leucaena (Leucaena leucocephala) and tagasaste (Chamaecytisus proliferus) [152, 153], palm oil tree residues [140] as well as waste newspaper [154], were subjected to ethylene glycol fractionation or pulping to obtain pulp or cellulose-rich fraction for the production of ethanol. In addition, ethylene glycol was used as modifying agents in soda [141] and kraft puilping [155], aimed at improving physical and mechanical properties of the paper sheets.
A new process has been designed to fractionation of agricultural crop residues (palm oil empty fruit bunches—EFB) for the production of pulp, lignin and hemicelluloses [140]. The obtained EFB organosolv pulp was used to produce paper, and the final properties of the resulting paper sheets were improved after refining. The black liquor showed a pH of 5.8 and a lower ash content, indicating that this liquor was easy to be treated in the subsequent stage to recover the by-products and energy. The obtained lignin with high proportion of low molecular weight lignin was claimed to be applicable as an extender or as a feedstock for the synthesis of phenol–formaldehyde resins. The solvent and by-products recovery was simulated based on 1,000 kg/h of dry raw material and solvent input flow rate 7,000 kg/h with a liquid/solid ratio of 7 (Fig. 11.4). Lignin was precipitated by adjusting pH to 2 with acidified water, and ethylene glycol was recovered by multiple distillations. By simulation with commercial software (Aspen Plus), 91% of the ethylene glycol exiting in the digester was recovered, and 88% water was obtained and recycled. In a proposed recovering scheme, lignin and sugar recoveries accounted for 22% and 35% of the original lignin and sugar in the feedstock were achieved, respectively.

Process of solvents and by-products recovery stages of ethylene glycol fractionation [140]
11.5.3 Ethanolamine
With the addition of ethanolamine into alkaline pulping liquor, delignification was improved due to the increase of cleavage of β-O-4 ether linkages and decrease of condensation of lignin [156]. This ideal has been realized in pulping of olive wood trimmings [157]. Under the optimal conditions, i.e., 15% ethanolamine concentration, 7.5% soda concentration and liquid to solid ratio of 4 at 195°C for 30 min, pulp was produced with acceptable yield and viscosity.
In addition, ethanolamine can be used as a cooking agent at a high concentration without the addition of alkali, and this pulping process was applied to oil palm EFB, rice straw [158–160] and hesperaloe funifera [161]. A comparison of pulping of EFB with ethyleneglycol, diethyleneglycol, ethanolamine and diethanolamine suggested that pulp obtained by using ethanolamine exhibited the best properties [158]. With regard to yield, kappa number and brightness, the properties of EFB ethanolamine pulp were comparable to those of kraft pulp from holm oak or eucalyptus wood. In addition, this process can be operated under a lower solvent concentration, temperature and time, with reduced energy and immobilized capital costs.
11.5.4 Acetone
Cellulosic materials can be partially or totally hydrolyzed in acetone solution with the addition of small amounts of acidic catalysts. The hydrolysis process can be operated at 145–228°C with 70–100% acetone [162]. In a high concentration acetone solution, the formation of stable complexes with sugars can prevent the degradation of the material. The produced lignin and sugars were claimed to be commercially useful products. By using acetone fractionation process, wood or delignified pulps can be converted into saccharified feedstock to produce pentosans and hexosans followed by sugars. It has been patented that lignocellulosic material can be cooked at 180–200°C with 60–70% (v/v) acetone containing 0.02–0.25% phosphoric, sulfuric or hydrochloric acids as a catalyst [163]. After the fractionation, a high purity of glucose fraction was obtained with the predominately cellulosic material, whereas mixed pentose and hexoses were produced when applying the whole wood as a feedstock.
Acetone pulping of wheat straw [164–166] and Eucalyptus [167] has also been reported. For instance, a treatment using a temperature of 180°C, an acetone concentration of 40%, a cooking time of 60 min and 1,750 beating revolutions, resulted in pulp with similar or even better properties than those for soda pulp. It was claimed that the advantages that the process was less contaminating since the acetone was easy to be recovered and that the dissolved liquor rich in lignin had great potential use in the production of new materials. In addition, acetone has been used in mixtures with formic acid [168], ethanol [169] and the mixtures of them [170]. Furthermore, oxygen delignification can be modified to oxygen–acetone delignification process. For instance, oxygen delignification of cottonwood in acetone/water solutions (60/40, v/v) was evaluated with respect to pulping conditions as well as delignification kinetics [171, 172].
Recently, acetone organosolv fractionation of wheat straw has been studied to produce sugars and lignin [139]. The optimal conditions, i.e., 50% acetone for 1 h at 205°C, resulted in 82% hemicelluloses degradation, 79% delignification and 93% cellulose recovery. It has been shown that the acetone process improves the enzymatic hydroablity. After the fractionation pretreatment, a high glucose conversion yield up to 87% was achieved as compared to 16% for the untreated wheat straw. In another report, Pinus radiata D. Don was subjected to acetone pretreatment. A higher ethanol yield of 99.5% was achieved under the pretreatment conditions below: 50% acetone, pH 2.0, 195°C and 5 min [138].
11.5.5 Dimethyl Formamide
Dimethyl formamide (DMF), with a high selectivity to delignification, was used as a solvent for pulping. Many lignocellulosic materials, such as bagasse [144, 173], wheat straw [143], rich straw [174] and canola stalks [175], have been subjected to pulping in this context and the main operation parameters (time, temperature concentration, liquid to wood ratio, etc.) were optimized.
DMF pulping has many advantages such as obtained pulp with more hemicelluloses, less cellulose degradation, high yield, low residual lignin content, high brightness and good strength. The pulp produced was easy to be bleached and the yield after bleaching was higher than the yield of kraft pulp [173]. For example, pulps with high mechanical properties comparable to kraft pulp were produced under such conditions, i.e., at 210°C for 150 min with 50% DMF [143].
The relatively high selectivity of acetone fractionation process is ascribed to the unique chemical mechanism. In most organosolv fractionation processes, protic solvents (such as alcohols with the addition of acids or bases) result in the main delignification and degradation of carbohydrate under certain conditions. However, in an aprotic DMF solvent, the main and only reaction during fractionation process is delignification. The reaction results in the cleavage of carbohydrate-lignin ether linkage and hydrolysis of β-O-4 and α-O-4 bonds of lignin to form small fragments of lignin. In addition, DMF plays an important role in protecting carbohydrates [173, 176].
It should be noted that other than the organic solvents mentioned above, phenols, esters, ammonia, amines, formamide, dioxane, etc., have also been used to fractionation of a variety of lignocellulosic materials, but these processes are mainly investigated to production of pulps in a laboratory scale presently [2, 4, 13].
11.6 Concluding Remarks
Organosolv fractionation is considered to be an environmentally friendly process to afford substantially cellulose, hemicelluloses/degraded sugars and lignin for further process that is specific to each component. After organosolv fractionation, the recalcitrance of lignocellulosic material is destroyed to some extent regarding cellulose crystallinity, degree of polymerization, lignin structure, lignin removal, hemicelluloses solubilization, etc. The obtained cellulosic residue is an enzyme hydrolyzable substance for the production of biofuels. In addition, it can also be converted into pulp for the production of paper, silk and other modified products through further process. The efficient degradation and dissolution of lignin in organic solvents allow the highly selective delignification of lignocellulosic material without the addition of large amounts of inorganic catalyst. Due to the mild conditions in the extraction process, the lignin dissolved in the liquor is easy to be recovered without complicated purification schemes. The obtained sulfur-free organosolv lignin is an ideal renewable and alternative feedstock for a variety of petrochemical-based chemicals and materials, which have great potential markets as well as high value applications. The dissolved carbohydrates, furfural and HMF, can also be served as feedstocks for some chemicals and polymers.
References
Sundquist J, Poppius-Levlin K (1998) Milox pulping and bleaching. In: Young R, Akhtar M (eds) Environmentally friendly technologies for the pulp and paper industry. John Willey and Sons, New York, pp 157–190
Muurinen E (2000) Organosolv pulping: a review and distillation study related to peroxyacid pulping. Oulun yliopisto, Oulun
Rodriguez A, Jimenez L (2008) Pulping with organic solvents other than alcohols. Afinidad 65(535):188–196
Johansson A, Aaltonen O, Ylinen P (1987) Organosolv pulping: methods and pulp properties. Biomass 13(1):45–65. doi:10.1016/0144-4565(87)90071-0
Jiménez L, Rodríguez A (2010) Valorization of agricultural residues by fractionation of their components. Open Agric J 4:125–134
Leponiemi A (2008) Non-wood pulping possibilities: a challenge for the chemical pulping industry. Appita J 61(3):234–243
Stewart D (2008) Lignin as a base material for materials applications: chemistry, application and economics. Ind Crop Prod 27(2):202–207. doi:10.1016/j.indcrop.2007.07.008
Zhao XB, Cheng KK, Liu DH (2009) Organosolv pretreatment of lignocellulosic biomass for enzymatic hydrolysis. Appl Microbiol Biot 82(5):815–827. doi:10.1007/s00253-009-1883-1
Klason P (1893) Bidrag till kannedomen om sammansattningen af granens ved samt de kemiska processerna vid framstallning af cellulosa darur. Teknisk Tidskrift, Afdelningen for Kemi och Metallurgi 23(2):17–22
Klason P (1893) Framstallning af rent lignin ur granved och denna sednares kemiska sammansattning. Teknisk Tidskrift, Afdelningen for Kemi och Metallurgi 23(2):55–56
Pauly H (1918) Aktiengesellschaft fur Zellstoff- und Papierfabrikation in Aschaffenburg, assignee.Verfahren zur gewinnung der das sogenannte lignin bildenten stoffe aus holzarten. German Patent 309551
Pauly H (1918) Aktiengesellschaft fur Zellstoff- und Papierfabrikation, assignee. Satt att utvinna lignin ur cellulosahaltigt material. Swedish Patent 45010
Aziz S, Sarkanen K (1989) Organosolv pulping: a review. Tappi J 72(3):169–175
Teder A, Olm L (1992) Alternative cooking processes: modified sulfate cooking and alkaline sulfite process. Svensk Papperstidning-Nordisk Cellulosa 95(7):26–32
Pan XJ, Arato C, Gilkes N, Gregg D, Mabee W, Pye K, Xiao ZZ, Zhang X, Saddler J (2005) Biorefining of softwoods using ethanol organosolv pulping: preliminary evaluation of process streams for manufacture of fuel-grade ethanol and co-products. Biotechnol Bioeng 90(4):473–481. doi:10.1002/bit.20453
Brosse N, El Hage R, Sannigrahi P, Ragauskas A (2010) Dilute sulphuric acid and ethanol organosolv pretreatment of Miscanthus x giganteus. Cell Chem Technol 44(1–3):71–78
Monrroy M, Ibanez J, Melin V, Baeza J, Mendonca RT, Contreras D, Freer J (2010) Bioorganosolv pretreatments of P.radiata by a brown rot fungus (Gloephyllum trabeum) and ethanolysis. Enzyme Microb Technol 47(1–2):11–16. doi:10.1016/j.enzmictec.2010.01.009
Brosse N, Sannigrahi P, Ragauskas A (2009) Pretreatment of Miscanthus x giganteus using the ethanol organosolv process for ethanol production. Ind Eng Chem Res 48(18):8328–8334
Pan XJ, Xie D, Yu RW, Saddler JN (2008) The bioconversion of mountain pine beetle-killed lodgepole pine to fuel ethanol using the organosolv process. Biotechnol Bioeng 101(1):39–48. doi:10.1002/Bit.21883
Pan XJ, Gilkes N, Kadla J, Pye K, Saka S, Gregg D, Ehara K, Xie D, Lam D, Saddler J (2006) Bioconversion of hybrid poplar to ethanol and co-products using an organosolv fractionation process: optimization of process yields. Biotechnol Bioeng 94(5):851–861. doi:10.1002/Bit.20905
Mesa L, Gonzalez E, Ruiz E, Romero I, Cara C, Felissia F, Castro E (2010) Preliminary evaluation of organosolv pre-treatment of sugar cane bagasse for glucose production: application of 23 experimental design. Appl Energ 87(1):109–114. doi:10.1016/j.apenergy.2009.07.016
Teramoto Y, Lee SH, Endo T (2008) Pretreatment of woody and herbaceous biomass for enzymatic saccharification using sulfuric acid-free ethanol cooking. Bioresour Technol 99(18):8856–8863. doi:10.1016/j.biortech.2008.04.049
Lopez F, Garcia JC, Perez A, Garcia MM, Feria MJ, Tapias R (2010) Leucaena diversifolia a new raw material for paper production by soda-ethanol pulping process. Chem Eng Res Des 88 (1A):1–9. doi:10.1016/j.cherd.2009.06.016
Ogunsile BO, Quintana GC (2010) Modeling of soda: ethanol pulps from Carpolobia lutea. Bioresources 5(4):2417–2430
Lopez F, Perez A, Garcia JC, Feria MJ, Garcia MM, Fernandez M (2011) Cellulosic pulp from Leucaena diversifolia by soda-ethanol pulping process. Chem Eng J 166(1):22–29. doi:10.1016/j.cej.2010.08.039
Kirci H, Bostanci S, Yalinkilic MK (1994) A new modified pulping process alternative to sulfate method alkali-sulfite-antraquinone-ethanol (ASAE). Wood Sci Technol 28(2):89–99. doi:10.1007/BF00192688
El Hage R, Brosse N, Sannigrahi P, Ragauskas A (2010) Effects of process severity on the chemical structure of Miscanthus ethanol organosolv lignin. Polym Degrad Stabil 95(6):997–1003. doi:10.1016/j.polymdegradstab.2010.03.012
Kishimoto T, Sano Y (2003) Delignification mechanism during high-boiling solvent pulping. V. Reaction of nonphenolic β-O-4 model compounds in the presence and absence of glucose. J Wood Chem Technol 23(3–4):279–292. doi:10.1081/Wct-120026993
Sarkanen KV, Tillman DA (1980) Progress in biomass conversion, vol 2. Academic Press, New York
Kubo S, Kadla JF (2004) Poly(ethylene oxide)/organosolv lignin blends: relationship between thermal properties, chemical structure, and blend behavior. Macromolecules 37(18):6904–6911. doi:10.1021/Ma0490552
West E, MacInnes AS, Hibbert H (1943) Studies on lignin and related compounds. LXIX. Isolation of 1-(4-hydroxy-3-methoxyphenyl)-2-propanone and 1-ethoxy-1-(4-hydroxy-3-methoxyphenyl)-2-propanone from the ethanolysis products of spruce wood. J Am Chem Soc 65:1187–1192. doi:10.1021/ja01246a047
Hallac BB, Pu YQ, Ragauskas AJ (2010) Chemical transformations of Buddleja davidii lignin during ethanol organosolv pretreatment. Energ Fuel 24:2723–2732. doi:10.1021/Ef901556u
Li S, Lundquist K (1999) Acid reactions of lignin models of β-5 type. Holzforschung 53(1):39–42. doi:10.1515/HF.1999.007
El Hage R, Brosse N, Chrusciel L, Sanchez C, Sannigrahi P, Ragauskas A (2009) Characterization of milled wood lignin and ethanol organosolv lignin from miscanthus. Polym Degrad Stabil 94(10):1632–1638. doi:10.1016/j.polymdegradstab.2009.07.007
Meshgini M, Sarkanen KV (1989) Synthesis and kinetics of acid-catalyzed hydrolysis of some α-aryl ether lignin model compounds. Holzforschung 43(4):239–243. doi:10.1515/hfsg.1989.43.4.239
Vazquez G, Antorrena G, Gonzalez J, Freire S, Lopez S (1997) Acetosolv pulping of pine wood: kinetic modelling of lignin solubilization and condensation. Bioresour Technol 59(2–3):121–127. doi:10.1016/S0960-8524(96)00168-X
Mcdonough TJ (1993) The chemistry of organosolv delignification. Tappi J 76(8):186–193
Baeza J, Fernandez AM, Freer J, Pedreros A, Schmidt E, Duran N (1991) Organosolv-pulping III: the influence of formic acid delignification of the enzymatic-hydrolysis of Pinus radiata D. Don sawdus. Appl Biochem Biotech 31(3):273–282. doi:10.1007/BF02921754
Hallac BB, Sannigrahi P, Pu YQ, Ray M, Murphy RJ, Ragauskas AJ (2010) Effect of ethanol organosolv pretreatment on enzymatic hydrolysis of Buddleja davidii stem biomass. Ind Eng Chem Res 49(4):1467–1472
Kim DE, Pan XJ (2010) Preliminary study on converting hybrid poplar to high-value chemicals and lignin using organosolv ethanol process. Ind Eng Chem Res 49(23):12156–12163. doi:10.1021/Ie101671r
Bobleter O (1994) Hydrothermal degradation of polymers derived from plants. Prog Polym Sci 19(5):797–841
Arato C, Pye EK, Gjennestad G (2005) The lignol approach to biorefining of woody biomass to produce ethanol and chemicals. Appl Biochem Biotech 121:871–882. doi:10.1385/ABAB:123:1-3:0871
Garcia A, Alriols MG, Llano-Ponte R, Labidi J (2011) Energy and economic assessment of soda and organosolv biorefinery processes. Biomass Bioenerg 35(1):516–525. doi:10.1016/j.biombioe.2010.10.002
Liu ZH, Fatehi P, Jahan MS, Ni YH (2011) Separation of lignocellulosic materials by combined processes of pre-hydrolysis and ethanol extraction. Bioresour Technol 102(2):1264–1269. doi:10.1016/j.biortech.2010.08.049
Pan XJ, Xie D, Yu RW, Lam D, Saddler JN (2007) Pretreatment of lodgepole pine killed by mountain pine beetle using the ethanol organosolv process: Fractionation and process optimization. Ind Eng Chem Res 46(8):2609–2617. doi:10.1021/Ie061576l
Katzen R, Fredrickson R, Brush B (1980) Alcohol pulping appears feasible for small incremental capacity. Pulp and Paper 54(8):144–149
Pye EK, Lora JH (1991) The Alcell process: a proven alternative to kraft pulping. Tappi J 74(3):113–118
Fernando EF, Vallejos EM, Area MC (2010) Lignin recovery from spent liquors from ethanol-water fractionation of sugar cane bagasse. Cell Chem Technol 44(9):311–318
Gonzalez M, Garcia A, Toledano A, Llano-Ponte R, de Andres MA, Labidi J (2009) Lignocellulosic feedstock biorefinery processes: Analysis and design. Chem Eng Trans 17:1107–1112
Garcia A, Egues I, Toledano A, Gonzalez M, Serrano L, Labidi J (2009) Biorefining of lignocellulosic residues using ethanol organosolv process. Chem Eng Trans 18:911–916
Alriols MG, Garcia A, Llano-ponte R, Labidi J (2010) Combined organosolv and ultrafiltration lignocellulosic biorefinery process. Chem Eng J 157(1):113–120. doi:10.1016/j.cej.2009.10.058
Zhang YHP, Lynd LR (2004) Toward an aggregated understanding of enzymatic hydrolysis of cellulose: noncomplexed cellulase systems. Biotechnol Bioeng 88(7):797–824. doi:10.1002/bit.20282
Puri VP (1984) Effect of crystallinity and degree of polymerization of cellulose on enzymatic saccharification. Biotechnol Bioeng 26(10):1219–1222. doi:10.1002/bit.260261010
Yoshida M, Liu Y, Uchida S, Kawarada K, Ukagami Y, Ichinose H, Kaneko S, Fukuda K (2008) Effects of cellulose crystallinity, hemicellulose, and lignin on the enzymatic hydrolysis of Miscanthus sinensis to monosaccharides. Biosci Biotech Biochem 72(3):805–810. doi:10.1271/Bbb.70689
Zhu L, O’Dwyer JP, Chang VS, Granda CB, Holtzapple MT (2008) Structural features affecting biomass enzymatic digestibility. Bioresour Technol 99(9):3817–3828. doi:10.1016/j.biortech.2007.07.033
Ohgren K, Bura R, Saddler J, Zacchi G (2007) Effect of hemicellulose and lignin removal on enzymatic hydrolysis of steam pretreated corn stover. Bioresour Technol 98(13):2503–2510. doi:10.1016/j.biortech.2006.09.003
Yang B, Wyman CE (2006) BSA treatment to enhance enzymatic hydrolysis of cellulose in lignin containing substrates. Biotechnol Bioeng 94:4611–4617. doi:10.1002/Bit.20750
Jeoh T, Ishizawa CI, Davis MF, Himmel ME, Adney WS, Johnson DK (2007) Cellulase digestibility of pretreated biomass is limited by cellulose accessibility. Biotechnol Bioeng 98(1):112–122. doi:10.1002/Bit.21408
Akgul M, Kirci H (2009) An environmentally friendly organosolv (ethanol-water) pulping of poplar wood. J Environ Biol 30(5):735–740
Lora JH, Aziz S (1985) Organosolv pulping: a versatile approach to wood refining. Tappi J 68(8):94–97
Cronlund M, Powers J (1992) Bleaching of Alcell (R) organosolv pulps using conventional and nonchlorine bleaching sequences. Tappi J 75(6):189–194
Zhang MY, Xu YJ, Li KC (2007) Removal of residual lignin of ethanol-based organosolv pulp by an alkali extraction process. J Appl Polym Sci 106(1):630–636. doi:10.1002/App.26622
Ruzene DS, Goncalves AR, Teixeira JA, De Amorim MTP (2007) Carboxymethyl cellulose obtained by ethanol/water organosolv process under acid conditions. Appl Biochem Biotech 137:573–582. doi:10.1007/978-1-60327-181-3_47
Pasquini D, Belgacem MN, Gandini A, Curvelo AAD (2006) Surface esterification of cellulose fibers: characterization by DRIFT and contact angle measurements. J Colloid Interf Sci 295(1):79–83. doi:10.1016/j.jcis.2005.07.074
Joaquim AP, Tonoli GHD, Dos Santos SF, Savastano H (2009) Sisal organosolv pulp as reinforcement for cement based composites. Mater Res-Ibero-Am J Mater 12(3):305–314
de Paiva JMF, Frollini E (2006) Unmodified and modified surface sisal fibers as reinforcement of phenolic and lignophenolic matrices composites: thermal analyses of fibers and composites. Macromol Mater Eng 291(4):405–417. doi:10.1002/mame.200500334
Hoareau W, Oliveira FB, Grelier S, Siegmund B, Frollini E, Castellan A (2006) Fiberboards based on sugarcane bagasse lignin and fibers. Macromol Mater Eng 291(7):829–839. doi:10.1002/mame.200600004
Wang MC, Leitch M, Xu CB (2009) Synthesis of phenol-formaldehyde resol resins using organosolv pine lignins. Eur Polym J 45(12):3380–3388. doi:10.1016/j.eurpolymj.2009.10.003
Park Y, Doherty W, Halley PJ (2008) Developing lignin-based resin coatings and composites. Ind Crop Prod 27(2):163–167. doi:10.1016/j.indcrop.2007.07.021
Ramires EC, Megiatto JD, Gardrat C, Castellan A, Frollini E (2010) Valorization of an industrial organosolv-sugarcane bagasse lignin: characterization and use as a matrix in biobased composites reinforced with sisal fibers. Biotechnol Bioeng 107(4):612–621. doi:10.1002/Bit.22847
Barclay LRC, Xi F, Norris JQ (1997) Antioxidant properties of phenolic lignin model compounds. J Wood Chem Technol 17(1–2):73–90. doi:10.1080/02773819708003119
Dizhbite T, Telysheva G, Jurkjane V, Viesturs U (2004) Characterization of the radical scavenging activity of lignins—natural antioxidants. Bioresour Technol 95(3):309–317. doi:10.1016/j.biortech.2004.02.024
Pan XJ, Kadla JF, Ehara K, Gilkes N, Saddler JN (2006) Organosolv ethanol lignin from hybrid poplar as a radical scavenger: relationship between lignin structure, extraction conditions, and antioxidant activity. J Agric Food Chem 54(16):5806–5813. doi:10.1021/Jf0605392
Garcia A, Toledano A, Andres MA, Labidi J (2010) Study of the antioxidant capacity of Miscanthus sinensis lignins. Process Biochem 45(6):935–940. doi:10.1016/j.procbio.2010.02.015
Basso MC, Cerrella EG, Cukierman AL (2004) Cadmium uptake by lignocellulosic materials: effect of lignin content. Separ Sci Technol 39(5):1163–1175. doi:10.1081/Ss-120028577
Acemioglu B, Samil A, Alma MH, Gundogan R (2003) Copper(II) removal from aqueous solution by organosolv lignin and its recovery. J Appl Polym Sci 89(6):1537–1541. doi:10.1002/App.12251
Harmita H, Karthikeyan KG, Pan XJ (2009) Copper and cadmium sorption onto kraft and organosolv lignins. Bioresour Technol 100(24):6183–6191. doi:10.1016/j.biortech.2009.06.093
Belgacem MN, Blayo A, Gandini A (2003) Organosolv lignin as a filler in inks, varnishes and paints. Ind Crop Prod 18(2):145–153. doi:10.1016/S0926-6690(03)00042-6
Furimsky E (2000) Catalytic hydrodeoxygenation. Appl Catal A-gen 199(2):147–190. doi:10.1016/S0926-860X(99)00555-4
Nagy M, David K, Britovsek GJP, Ragauskas AJ (2009) Catalytic hydrogenolysis of ethanol organosolv lignin. Holzforschung 63(5):513–520. doi:10.1515/Hf.2009.097
Clements LD, Van Dyne DL (2008) The lignocellulosic biorefinery: a strategy for returning to a sustainable source of fuels and industrial organic chemicals. Biorefineries-industrial processes and products. Wiley, Germany. doi:10.1002/9783527619849.ch5
Zeitsch KJ (2000) Furfural production needs chemical innovation. Chem Innov 30(4):29–32
Bozell JJ, Moens L, Elliott DC, Wang Y, Neuenscwander GG, Fitzpatrick SW, Bilski RJ, Jarnefeld JL (2000) Production of levulinic acid and use as a platform chemical for derived products. Resour Conserv Recy 28(3–4):227–239. doi:10.1016/S0921-3449(99)00047-6
Huber GW, Chheda JN, Barrett CJ, Dumesic JA (2005) Production of liquid alkanes by aqueous-phase processing of biomass-derived carbohydrates. Science 308(5727):1446–1450. doi:10.1126/science.1111166
Roman-Leshkov Y, Chheda JN, Dumesic JA (2006) Phase modifiers promote efficient production of hydroxymethylfurfural from fructose. Science 312(5782):1933–1937. doi:10.1126/science.1126337
Lam HQ, Le Bigot Y, Delmas M, Avignon G (2001) Formic acid pulping of rice straw. Ind Crop Prod 14(1):65–71
Jahan MS (2007) Formic acid pulping of bagasse. Bangladesh J Sci Ind Res 41(3):245–250
Zhang M, Qi W, Liu R, Su R, Wu S, He Z (2010) Fractionating lignocellulose by formic acid: characterization of major components. Biomass Bioenerg 34(4):525–532. doi:10.1016/j.biombioe.2009.12.018
Jahan MS, Chowdhury DAN, Islam MK (2007) Atmospheric formic acid pulping and TCF bleaching of dhaincha (Sesbania aculeata), kash (Saccharum spontaneum) and banana stem (Musa cavendish). Ind Crop Prod 26(3):324–331. doi:10.1016/j.indcrop.2007.03.012
Ligero P, Vega A, Villaverde JJ (2010) Delignification of Miscanthus x giganteus by the Milox process. Bioresour Technol 101(9):3188–3193. doi:10.1016/j.biortech.2009.12.021
Ligero P, Villaverde JJ, Vega A, Bao M (2008) Pulping cardoon (Cynara cardunculus) with peroxyformic acid (MILOX) in one single stage. Bioresour Technol 99(13):5687–5693. doi:10.1016/j.biortech.2007.10.028
Abad S, Santos V, Parajo JC (2000) Formic acid-peroxyformic acid pulping of aspen wood: an optimization study. Holzforschung 54(5):544–552
Zhao X, van der Heide E, Zhang T, Liu D (2011) Single-stage pulping of sugarcane bagasse with peracetic acid. J Wood Chem Technol 31(1):1–25
Sahin HT, Young RA (2008) Auto-catalyzed acetic acid pulping of jute. Ind Crop Prod 28(1):24–28. doi:10.1016/j.indcrop.2007.12.008
Contreras H, Nagieb ZA, Sanjuan R (1997) Delignification of bagasse with acetic acid and ozone.1. Acetic acid pulping. Polym-plast Technol 36(2):297–307
Pan XJ, Sano Y (2005) Fractionation of wheat straw by atmospheric acetic acid process. Bioresour Technol 96(11):1256–1263. doi:10.1016/j.biortech.2004.10.018
Gan DN, Xie YM, Aorigele YM, Wang P, Li SL, Yang HT (2004) Acetic acid pulping of triploid clones of Polulus tomentosa Carr at atmospheric condition. Trans China Pulp Paper 19(1):15–18
Villaverde JJ, Ligero P, de Vega A (2010) Formic and acetic acid as agents for a cleaner fractionation of Miscanthus x giganteus. J Clean Prod 18(4):395–401
Ligero P, Villauerde JJ, de Vega A, Bao M (2008) Delignification of Eucalyptus globulus saplings in two organosolv systems (formic and acetic acid) preliminary analysis of dissolved lignins. Ind Crop Prod 27(1):110–117. doi:10.1016/j.indcrop.2007.08.008
Vila C, Santos V, Parajo JC (2000) Optimization of beech wood pulping in catalyzed acetic acid media. Can J Chem Eng 78(5):964–973. doi:10.1002/cjce.5450780514
Soudham V, Rodriguez D, Rocha G, Taherzadeh M, Martin C (2011) Acetosolv delignification of marabou (Dichrostachys cinerea) wood with and without acid prehydrolysis. For Stud China 13(1):64–70. doi:10.1007/s11632-011-0106-x
Lam HQ, Le Bigot Y, Delmas M, Avignon G (2001) A new procedure for the destructuring of vegetable matter at atmospheric pressure by a catalyst/solvent system of formic acid/acetic acid. Applied to the pulping of triticale straw. Ind Crop Prod 14(2):139–144. doi:10.1016/S0926-6690(01)00077-2
Sixta H, Harms H, Dapia S, Parajo JC, Puls J, Saake B, Fink HP, Roder T (2004) Evaluation of new organosolv dissolving pulps. Part I: preparation, analytical characterization and viscose processability. Cellulose 11(1):73–83. doi:10.1023/B:CELL.0000014767.47330.90
Hortling B, Poppius K, Sundquist J (1991) Formic-acid peroxyformic acid pulping. 4: lignins isolated from spent liquors of 3-stage peroxyformic acid pulping. Holzforschung 45(2):109–120. doi:10.1515/hfsg.1989.43.5.317
Ede R, Brunow G, Poppius K, Sundquist J, Hortling B (1988) Formic acid/peroxyformic acid pulping, part 1: reactions of β-aryl ether model compunds with formic acid. Nord Pulp Pap Res J 3(3):119–123
Villaverde JJ, Li JB, Ek M, Ligero P, de Vega A (2009) Native lignin structure of Miscanthus x giganteus and its changes during acetic and formic acid fractionation. J Agric Food Chem 57(14):6262–6270
De Filippis P, Scarsella M, Verdone N (2009) Peroxyformic acid formation: a kinetic study. Ind Eng Chem Res 48(3):1372–1375. doi:10.1021/Ie801163j
Gierer J (1982) The chemistry of delignification—a general concept 2. Holzforschung 36(2):55–64. doi:10.1515/hfsg.1982.36.2.55
Sun Y, Lin L, Pang CS, Deng HB, Peng H, Li JZ, He BH, Liu SJ (2007) Hydrolysis of cotton fiber cellulose in formic acid. Energ Fuel 21(4):2386–2389. doi:10.1021/Ef070134z
Lehnen R, Saake B, Nimz HH (2001) Furfural and hydroxymethylfurfural as by-products of FORMACELL pulping. Holzforschung 55(2):199–204. doi:10.1515/HF.2001.033
Muurinen EI, Sohlo JJK (1994) Simulation of recovery methods for pulping with peroxyformic and peroxyacetic acids. Comput Chem Eng 18:S609–S613. doi:10.1016/0098-1354(94)80099-5
Vila C, Santos V, Parajo JC (2003) Simulation of an organosolv pulping process: generalized material balances and design calculations. Ind Eng Chem Res 42(2):349–356. doi:10.1021/Ie020654b
Vila C, Santos V, Parajo JC (2003) Recovery of lignin and furfural from acetic acid-water-HCl pulping liquors. Bioresour Technol 90(3):339–344. doi:10.1016/S0960-8524(03)00030-0
Sindhu R, Binod P, Satyanagalakshmi K, Janu KU, Sajna KV, Kurien N, Sukumaran RK, Pandey A (2010) Formic acid as a potential pretreatment agent for the conversion of sugarcane bagasse to bioethanol. Appl Biochem Biotech 162(8):2313–2323. doi:10.1007/s12010-010-9004-2
a González D, Campos AR, Cunha AM, Santos V, Parajó JC (2010) Utilization of fibers obtained by peroxyformic acid processing of broom as reinforcing agents for biocomposites. Bioresources 5(4):2591–2610
Yanez R, Alonso JL, Parajo JC (2003) Totally chlorine free bleaching of organosolv pulps. J Wood Chem Technol 23(2):161–178. doi:10.1081/Wct-120021923
Fink HP, Weigel P, Ganster J, Rihm R, Puls J, Sixta H, Parajo JC (2004) Evaluation of new organosolv dissolving pulps. Part II: structure and NMMO processability of the pulps. Cellulose 11(1):85–98. doi:10.1023/B:CELL.0000014779.93590.a0
Jahan MS, Saeed A, He ZB, Ni YH (2011) Jute as raw material for the preparation of microcrystalline cellulose. Cellulose 18(2):451–459. doi:10.1007/s10570-010-9481-z
Mathew AP, Oksman K, Sain M (2005) Mechanical properties of biodegradable composites from poly lactic acid (PLA) and microcrystalline cellulose (MCC). J Appl Polym Sci 97(5):2014–2025. doi:10.1002/App.21779
Vila C, Santos V, Parajo JC (2004) Dissolving pulp from TCF bleached acetosolv beech pulp. J Chem Technol Biot 79(10):1098–1104. doi:10.1002/Jctb.1090
Perttunen J, Myllykoski L, Keiski R (2002) Lactic acid fermentation of hemicellulose liquors and their activated carbon pretreatments. In: Hofman M, Thonart P (eds) Engineering and manufacturing for biotechnology, vol 4. Focus on biotechnology. Springer, Netherlands, pp 29–38. doi:10.1007/978-3-642-28418-2_2
Wu Z, Lin L, Deng HB, Sun Y, Pan CS, Li JZ (2007) Process technology for the production of xylose via hydrolysis of straw in a mixture of formic acid and hydrochloric acid. Mod Food Sci Technol 23(11):34–36
Goncalves AR, Urbano MP, Cotrim AR, da Silva FT (1997) Oxidation of lignin-containing liquor from acetosolv pulping of sugar-cane bagasse. In: Proceedings of the 1997 9th international symposium on wood and piping chemistry, ISWPC. Part 1 (of 2), 9–12 June, Montreal. In: Proceedings of the ACM workshop on role-based access control. ACM, pp I4.1–I4.3
Goncalves AR, Benar P (2001) Hydroxymethylation and oxidation of organosolv lignins and utilization of the products. Bioresour Technol 79(2):103–111
Calabria GMM, Goncalves AR (2006) Obtainment of chelating agents through the enzymatic oxidation of lignins by phenol oxidase. Appl Biochem Biotech 129(1–3):320–325. doi:10.1385/ABAB:129:1:320
Benar P, Goncalves AR, Mandelli D, Ferreira MMC, Schuchardt U (1999) Principal component analysis of the hydroxymethylation of sugarcane lignin: a time-depending study by FTIR. J Wood Chem Technol 19(1–2):151–165. doi:10.1080/02773819909349605
Vazquez G, Freire S, Rodriguez-Bona C, Gonzalez J, Antorrena G (1999) Structures, and reactivities with formaldehyde, of some acetosolv pine lignins. J Wood Chem Technol 19(4):357–378. doi:10.1080/02773819909349617
Vazquez G, Rodriguez-Bona C, Freire S, Gonzalez-Alvarez J, Antorrena G (1999) Acetosolv pine lignin as copolymer in resins for manufacture of exterior grade plywoods. Bioresour Technol 70(2):209–214. doi:10.1016/S0960-8524(99)00020-6
Luo J, Tang Z, Zhou J (2006) Preparation and properties of HDPE/lignin composite. China Synt Resin Plast 23(2):39–42
Silva MF, da Silva CA, Fogo FC, Pineda EAG, Hechenleitner AAW (2005) Thermal and FTIR study of polyvinylpyrrolidone/lignin blends. J Therm Anal Calorim 79(2):367–370. doi:10.1007/s10973-005-0066-2
Uraki Y, Ishikawa N, Nishida M, Sano Y (2001) Preparation of amphiphilic lignin derivative as a cellulase stabilizer. J Wood Sci 47(4):301–307. doi:10.1007/BF00766717
Uraki Y, Taniwatashi R, Kubo S, Sano Y (2000) Activated carbon sheet prepared from softwood acetic acid lignin. J Wood Sci 46(1):52–58. doi:10.1007/BF00779553
Kubo S, Uraki Y, Sano Y (1998) Preparation of carbon fibers from softwood lignin by atmospheric acetic acid pulping. Carbon 36(7–8):1119–1124. doi:10.1080/02773811003637494
Oliet M, Garcia J, Rodriguez F, Gilarrranz MA (2002) Solvent effects in autocatalyzed alcohol-water pulping comparative study between ethanol and methanol as delignifying agents. Chem Eng J 87(2):157–162. doi:10.1016/S1385-8947(01)00213-3
Gilarranz MA, Oliet M, Rodriguez F, Tijero J (1999) Methanol-based pulping of Eucalyptus globulus. Can J Chem Eng 77(3):515–521. doi:10.1002/cjce.5450770312
Lundquist L, Arpin G, Leterrier Y, Berthold F, Lindstrom M, Manson JAE (2004) Alkali-methanol-anthraquinone pulping of Miscanthus x giganteus for thermoplastic composite reinforcement. J Appl Polym Sci 92(4):2132–2143. doi:10.1002/App.20179
Gurboy KB, Elmas GM (2007) ASAM pulping of hybrid poplar samsun clone grown in Turkey. Cell Chem Technol 41(4–6):271–275
Araque E, Parra C, Freer J, Contreras D, Rodriguez J, Mendonca R, Baeza J (2008) Evaluation of organosolv pretreatment for the conversion of Pinus radiata D. Don to ethanol. Enzyme Microb Technol 43(2):214–219. doi:10.1016/j.enzmictec.2007.08.006
Huijgen WJJ, Reith JH, den Uil H (2010) Pretreatment and fractionation of wheat straw by an acetone-based organosolv process. Ind Eng Chem Res 49(20):10132–10140. doi:10.1021/Ie101247w
Gonzalez Alriols M, Tejado A, Blanco M, Mondragon I, Labidi J (2009) Agricultural palm oil tree residues as raw material for cellulose, lignin and hemicelluloses production by ethylene glycol pulping process. Chem Eng J 148(1):106–114
Jimenez L, Rodriguez A, Diaz MJ, Lopez F, Ariza J (2004) Organosolv pulping of olive tree trimmings by use of ethylene glycol/soda/water mixtures. Holzforschung 58(2):122–128. doi:10.1515/HF.2004.017
Aziz S, McDonough TJ (1986) Solvent pulping—dissolution or disillusion? IPC technical 1268 paper series, No.182, http://hdl.handle.net/1853/2663
Ziaie-Shirkolaee Y, Mohammadi-Rovshandeh J, Rezayati-Charani P, Khajehelan MB (2008) Influence of dimethyl formamide pulping of wheat straw on cellulose degradation and comparison with Kraft process. Bioresour Technol 99(9):3568–3578. doi:10.1016/j.biortech.2007.07.066
Rezayati-Charani P, Mohammadi-Rovshandeh J, HasheMi SJ, Kazemi-Najafi S (2006) Influence of dimethyl formamide pulping of bagasse on pulp properties. Bioresour Technol 97(18):2435–2442. doi:10.1016/j.biortech.2005.08.026
Jimenez L, Rodriguez A, Serrano L, Moral A (2008) Organosolv ethanolamine pulping of olive wood: Influence of the process variables on the strength properties. Biochem Eng J 39(2):230–235. doi:10.1016/j.bej.2007.09.006
Sarkanen KV (1990) Chemistry of solvent pulping. Tappi J 73(10):215–219
Goyal GC, Lora JH, Pye EK (1992) Autocatalyzed organosolv pulping of hardwoods: effect of pulping conditions on pulp properties and characteristics of soluble and residual lignin. Tappi J 75(2):110–116
Jimenez L, Maestre F, De la Torre M, Perez I (1997) Organosolv pulping of wheat straw by use of methanol-water mixtures. Tappi J 80(12):148–154
Solar R, Gajdos E, Kacikova D, Sindler J (2000) A preliminary study on organosolv pulping of poplar wood (Populus tremula L.) II: medium temperature pulping. Cell Chem Technol 34(5–6):571–580
Tirtowidjojo S, Sarkanen KV, Pla F, Mccarthy JL (1988) Kinetics of organosolv delignification in batch-through and flow-through reactors. Holzforschung 42(3):177–183. doi:10.1515/hfsg.1988.42.3.177
Chum HL, Johnson DK, Black S, Baker J, Grohmann K, Sarkanen KV, Wallace K, Schroeder HA (1988) Organosolv pretreatment for enzymatic hydrolysis of poplars: I. Enzyme hydrolysis of cellulosic residues. Biotechnol Bioeng 31(7):643–649. doi:10.1002/bit.260310703
Rodriguez A, Perez A, de La Torre MJ, Ramos E, Jimenez L (2008) Neural fuzzy model applied to ethylene-glycol pulping of non-wood raw materials. Bioresour Technol 99(5):965–974. doi:10.1016/j.biortech.2007.03.007
Jimenez L, Perez A, De la Torre MJ, Rodriguez AB, Angulo V (2008) Ethyleneglycol pulp from tagasaste. Bioresour Technol 99(7):2170–2176. doi:10.1016/j.biortech.2007-05-044
Lee DH, Cho EY, Kim CJ, Kim SB (2010) Pretreatment of waste newspaper using ethylene glycol for bioethanol production. Biotechnol Bioprocess Eng 15(6):1094–1101. doi:10.1007/s12257-010-0158-0
Usta M, Boran S, Gumuskaya E, Ondaral S, Balaban M (2007) Comparative properties of the pulp and paper obtained from kraft-ethanol and kraft-ethylene glycol processes. Cell Chem Technol 41(4–6):311–318
Obst JR, Sanyer N (1980) Effect of quinones and amines on the cleavage rate of beta-O-4 ethers in lignin during alkaline pulping. Tappi J 63(7):111–114
Jimenez L, Rodriguez A, Calero AM, Eugenio ME (2004) Use of ethanolamine-soda-water mixtures for pulping olive wood trimmings. Chem Eng Res Des 82(A8):1037–1042. doi:10.1205/0263876041580686
Rodriguez A, Serrano L, Moral A, Perez A, Jimenez L (2008) Use of high-boiling point organic solvents for pulping oil palm empty fruit bunches. Bioresour Technol 99(6):1743–1749. doi:10.1016/j.biortech.2007.03.050
Rodriguez A, Serrano L, Moral A, Jimenez L (2008) Pulping of rice straw with high-boiling point organosolv solvents. Biochem Eng J 42(3):243–247. doi:10.1016/j.bej.2008.07.001
Gonzalez M, Canton L, Rodriguez A, Labidi J (2008) Effect of organosolv and soda pulping processes on the metals content of non-woody pulps. Bioresour Technol 99(14):6621–6625. doi:10.1016/j.biortech.2007.12.038
Sanchez R, Rodriguez A, Requejo A, Garcia A, Jimenez L (2010) Chemical and thermogravimetric analysis and soda and organosolv pulping of Hesperaloe funifera. Cell Chem Technol 44(9):327–334
Paszner L, Chang PC (1984) High efficiency organosolv saccharification process. U S Patent 4470851
Paszner L, Chang PC (1983) Organosolv delignification and saccharification process for lignocellulosic plant materials 4409032
Jimenez L, Garcia JC, Perez I, Ferrer JL, Chica A (2001) Influence of the operating conditions in the acetone pulping of wheat straw on the properties of the resulting paper sheets. Bioresour Technol 79(1):23–27. doi:10.1016/S0960-8524(01)00033-5
Jimenez L, Garcia JC, Perez I, Ariza J, Lopez F (2001) Acetone pulping of wheat straw: Influence of the cooking and beating conditions on the resulting paper sheets. Ind Eng Chem Res 40(26):6201–6206. doi:10.1021/Ie0010161
Jimenez L, de la Torre MJ, Bonilla JL, Ferrer JL (1998) Organosolv pulping of wheat straw by use of acetone-water mixtures. Process Biochem 33(4):401–408. doi:10.1016/S0032-9592(98)00001-6
Perez DD, Curvelo AAD (1997) Kinetics of acetone-water organosolv delignification of Eucalyptus urograndis. In: Iswpc: 9th international symposium on wood and pulping chemistry, pp 881–884
Ferraz A, Rodriguez J, Freer J, Baeza J (2000) Formic acid/acetone-organosolv pulping of white-rotted Pinus radiata softwood. J Chem Technol Biot 75(12):1190–1196. doi:10.1002/1097-4660(200012)75:12<1190:AID-JCTB342>3.0.CO;2-K
Jimenez L, Perez I, Lopez F, Ariza J, Rodriguez A (2002) Ethanol-acetone pulping of wheat straw. Influence of the cooking and the beating of the pulps on the properties of the resulting paper sheets. Bioresour Technol 83(2):139–143. doi:10.1016/S0960-8524(01)00196-1
Alcaide LJ, Dominguez JCG, Ot IP (2003) Influence of cooking variables in the organosolv pulping of wheat straw using mixtures of ethanol, acetone, and water. Tappi J 2(1):27–31
Pascoalneto G, Delpechbarrie F, Robert A (1993) Oxygen delignification in a water plus organic-solvent solution.2. Comparison of eucalyptus wood (Eucalyptus globulus) and poplar wood (Populus species). Cell Chem Technol 27(2):185–199
Delpechbarie F, Robert A (1993) Oxygen delignification in a water plus organic-solvent solution.1. Delignification of poplar chips (Populus species) in a water-acetone solution. Cell Chem Technol 27(1):87–105
Rezayati-Charani P, Mohammadi-Rovshandeh J (2005) Effect of pulping variables with dimethyl formamide on the characteristics of bagasse-fiber. Bioresour Technol 96(15):1658–1669. doi:10.1016/j.biortech.2004.12.030
Ghozatloo A, Mohammadi-Rovshandeh J, Hashemi SJ (2007) Optimization of pulp properties by dimethyl formamide pulping of rice straw. Cell Chem Technol 40(8):659–667
Ekhtera MH, Azadfallah M, Bahrami M, Mohammadi-Rovshandeh J (2009) Comparative study of pulp and paper properties of canola stalks prepared by using dimethyl formamide or diethylene glycol. Bioresources 4(1):214–233
Ziaie-Shirkolaee Y, Mohammadi-Rovshandeh J, Charani PR, Khajehcian MB (2007) Study on cellulose degradation during organosolv delignification of wheat straw and evaluation of pulp properties. Iran Polym J 16(2):83–96
Acknowledgements
The authors wish to express their gratitude for the financial support from the State Forestry Administration (200804015/2010-0400706), the National Natural Science Foundation of China (30930073 and 31070526), Major State Basic Research Projects of China (973-2010CB732204), Ministry of Education (111), and Hei Long Jiang Province for Distinguished Young Scholars (JC200907).
Author information
Authors and Affiliations
Corresponding authors
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2012 Springer-Verlag Berlin Heidelberg
About this chapter
Cite this chapter
Li, MF., Sun, SN., Xu, F., Sun, RC. (2012). Organosolv Fractionation of Lignocelluloses for Fuels, Chemicals and Materials: A Biorefinery Processing Perspective. In: Baskar, C., Baskar, S., Dhillon, R. (eds) Biomass Conversion. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-28418-2_11
Download citation
DOI: https://doi.org/10.1007/978-3-642-28418-2_11
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-642-28417-5
Online ISBN: 978-3-642-28418-2
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)