
Abstract
The hydraulic unit of rotation control system is improved. It is based on the use of a hydraulic distributor with a hydraulic vibration circuit and the injection of a hydraulic feedback for pressure. Due to this, the efficiency during winding operations increases. A model of the experimental installation for hydraulic unit of rotation for winding is developed and made. It provides a constant wire tension force. Hence, the hydraulic stiffness and reliability are increased. The choice of control and measuring equipment and experimental data processing methods are substantiated. The influence of the working parameters for hydraulic unit for winding of the electric motors wound on its efficiency is investigated. The results of a two-factor active experiment are presented. It was conducted using a rotatable plan of the second order. The response function is obtained and its adequacy is proved. The graphic dependencies of the hydraulic motor shaft moment from the wire tension force at different values of its shaft rotational speed are built. The optimum values of the wire tension force and the hydromotor shaft rotation frequency are defined. The hydromotor linear mathematical model is developed. The operating time for the hydraulic unit of rotation is set.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Rapid development of the machine-building industry requires the improvement of electrical and electronic automation means. The elements made by winding (electric motors, electromagnets, relays, inductors, transformers, etc.) are the essential components of these tools. Part of winding operations in the technological processes of these tools production reaches 15–20% of their total labor intensity, and for some products is up to 50%. Output characteristics, and hence, the technical level of these products, depend on the wire tension force fluctuations in the winding operations. The change in the electric motor winding tension force affects the wire wound density. It determines the coefficient of the electric motor rotor or stator slot filling. The power and efficiency factors depend on these factors.
Hydraulic units have a small volume and mass per unit of established power, the possibility of smooth gradual adjustment of speed and effort, small inertia of executive mechanisms, simple and reliable overload protection; they allow to construct both simple and complex systems, to receive variables in time modes of operation, automatically with the given regularity it is easy to organize internal feedback. Thus the hydraulic units are widely used in winding machines to perform work and auxiliary functions.
2 Literature Review
Electric motors are the main consumers of electricity in industrial and commercial facilities. Their demand is almost a half of the total electricity used in the UK and nearly two-thirds of industrial electricity consumption [1]. According to article [2], mobile equipment consumes about two thirds of the electricity. Improving the electric motor efficiency will lead to significant energy savings. The importance of solving this problem is given in [3].
The influence of mixed stator windings on the formation of rotational moment is observed in article [4]. A production method, using industrial robots for automation of the cable winding operation for the stators electric machines, is presented in [5]. The operating characteristics of the winding machine depend on its accuracy, namely: the geometric shape, mechanisms and devices that providing wound shaping, kinematic chains, as well as wire tension, speed and filing. Machines for winding ordinary wounds, both single-row and multi-row, are the most widely used among winding machines. The process and technologies of fiber winding for fiber-reinforced composites are observed in article [6]. However, the majority of analyzed sources does not consider the insurance of the constant wire tension during the winding operations.
The hydraulic unit for adjusting the rotation speed of the hydraulic motor with the LS system [7] has a low sensitivity of the locking and regulating flow and pressure elements to the hydraulic control signals for the presence of significant rest frictional forces, obliteration, hydrodynamic and regulating springs forces. Hysteresis of the flow and pressure regulators is about 4%.
An electrohydraulic rotation unit with perturbation compensation has been developed in [8] to regulate the rotational speed. This hydropower unit provides high accuracy of maintaining the speed rotation. However, its drawbacks are the use of two types of energy: electric and hydraulic (reducing reliability) and an electronic control system (increasing the cost and maintenance). Thus, existing designs of hydraulic units of rotation in winding machines for electric motors do not provide high-voltage tension forces. Their circuit designs and layouts need improvement. Results of experimental studies for hydraulic units of rotation using other types of hydro motors are not found.
The article purpose is to increase the efficiency of the hydraulic unit of the machine for winding electric motors wounds. The following tasks were formulated to reach this goal: development and manufacture of the physical model of the hydraulic unit of the machine for winding electric motors wounds; planning and running an experiment, receiving a response function; seting the optimum values for the wire tension force and the hydraulic motor shaft rotation speed; making up the mathematical model of the hydraulic unit of rotation hydromotor and determinate its operational time.
3 Research Methodology
Methods of mathematical and physical modeling, the theory of automatic control, planning of the experiment were used to solve the problem. The results reliability is determined by using of proven research methods, compliance of accepted assumptions with the tasks nature, adequacy of mathematical models, the meaningful choice of control and measuring equipment and methods for processing experimental data, mathematical statistics and the small samples theory.
4 Results
A principally new scheme of the hydraulic unit for electric motors winding machine (Fig. 1) was developed. It provides the constant wire tension force and rotation frequency on the hydromotor output shaft by using a hydraulic distributor with an advanced hydraulic vibration circuit and the implementation of a hydraulic pressure feedback [9].

Scheme of the experimental installation for determining of the hydraulic motor working fluid pressure change depending on the wire tension force change: 1 – tank; 2 – volume pump G15-21M; 3 – filter 8-80-1K; 4 – hydraulic pressure valve PG54-32M; 5 – pressure gauge switch; 6 – pressure gauge; 7 – control throttling valve PG77-12; 8 – hydromotor G15-21N; 9 – hydromotor shaft; 10, 16 – sheaves; 11 – wire; 12 – loading device; 13 – lever; 14 – multi-channel measuring kit, based on the laptop; 15 – cargo; 17 – measuring tank; 18 – thermometer; 19 – hydro distributor; 20 – pouring neck.
In the course of experimental studies, the wire tension force was determined by changing the distance between the sheaves 10 and 16 and the loading device 12, changing the arm l1 (the distance between the tension force center and the load G = 5 kg). The pressure in the hydraulic unit was regulated by safety valve 4 and controlled by a pressure gauge 6.
Control throttling valves 7 set the pressure at the hydromotor inlet and outlet 8. Recording were provided using pressure transducers and a multichannel measuring kit 14 based on the laptop. The flow was measured using a measuring tank 17 and a stopwatch. The displacement change of the lever 13 end (the sudden change in the wire tension force set by the load G) was controlled by a motion sensor. The motion sensor signal was sent to the multi-channel measuring kit 14. Rotational frequency n (s−1) was found through the known dependence using the hydraulic motor 8 flow
where q – actual hydraulic motor flow, m3/s; V0 – hydraulic motor displacement, m3.
Mineral oil IGP–30 (ρ = 885 kg/m3, νt = 3 10−5 m2/s) was used as a working fluid. Its temperature was controlled by a thermometer 18.
The wire tension force Ft = 50 N and the shaft rotational frequency n = 2.62 s−1 were taken as zero points. Variability interval for the wire tension force was 30 N, and for the rotational speed – 1.36 s−1.
The actual value of wire tension was determined using calibration with a dynamometer and the dependence based on the formulas for the belt transmission calculation
where N(t) – power at the hydromotor shaft, kW; Cp, Cl, Cα, Ci – coefficients: load mode, belt length, grip-hold angle, gear ratios; \( v \) – wire winding speed, m/s, which is determined from the formula
where n – the hydromotor shaft rotation frequency, s−1; d1 – sheave diameter, m.
Standard methods and devices were used to measure the pressure, flow, temperature and displacement. They had to ensure high accuracy of the measurements. For pressure: pressure gauges (type MO, measurement error according to a passport – 0.05%) and aneroid barometer [type M67, range of measurements (0.61–0.79) mm Hg, measurement error ±8 · 10−4 mm Hg]; for temperature – thermometers (measurement error less than 1 °C); for the working fluid flow – a measuring tank (scale division – 8 · 10− 6 m3/mm) and a stopwatch.
Pressure transducers PD/20/2 (measurement error ± 0.5%, pass frequency according to a passport is 1200 Hz) were used to determine the output hydro unit characteristics. An inductive sensor of a solenoid type was used to measure displacements. It had a linear dependence between the coil inductance and displacement. Converters, pressure and displacements sensors had been pre-calibrated.
Planning of the experiment was made to reduce the number of experiments. A two-factor active experiment were conducted. A rotatable plan of second order was used. It allowed to predict the response function with the same dispersion at equal distances from the plan center.
It is known that the output power and operating torque on the shaft of a volumetric hydraulic motor, and hence the wire tension force, essentially depend on the difference in pressure on it, the rotational speed of the shaft and leaks. Using of hydraulic feedback allows compensating the leaks. Thus two factors were chosen: wire tension force and hydromotor shaft rotation frequency.
A central compositional rotatable planning of the second order was conducted for a two-factor experiment (Table 1). Parallel experiments were supposed to evaluate their reestablishment and to determine the statistical estimates. Student’s criterion excluded rough measurements.
Changes in pressure at the hydromotor inlet and outlet and wire tension force were recorded at each experimental point. Transient processes oscillograms were received (Figs. 2 and 3).

Transient processes oscillogram for the working fluid pressure at the hydraulic motor inlet and outlet at the hydraulic unit of the machine for winding the electric motors wounds in the sudden change of tension forces Ft = 20 N and n = 2.28 s−1: 1 – hydraulic motor inlet pressure; 2 – hydraulic motor outlet pressure; 3 – lever 13 displacement change.

Transient processes oscillogram for the working fluid pressure at the hydraulic motor inlet and outlet at the hydraulic unit of the machine for winding the electric motors wounds in the sudden change of tension forces Ft = 80 N and n = 2.48 s−1: 1 – hydraulic motor inlet pressure; 2 – hydraulic motor outlet pressure; 3 – lever 13 displacement change.
The last column of the Table 1 was completed with experiment results, y was replaced by its value – the hydraulic motor differential pressure Δp. The response functions were determined by the polynomial [10]
where b0, bi, bij, bii – regression equation coefficients; xi, xj – variable factors.
A response function was received as a result of the experimental data processing
The formula (4) was used to obtain the response function values – the hydraulic unit of rotation running quality through the natural factors
where Δp – the hydraulic motor shaft differential pressure, MPa.
The hydraulic motor shaft moment was determined from the formula
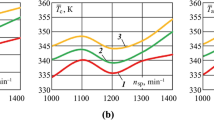
Dependency graphs M = f(Ft) were plotted at different values of n according to the experimental results (Fig. 4).

Graphs for dependence of the hydraulic motor shaft moment M from the wire tension force Ft at different values of the rotational frequency n: 1 – n = 2 s−1; 2 – n = 4 s−1; 3 – n = 6 s−1; 4 – n = 8 s−1.
The calculation of measurement errors was carried out using statistical methods. The error of the experiment was determined from the experiment in the center of the plan, using the method shown in [10]. A dispersion was calculated. It characterizes the scattering of the experimental results.
where \( D_{0} = \sum\nolimits_{u = 1}^{{n_{0} }} {(y_{0u} - \bar{y}_{0} )^{2} } \); \( n_{0} \) – number of experiments in the plan center; \( y_{0u} \), \( \overline{y}_{0} \) – respectively, the result of the u-th experiment and the average experiments result in the plan center.
The total residual sum of the plan squares
where yu – experimental result for the u-th experiment; yuc – result of calculation for the u-th experiment.
The dispersion of adequacy was calculated. It is characterized by sum \( D_{ad} = D_{tot} - D_{0} \) and degree of freedom \( f_{ad} = n - \frac{{\left( {k + 2} \right)\left( {k + 1} \right)}}{2} - \left( {n_{0} - 1} \right) \), \( f_{ad} \) = 3. Thus, the adequacy dispersion \( D_{ad}^{ 2} = D_{ad} /f_{ad} \).
Cochrane criterion tested the process reproduction. It was established that the condition for the process reproduction works. Compassion testing of experimental results and data obtained using a mathematical model was carried out according to Fisher’s criterion. The Fisher’s criterion was calculated from formula \( F = D_{ad}^{2} /D_{0}^{2} \) and compared with the table. Fisher’s criterion for our case is \( F \) = 3.26 (Table 2). Criterion selected according to the tables \( F \) = 4.3468 [10]. Hence, the model is adequate.
The relative average quadratic error during experimental research was: for pressure – 2.5%, for loading device lever displacement – 3.3%, for liquid flow – 1.5%. Moreover, it can be said that the measured values are in the confidence interval with the probability of 0.95. It means that the maximum deviation from their average measured value is less than: for pressure – 4.6%; for displacement – 6.3%; for flow – 5.8%.
Surface extremum Y = f (x1, x2) can be found using the obtained equation for the response function (4):
which gives the optimal value: x1opt = 1.22 and x2opt = 0.05. It corresponds with Ft= 19.72 N; n = 4.18 s−1.
Response time is an important characteristic of the hydraulic unit. Parameters of G15–21H and the tracking hydraulic distributor are used to determine it. Pipelines were considered to be absolutely rigid. Wave processes were neglected because of the large pipeline diameter. Temperature and density of the working fluid are constant and correspond the catalog. Moment of load resistance MR = const. Equation for the hydromotor shaft moments
where JM and JR – hydromotor moment of inertia and load. They were determined from the known formulas: JM = 16 · 10−6 kg · m2 and JR = 8 · 10−6 kg · m2; \( \upomega \) – hydromotor shaft frequency of rotation; kμ and kp – proportionality constant, which are determined from the equation
where ηmech – mechanical efficiency factor for the hydromotor, which is determined from the catalog.
Equation (9) is a differential equation of the first order. Coefficients for this equation are constant values at constant Δp. Initial conditions: t = 0 i ω = 0. The operating time τ was found from the Eq. (8) solved from \( \upomega \).
When ηmech = 0.85 from formula (10) kμ = 3.47 (s · m)/kg and kp = 0.145. Hence, the operating time is τ = 0.04 s.
According to the transient processes oscillograms for the working fluid pressure at the hydraulic motor inlet and outlet at the hydraulic unit of the machine for winding the electric motors wounds in the sudden change of tension forces (Fig. 2) the operating time is τ = 0.045 s.
5 Conclusions
The developed experimental installation model of the hydraulic unit of rotation for winding allows to establish the effect of the structural and operating parameters to its initial characteristics. It provides a constant wire tension force, which significantly influences the groove-filling coefficient. The electric motor power and efficiency depend on it.
The response function value (operating characteristic of the hydraulic unit) was found as a result of the active two-factor experiment. It adequacy was proved by Fisher’s criterion. The optimum values of the hydromotor operating parameters were found by its optimization. They were: wire tension force Ft = 19.72 N and hydraulic motor shaft rotational frequency n = 4.18 s−1.
The operational time τ = 0.045 s was determined according to the developed linear mathematical model of the investigated hydraulic unit of rotation. When comparing the operating time determined experimentally with the calculation results, the error does not exceed 10%. Thus, the mathematical model can be used to study the hydro unit dynamic characteristics.
The obtained results will allow to establish the rational structural and operating parameters for the developed hydraulic unit of rotation.
References
Cirstea, M., Dinu, A., Khor, J., Mc Cormick, M.: Electric motors and power systems. In: Neuraland Fuzzy Logic Control of Drive sand Power Systems, pp. 18–55 (2002)
Europump and Hydraulic Institute: Chapter 6—Motors. In: Variable Speed Pumping, pp. 47–58 (2005)
Bonig, J., Bickel, B., Spahr, M., Fischer, C., Franke, J.: Simulation of orthocyclic windings using the linear winding technique. In: 2015 5th International Electric Drives Production Conference (EDPC) (2015)
Muteba, M., Nicolae, D.V.: Influence of mixed winding arrangements on torque ripples of five-phase induction machines. Electr. Power Syst. Res. 151, 154–165 (2017)
Hultman, E., Leijon, M.: Utilizing cable winding and industrial robots to facilitate the manufacturing of electric machines. Robot. Comput. Integr. Manuf. 29(1), 246–256 (2013)
Gonzalez Henriquez, R., Mertiny, P.: Filament winding applications. In: Reference Module in Materials Science and Materials Engineering, Comprehensive Composite Materials II, vol. 3, pp. 556–577 (2017)
Avrunin, G., Gritsay, I., Kirichenko, I.: Fluid Power Drive and Hydropneumoautomatics: Tutorial. KhNAHU, Kharkiv (2008)
M. REXROTH Enterprise: Proportional technique and pilot valves technique. Hydraulic training course, vol. 2. RSU 00303/10.86 (2009)
Andrenko, P., Grechka, I., Bilokin, I., Stetsenko, Yu.: Hydraulic unit of machine for winding of the electric motors wound. Patent No. 45554, Ukraine (2009)
Rogoviy, A.: Features of operating modes of vortex chamber superchargers. Bull. Kharkiv Natl. Automob. Highw. Univ. 75, 120–128 (2016)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer International Publishing AG, part of Springer Nature
About this paper

Cite this paper
Andrenko, P., Grechka, I., Khovanskyy, S., Svynarenko, M. (2019). Experimental Study of the Power Characteristics Influence on the Hydraulic Efficiency. In: Ivanov, V., et al. Advances in Design, Simulation and Manufacturing. DSMIE 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-93587-4_24
Download citation
DOI: https://doi.org/10.1007/978-3-319-93587-4_24
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-93586-7
Online ISBN: 978-3-319-93587-4
eBook Packages: EngineeringEngineering (R0)