
Abstract
Machining of parts on the metal-cutting machine tools could not be ensured without the use of fixtures. They are an integral part of the closed-loop technological system “machine tool – fixture – cutting tool – workpiece” and make the significant impact on the accuracy and quality of machining of machine parts surfaces. The work presents the structural stages of computer-aided fixture design and determines the data flows between them to ensure the comprehensive approach. The process-oriented model of fixture design process has been developed, which provides the manufacturing analysis of the workpiece, synthesis and optimization of fixture configurations, verification of the mechanical system “fixture – workpiece” for set production conditions, and functional links and data flows between stages have been determined. The above-mentioned allows realizing a comprehensive approach to the computer-aided fixture design in multiproduct manufacturing.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Machine tool
- Fixture
- Computer integrated manufacturing
- Data flow
- Manufacturing analysis
- Multicriteria optimization
- Verification
- Computer-aided fixture design
- CAFD system
1 Introduction
In modern manufacturing engineering, the major challenge is the contradiction between the necessity of decreasing the time required to design and manufacture the products and increasing the complexity of product design. For the last 15 years, the nomenclature of products has been enlarged more than twofold, their complexity is continuously increasing; the requirements for the accuracy and quality of the products are growing up. Today the market requires bigger varieties of products [1, 2], so the equipment and processes should be more flexible to meet the market demands and decrease the time consumption of products output on the market. It stimulates the necessity of development and implementation of innovative solutions for the realization of the processes, which should be directed at the intensification and automation of the production [3]. One of the most perspective directions of intensification of the production planning is the development and implementation of the computer-aided fixture design (CAFD) systems, which allow designing of fixtures in automatic mode, evaluating their efficiency and developing the required design and production documentation. Presently, available CAFD systems are restricted in their functionality that causes the low quality of design, increases the volume of design work and leads to the growing of time consumption for fixture design. To prevent the above-mentioned problem, a principally new CAFD system should be developed, which could make the design qualitative, ensuring analysis, synthesis, and optimization of fixture configurations.
2 Literature Review
Under the conditions of modern machine-building manufacture, characterized by instability of nomenclature and volume of product output, the key point is a rational selection of fixtures to which the following requirements are set [4,5,6,7,8]: ensuring the given machining accuracy; flexibility sufficient for the machining of parts within the technical characteristic of fixture; mechanized or automated adjustments while transferring to the machining of parts of another standard size; high rigidity of parts and assemblies able to perceive the considerable cutting forces and ensure the maximum use of equipment capacity; tool availability for machining of maximum numbers of surfaces per one setup; high level of unification of parts and assemblies that ensures the decreasing of fixture cost; high functional and technological reliability of fixture and its elements; effectiveness. Main demands on fixture design are reduced to six groups, considering physical and precision possibilities, requirements to the equilibrium state of the system, effectiveness, tool availability, and ergonomics [9].
The design process of the fixture should be considered for the position that the fixture contacts with the external environment during the operation process, with the workpiece, cutting tool, machine tool and operator. The external environment creates certain restrictions, which influence the fixture structure and the engineering process [10].
Today, the obtained long-term experience of the development and implementation of CAFD system, which considerably accelerated and improved the fixture engineering process, allows the designer carrying out the comprehensive analysis of the features of future fixture before its production even at the stage of design.
CAFD-systems according to their application are divided into the systems for designing of dedicated [11], modular [12, 13] and adjustable fixtures [11]. The detailed review of existing CAFD systems is presented in the works [9, 11, 12, 14,15,16,17,18,19] and others. According to automation level, CAFD systems are traditionally classified on the interactive into (I-CAFD), semi-automatic (Semi-AFD) and automatic (AFCD).
The analysis of the existing CAFD has shown that the typical structure [20] consists of four modules, which ensure a staged solution of the task of forming the technological operation structure, the defining of the production conditions, synthesis of fixture configuration and verification of the designed fixture.
The main tasks of CAFD system, more of which are dedicated to the workpiece machining, are:
-
definition of the functional surfaces of workpiece and the selection of the appropriate standard nonadjustable functional elements from the database;
-
fixture configuration from the selected functional elements;
-
analysis of the fixture configurations mainly by one criterion (for example, the accuracy of workpiece location, rigidity of the configuration, steel intensity, ergonomics, etc.);
-
development of engineering drawing (assembly drawings, specification, the scheme of assembly, and adjustment of fixture configuration).
The further development of CAFD-systems is possible, primary by improving their functionality. First, it is the introduction of mathematical algorithms for multicriteria selection of the most appropriate fixture configurations from among the competitive variants [21]; herewith the list and number of criteria could be changed or supplemented according to the given production conditions. The reasonability of libraries formation of functional elements based on the system of modular adjustable fixtures, that is the most efficient under the condition of multiproduct manufacturing, has been proven. To evaluate the errors that appeared because of elastic deformations under the action of the cutting force, the finite-element analysis of the fixture configurations considering the dynamic characteristics should be performed. Equipping CAFD-system with the tool for dimensional analysis of 3D models with the aim of considering an error of production of fixture functional elements during the following calculations is a very advanced direction. The development of 3D animations of the processes of assembly and adjustment of the fixture configurations is very relevant and it allows decreasing the consumption of preparatory and final time, required for the fixture adjustment before its operation. The goal of the proposed research is to define the structural stages of the process of fixture designing and to define the informational links between them for ensuring the complete cycle of design, optimization, and verification of the fixture for the given production conditions
3 Research Methodology
3.1 Computer-Aided Fixture Design in Computer Integrated Manufacturing
Computer-integrated manufacturing (CIM) ensures solving the tasks of design (CAD), analysis and optimization (CAE), process planning (CAPP), manufacturing (CAM), quality control (CAQ), tooling design (CAT). The CAT technology is divided into systems of computer-aided cutting tool design (CACTD) and computer-aided fixture design (CAFD). Figure 1 presents the place of CAFD system in the structure of CIM, which established data flows to ensure the decrease of time consumptions and the cost of design, increasing the quality of developed solutions.

Data flows in computer-integrated manufacturing system.
CAFD-systems could be integrated with CAD/CAE/CAPP/CAM systems, therefore to complete the whole cycle of design, analysis, synthesis and fixture manufacturing.
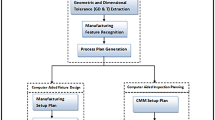
Thus, the process of fixture design should be built by means of considering the integration with the above-mentioned systems. Figure 2 presents the place of CAFD system among other automation systems and their data flows [22].

Place of CAFD system among other systems and their data flows.
3.2 Process-Oriented Model
In the initial stage of CAFD system development, it is important to understand all processes, which should be automated. The process of fixture design is considered from the point of view of design engineer (tooling engineer). The most convenient tool for the simulation of the processes is the process-oriented modeling according to IDEF0 standard. In IDEF0 the system is considered as a set of interaction steps or functions. This approach is principal, as the functions of the system are analyzed independently of the objects, which they operate. It allows modeling the logic and interaction of designing processes more accurately.
The process of fixture design is time-consuming and requires processing of the great value of information, which is classified into constant and variable. The constant information, which could be normative (standards, manuals, catalogs, recommendations, requirements, regulations and managerial documents etc.) and expert (the obtained knowledge of design engineer), characterizes the object, which information is known before the process of fixture design. Variable information is the information that changes with each new design task and is classified into input (task for design), intermediate (generates in the process of work and is used during the interaction of systems modules) and output (results of design).
Informative support of the fixture design process is performed by means of the developed database, which consists of 15 applied libraries and embraces the whole range of the required information: engineering and design, normative-reference, general engineering, optimization, and calculation character.
The All Fusion Process Modeler 7 (BPwin) has been used for the development a diagram of the design process according to the notation of IDEF0. The first step of the modeling process is the development of the contextual diagram of the fixture design process (Fig. 3), which describes the process of fixture design in the most generalized form. A complex approach to the fixture design, which consists of three structural steps, each of which is the logical continuation of the previous, is proposed (Fig. 4). Therefore, based on the input data the manufacturing analysis of the workpiece is performed, according to which the synthesis of competitive variants of fixture configurations is carried out and the multicriteria optimization is executed, the result is the basis for verification of the system “fixture – workpiece”. This approach is principally new for the fixture design and allows solving tasks of design, optimization and verification of the fixture for the given production conditions in complex and that is the most important for the modern manufacturing engineering.

Contextual diagram of the fixture design process.

Decomposition of the fixture design process.
4 Results
4.1 Manufacturing Analysis of the Workpiece
The analysis of 3D model involves the identification of the functional surfaces of workpiece, which could be: work; locating; clamping. It allows obtaining information about: geometry (form) of the surfaces; spatial location of the definite surfaces relatively one each other; dimensional characteristics of the surfaces (length, width, height, diameter).
The following information should be received from the drawing (or another accompanying information): tolerance range for each of the surfaces; rigidity of the surfaces; grade of the material; hardness of the workpiece material; type of thermal treatment; other technical requirements.
The plan of surfaces machining is being developed based on the information about the work surfaces. Within this step, the following points should be determined: the principal scheme of surfaces machining; the cutting mode (depth of cutting, feed, cutting speed); cutting force; required capacity of the machine tool.
The set of the locating surfaces realizes the theoretical locating chart with the determination of the contact points of workpiece with the locating elements of the fixture. The analysis of clamping surfaces allows selecting of one of the typical clamping chart and contact points of workpiece with the clamping elements.
The developed methodology of determining the contact points with the functional elements of the fixture allows reasonable selecting of the optimal solutions for each project situation.
Based on the plan of machining, a locating chart and a clamping chart of the workpiece, the setup plan of the workpiece with the identification of the value and directions of the cutting and clamping forces in the determined coordination system is formed.
4.2 Synthesis and Optimization of Fixture Configurations
At present stage two processes are performed – synthesis and optimization. Based on the identified interaction, data flows and developed rules and procedures, by means of considering the workpiece configuration, parameters of functional surfaces, selected locating and clamping charts of workpiece, the locating and clamping elements are being chosen, which correspond to the given parameters. According to the overall dimensions and geometrical form of the workpiece and the given requirements to the fixture design, the selection of supporting elements is performed. It allows forming the set of competitive variants of supporting, locating and clamping elements. Hence, considering their basis and previously developed fixture configurations, which are included into the database, the formation of competitive variants of the fixture configurations according to the developed algorithms is performed.
Implementation of the optimization calculations allows the selection of optimal fixture configuration for the specified production conditions based on the multicriteria optimization. Primarily, the optimality criteria are selected, which correspond the project task, range according to the importance, the restriction system is formed. Further on, by using the optimization system and normative-reference information from the database, the selection of fixture configurations is carried out, meeting the system of restrictions. For the fixture configurations, which remained due to the application of technical restrictions, the calculation of the numerous parameters according to each criterion of the optimization is performed. Further on, the multicriteria optimization is performed. A structural formula of optimal fixture configuration and the calculated criterion assessments are being obtained due to the optimization task. Knowing the codes of functional elements, which are included into the structural formula of the optimal fixture configuration, and the information from the libraries of functional elements, the assembly of fixture is performed according to the developed procedure of the spatial positioning of structural elements of the system “fixture – workpiece”.
4.3 Verification of the Mechanical System “Fixture – Workpiece”
Carrying out the verification is the most important step, because it allows predicting the parameters of future fixture being at the designing step. For each project task the possibility of task selection and formation of research plan of the system “fixture – workpiece” considering the requirements to the fixture design and production conditions is available. The process-oriented model provides the possibility to perform the calculations: on the accuracy of parts machining; research of the stability of equilibrium state of the system “fixture – workpiece”, research of deflected mode, performing of the modal analysis and harmonic analysis.
Based on the proposed process-oriented model of the fixture design process, the structure of CAFD system [28], consisting of 5 modules and sub-system has been substantiated and developed, which ensures the informative support for the design process and includes 15 applied libraries.
5 Conclusions
The process-oriented model of the fixture design process has been developed, which provides the manufacturing analysis of the workpiece, synthesis and optimization of fixture configurations, verification of the system “fixture – workpiece”, also the functional and data connections between the stages have been installed, making the realization of the comprehensive approach to the fixture design process possible.
Functional possibilities of the developed CAFD system in the automation mode ensure the search of the optimal fixture configuration for the given production conditions, decrease the terms of performing the project procedures and increase the efficiency of the design.
References
Bi, Z.M., Lang, S.Y.T., Verner, M., Orban, P.: Development of reconfigurable machines. Int. J. Adv. Manuf. Technol. 39(11–12), 1227–1251 (2008)
Trojanowska, J., Varela, M.L.R., Machado, J.: The tool supporting decision making process in area of job-shop scheduling. In: Rocha, A., Correia, A., Adeli, H., Reis, L., Costanzo S. (eds.) Recent Advances in Information Systems and Technologies. WorldCIST 2017. Advances in Intelligent Systems and Computing, vol. 571, pp. 490–498. Springer (2017)
Duplakova, D., Knapcikova, L., Radchenko, S., Hatala, M.: Software support of modelling using ergonomic tools in engineering. TEM J. 6(3), 567–571 (2017)
Trojanowska, J., Kolinski, A., Galusik, D., et al.: A methodology of improvement of manufacturing productivity through increasing operational efficiency of the production process. In: Hamrol, A., Ciszak, O., Legutko, S., Jurczyk, M. (eds.) Advances in Manufacturing, pp. 23–32. Springer (2018)
Brezikova, K., Hatala, M., Duplak, J., et al.: Proposal of measuring fixture for serial production. MM Sci. J., 1082–1085, October 2016
Karpus’, V.E., Ivanov, V.A.: Universal-composite adjustable machine-tool attachments. Russ. Eng. Res. 28(11), 1077–1083 (2008)
Erdem, I., Levandowski, C., Berlin, C., et al.: A novel comparative design procedure for reconfigurable assembly fixtures. CIRP J. Manuf. Sci. Technol. 19, 93–105 (2017)
Forstmann, R., Wagner, J., Kreiskother, K., et al.: Design for automation: the rapid fixture approach. Proc. Manuf. 11, 633–640 (2017)
Boyle, I., Rong, Y., Brown, D.: A review and analysis of current computer-aided fixture design approaches. Int. J. Robot. Comput. Integr. Manuf. 27(1), 1–12 (2011)
Pehlivan, S., Summers, J.: A review of computer-aided fixture design with respect to information support requirements. Int. J. Prod. Res. 46(4), 929–947 (2008)
Rong, Y., Huang, S.H., Hou, Z.: Advanced Computer-Aided Fixture Design. Elsevier Academic Press, New York (2005)
Nee, A.Y.C., Senthil Kumar, A., Tao, Z.J.: An Advance Treatise on Fixture Design and Planning. World Scientific, Singapore (2004)
Mihaylov, O., Nikolcheva, G.: An integrated RBR fixture design system. In: Mudrik, R., Vit, O., Basova, P., et al. (eds.) CBU International Conference on Innovations in Science and Education, vol. 5, pp. 1175–1180. CBU (2017)
Bi, Z.M., Zhang, W.J.: Flexible fixture design and automation: review, issues and future directions. Int. J. Prod. Res. 39(13), 2867–2894 (2001)
Kang, X., Peng, Q.: Recent research on computer-aided fixture planning. J. Recent Patents Mech. Eng. 2(1), 8–18 (2009)
Vukelic, D., Tadic, B., Luzanin, O., et al.: A rule-based system for fixture design. Sci. Res. Essays 6(27), 5787–5802 (2011)
Parvaz, H., Nategh, M.J.: A pilot framework developed as a common platform integrating diverse elements of computer aided fixture design. Int. J. Prod. Res. 51(22), 6720–6732 (2013)
Parvaz, H., Nategh, M.J.: Development of an efficient method of jamming prediction for designing locating systems in computer-aided fixture design. Int. J. Adv. Manuf. Technol. 86(9–12), 2459–2471 (2016)
Zhang, F.P., Wu, D., Zhang, T.H., et al.: Knowledge component-based intelligent method for fixture design. Int. J. Adv. Manuf. Technol. (2017)
Wang, H., Rong, Y., Li, H., Price, S.: Computer-aided fixture design: recent research and trends. J. Comput.-Aided Des. 42(12), 1085–1094 (2010)
Karpus, V.E., Ivanov, V.A.: Choice of optimal construction of modular reusable fixtures. Russ. Eng. Res. 32(3), 213–219 (2012)
Ivanov, V., Vashchenko, S., Rong, Y.: Information support of the computer-aided fixture design system. In: Proceedings of 12th International Conference ICTERI’ 2016, vol. 1614, pp. 73–86, CEUR-WS (2016). CEUR-WS.org
Acknowledgements
This research was partially funded by the Ministry of Education and Science of Ukraine within research Projects No. 0117U002252 and 0117U003931.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer International Publishing AG, part of Springer Nature
About this paper

Cite this paper
Ivanov, V. (2019). Process-Oriented Approach to Fixture Design. In: Ivanov, V., et al. Advances in Design, Simulation and Manufacturing. DSMIE 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-93587-4_5
Download citation
DOI: https://doi.org/10.1007/978-3-319-93587-4_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-93586-7
Online ISBN: 978-3-319-93587-4
eBook Packages: EngineeringEngineering (R0)