
Abstract
Depending on the performance expectations or to facilitate trimming, improve weldability, a single component may be required to have different local properties. The so-called tailored parts can be produced by incoming tailored blanks. It is also possible to have a standard blank, and can be processed in a hot stamping line to have tailored properties. The aim of this chapter is to give a better understanding to the reader about hot stamped parts having tailored properties in body-in-white applications.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
8.1 The Need for Tailored Parts
For automotive applications, the main objectives of the hot stamped components are improving crashworthiness and saving weight at the same time. Therefore, the real performance of these parts should be analyzed in crash conditions (i.e., high-strain impact events) [1, 2].
Generally, ultra high strength (more than 1400 MPa or 200 ksi) is achievable with hot stamping. However, this high strength causes several problems, especially in the automotive applications:
-
1.
The elongation usually is reduced as the strength improves, which results in reduction of the energy absorption,
-
2.
Welding of high strength steels to mild steels creates a heat affected zone, and
-
3.
Required loads for both trimming and piercing processes is high due to the high strength.
To solve these problems, hot stamping parts can be tailored, such that some areas can be fully hardened (martensite), while other areas can remain soft (ferrite+pearlite or bainite). Depending on the role of the structural part (carrying either bending or axial crash load), the best position for the local regions with lower strength and higher ductility can be designed [2,3,4].
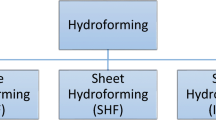
There are four main ways to obtain parts with tailored properties in hot stamping process, Fig. 8.1:
-
1.
The incoming blank can be tailored, as in the case of Tailor Welded Blanks (TWBs), Tailor Rolled Blanks (TRBs), and patchwork blanks,
-
2.
Pre hot stamping process (controlling the blank temperature during heating or the blank cooling rate during transfer),
-
3.
During hot stamping process (controlling the quenching rate),
-
4.
Post hot stamping process (by partially tempering the fully hardened part).

Methods for hot stamping of the parts with tailored properties
The next sections will discuss these methods.
8.2 Tailored Blanks
Tailored blanks have been commonly used in the automotive industry to reduce the components weight, simply by eliminating the need for reinforcement and/or reducing the blank thickness in low-load areas. Common applications of the tailored blanks are given in Fig. 8.2 [5].

Typical applications of tailored blanks in automobiles [5]
These components either require:
-
1
A heavy load carrying in some portions, as in the case of a door inner where the areas close to the hinges have to carry more load or
-
2
An energy absorbing area such as the B-pillar, in which the bottom part should have higher energy absorption capacity and in the upper part high intrusion resistance is required.
The history of tailored parts, (in this particular case Tailor Welded Blanks, TWBs), in the automotive industry began in 1985 at Thyssen Stahl AG, Germany. This development was necessary for the floor pan of the Audi 100, which was upgraded to a fully galvanized body to offer 10 years anti-corrosion warranty [6]. At that time, there were no galvanizing lines to supply the strip at required width. Thus, Thyssen Stahl AG came up with the idea of producing two individual blanks of same dimensions, thickness and coating; and then laser weld them to required dimensions [7]. Recently, a similar study was done at Fraunhofer IWU for magnesium sheets, where the required dimensions were obtained by welded sheets [8].
Tailored blanks have long been used in the automotive industry in cold stamping. Nevertheless, the use of Tailor Welded Blanks (TWBs) and Tailor Rolled Blanks (TRBs) in hot stamping is a more recent technology.
In the next three subsections, details of TWBs, TRBs, and patchwork blanks are given, specifically for hot stamping purposes.
8.2.1 Tailor Welded Blanks
In the case of crash-relevant assemblies, a tailored blank enables a targeted energy absorption in the event of a side or frontal impact while protecting the passenger compartment. For example, with a side rail, a thinner and/or softer sheet may be used to absorb the energy; while a thicker and/or stronger sheet at the rear of the component prevents it from entering the passenger compartment [9,10,11].
Tailor welded blanks (TWBs) are made by butt welding between two or more sheet blanks, and may have:
-
1.
Different thicknesses: where the load carried in the part is not constant, lower guage materials can be used to save weight.
-
2.
Different alloys: where energy absorption and intrusion resistance is required within same part (such as a B-pillar in a vehicle).
-
3.
A combination of (1) and (2).
TWBs help weight reduction and they may also reduce cost by:
-
1.
Reducing the number of parts (i.e., reinforcements) in the subassembly,
-
2.
Reducing the number of required tools,
-
3.
Better utilizing of material by reducing scrap, as seen in Fig. 8.3.

Previous generation Audi A4/A5 (SOP 2007) was a good example for hot stamped TWBs. Tailored blanks were supplied by ThyssenKrupp Tailored Blanks. For rear rail and B-pillar, in which energy absorption was required in some portions, 22MnB5 was welded to HSLA with the same thickness. For tunnel reinforcement, the material was 22MnB5 everywhere, but the thickness was reduced in some areas to save weight, Fig. 8.4 [14].

Hot stamped TWB use in Audi A5 (SOP 2007) (re-created after [14])
When two 22MnB5 with different thicknesses are welded to form a TWB (Fig. 8.4a), the properties of weld seam are crucial. Since both base metals have very high strength after hot stamping (in the order of 1500 MPa (215 ksi) UTS), the weld seam also has to have a similar strength. In other words, the weld seam should not be the weakest point of the assembly. Several researchers have shown that a hardness drop occurs in the weld seam area if the contact between the blank and dies cannot be sustained. In this particular case, the location of the weld seam in the tailored blank must match to the step in the die, i.e., \(\varDelta x\) in Fig. 8.5 should be as closed as possible to zero. Any misalignment over 4 mm in \(\varDelta x\) (\({\sim }5/32\)”) may lower the hardness around the weld zone to approximately 300 HV. For comparison, the base metal is around 500 HV in the areas contacting the upper and lower dies. [9, 10, 15,16,17].

Alignment of the blank in the dies (re-created after [17])
When 22MnB5 is welded to a low-strength high-ductility steel such as HSLA 340 or materials explained in Sect. 4.3 in Chap. 4, the main goal is to improve the energy absorbing of the component. A typical example for such a TWB is B-pillar (see Fig. 8.4c). The ductile bottom part should absorb the crash energy during a side impact, at the same time the upper part must be strong enough to prevent penetration to the passenger compartment. Hardness distribution of such a tailor welded B-pillar before and after hot stamping process is given in Fig. 8.6 [10, 11, 18].

While designing such a B-pillar. It is important to have a material that can undergo the same process window with 22MnB5. So that, furnace temperature, heating time and cooling rate does not need to be adjusted. HSLA 340 and materials listed in Sect. 4.3 can be used without additional effort. Different properties can be reliably achieved by hot stamping process and the transition zone can be as narrow as the width of the weld seam, 1...2 mm (0.04...0.08”) [19].
As discussed in Chap. 4, hot stamping blanks could be uncoated, AlSi coated, or Zn coated. For sheets with AlSi coating, an additional ablation process is done before welding to remove the coating (Fig. 8.3). If AlSi coated is not removed, aluminum would dissolve in weld seam and create an intermetallic precipitation, Fig. 8.7. This would weaken the weldment [9, 11, 15, 20, 21].

Comparison of direct welded (left) and laser ablated and then welded blanks (right)
Before welding the sub-blanks, the coating (typically AlSi) has to be removed on both sides so that the weld area is free from aluminum [22]. The width of ablation is selected such that even with a very wide weld, the weld pool would be safe. The typical process is “laser ablation”, as shown in Fig. 8.8 [23].

Laser ablation is used to remove the coating around the weld zones [23]
There are two similar but distinct methods of ablation, developed at approximately same times, one by ArcelorMittal and one by ThyssenKrupp [9, 24]. The “partial ablation” process is protected by ArcelorMittal patent. In this process, the AlSi layer is removed from the blank while the intermetallic layer remains, Fig. 8.9a. According to several studies, the remaining layer would provide protection against corrosion and decarburization of the steel substrate. In “complete ablation” method, both the AlSi coating and the intermetallic layer are removed, Fig. 8.9b. The ablation depth can be adjusted by adjusting laser energy [22, 24,25,26].

Schematic diagrams for: a partial ablation, b complete ablation (re-created after [26])
Another possible ablation method is thermal ablation by induction. In this case, only the near-surface areas of the steel substrate are heated via a high-frequency electromagnetic field, thereby heating the surface coating and ultimately driving away the coating by means of Lorentz forces produced by the electromagnetic field [27]. Experimental studies have shown that only “partial ablation” is possible with induction method. Since the intermetallic layer cannot be removed, and this layer would even grow by the thermal influence.
Zn coated blanks may not require an additional ablation process before laser welding process [28].
According to a study, for energy absorption in a B-pillar, the best method may be TWB’s. The study showed that hot stamped 22MnB5 would absorb 1, 800 J energy (Fig. 8.10a) in a component level testing. On the other hand, a multi-strength (i.e., tailor hot stamped with soft zones) hot stamped B-pillar can absorb 2,300 J of energy (as shown in Fig. 8.10c). The base portion of this B-pillar has a lower tensile strength (about 600 MPa) than the upper portion (about 1500 MPa). This is achieved by using a differential heating temperature (for further information about this technique please see Sect. 8.3.1). The tests showed, however, that the highest energy absorption could be achieved with a Tailor Welded Blank (TWB), where the base material is 340 MPa (Yield Stress) grade HSLA. In this case, the total energy absorbed was 3, 300 J (Fig. 8.10b) [29]. This is very similar to what Audi was using in the previous generation A4 (SOP 2008) [30].

Component level testing of several B-pillars: a Monolithic (single piece) hot stamped, b Tailor Welded Blank (TWB) with an HSLA 340 and c tailor tempered (with soft zones) (re-created after [29])
One of the earliest studies with DUCTIBOR 500 tailor welded blanks was a rear rail part, laser welded to USIBOR 1500 (22MnB5), Fig. 8.11. In this particular example, the reference part had a monolithic thickness of 2.0 mm, but failed due to plastic collapse. The proposed part saves 4.1 kg (9.0 lbs.) per vehicle, while having equivalent crash performance [31, 32].

Tailor welded blanks with “high elongation hot stamping steels” are increasingly used in the last years. One such example is second- generation Volvo XC90. As seen in Fig. 8.12, the car has a total of six TWB components, made by joining AlSi-coated MBW500 and MBW1500 steels. This vehicle’s B-pillars are also tailor rolled (see Sect. 8.2.2) [33, 34].

Utilizing large hot stamped TWB components such as door rings was planned since 2010. ArcelorMittal had shown its S-in-Motion concept car in EuroCarBody 2010, and introduced the idea of door ring similar to the one as shown in Fig. 8.13a [35]. Since then, many Tier 1’s and equipment suppliers have prepared their production to handle larger components, like door rings and even body sides for trucks and SUV’s. For example, press makers started offering much larger bolster area (press bed dimensions) to accommodate larger dies for such panels. Similarly larger laser trimming machines have been built and offered to accommodate these types of components [36, 37].
In May 2013, Honda rolled out its Acura MDX model with a hot stamped door ring for the first time in automotive industry. In this vehicle, blanks with two different thicknesses (1.2 and 1.6 mm) were welded and hot formed to a final shape as seen in Fig. 8.13b. By sub-blank nesting optimization, the material utilization was improved from 53–63% (Fig. 8.13c). This design has improved the crash energy management, by eliminating spot welds between components and having an uninterrupted load path. It also saved about 3.1 kg (6.8 lbs.) per vehicle [23]. In July 2014, Acura TLX was rolled out, which also had hot stamped door ring. However, in Acura TLX, the door ring was not a TWB, but a single piece with 1.4 mm uniform thickness. This design saved 4.1 kg (9 lbs.) per vehicle compared to the predecessor model [38, 39].

In 2014, ArcelorMittal introduced S-in motion pickup truck. In this study, inner and outer reinforcements were designed with laser welded Usibor 1500 steel and were compared to cold stamped steel versions. Figure 8.14 shows the inner reinforcements. The hot stamped TWB design had saved 6.60 kg (14.6 lbs.) per vehicle, compared to cold stamped multi-part design [35].

“T-bone”, inner reinforcement design: a cold stamped and spot welded four pieces, b tailor welded (laser welded) blank for hot stamping (re-created after [35])
In the same vehicle, the outer body side reinforcement was also designed with several different TWB options. Figure 8.15 shows only three of these designs. The cold-formed solution weighed 17.3 kg, whereas 3 sub-blank version was 15.9 kg. The 5 sub-blank weighed 15.6 kg. Material utilization in the cold-formed version was \(56\%\), which was improved to 62\(\%\) in three sub-blanks version and to 70\(\%\) in five sub-blanks version [35]. In 2017, the new Chrysler Pacifica was introduced, which had a five-pieces TWB door ring and a two-pieces TWB B-pillar reinforcement. This design had saved 8.6 kg (19 lbs.) per vehicle [41, 42].

Body side reinforcement concepts: a cold-formed four pieces, b two sub-blanks TWB, c five sub-blanks TWB (re-created after [35])
In 2018, Acura RDX became the first car to have hot stamped inner and outer door rings. In this design, both rings involve the side sill as well. By using two hot stamped rings, it was possible to further downgage both layers and save more weight. Another advantage was material utilization, as the inner ring was a TWB of five sub-blanks and the outer was of 4, as seen in Fig. 8.16 [43].

Acura RDX: a schematic of inner and outer door rings, b sub-blanks of inner door ring, c sub-blanks of outer door ring (re-created after [43])
Recently, studies have been shown that in these TWB designs, 1500 MPa tensile strength steel can be replaced with 1900–2000 MPa tensile strength steel; 450–500 MPa tensile strength steel can be replaced with 1000–1200 MPa tensile strength steel to further downgage the steels [22]. It was estimated an additional \(10\%\) weight savings could be realized by this replacement [44].
8.2.2 Tailor Rolled Blanks
Tailor Rolled Blanks (TRB®) are produced by a strip rolling process known as “flexible” rolling. In tailor rolling process, the roll gap (so, the blank thickness) is adjustable during production, Fig. 8.17. Thus, a single blank with variable local thicknesses can be obtained. TRBs can be an alternative to Tailor Welded Blanks with different thicknesses. In contrast to a tailor welded blank, the thickness transition does not occur abruptly, but continuously over an adjustable length [45, 46]. The achievable transition slope is a function of the rolling speed. Today, the most economic transition slope is stated with 1:100, which means 1 mm thickness difference over a length of 100 mm [47].

(courtesy of Mubea TRB GmbH)
Process principle of tailor rolling
Car body components using tailor rolled blanks have been used in mass production since 2001 and have been used in over 150 different applications by today. Tailor rolled blanks have been used in hot stamping industry since 2006. In only one decade, more than 50 million parts were hot stamped using tailor rolled blanks. By using tailor rolled blank, it is possible to optimize in terms of functional improvement (typically improvement of stiffness) and part integration (or eliminating the need for reinforcements). Some of the hot stamped TRB applications are listed in Table 8.1 [48,49,50].
According to a study in 2010, tailor rolled blanks is one of the most promising methods to save weight, while maintaining the crashworthiness, Fig. 8.18 [50]. Since 2011, Ford is using tailor rolled blanks in Focus and since 2013 in Kuga/Escape. In Focus, tailor rolled blanks saved about 1.4 kg/vehicle, compared to the B-pillar of similar sized C-Max (see Fig. 8.19). In Kuga/Escape, this number is around 1.2 kg/vehicle [56, 61].

Different strategies to save weight with hot stamping [50]


(courtesy of Mubea TRB GmbH)
Development of tailor rolled B-pillars
Mubea has developed the tailor rolled B-pillar, which can reduce the need for a patch-reinforcement, as seen in Fig. 8.20. One problem with such a B-pillar was spot welding. In a B-pillar assembly, the B-pillar and the closing plate should be welded to the body side panel, which is typically 0.6–0.7 mm thick mild steel. In such a condition, there would be three layers to be welded. When the thickest portion of the blank has to be welded, the thickness ratio would be so high that high-quality spot welding may not be possible [59, 66]. For this reason, Mubea developed a flange technology. In this method, the B-pillar’s flanges are trimmed. The part is laser welded to the closing plate, and the closing plate itself is spot welded to the body side panel. By removing some of the flanges, further weight savings can be realized [69]. Lastly, a tailor rolled hot stamped B-pillar with carbon fiber-reinforced polymer patch was developed as early as 2013 [70]. A very similar design (hot stamped TRB and a carbon fiber patch) has been in production at BMW 7 series, commercially known as carbon core [64].
In tailored rolling, the coating thickness cannot be uniform, as the coating is also being squeezed [71].
A relatively new technique to produce blanks with tailored thicknesses can be named as tailor forged blanks. Although not in mass production, at lab scale it was shown that a blank could be forged to be thinner in the areas of interest [71].
8.2.3 Patchwork Blanks
Patchwork blanks are similar to tailor welded blanks (TWBs). However, in a patchwork blank, the sub-blanks are not laser butt welded, instead, they are overlapped and resistance spot welded. As the blank is heated over its austenitizing temperature, so does the spot welds. Thus the welds are also austenitized and quenched. This increases the strength of the weld (Fig. 8.21a), and can reduce the risk of ruptures at weld spots (compared to cold stamping). With strong welds, the number of spot welds can be reduced, resulting in cost savings [50, 72, 73].

(courtesy of FCA Turkey)
Patchwork blanks: a schematic view of a B-pillar, b hardness profile aronud a spot weld, before and after hot stamping (re-created after [74]), c rear rail of Fiat Egea/Tipo
Hot stamped patchwork blanks were first used in 2007 Volvo V70’s B-Pillars [75]. In this vehicle (and its derivative XC70), the B-pillar was made of two uncoated sub-blanks, the main sub-blank being 2.0 mm thick and the patch was 1.4 mm thick. The sub-blanks were joined with 46 spot welds. [76]. Patchwork hot stamped blanks are also used in (1) 2007 Fiat 500 B-pillar (2 mm main blank + 1 mm patch) [77], (2) 2011 Ford Explorer’s B-pillar (1.3 mm main blank + 1.3 mm patch) [78], (3) A-pillar of 2014 Subaru WRX [74], (4) rear rail of 2014 Fiat 500X (1.5 mm main blank + 1.5 mm patch, TWB with 1.6 mm ductile boron steel) [79]. A similar rear rail is also used in Fiat Egea/Tipo and is shown in Fig. 8.21c (courtesy of FCA Turkey).
There are two potential problems with patchwork blanks: (1) corrosion and (2) weld quality after stamping. Air or moisture may be trapped between the spot welded blanks and may start corroding both of the blanks from the interior areas, i.e., crevice corrosion [80, 81]. AlSi-coated steels could be a solution for this problem [50].
Weld quality has to be investigated under two conditions: before and after hot stamping process. Before hot stamping, the quality control is relatively straightforward: (1) positions of each spot welds, (2) weld nugget diameter, and (3) presence of spatters. However, after hot stamping, it is important to make sure that the spot welds are not: (1) deformed and (2) at the edge of the patch. To avoid such problems, finite element simulations are typically used to design the patch geometry and weld spot locations. In some cases, additional spot welds may be applied after hot stamping [76, 82]. A recent study has found both numerically and experimentally, that by only four spot welds, it was still possible to have approximately 88% of the peak force and 82% of the energy absorption [83]. Another relatively recent improvement in patchwork blanks is to use remote laser spot welding, instead of resistance spot welding [84]. A patch welded B-pillar assembly with approximately 50 spot welds can be welded in approximately 23 s, with 2.8 kW laser source [85].
8.3 Tailoring Final Properties
This section explains how uniform blank (having the same thickness and material composition) can get tailored properties at the end of hot stamping process. The main idea behind tailoring final properties is to have approximately 100% martensite in the “hard zones”, and much less martensite in the “soft zones”. According to the authors, the possibility of “manipulating” the properties of the material can be done at three different stages:
-
1.
Pre process,
-
2.
In-die process, and
-
3.
Post process, as shown in Fig. 8.22.

Process types to obtain tailoring final properties
8.3.1 Tailored Heating (Pre Process)
If a portion of the hot stamping blank is not austenitized, even though it is quenched very fast, the portion will not transform to martensite. Mechanical characteristics of a part after hot stamping depends on the heating temperature. To have a fully austenitized state, the blank has to be heated to or over approximately \(880\,^\circ \mathrm{C}\) (\(1620\,^\circ \mathrm{F}\)). If the part is quenched from this temperature, 22MnB5 steel would have over 1,000 MPa yield, 1,500 MPa tensile strength (145 and 220 ksi, respectively); but approximately 5% total elongation. In contrast, if the blank is heated below austenitization temperature, for example, to \(780\,^\circ \mathrm{C}\) (\(1440\,^\circ \mathrm{F}\)), the total elongation would be around 10%. A summary of mechanical properties of a part after quenching from several heating temperatures is given in Fig. 8.23 [86].

Change of final properties of hot stamped blanks, with changing heating temperature (re-created after [86])
To achieve partial austenitization, local temperature of the blank must be controlled during heating. Producing tailored part by partial austenitization method saves energy, since less heat energy is applied to the material. There are mainly two methods to control blank temperature during heating in a roller hearth furnace:
-
1.
By utilizing divided furnaces, typically used by Benteler [50, 87] as shown in Fig. 8.24,
-
2.
By using insulator blocks to reduce the radiation heating in the areas of interest, used by BMW and Magna [73, 88], Fig. 8.25. Currently components with this method are used in BMW 6 and 4 series Gran Coupe (SOPs 2012 and 2014, respectively) and BMW 3 Gran Tourer (SOP 2013) [89].

A divided oven: a may have more than one heating zones, where b temperature can be controlled independently (re-created after [90])

In this technique, the method selected by the hot stampers is not dependent on the feasibility, but the patents. Heinemann et al., analyzed three relevant patents for “tailored heating” techniques [91]. A summary is given in Table 8.2.
Fernandez et al., listed the advantages and disadvantages of tailored heating as [95]:
Advantages:
-
1.
Simple technique,
-
2.
Size of soft zones can be adjusted.
Disadvantages:
-
1.
Large transition zone (25–50 mm),
-
2.
Large spread of material properties,
-
3.
Non-flexible (in the case of divided furnace).
In addition to these, there could be formability issues in the soft zones, which is colder and in a less ductile state.
Behrens and Hübner [96] showed a new way of tailored heating using conduction. As discussed in Sect. 5.1.4, it is not possible to homogeneously heat up the nonuniform cross section parts using only one couple of electrodes, Fig. 8.26. To solve this problem, a set of electrode couples and welding tongues are used in tandem as shown in Fig. 8.27. In this method, E1, E2, E7, and E8 are electrodes, and the rest are welding tongues. Voltage in Transformers 1, 2, and 3 are controlled independently and thus, can achieve a temperature distribution of uniform or tailored heating as shown in Fig. 8.28. The authors also claimed that a conduction heated boron steel has slightly better elongation properties. Tensile test showed that a conduction heated blank had 7.6% total elongation compared to 6.5% total elongation with furnace heated blank [96].

A B-pillar blank cannot be homogenously heated using three electrode couples [96]

Transformer circuits and electrode/welding tongue assembly [96]

Using the method above, it is possible to control the heating and achieve tailored/partial austenitization [96]
8.3.2 Tailored Cooling (In-Die Process)
In the previous subsection, the part was not fully austenitized. In tailored cooling, the whole blank is austenitized; hard zones are quenched at a high cooling rate (over \(27\,^\circ \mathrm{C/s}\) (\(49\,^\circ \mathrm{F/s}\))) and soft zones are quenched at a lower cooling rate. This can be achieved by four methods [3, 81, 97]:
-
1.
Using a heated die segments, Fig. 8.29
-
2.
Adjusting tool contact surfaces (i.e., no contact),
-
3.
Using tool materials with different thermal conductivities,
-
4.
Precooling some portion of the blank after fully austenitizing.
8.3.2.1 Heated Die Segments
The cooling rate of the blank determines the martensite fraction. The cooling rate is a function of the contact pressure and the temperature gradient (\(\varDelta T\)). If a segment of the die is heated (or in sometimes is not cooled efficiently and forms a hot spot), sections of the part in contact with this area would not have the critical cooling rate.

This method has been in mass production for many vehicles now, including but not limited to the 1st generation Audi Q5 [100], 1st generation VW Tiguan [72]. These two were the first vehicles to have such components [101]. In addition to these cars, 2011 Audi A6 [55], 2016 Honda Civic [102], 2016 Ford Fiesta [103], 2016 Audi Q7 [104], 2017 Honda Accord [65], and 2018 Audi A8 [67] are well known to have soft zones, produced by heated die segments. Honda rear rails are shown in detail in Sect. 8.4.1.
Typically, heated segments could be between 300–550 \(^\circ \mathrm{C}\) (570–1020 \(^\circ \mathrm{F}\)) [105]. A tool segment of over \(400\,^\circ \mathrm{C}\) (\(750\,^\circ \mathrm{F}\)) would avoid martensitic transformation to start if kept at the die for a long time. Due to productivity concerns, blanks are not left in the press for longer than 15 s. In this case, the part would be taken out of the press and “air cooling” would start. In this phase, some martensite may form [99, 105].
By heated tool segments, very narrow (5–25 mm wide) transition zone can be achieved. The system is flexible, by heating segments in the flange or any area of interest, complicated parts can be produced with relatively little spread of material properties. However, the die design must compensate for thermal expansion and contraction, which may be costly to maintain in mass production conditions. Due to these facts, late changes and modifications may be expensive [95, 101, 102, 105,106,107].
8.3.2.2 Adjusting Tool Contact Surface
In this method, an air gap is created between the blank and tool in purpose. As, the thermal contact conductance \((h_c)\) (Sect. 10.2.4) between the blank and the die is a function of pressure and gap (see Fig. 10.10 in Chap. 10), an air gap would significantly reduce the cooling rate. The final properties of the soft zone is a function of distance between the blank and the tool, dimensions of the groove, initial heating temperature and blank thickness. The method is also known as “die-relief” method [81, 99, 108, 109].

a Conventional hot stamping tool yielding monolithic (uniform) properties, b soft flanges by adjusting tool contact areas [110]
The method has two important advantages: (1) a very narrow transition zone (in the order of 12–15 mm width) is achievable and (2) it can be easily implemented to already formed “indirect hot stamped” components as well [95, 111].
8.3.2.3 Die Segments with Different Thermal Properties
The tool’s thermal conductivity also has an effect on the cooling rate. Typically, high thermal conductivity tool steels are used for hot stamping. Theoretically, an insert with low thermal conductivity would also reduce the cooling rate.
Kolleck and Veit had used ceramic inlays in the die, as shown in Fig. 8.31. The first few parts had relative uniform 500 HV hardness. However, after a few cycles, the ceramic insert’s temperature increased over \(200\,^\circ \mathrm{C}\) (\(400\,^\circ \mathrm{F}\)) while the steel tools were still at around \(60\,^\circ \mathrm{C}\) (\(140\,^\circ \mathrm{F}\)) . The areas contacting this portion was approximately 200 HV, as seen in Fig. 8.31c [112].

a Test tool with inserts from ceramic, b hardness distribution of the first part after quenching, c after a few cycles [112]
The method may not be feasible for mass production, as the first few parts are not in the same strength/elongation level until a “steady-state” is achieved. In real production conditions, the production may require to be halted for any maintenance or safety reason. As an advantage for the process, it can also be applied to indirect formed parts.
8.3.2.4 Precooling Before Stamping
Tailored properties can also be achieved by fully austenitizing a blank but then letting some areas to cool. Note that, Fig. 8.24a differs from Fig. 8.32a. In the former, the soft zones are never austenitized, in the latter the whole part is austenitized first.
The technique has been mass produced since 2013, in Ford Escape/Kuga. The rear rail of this vehicle is produced by this method. The soft zone had 400 MPa yield, 550 MPa tensile strength and over 20% total elongation (approximately 60 and 80 ksi respectively), see Fig. 8.36 [61]. The method may cause large transition zones in the order of 50–150 mm width [113].

a Schematic view of precooling, b a sample microstructure evolution
Benteler has been developing a new modular furnace design that can accommodate this process [87]. Schwartz has developed a “thermal printer”, which can precool the areas of interest, as shown in Fig. 8.33 [113].

A blank out of thermal printer [113]
8.3.3 Post Process Annealing
The last method for obtaining tailored properties is to temper the soft zones, after the part is fully hardened in a conventional hot stamping line. This can be done by induction or laser, Fig. 8.34. A study of induction tempering will be explained in detail in Sect. 8.4.2 [2].

Currently, BMW 3 series (SOP 2012) and X5 (SOP 2013) have induction annealed B-pillar flanges in mass production. The estimated volume of these cars are approximately 350, 000 and 160, 000 vehicles/year, respectively [59, 89]. Gestamp, a Tier 1 hot stamping supplier is also working on laser tempering in prototype scale. It is expected that Gestamp will put this technique in mass production [101, 114].
The method is relatively simple and flexible to implement, however may cause geometric instability and spread of material properties [95, 106].
8.4 Uses of Tailored Properties
Parts with tailored properties may be employed to improve the energy absorption performance, weld quality or to facilitate trimming/piercing. Next subsections will investigate how these goals are achieved.
8.4.1 Tailored Properties for Improved Energy Absorption
As shown in Fig. 8.35, in the case of a side impact, the B-pillar should not intrude into passenger zone. To achieve this and yet to still absorb the energy of the impact, the upper portion of the B-pillar should resist to intrusion while the bottom portion most deform to absorb the energy [115].

VW group’s solution to this problem in a chronological order was as follows: (1) the 2006 VW Passat had a fully hardened B-pillar outer and a tailor welded HSS inner reinforcement, (2) the 2008 Audi A4/A5 had a conventional HSS B-pillar inner reinforcement and a tailor welded hot stamped outer (see Fig. 8.4c), (3) the 2008 VW Tiguan/Audi Q5 had a conventional HSS inner and a tailored (partly hardened) hot stamped outer. Since 2008, several VW Group models also have tailored B-pillar reinforcement, including but not limited to: 2012 Audi A6 [55], both 2010 and 2018 Audi A8 [67, 116], 2017 Audi Q7 [104].
Tailored B-pillars can be found also in 2014 Mercedes C-Class [117], 2016 BMW X1 (F48) and 5 Series (G30) [89], 2017 Ford Fiesta [103], and 2018 Honda Accord [65].
Similar approach is also required in the front and rear rails. The outer portions of these components must absorb the crash energy, while at a certain point the deformation should be stopped. 2008 Audi Q5 was one of the first vehicles to have tailored rear rails [100]. In 2013, Ford Escape / Kuga had tailored rear rails as well, Fig. 8.36 [61].

Rear rails of Ford Escape / Kuga (re-created after [61])
In 2015, Honda and Gestamp together co-developed a new rear rail design. As shown in Fig. 8.37, the rear rail assembly (composed of a 1.1 mm hot stamped rail and a 0.8 mm hot stamped cap) would deform and crush as planned by the designers [118]. The design has been already implemented in 2016 Honda Civic [102] and 2017 Honda Accord [65] and replaces a four-piece assembly which would be at around 25% heavier [118]. The design eliminated the patches, and thus may save the initial cost of building four different dies and spot welding all these components. Gestamp has also shown the feasibility studies of such designed front rails [101]. Currently, front rails produced by hot stamping are tailor welded blanks, where the energy absorbing areas are stamped from more ductile steel grades [119].

Three-point bend rear rail assembly: a the rear rail and the cap geometry, and the die that hot stamps the rail, b tempered soft zones are used for deformation control and energy absorbing [118])
8.4.2 Reduction of Metallurgical Notch Sensitivity
After hot stamping, 22MnB5 steel would have a martensitic microstructure and hardness in the order of 470–500 HV [120, 121]. These parts are often welded to: (1) other reinforcement pieces and/or (2) the body assembly. In the event of a crash, the energy absorbed and intrusion resistance are both affected by sheet strength.
Several studies have shown that when fully hardened 22MnB5 is spot welded to another sheet, the heat affected zone may be as soft as 280–350 HV, Fig. 8.38. In the event of a crash, deformation concentrates around the weld zones, initiate the cracks and therefore the overall strength of the structure is reduced. Several studies have proven that softening the weld flanges to around 300–350 HV range reduces the risk of crack initiation at the weld nugget. As a result, the total assembly may absorb more energy [2, 72, 106, 122].

When a fully hardened 22MnB5 steel is subjected to tensile test, typically over 950 MPa yield, around 1400–1500 MPa tensile strength and over 5% total elongation is expected, Fig. 8.39a. When a spot weld is introduced to a tensile specimen, the strength level drops to 1300 MPa level and the total elongation would be around 1.5–2%. The early fracture is observed, because deformation localizes in the heat affected zone around 1100 MPa stress, and around 1300 MPa fracture is observed always around the weld nugget, Fig. 8.39. It is also important to notice that spot welding did not change the UTS and elongation values of the tempered specimens [2, 122].

Engineering strain–stress diagrams for: a tensile specimens as hardened/tempered, b hardened/tempered then spot welded. Note that, fully hardened samples always fail around the weld nugget, tempered specimens fail away from the weld nugget (re-created after [2])
In a study in Sweden, hot stamped B-pillar reinforcements were drop tower tested with and without flange tempering before spot welding. When the flanges were at fully hardened condition, cracks always initiate at the spot welds, Fig. 8.40a. The study concluded that if the flanges were tempered before spot welding, approximately 30% more energy could be absorbed [2].

Three-point drop test results at same energy level: a fully hardened B-pillar, spot welded along the flanges, b B-pillar with tempered and spot welded flanges [2]
Soft zones are used in weld areas to increase the welding quality in automotive industry. A study by BMW has shown that when the upper flange of the B-pillar is softened, the performance in a pole test is improved significantly [89]. As discussed earlier, since 2012, at least two different BMW models (F30 3-series and F15 X5) have soft flanges in their B-pillars for welding purposes [59, 89]. Volvo has shown that the spot weld strength would be increased by 30% if the weld was applied after tempering. If the tempering is done after welding, peel load would be increased by almost 60% [123]. Since 2010, most Volvo models have a soft zone in the A-pillar for welding quality improvement (including S60, V40, XC90, and S90) [33, 106, 123, 124]. XC90’s A-pillar assembly is shown in Fig. 8.41. The soft zone width of the A-pillar reinforcement is as narrow as 16 mm, whereas the transition zone is 30 mm wid [101].

In Audi Q7 and Bentley Bentayga, B-pillar has soft flanges and lower piece—the latter is only for energy absorption. In both vehicles, the body outer side panel is aluminum, and B-pillar is not spot welded. The soft flanges are used for riveting [101, 104, 125].
8.4.3 Tailored Properties to Facilitate Trimming and Piercing
As discussed in Sect. 7.2 in Chap. 7, trimming and piercing of hot stamped parts are challenging due to their very high hardness. Currently, using soft zones for trimming and piercing purposes is still in R&D phase. A numerical study showed that during trimming of 1.9 mm thick hardened 22MnB5 steel, the die stresses were in the order of 2,900 MPa (420 ksi). When the flanges were softened using less conductive tool steels, the die stresses were reduced to 1,700 MPa (245 ksi) [126].

Soft flange trimming versus full hard trimming: a punch force–stroke comparison, trimming edge tool after b 50 soft flange trimming, c 25 full hard trimming (re-created after [110])
In another study, researchers used die relief method to obtain soft flanges, Fig. 8.30. CPM-M4 tools with TiCN coating were used to trim a 15 mm long blank. Although, the trimming force was only reduced by approximately 18%, the tool surfaces were worn/damaged much less with the soft zone trimming. Trimming forces and the die surface SEM images after 50 trimmings are shown in Fig. 8.42 [110].
References
C. Chen, M. Dingman, Improving phs performance through orientation of the blank rolling direction. in Presented at Great Designs in Steel, MI, 17th May 2009
O. Hedegärd, M. Åslund, Tempering of hot-formed steel using induction heating. Master’s Thesis, Chalmers University of Technology, Sweden, 2011
H. Karbasian, A.E. Tekkaya, A review on hot stamping. J. Mater. Process. Technol. 210(15), 2103–2118 (2010)
A. Abdollahpoor, X. Chen, M.P. Pereira, N. Xiao, B.F. Rolfe, The crash behaviour of hot stamped components–the effect of tailoring conditions, in 5th International Conference on Hot Sheet Metal Forming of High Performance Steel (CHS2, Canada, 2015), pp. 591–599
N.P. Lutsey, Review of technical literature and trends related to automobile mass-reduction technology. Institute of Transportation Studies (2010)
J.E. Sacco, Blanks create opportunity to expand steel potential. Am. Metal Mark. (USA) 107(8), 00 (1999)
A. Mertens, Tailored Blanks: Stahlprodukte für den Fahrzeug-Leichtbau (Verlag Moderne Industrie, 2003)
F. Schieck, Temperature and strain rate related forming technologies for improved forming limits, in Presented at Advanced Forming Methods and Materials in the Automotive Industry (Shanghai, China, 2014)
R. Stopp, L. Schaller, K. Lamprecht, E. Keupp, G. Deinzer, Warmblechumformen in der automobil-serienfertigung – status, trends, potenziale, in 2. Erlanger Workshop Warmblechumformung, ed. by M. Geiger, M. Merklein (Meisenbach, Bamberg, 2007)
R. Kolleck, V. Boskovic, R. Vollmer, Angepasste bauteileigenschaften durch den einsatz von tailor welded blanks im presshärten, in 10. Erlanger Workshop Warmblechumformung, ed. by M. Merklein (Meisenbach, Bamberg, 2015)
F.-J. Lenze, J. Bian, S. Sikora, Einsatz pressgehärteter stähle im karosseriebau: Stand und trends der entwicklung, in 2. Erlanger Workshop Warmblechumformung, ed. by M. Geiger, M. Merklein (Meisenbach, Bamberg, 2007)
P. Brettnacher, Innovative integration concept for a hot-stamped door ring using tailored welded blanks. in Presented at Insight Edition Conference, Sweden, 20–21 September 2011
ArcelorMittal. Tailored blanks. Product Catalogue (2013)
E. Hilfrich, D. Seidner, Crash safety with high strength steels. in Presented at International Automotive Congress, China, 30 October2008
G. Deinzer, A. Stich, K. Lamprecht, G. Schmid, M. Rauscher, M. Merklein, J. Lechler, Presshärten von tailor welded blanks: Werkstoffauswahl, eigenschaften und verbindungstechnik, in 3. Erlanger Workshop Warmblechumformung (2008), pp. 1–21
W. Eberlein, Vergleich verschiedener stahl- und designkonzepte für verstärkung b-säule, in Tagungsband zum 4, Erlanger Workshop Warmblechumformung, ed. by Marion Merklein (Meisenbach, Bamberg, 2009), pp. 173–184
A. Breuer, Optimizing parameters for hotformed tailored-blank applications. in Presented at Great Designs in Steel 2015, USA, 13 May 2015
P.S. Feuser, Ein Ansatz, zur Herstellung von pressgehärteten Karosseriekomponenten mit maßgeschneiderten mechanischen Eigenschaften: Temperierte Umformwerkzeuge, Prozessfenster, Prozesssimulation und funktionale Untersuchung: Zugl.: Erlangen-Nürnberg, Univ., Diss., volume 226 of Bericht aus dem Lehrstuhl für Fertigungstechnologie (Meisenbach, Bamberg, 2012), p. 2012
ThyssenKrupp Steel Europe. Warmumformung im Automobilbau. Die Bibliothek der Technik (2012)
C. Kim, M.J. Kang, Y.D. Park, Laser welding of al-si coated hot stamping steel, in 11th International Conference on the Mechanical Behavior of Materials (ICM11) (Procedia Engineering, 2011), pp. 2226–2231
L.E.E. Jung-Han, K.I.M. Jong-Do, O.H. Jin-Seok, P.A.R.K. Seo-Jeong, Effect of al coating conditions on laser weldability of al coated steel sheet. Trans. Nonferrous Metals Soc. China 19(4), 946–951 (2009)
D. Wenk, Global capability: Hot stamping. in Presented at Global Automotive Lightweight Materials Asia 2014, China, 26–27 March 2014
R.Z. Mallen, J. Riggsby, Development of a global first suv body construction. in Presented at Great Designs in Steel, MI, 1st May 2013
L. Cretteur, R. Vierstraete, Q. Yin, W. Ehling, A. Pic, Development of a laser decoating process for fully functional al si coated press hardened steel laser welded blank solutions, in Proceedings of the 5th International WLT-Conference: Lasers in Manufacturing (Munich, Germany, 2009), pp. 15–18
J.-F. Canourgues, Aurelien Pic, Pascal Verrier, Rene Vierstraete, Wolfram Ehling, and Bernd Thommes. Plate, 24 December 2013. US Patent 8,614,008
G. Tandon, S. Gaied, F. Schmit, I. Viaux, New developments in laser welded blanks using alsi coated boron steel. in Presented at Great Designs in Steel 2017 (2017)
M. Koch, et al., Method for joining coated steel substrates. German Patent, DE102008006624B4 (2012)
T. Manzenreiter, M. Rosner, T. Kurz, G. Brugger, R. Kelsch, D. Hartmann, A. Sommer, Challenges and advantages in usage of zinc-coated, press-hardened components with tailored properties. BHM Berg- und Hüttenmännische Monatshefte 157(3), 97–101 (2012)
G. Kim, Posco’s strategy for steel in car body lightweight design. in Presented at Insight Edition Conference, September 18-19, Neckarsulm (Germany, 2012)
M. Medricky, R. Struck, C. Sunderkötter, D. Lorenz, P. Olle, B.A. Behrens, Thermo-mechanical coupled simulation of hot forming processes considering die cooling. in Presented at LS-DYNA Update Forum, Germany, 12 November 2009
D.D. Múnera, A. Pic, D. Abou-Khalil, F. Shmit, F. Pinard, Innovative press hardened steel based laser welded blanks solutions for weight savings and crash safety improvements. SAE Int. J. Mater. Manf. 1, 472–479 (2008)
A. Pic, F. Pinard, Usibor\(\textregistered \)and ductibor\(\textregistered \): a “hot” combination for safer and lighter cars, pp. 12–13 (ArcelorMittal Update, 2009)
H. Ljungqvist, K. Amundsson, O. Lindblad, The all-new Volvo XC90 car body, in Presented at EuroCarBody 2014 (Bad Nauheim, Germany, 2014), pp. 21–23
H. Lindberg, Advanced high strength steel technologies in the 2016 volvo xc90, in Presented at Great Designs in Steel 2016 (Livonia, USA, 2016)
G. Tandon, I. Viaux, Lightweight door ring concepts using hot stamped laser welded blanks, in Presented at Great Designs in Steel 2014 (2014)
H. Siebels, New press design for high volume production of hot-formed titanium parts, in Presented at Seminar Dedicated to New Hot Forming Technologies (St. Chamond, France, 2015)
F. Geyer, 5 axis laser cutting of hot formed steel, in Presented at Great Designs in Steel 2015 (Livonia, USA, 2015)
A. Madsen, 2015 acura TLX body structure review, in Presented at Great Designs in Steel 2015 (USA, 2015)
Honda North America. Private communication (2015)
Altair Engineering. Industry first hot stamped door ring. Altair Enlighten Award Nominee (2013)
ArcelorMittal. Jet set. Automotive Manufacturing Solutions, pp. 40–41 (2017)
J. Tibbenham, J. Truskin, Advanced high-strength steel technologies in the 2017 chrysler pacifica, Presented at Great Designs in Steel 2017 (2017)
J. Riggsby, 2019 acura rdx world’s first inner & outer door ring system, in Presented at Great Designs in Steel 2018 (2018), p. 2018
L. Dormegny, New generation press-hardened steel solutions: Further mass reduction and safety increase, in Presented at Materials in Car Body Engineering 2018 (Germany, 2018)
Henning Wallentowitz, Stefan Gies, Strukturentwurf von Kraftfahrzeugen: Aerodynamik, Design & Package, Plattformen und Module, Betriebsfestigkeit Crashsicherheit; Vorlesungsumdruck Strukturentwurf von Kraftfahrzeugen (Ika, 2008)
J. Brecht, B. Göddek, Warmgeformte tailor rolled products maßgeschneiderte leichtbaulösungen für die fahrzeugstruktur, in Tagungsband zum 9 Erlanger Workshop Warmblechumformung, ed. by M. Merklein (Meisenbach, Bamberg, 2014)
Gerhard Hirt, Cornel Abratis, Jochen Ames, Alexander Meyer, Manufacturing of sheet metal parts from tailor rolled blanks. J. Technol. Plast. 30(1/2), 1 (2005)
M. Rehse, Flexible rolling of tailor rolled blanks, in Presented at Great Designs in Steel, Livonia, 8 March 2006
Mubea Tailor Rolled Blanks GmbH. Private communication (2015)
T. Ausmann, Hot stamping technologies, tailor rolled blanks, in Presented at AP&T Press Hardening, Next step seminar (MI, 2010), p. 2010
M. Pfestorf, The mixed material concept of the new BMW X5, in Presented at Great Designs in Steel 2007, USA, 7 March 2007
G. Ast, M. Oberle, The new c-class, in Presented at EuroCarBody 2007 (Germany, 2007)
M. Pfestorf, D. Copeland, Technological innovations in body in white manufacturing of the BMW X6, in Presented at Great Designs in Steel, MI, 9 April 2008
M. Bergwall, S. Dahlström, O. Lindblad, The new volvo s60 car body, in Presented at EuroCarBody 2010, Germany, 18–20 October 2011
B. Mleksuch, H. Elsäßer, M. Schrimm, K.-G. Michel, The new audi a6, in Presented at EuroCarBody 2011, Germany, 18–20 October 2011
R. Quick, O. Träbing, The new ford focus, in Presented at EuroCarBody 2011, Germany, 18–20 October 2011
C. Bielz, S. Heis, The new audi a3, in Presented at EuroCarBody 2012, Germany, 16–18 October 2012
P. Šimon, N. Jiří, Škoda kodiaq, in Presented at EuroCarBody 2016, Germany, 17–20 October 2016
M. Becker, P. Kühnel, The body of the new BMW 3 series, in Presented at EuroCarBody 2012, Germany, 16–18 October 2012
S. Birch, Golf closes the gasoline/diesel gap, loses mass, and gains premiumness. Automot. Eng. Int. 3(9), 10–15 (2012)
S. Morgans, 2013 Ford Escape, in Presented at Great Designs in Steel, MI, 1st May 2013
C. Patois, M. Barbier, Body-in-white of the new peugeot 308, in Presented at EuroCarBody 2014 - 16th Global Car Body Benchmarking Conference (Germany, 2014)
H. Gaumont, P. Jauvion, Twingo 3, in Presented at EuroCarBody 2014, Germany, 21–23 October 2014
M. Ahlers, K. Sammer, New BMW 7 Series. Carbon Core, in Presented at EuroCarBody 2015, Germany, 20-22 October 2015
T. Marukawa, Y. Shoji, M. Nakamura, Accord, in Presented at EuroCarBody 2017, Germany, 17–19 October 2017
T. Ayabe, A. Nakashima, T. Ueda, Subaru impreza, in Presented at EuroCarBody 2017, Germany, 17-19 October 2017
T. Hämmerle, D. Hußmann, The new Audi A8, in Presented at EuroCarBody 2017, Germany, 17–19 October 2017
F. Pohl, J. Hover, Challenges and opportunities for lightweight designs in volume production, in Presented at Insight Edition Conference, Germany, 18–19 September 2012
M. Zoernack, Material related design with tailor rolled products, in Presented at Great Designs in Steel 2016, USA, 16 May 2016
J. Brecht, B. Göddek, Warmgeformte tailor rolled products - funktionsoptimaler leichtbau für die fahrzeugkarosserie, in Tagungsband zum 8 Erlanger Workshop Warmblechumformung, ed. by Marion Merklein (Meisenbach, Bamberg, 2013)
Liyana Tajul, Tomoyoshi Maeno, Takaya Kinoshita, Ken-ichiro Mori, Successive forging of tailored blank having thickness distribution for hot stamping. Int. J. Adv. Manuf. Technol. 89(9), 3731–3739 (2017). Apr
D. Berglund, Hot stamping of ultra high strength steels - possibilities and challenges, in Presented at Insight Edition Conference, Sweden, 20–21 September 2011
M. Neyer, End user insights and outlook, in Presented at AP&T Press Hardening, Next step seminar (MI, 2011)
K. Uejima, C. Beku, T. Onoe, The 2015 WRX STI, in Presented at EuroCarBody 2014, Germany, 21-23 October 2014
P. Nyström, M. Fermer, The new volvo V70 and XC70 car body, in Presented at EuroCarBody 2007, Germany, 16-18 October 2007
Johnny K. Larsson, Joel Lundgren, Einar Asbjörnsson, Håkan Andersson, Extensive introduction of ultra high strength steels sets new standards for welding in the body shop. Weld. World 53(5), 4–14 (2009)
A. Torelli, M. Tagliani, The new fiat 500 car body, in Presented at EuroCarBody 2007, Germany, 16–18 October 2007
S. Morgans, 2011 Ford Explorer, in Presented at Great Designs in Steel, MI, 18th May 2011
F. D’Aiuto, M.M. Tedesco, Development of new structural components with innovative materials and technological solutions. in Presented at Materials in Car Body Engineering 2015, Germany, 22–23 April 2015
ArcelorMittal. Tailored blanks - value proposal (2009)
M. Merklein, M. Wieland, M. Lechner, S. Bruschi, A. Ghiotti, Hot stamping of boron steel sheets with tailored properties: a review. J. Mater. Process. Technol. 228, 11–24 (2016). Hot Stamping
Chengxi Lei, Zhongwen Xing, Xu Weili, Zhenjun Hong, Debin Shan, Hot stamping of patchwork blanks: modelling and experimental investigation. Int. J. Adv. Manuf. Technol. 92(5), 2609–2617 (2017). Sep
C.C.K. Huang, S.W. Wang, P.K. Lee, T.R. Chen, H.Y. Liou, P.K. Cheng, Y.T. Chen, The effect of welding spot arrangement on the energy absorption of hot-stamped patchwork b-pillar. in 6th International Conference on Hot Sheet Metal Forming of High Performance Steel, CHS2 (USA, 2017), pp. 573–580
B. Gerhards, O. Engels, U. Reisgen, S. Olschok, Laser beam welding of press hardened ultra-high strength 22mnb5 steel, lasers in manufacturing 2015-lim 2015 und world of photonics congress. in International Congress Center Munich, vol. 22 (Germany, 2015)
J.K. Larsson, Laser welding of press-hardened components. in Presented at European Automotive Laser Applications (EALA) 2014, Germany, 11–12 February 2014
M. Glatzer, T. Stöhr, M. Merklein, S. Sikora, K. Lamprecht, G. Deinzer, Einfluss unterschiedlicher wärmebehandlungsrouten auf die robustheit der mechanischen eigenschaften des stahls 22mnb5, in Tagungsband zum 4 Erlanger Workshop Warmblechumformung, ed. by Marion Merklein (Meisenbach, Bamberg, 2009)
B. Dvorak, J.J. Tawk, T. Vit, Advanced design of continuous furnace for hot stamping line. in Advanced High Strength Steel and Press Hardening: Proceedings of the 2nd International Conference (ICHSU2015), pp. 611–619 (World Scientific, 2016)
P. Süß, M. Pfestorf, Press hardening at BMW. in Presented at Insight Edition Conference, Sweden 20–21 September 2011
C. Rauber, Press hardened steel - applications and future requirements at BMW. in Presented at Materials in Car Body Engineering 2015, Germany 22–23 April 2015
R. Hund, M. Braun, Continuous improvement of hot forming technology. in 3rd International Conference on Hot Sheet Metal Forming of High Performance Steel, CHS2, pp. 189–200 (Germany, 2011)
S. Heinemann, K.-U. Haars, M. Kotzian, T. Vietor, Gezielte eigenschaftseinstellung von hochfesten stählen, mittels partieller austenitisierung, für den einsatz in der großserie, in Tagungsband zum 7 Erlanger Workshop Warmblechumformung, ed. by Marion Merklein (Meisenbach, Bamberg, 2012)
L. Gehringhoff, H.-J. Knaup, B-column for motor vehicle, February 25 2003. US Patent 6,524,404
E. Frank, B. Woelfer, B. Glueck, Herstellung eines partiell pressgehärteten blechbauteils. Patent Application, DE102009023195A1 (2009)
A. Sommer, D.Hartmann, T. Haegele, Method for producing partially hardened steel components. Patent Application, WO2010109012A1 (2010)
B. Fernandez, J. Zarate, I. Garcia, S. Varela, Tailor strategies in press hardening. in 3rd International Conference on Hot Sheet Metal Forming of High Performance Steel, CHS2, pp 437–446 (Germany, 2011)
B.A. Behrens, S. Hübner, Conductive heating in press-hardening process. in Presented at Doors and Closures in Car Body Engineering 2011, Germany, 16–17 November 2011
Ralf Kolleck and Robert Veit. Tools and technologies for hot forming with local adjustment of part properties. in THERMEC 2009 of Materials Science Forum, vol. 638, pp. 3919–3924 (Trans Tech Publications, 2010)
A. Breidenbach, R. Dams, T. Gerber, S. Reiter, S. Sikora, O. Straube, Sechs wege zur optimal b-säule (six ways to optimize b-pillar - in german) (ATZ Online, 2009), pp. 126–133
E. Billur, C. Wang, C. Bloor, M. Holecek, H. Porzner, T. Altan, Advancements in tailored hot stamping simulations: Cooling channel and distortion analyses. AIP Conf. Proc. 1567(1), 1079–1084 (2013)
M. Hahn, T. Rebele, R. Weiss, The new audi q5 car body. in Presented at EuroCarBody 2008, Germany, 21–23 October 2008
P. Belanger, Steel innovations in hot stamping. in Great Designs in Steel 2016 (2016)
S. Crichley, T.J. Palesano, New global model introduction: the all-new 2016 honda civic. in Presented at Great Designs in Steel 2016, USA, 16 May 2016
L. Reifenstein, F. Timm, F. Pohl, All New Ford Fiesta. in Presented at EuroCarBody 2017, Germany, 17–19 October 2017
T. Hambrech, The new Audi Q7. in Presented at EuroCarBody 2015, Germany, 20–22 October 2015
P. Feuser, T. Schweiker, M. Merklein, Partially hot-formed parts from 22mnb5–process window, material characteristics and component test results. in 10th International Conference on Technology of Plasticity, pp. 408–413 (Aachen, Germany, 2011)
C. Wästlund, Tailored properties for press-hardened body parts. in Presented at Insight Edition Conference, Sweden, 20–21 September 2011
R. George, Hot forming of boron steels with tailored mechanical properties, experiments and numerical simulations (2011)
K. Mori, P.F. Bariani, B.A. Behrens, A. rosius, S. Bruschi, T. Maeno, M. Merklein, J. Yanagimoto, Hot stamping of ultra-high strength steel parts. in CIRP Annals - Manufacturing Technology (2017)
esi Group. PAM-STAMP 2015.1 User Guide (2015)
H.S. Choi, W.S. Lim, P.K. Seo, C.G. Kang, B.M. Kim, Local softening method for reducing trimming load and improving tool wear resistance in cutting of a hot stamped component. in Steel Research Int. Special Edition, pp. 419–422 (2011)
K. Mori, Y. Okuda, Tailor die quenching in hot stamping for producing ultra-high strength steel formed parts having strength distribution. CIRP Ann. 59(1), 291–294 (2010)
R. Kolleck, W. Weiß, P. Mikoleizik, Cooling of tools for hot stamping applications. in IDDRG, Graz, Austria (2010), pp. 111–119 (2010)
H. Lehmann, New developments in furnaces for press-hardening. in 5th International Conference on Hot Sheet Metal Forming of High Performance Steel, CHS2, pp. 331–341 (Canada, 2015)
M. Garcia, Remote laser welding. in Presented at European Automotive Laser Applications (EALA) 2013, Germany, 19–20 February 2013
B. Macek, Optimization side crash performance using a hot-stamped b-pillar. in Presented at Great Designs in Steel Seminar (2006)
A. Fidorra, J. Baur, The art of progress: Audi - the new a8. in Presented at EuroCarBody 2010, Germany, 18–20 October 2010
P. Wilhelmy, C. Finkeldey, A. Grossmann, Mercedes-benz c-class. in Presented at EuroCarBody 2014 - 16th Global Car Body Benchmarking Conference (Germany, 2014)
B. Klein, S. Crichley, K. Khang, Hot stamp rear frame optimization. in Presented at Great Designs in Steel 2015, USA, 13 May 2015
B. Fossati, A. Machado-Baglietto, M. Cappelaere, Hot stamping industrialization at Renault. in Presented at Forming in Car Body Engineering 2014, Germany, 24–25 September 2014
P. Åkerström, Modeling and simulation of hot stamping. Ph.D. thesis, Luleå University of Technology, Sweden, 2006
H.-H. Bok, M.-G. Lee, E.J. Pavlina, F. Barlat, H.-D. Kim, Comparative study of the prediction of microstructure and mechanical properties for a hot-stamped b-pillar reinforcing part. Int. J. Mech. Sci. 53(9), 744–752 (2011)
S. Burget, S. Sommer, Characterization and modeling of fracture behavior of spot welded joints in hot-stamped ultra-high strength steels. in Published at 11th LS-DYNA Forum (Germany, 2012)
M. Fermer, Designing body structure for real life safety. in Presented at Insight Edition Conference, Germany, 18–19 September 2012
S. Nedic, A. D’Elia, N. Palmquist, The all new volvo V90 car body. in Presented at EuroCarBody 2016, Germany, 17–20 October 2016
M. Page, A. Feaver, B. Mooiman, Bentley bentayga. in Presented at EuroCarBody 2016, Germany, 17–20 October 2016
I. Laumann, T. Picas, M. Grané, D. Casellas, M.D. Riera, I. Valls, Hard cutting of tailored hardened 22MnB5. in IDDRG, Graz, Austria (2010), pp. 355–362 (2010)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Billur, E., Bošković, V. (2019). Tailored Properties. In: Billur, E. (eds) Hot Stamping of Ultra High-Strength Steels. Springer, Cham. https://doi.org/10.1007/978-3-319-98870-2_8
Download citation
DOI: https://doi.org/10.1007/978-3-319-98870-2_8
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-98868-9
Online ISBN: 978-3-319-98870-2
eBook Packages: EngineeringEngineering (R0)