
Abstract
Vehicle manufacturers are under pressure of reducing fuel consumption and greenhouse gas emissions and still improving safety. One method to reduce the consumption and emissions is to make the vehicles lighter. Several approaches are employed to make cars lighter and yet stronger to ensure safety standards:
-
(1)
to use high strength-to-weight ratio materials (higher strength steels, Aluminum, Magnesium, Carbon Fiber Reinforced Polymers, etc.) and
-
(2)
to reduce the material use wherever possible.
This chapter discusses the material requirements in a car body, steel grades used in automotive industry and introduces the hot stamping process.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
- TWIP Steels
- Advanced High Strength Steels (AHSS)
- Twinning-induced Plasticity (TWIP)
- Transformation-induced Plasticity (TRIP)
- Third-generation AHSS
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1.1 Material Requirements in a Car Body
A car body has to fulfill a number of performance criteria, such as, carrying the weight of passengers, useful loads, and car parts in a confined space. However, for material selection purposes, it is possible to reduce it to four different requirements [1,2,3]:
-
(1)
High bending and torsional stiffness (Fig. 1.1) for better handling as well as damping “noise, vibration and harshness” (NVH),
-
(2)
Esthetic outer panels with high dent resistance (Fig. 1.2a),
-
(3)
Deformation/intrusion resistant safety cage to protect the passengers in the event of a crash (Fig. 1.2b),
-
(4)
Crumple zones to absorb the energy of a crash (Fig. 1.2c),
Also, any component, whether crash relevant or not, has to withstand the loads induced during the component’s lifetime, without fracturing due to fatigue. Several components, such as shock towers are subjected to repeated loads.

Stiffness of a car body: a bending stiffness, b torsional stiffness [3]

For bending stiffness, the only material parameter required is Young’s modulus (E). According to [3], bending stiffness of 1.0-mm-thick steel is equivalent to 1.4-mm-thick aluminum as stiffness is proportional to \(Et^3\). For bending stiffness purposes, aluminum could save \(~50\%\) weight compared to steel. The yield or tensile strength of material has no effect on its bending stiffness.
For torsional stiffness, shear modulus (G) is critical, which is a function of Young’s modulus and Poisson’s ratio. Similar to bending stiffness, 1.0-mm-thick steel has equivalent torsional stiffness of 1.4-mm-thick aluminum. Thus, aluminum could save 50% weight [3].
Dent resistance is measured by the force required to form a permanent dent on the sheet metal. Dent resistance is important for outer panels, as hail, stones, or other objects (another car’s door, shopping cart, etc.) may deform them. For higher dent resistance, yield strength is critical. A simple equation for equivalent dent resistance is shown in Fig. 1.3 [2]. A more detailed formula is given by [1], which takes anisotropy and work/bake hardening effects into account.

For intrusion resistant crash components, higher in-service yield strength is required (in-service = initial yield strength + work hardening + bake hardening).
For energy absorbing components, larger area under the stress–strain curve is required. Thus, elongation and strength are equally important.
Next section discusses different steel grades used in automotive industry.
1.2 Steels in Automotive Industry
Higher strength steels may help reducing the weight by down-gaging (i.e., using thinner sheets), while keeping the crash performance constant or further improving it [6]. However, there are several problems associated with using thinner and stronger sheets:
-
(1)
As the strength is increased, the formability is generally lowered (see Fig. 1.4), making it harder to design a component without splits in press shop;
-
(2)
As the strength is increased, the sheet will tend to springback more and it is a challenge to make the part within the tolerances;
-
(3)
Die wear problems are more common with higher strength steels, as the forming/cutting forces/stresses and contact pressures are much higher [7].

“Banana Curve” shows that higher strength steels have lightweight potential, but limited formability and hard to control springback
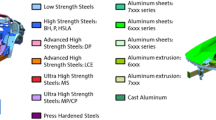
Figure 1.4 shows several steels used in automotive industry. As of today, automotive steels are classified into five main groups:
-
Mild Steels (abbreviated as MS, not to be confused with Martensitic Steels)
-
(Conventional) High-Strength Steels (abbreviated as HSS)
-
First-generation Advanced High-Strength Steels (abbreviated as AHSS)
-
Second-generation Advanced High-Strength Steels
-
Third-generation Advanced High-Strength Steels
In the later subsections, all these classes are explained in detail.
1.2.1 Mild Steels
Mild steels are generally composed of ferrite only. These steels have a relatively low tensile strength, typically lower than 280 MPa (40 ksi). Their main advantage is their ability to be formed to complex geometries. Total elongation (which is one of the indicators of formability) of these grades may vary from 25%, all the way up to 50%. Their r-values (Lankford parameters, an indicator of deep drawability) are over 1.0 and can be as high as 2.5. These steels are sometimes commercially named as Deep Draw Quality (DDQ) steels, as they can be drawn to deep shapes without fracture. Mild steels were the dominating material in the car bodies until 1990s [8], but now their uses are limited to (1) stiffness related components (i.e., floor panels that do not carry crash loads) and (2) cosmetic parts with complex bending and drawing (outer panels). This family has two classes:
-
(1)
Mild steels (also called low-carbon or plain carbon steels) have very little alloying elements.
-
(2)
Interstitial Free (IF) steels have ultra low-carbon resulting with even lower strength and even higher formability compared to mild steels. They are commercially known as Enhanced Deep Draw Quality (EDDQ). IF steels have r-values over 1.5, up to 3.0 and total elongation over 40% [9,10,11,12,13].
1.2.2 Conventional High-Strength Steels
Conventional high-strength steels (HSS) use “solid-solution hardening” mechanism to achieve higher strength levels. Although more types could be listed, in automotive industry, four classes of HSS are commonly used. These steels are typically named with their yield strength values. BH180 for example is a bake hardenable steel with minimum 180 MPa (26 ksi) yield strength.

-
(1)
Bake Hardenable (BH) steels’ chemistry and processing are designed to take carbon out of solution during the paint baking cycle. These steels are softer and more formable in the press shop. Parts with complicated geometry can be produced with less press force and lower springback. However, once it is welded to a car body and baked after the painting process (which is a standard process in car making), the yield strength is increased. BH steels are available from BH 180 level to BH 300 with respect to their yield strength as delivered (180–300 MPa, 26–44 ksi). Their tensile strength may be up to 450-480 MPa (65–70 ksi) level. Once they are formed, they are work hardened just like any other steel. However, after paint baking cycle, these steels gain an additional 25–45 MPa (3500–6500 psi) yield strength, as shown in Fig. 1.5. In recent years, BH steels are used dominantly in doors and closures, as they are very formable and their dent resistance is improved after paint baking [8, 12,13,14].
-
(2)
Carbon-Manganese steels (CMn) are simply mild steels solid solution strengthened by adding 1.2–1.8% manganese alloying. Although most conventional HSS are named by their yield strength, CMn steels are named by their ultimate tensile strength. For example, CMn 440 is a carbon-manganese alloyed steel that has 440 MPa (65 ksi) ultimate tensile strength. These steels could be produced between 310 and 540 MPa (45–80 ksi) ultimate tensile strength levels. Honda has been using CMn 440 since 2001 in various body structures [16,17,18,19].
-
(3)
High-Strength Low-Alloy (HSLA) steels are CMn steels strengthened by adding very little amount (micro-alloying) of Titanium, Vanadium or Niobium. HSLA grades are typically named by their yield strength values. However, sometimes steel makers guarantee the tensile strength value. These steels have yield strength from 220MPa to 850MPa (32–123), and ultimate tensile strength from 340 MPa to 1000 MPa (50–145 ksi). An HSLA grade with 850 MPa (123 ksi) yield and 980 MPa (142 ksi) UTS can still have a total elongation in the order of 8%. HSLA has been used in automotive industry since 1980s, however they are being replaced with DP and TRIP grades [10, 13, 20, 21].
-
(4)
High-Strength Interstitial Free (HS-IF) is an ultra low-carbon steel with \(C\le 30 ppm\). To increase the strength level, P, Mn, and Si are added. Ti and/or Nb is also added for grain refinement and stabilizing. These steels are commercially available in Yield Strength levels of 160–300 MPa (23–44 ksi), and UTS levels of 340–500 MPa (50–73 ksi). r-values of HS-IF steels are between 1.5 and 2.5. Total elongation could be over 35% [9, 13, 19].
1.2.3 Advanced High-Strength Steels: The First Generation
First-generation Advanced High-Strength Steels (AHSS) has martensitic microstructure with at least one more phase. In automotive industry, five classes of AHSS are used. AHSS grades are typically named with their tensile strength level.
-
(1)
Dual Phase (DP) steels contain ferrite in addition to 5–50 vol.% martensite, thus they are named as “dual phase”. The amount of martensite determines the strength of the steel. DP steels typically have better formability compared to HSLA at similar strength levels. These grades are available from 450 MPa (65 ksi) tensile strength, all the way up to 1400 MPa (203 ksi). DP is currently the most common AHSS type in the automotive industry [7, 13, 22, 23].
-
(2)
Complex Phase (CP) steels usually have higher formability than DP and contain bainite in addition to martensite and ferrite. Some retained austenite may also be present. Micro-alloying of Titanium, Vanadium, and/or Niobium is added to ensure grain refinement. These grades are commercially available between 600 and 1200 MPa (87 and 174 ksi) tensile strength level. CP steels have better hole expansion ratio compared to DP steels at same strength level [11,12,13].
-
(3)
Transformation Induced Plasticity (TRIP) steels contain 10–15% retained austenite phase. Retained austenite transforms to the strong martensite phase when deformed, which helps distribution of the strain and increases elongation. This is called TRIP effect. These steels have higher formability than CP, DP, and HSLA. TRIP steels currently are available in tensile strengths from 590 to 1,180 MPa (85-171 ksi). These grades are sometimes named as “Retained Austenite” steels [5, 13, 22].
-
(4)
Martensitic (MART) Steels, (also abbreviated as MS, not to be confused with mild steels) as the name suggests, are mostly martensitic, with trace amounts of ferrite and bainite. Martensitic steels are the strongest but least formable steel grades. Their strength levels can be altered by alloying with carbon (C), manganese (Mn), chromium (Cr), molybdenum (Mo), and boron (B). These steels are available from 900 to 1,900 MPa (130–275 ksi). Although lower strength versions could be stamped, these steels are typically roll formed [13, 19].
-
(5)
Press hardened steels (PHS) (also known as hot-formed steel or hot stamped steel) are considered as first-generation AHSS. Section 1.3 and the rest of this book discusses PHS grades.
A comparison of engineering stress–strain curves of mild steels with conventional HSS and first-generation AHSS is given in Fig. 1.6.

(re-created after [24])
Engineering stress–strain comparison of several AHSS, HSS, and mild steel grades. Note that HSLA 340 is named after its yield stress. The rest of this book is about PHS grades
1.2.4 Second-Generation AHSS
Second-generation AHSS use TRIP (Transformation Induced Plasticity) and TWIP (Twinning Induced Plasticity) effects for enhanced formability. TRIP steels (which are classified as first-generation AHSS) have 10–15% retained austenite to increase formability, whereas second-generation AHSS consist of almost 100% austenitic microstructure at delivery. Since austenite is not stable at room temperature in low alloyed steels, to achieve 100% austenite, high alloying elements are required. Another strengthening mechanism is called Twinning Induced Plasticity (TWIP) effect which is found in high-Mn steels, commercially known as TWIP steels. Second-generation AHSS have very high formability and strength, but their use in the automotive industry is still limited. This can be attributed to two main factors:
-
(1)
High alloying elements increase the cost of steel and makes it harder to weld.
-
(2)
The material has a tendency for delayed cracking—the parts fracture after they are formed and stored for a while [22, 25].
There are two types of second-generation AHSS:
-
(1)
Austenitic Stainless Steels have been commercially available since 1912, long before the introduction of AHSS [26]. However, due to their \(\sim \)100% austenitic structure and high elongation, they are also classified as second-generation AHSS. In automotive industry, stainless steels are not commonly used in the car bodies. A few exceptions are: 1981–83 DeLorean DMC-12, several Porsche models and 2005–2012 Audi A6 (known as C6) [22, 27, 28].
-
(2)
TWIP steels also are 100% austenite at room temperature. However, in these steels, high Mn alloying (typically over than 15%) causes formation of twins when the steel is deformed. The twin boundaries act like grain boundaries to strengthen the steel. These steels typically have more than 60% elongation at a about 1000MPa (145 ksi) tensile strength level [29]. TWIP steels are available at 900–980 MPa (130–142 ksi) levels, but studies published by several steel makers have shown the feasibility of TWIP 1180–1250 (170–180 ksi). One steel maker has shown that it may be possible to produce TWIP 1700 (247 ksi) steel. The density of TWIP steels is typically lower than other steels and thus could save some extra weight [13, 22, 30,31,32,33]. TWIP steels are already in use in several Fiat vehicles [34]. Renault’s EOLAB prototype also had some TWIP Steels [35]. Although TWIP steels have not been used extensively in the automotive industry, according to a survey at the Materials in Car Body Engineering 2012 conference (May 2012, Bad Nauheim, Germany, sponsored by Automotive Circle Intl.), 87% of the participants from the automotive industry believed that TWIP steels could be applied in mass production in select applications with further improvements.

(re-created after [8])
Engineering stress–strain comparison of several second-generation AHSS with DP980. Note that Nirosta grades are named according to their yield stresses. *DP980 is a first generation AHSS shown only for comparison
A comparison of engineering stress–strain curves of mild steels with conventional HSS and first-generation AHSS is given in Fig. 1.7.
1.2.5 Third-Generation AHSS
First-generation Advanced High-Strength Steels (AHSS) have limited formability. Second-generation AHSS have high strength and are very formable, but they have high alloying elements. This has increased the cost and reduced the weldability. As a result, demand has grown for a new generation of steel that has higher formability compared to first generation, but have less alloying elements than second generation (see Figs. 1.4 and 1.8). Both EU and US are funding research on these new grades. US Department of Energy (DOE) had two targets for third-generation AHSS as summarized in Table 1.1 [36,37,38,39]
To achieve these goals, most steelmakers are following one of these three paths [39,40,41]:
-
(1)
To improve formability properties of first-generation AHSS. Common ones are: Enhanced DP, Enhanced TRIP, Modified hot formed (see Chap. 4).
-
(2)
To reduce the alloying elements in second-generation AHSS: Medium-Mn or low-Mn TRIP/TWIP steels, and tensilized stainless steels.
-
(3)
To design a new steel class (chemistry, processing or both). Examples are Quenching and Partitioning (QP or Q&P) steels, TRIP-aided Bainitic Ferrite (TBF) steels and NanoSteel (NS).
Several third-generation AHSS have been proposed and developed in the last few years, but only two classes currently are in series production through several steelmakers: Q&P and TBF steels. Nanosteel has been only recently produced in coil-scale [42].
(1) Q&P steels contain carbon, manganese, silicon, nickel, and molybdenum alloying elements. Depending on the strength level, alloying elements can be as high as 4%, which is much lower than that of second-generation AHSS, as shown in Fig. 1.8. During heat treating of Q&P steel, quenching is interrupted before cooling down martensite finish temperature. Later, the steel is reheated for partitioning. During partitioning, martensite loses its carbon to austenite (see Fig. 1.9) which makes the austenite stable. After the heat treatment, the steel has 5–12% stable retained austenite, 20–40% ferrite, and 50–80% martensite [23, 39].


As of 2017, Q&P steels are commercially available between 980 MPa and 1,180 MPa (142–171 ksi) tensile strength levels. A steelmaker has demonstrated that a B-pillar reinforcement can be cold-formed using Q&P 1180. Auto/Steel Partnership (A/SP) has also tested Q&P 980 using GM’s B-pillar die, proving that the steel is more formable and less prone to edge cracking compared to DP 980. Several automakers in China have adopted Q&P steels in A- and B-pillar reinforcements. At least one steelmaker is currently working towards commercialization of Q&P 1300 (190 ksi) grade. Researchers have developed steels up to 2,100 MPa (305 ksi) tensile strength with 9% uniform elongation and about 13% total elongation in lab scale. The elongation level of this steel is comparable to DP 980, which is a cold-formable grade [29, 39, 40, 45,46,47,48].
(2) TBF steels, a low-alloy steel class similar to Q&P, can be produced by existing heat treatment facilities. Again, for improved formability, “stable retained austenite” is its key component. These steels were first developed in Japan in 2000 [49]. These steels are also named as “Carbide Free Bainitic Steel” (CFB) by other researchers [50]. Kobe Steel was one of the first to develop and commercialize TBF steels. The initial studies showed that TBF steels were feasible from 980 MPa to 1,470 MPa (142–213 ksi) [51]. In 2012, Renault-Nissan group has announced its decision to use TBF steels in future vehicles [52]. In 2013, Infiniti Q50 was introduced, in which A and B-pillar reinforcements and cantrail were made of TBF 1180. This was 4% of the mass of the body-in-white [53]. In 2015, Nissan Murano was introduced. This vehicle had 3% of its body-in-white, composed of TBF 1180 components. Nissan plans to increase the use of TBF steels to 25% in the future [54]. In September 2014, ArcelorMittal has introduced FortiForm steel family. Currently, FortiForm 1050 (152 ksi) is commercially available. ArcelorMittal is currently developing 980 and 1,180 MPa (142 and 171 ksi) versions [55] (Fig. 1.10).

1.3 Hot Stamping
Hot stamping (also known as press hardening or hot press forming) is a relatively new technology which allows ultra high-strength steels (typically 22MnB5) to be formed into complex shapes. The part is formed in soft condition. By this way, the material is more formable and requires less force. Thus, springback is reduced as well. After forming, the part is quenched to gain high strength. A typical hot stamped part (22MnB5 steel) has over 1,000 MPa (145 ksi) yield strength and approximately 1,500 MPa (218 ksi) tensile strength [56]. Recently, new steel grades are introduced to have strength level from 500MPa to 2,000MPa (73 to 290 ksi), as discussed in Chap. 4 in detail. There are four different methods of hot stamping [57]:

(1) Indirect Process: the blank is formed, trimmed, and pierced in cold condition (i.e., state ❶ in Fig. 1.11). It is later heated over its austenitization temperature (\({>}880\,^\circ \mathrm{C}, {>}1615\,^\circ \mathrm{F}\)) and quenched in a die (Fig. 1.12a) to get high strength properties.

(re-created after [57])
Indirect hot stamping process.

(re-created after [57])
Direct hot stamping process.
(2) Direct Process: the unformed blank is heated in a furnace, formed in hot condition (state ❷ in Fig. 1.11, and as shown in Fig. 1.12), and quenched in the die to achieve the required properties. For 22MnB5 steel, if the quenching rate is over \(27\,^ \circ \mathrm{C/s}\,(49\,^ \circ \mathrm{F/s})\), the part will transform to almost 100% martensite. Typical cycle times for a direct process is 10–20 s.
Selection of the process depends on part complexity and blank coating (Zn-based coatings typically require indirect process) (Fig. 1.13). In either method, the blank is formed in a much softer and formable state and is later hardened between the dies, which have integrated cooling channels. Table 1.2 summarizes the advantages and disadvantages of both methods [60,61,62].
(3) Although not listed in any publication as a separate hot stamping process, a “hybrid hot stamping” or “two-stage hot stamping” can be listed as well. In production of deep drawn parts, such as transmission tunnels, a two-stage hot stamping process may be required. The preforming is done at cold state, similar to indirect hot stamping. However, before quenching and hardening the part, it is deformed significantly in the second forming process. Figures 1.14 and 1.15 show an example transmission tunnel hot stamped in a two-stage process [63,64,65].

(re-created after [63])
Hybrid hot stamping: where the deformation is given in two steps

A hybrid hot stamping example: transmission tunnel. a shows the heated preform, b is the final part [63]
(4) Recently, a new hot stamping method is proposed for Zn coated blanks: Multistep hot stamping. Here, a slightly modified steel is used (not 22MnB5 but 20MnB8) [61, 66]. With higher Mn content, the steel can be formed at lower temperatures, and thus it was possible to make transfer press dies—similar to cold forming. Dies are heated using electric heaters or hot liquid and maintained over \(200\,^ \circ \mathrm{C}\,(\sim \!400\,^ \circ \mathrm{F})\). This new steel grade can be formed at around 570 \(^ \circ \mathrm{C}\,(\sim \!1060\,^ \circ \mathrm{F})\) and hardens at air cooling rates. Gestamp is expected to commercialize this technique in 2017–18 [67, 68]. Details of this steel grade will be investigated in Chap. 4. A typical line is shown in Fig. 1.16.

References
N. Asnafi, On strength, stiffness and dent resistance of car body panels. J. Mater. Process. Technol. 49(1), 13–31 (1995)
L. Morello, L.R. Rossini, G. Pia, A. Tonoli, The Automotive Body: Volume I: Components Design. Mechanical Engineering Series (Springer, Netherlands, 2011)
R. Wohlecker, R. Henn, H. Wallentowitz, J. Leyers, Mass reduction. fka Report 56690, fka Aachen (2006)
J. Reed, Advanced High-Strength Steel Technologies in the 2015 Ford Edge. Presented at Great Designs in Steel 2015, May 13, Livonia, MI, USA (2015)
E. Hilfrich, D. Seidner, Crash Safety with High Strength Steels. Presented at International Automotive Congress, Shengyang (2008)
D. Smith, Grand Cherokee. Presented at Great Designs in Steel 2011, May 18, Livonia, MI, USA (2011)
E. Billur, T. Altan, Challenges in forming advanced high strength steels, in Proceedings of New Developments in Sheet Metal Forming Conference, Stuttgart, Germany (2010), pp. 285–304
E. Billur, B. Çetin, M. Gürleyik, New generation advanced high strength steels: developments, trends and constraints. Int. J. Sci. Technol. Res. 2(1), 50–62 (2016)
R. Rana, W. Bleck, S.B. Singh, O.N. Mohanty, Development of high strength interstitial free steel by copper precipitation hardening. Mater. Lett. 61(14–15), 2919–2922 (2007)
J. Dykeman, Advanced high strength steel - recent progress, ongoing challenges, and future opportunities, in International Symposium on New Developments in Advanced High-Strength Sheet Steels. AIST (2013), pp. 15–28
S. Keeler, M. Kimchi, Advanced high-strength steels application guidelines version 5.0. By WorldAutoSteel (2014)
ArcelorMittal, Extract from the product catalogue (2015). Accessed 10 June 2015
Posco, Automotive steel data book (2016)
voestalpine Stahl GmbH, Cold-rolled steel strip, technical terms of delivery. Product Catalogue (2012)
European Committee for Standardization, EN 10325:2006: Steel - Determination of yield strength increase by the effect of heat treatment [Bake-Hardening-Index] (2006)
Y. Okano, H. Shirasawa, Present state and future prospects of high tensile strength steel sheets. Res. Dev. - Kobe 47, 38–41 (1997)
K. Osawa, Y. Suzuki, S. Tanaka, TS590 \(\sim \) 980 MPa| grade low-carbon equivalent type galvannealed sheet steels with superior spot-weldability. Kawasaki Steel Tech. Rep. 48, 9–16 (2003)
R.Z. Mallen, S. Tarr, J. Dykeman, Recent applications of high strength steels in North American Honda production. Presented at Great Designs in Steel 2008, April 9, Livonia, MI, USA (2008)
ArcelorMittal North America, Driving advanced automotive steel solutions (2014)
M. Wilhelm, Materials used in automobile manufacture-current state and perspectives. Le Journal de Physique IV 3(C7), 31–40 (1993)
K. Fredin, Future materials for body structure applications. Presented at Uddeholm Automotive Seminar, Sunne, Sweden (2005)
L. Samek, D. Krizan, Steel–material of choice for automotive lightweight applications. Metal Review (2012), pp. 1–6
W. Wang, X. Wei, The effect of martensite volume and distribution on shear fracture propagation of 600–1000 MPa dual phase sheet steels in the process of deep drawing. Int. J. Mech. Sci. 67, 100–107 (2013)
E. Billur, T. Altan, Three generations of advanced high-strength steels for automotive applications, Part I. Stamp. J. 16–17 (2013)
D.K. Matlock, J.G. Speer, E. De Moor, P.J. Gibbs, Recent developments in advanced high strength sheet steels for automotive applications: an overview. Jestech 15(1), 1–12 (2012)
H.M. Cobb, The History of Stainless Steel (ASM International, 2010)
H. Wilde, H. Hunger, R. Erbe, H. Fuest, Die karosserie des neuen Audi A6. Proc. EuroCarBody 2004, 315–333 (2004)
Dr. Ing. h. c. F. Porsche AG Presse-Datenbank. http://presse.porsche.de
E. Billur, B. Çetin, M.M. Yılmaz, A.G. Oğuz, A. Atay, K. Ersoy, R.O. Uğuz, B. Kaftanoğlu, Forming of new generation AHSS using servo presses, in 5th International Conference on Accuracy in Forming Technologies, Chemnitz, Germany (2015), pp. 175–191
D. Guo, Body light weight and cost control, in Proceedings of the FISITA 2012 World Automotive Congress (Springer, Berlin, 2013), pp. 977–985
J.B. Nam, Development of new auto steels and application technology, in China Automotive Steel Conference, World Steel/CISA (2013)
M. Schneider, M. Gramling, High strength and ductility - a new steel generation for future developments. Presented at Automotive Expo, June 5, Nürnberg, Germany (2013)
K. Lee, Introduction to development and application of automotive steels of Posco, in Posco Gloval EVI Forum (2014)
S. Maggi, C. Federici, F. D’Aiuto, TWIP Steel application on the Fiat Nuova Panda body, in Materials in Car Body Engineering 2012 (2012)
Renault Media Services, http://media.renault.com
Z.C. Xia, AHSS Stamping Project –A/SP 050. Auto/Steel Partnership (2011)
J. Shaw, Development of complex, UHS steels to provide vehicle OEMs with a commercially viable option to meet fuel economy standards. Auto/Steel Partnership (2012)
J. Speer, D. Matlock, E. De Moor, D. Edmonds, Quenching and partitioning: science and technology. Powerpoint presentation (2013), p. 23
G. Thomas, D. Matlock, R. Rana, L. Hector, F. Abu-Farha, ICME 3G AHSS lab heat results supporting DOE targets. Presented at Great Designs in Steel 2015, May 13, Livonia, MI, USA (2015)
Y. Gao, Sustainable steel solutions for Chinese cars. Presented at Green Manufacturing – the Future of Steel and Automobile, November 21, Guangzhou, China (2013)
D. Branagan, Overview of a new category of 3rd generation AHSS. Presented at Great Designs in Steel 2013, May 1, Livonia, MI, USA (2013)
D. Branagan, Launch of a new class of 3rd generation cold formable AHSS. Presented at Great Designs in Steel 2016, May 16, Livonia, MI, USA (2016)
Y. Kang, Synthetic properties and potentialities of future automobile steel. Presented at Green Manufacturing – the Future of Steel and Automobile, November 21, Guangzhou, China (2013)
J.G. Speer, F.C.R. Assunção, D.K. Matlock, D.V. Edmonds, The “quenching and partitioning” process: background and recent progress. Mater. Res. 8(4), 417–423 (2005)
L. Wang, W. Feng, Development and Application of Q&P Sheet Steels (Springer, Berlin, 2011), pp. 255–258
G.A. Thomas, E. De Moor, J.G. Speer, Advanced high strength steel - recent progress, ongoing challenges, and future opportunities. Presented at AIST Symposium, Vail, CO, USA (2013)
G. Hsiung, Advanced high-strength steel stamping – A/SP 050. Auto/Steel Partnership (2012)
H. Du, Y. Li, H. Jie, K. Bai, The automobile steel of the third generation in b-pillar reinforced panel. Eng. Sci. 10(6), 20–22 (2012)
K. Sugimoto, J. Sakaguchi, T. Iida, T. Kashima, Stretch-flangeability of a high-strength TRIP type bainitic sheet steel. ISIJ Int. 40(9), 920–926 (2000)
N. Fonstein, Advanced High Strength Sheet Steels (Springer, Berlin, 2015)
T. Kimura, Formability of trip type banitic ferrite steel sheet. Kobelco Technol. Rev. 30, 85–89 (2011)
S. Jacque, K. Obayashi, Renault and Nissan light weight body engineering strategy. Presented at Strategies in Car Body Engineering 2012, March 21–22, Bad Nauheim, Germany (2012)
T. Kondo, K. Ishiuchi, 1.2GPa advanced high strength steel with high formability, in SAE Technical Paper. (SAE International, 2014), p. 04
D. Coakley, Nissan Murano. Presented at Great Designs in Steel 2015, May 13, Livonia, MI, USA (2015)
ArcelorMittal, Steels for cold stamping -Fortiform> (2014). Accessed 10 June 2015
H. So, D. Faßmann, H. Hoffmann, R. Golle, M. Schaper, An investigation of the blanking process of the quenchable boron alloyed steel 22MnB5 before and after hot stamping process. J. Mater. Process. Technol. 212(2), 437–449 (2012)
H. Engels, O. Schalmin, C. Müller-Bollenhagen, Controlling and monitoring of the hot-stamping process of boron-alloyed heat-treated steels, in The International Conference on New Development in Sheet Metal Forming Technology, Stuttgart, Germany (2006), pp. 135–150
W.D. Callister, D.G. Rethwisch, Fundamentals of Materials Science and Engineering, vol. 21 (Wiley, New York, 2013)
E. Billur, C. Wang, C. Bloor, M. Holecek, H. Porzner, T. Altan, Advancements in tailored hot stamping simulations: cooling channel and distortion analyses. AIP Conf. Proc. 1567(1), 1079–1084 (2013)
T. Kurz, New developments in zinc coated steel for press hardening. Presented at Insight Edition Conference, September 20-21, Gothenburg, Sweden (2011)
T. Kurz, G. Luckeneder, T. Manzenreiter, H. Schwinghammer, A. Sommer, Zinc coated press-hardening steel - challenges and solutions, in SAE Technical Paper. SAE International (2015), p. 04
J. Watkins, Material development. Presented at AP&T Press Hardening, Next Step Seminar, Novi, MI (2011)
S. Sepeur, The company Nano-X GmbH: products for the automotive industry. Presentation at Deutsche Börse, July 10th, Frankfurt, Germany (2006)
ThyssenKrupp Steel Europe, Warmumformung im Automobilbau. Die Bibliothek der Technik (2012)
W. Runge, Technology Entrepreneurship: A Treatise on Entrepreneurs and Entrepreneurship for and in Technology Ventures, vol. 2. KIT Scientific Publishing, Karlsruhe (2014)
I. Martin, M. López, P. Raya, A. Sunden, D. Berglund, K. Isaksson, S. Isaksson, Press systems and methods, US Patent 9,492,859 (2016). Accessed 15 Nov 2016
P. Belanger, Steel innovations in hot stamping, in Great Designs in Steel 2016 (2016)
I.M. Gonzalez, O. Straube, Development of zinc coated parts for hotstamping, in Proceedings of New Developments in Sheet Metal Forming Conference, Stuttgart, Germany (2016), pp. 265–276
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Billur, E. (2019). Introduction. In: Billur, E. (eds) Hot Stamping of Ultra High-Strength Steels. Springer, Cham. https://doi.org/10.1007/978-3-319-98870-2_1
Download citation
DOI: https://doi.org/10.1007/978-3-319-98870-2_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-98868-9
Online ISBN: 978-3-319-98870-2
eBook Packages: EngineeringEngineering (R0)