
Abstract
Combined laser-ultrasonic hardening and finishing process of large-sized products using laser heat treatment (LHT) followed by the ultrasonic impact treatment (UIT) is proposed. In this study, a medium carbon and chromium tool steels were heat treated by a 1 kW fiber laser with scanning optics and heating temperature control system to improve their surface hardness. A number of experiments are carried out by changing the heating temperature and specimen feed rate while keeping a constant scanning speed and width to produce the hardened layers of different depths. After the LHT, the specimen surfaces were severely deformed by an ultrasonic tool equipped with a seven-pin impact head supplied by a 0.3 kW ultrasonic generator and controlled by a computer-driven machine to form a regular surface microrelief and compressive residual stresses. The results indicate that the combined treatments provide more than triple increase in the surface hardness and formation the compressive residual stresses. Additionally, the LHT + UIT leads to a formation of the regular surface microrelief with minimum surface roughness and high oil holding capacity.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Laser-ultrasonic hardening
- Scanning optics
- Multi-pin impact head
- Temperature control
- Regular microrelief
- Hardness
1 Introduction
The quality of metallic surfaces is one of the important characteristics that affect the reliability as well as durability of the end-products. An increase of operational life of the surface layer of products by forming a regular microrelief with minimized roughness and a grained microstructure with high surface hardness reduces the cost of energy and material resources. It is, therefore, an important criterion for the increased competitiveness of the manufactured products. Consequently, the advanced combined or hybrid methods applied to the surface hardening of products using the heat treatment combined with severe plastic deformation may significantly improve the surface roughness and physical-mechanical properties of the modified surface layer.
2 Literature Review
Traditional thermal methods of the surface hardening have been used in the industrial processes for decades. However, novel methods for the surface hardening, cladding or alloying using the highly-concentrated energy sources, such as plasma arc and laser beam are developed to improve the operational properties of the large-sized products at their production or repair [1,2,3,4]. In particular, plasma processing of steel parts without surface melting may harden the surface layer to ~850 HV to the depth of 0.5…2.5 mm depending on the processing regimes and the workpiece type [5]. As a result, it allows 2…4 times increasing the wear resistance of the treated surfaces. Herewith, the parameters of the surface microrelief remained practically unchanged.
Another technological solution is the use of laser heat treatment (LHT) [2, 6]. Depending on the chemical composition of the treated materials and the duration of laser exposure the LHT can cause microstructural changes in the surface layers of the steel products at a laser power density of 103…104 W/cm2. In this case, the hardening depth is 0.02…0.5 mm, and microhardness of the surface layer is up to ~1000 HV [7]. It should be noted that high-power fiber, diode, and disk lasers have been developed to accelerate the implementation and competitiveness of LHT in mechanical engineering industry for the last decade [8,9,10,11].
However, the use of a plasma/laser surface modification combined with surface-plastic deformation (SPD) methods allows a significantly greater effect in increasing the strength, reliability, and durability of the surface layer due to the high hardness, ultrafine-grained microstructure, the formation of compression residual stresses and surface microrelief with a minimum surface roughness [7, 12, 13]. A deep rolling [14], shot peening [15] or cavitation peening [16], as well as ultrasonic impact treatment (UIT) [8, 17] are the most common SPD methods, which can be used in combination with LHT. The UIT has several advantages over other SPD methods.
The purpose of this work is to improve the combined laser-ultrasonic surface hardening process for processing of the large-sized steel products.
3 Research Methodology
The carbon steel AISI 1045 and tool steel AISI D2 were studied. Initially, the specimens of these steels were annealed and further machined. The chemical composition and the initial hardness of the materials used are summarized in Table 1.
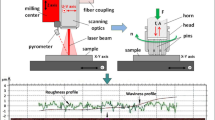
The laser transformation hardening of the specimens was performed using a laser technological complex (Fig. 1). The laser technological complex contained a Rofin Sinar FL010 fiber laser with a maximum output power of 1 kW, a Kondia Aktinos B500 milling center with a computer numerical control (CNC) and a Scanlab Hurryscan25 scanning optics [7, 18].

Block-scheme of the equipment for the laser surface hardening.
Measurement of the surface temperature in the laser affected area was performed using the two-colored Impac Igar 12LO pyrometer. The heating temperature control was carried out using a special proportional-integral-differential (PID) controller and software. The LHT of the studied specimens was performed by changing the heating temperature (900…1340 °C) and specimen feed rate (40…140 mm/min) while keeping a constant scanning speed (1000 mm/s) and scanning amplitude (10 mm) to produce different sizes of the hardened layer.
The ultrasonic strain hardening of the specimens was conducted using a technological equipment [7, 18], which consisted of a DYNAMITE 2800 milling machine with CNC, an ultrasonic generator (power of 0.3 kW), an ultrasonic vibration system (ultrasonic tool) and an electromotor (Fig. 2a). The machine was controlled by the Mach3 system. The ultrasonic tool contained a piezoceramic transducer, a cylindrical waveguide horn, and a seven-pin impact head. UIT was carried out at the vibration amplitude and frequency of ultrasonic horn of 15…18 μm and 21 kHz, UIT durations of 60…240 s, static load of the ultrasonic tool of 50 H, and a rotational speed of 76 rpm. The UIT was conducted with an overlapping of tracks of approximately 10% to avoid overstraining (Fig. 2b).

Block-scheme of the equipment for the ultrasonic surface hardening.
Surface microrelief was studied by means of an optical 3D profilometer Leica DCM3D. Surface hardness/microhardness measurement was performed using a Computest SC and FM800 digital hardness testers respectively.
4 Results
4.1 Laser Transformation Hardening Process with Heating Temperature Control
To improve the laser transformation hardening process a system consisted of the non-contact pyrometer, a special board, and the software was applied together with the LTH methodology allowing the maintenance of a constant heating temperature. In this case, during the LHT, the surface temperature measured by the pyrometer was transmitted through the PID controller to a special board that converts digital signals into the analog ones and vice versa. Then, these analog signals (that are proportional to a power of the laser radiation) came to the laser control system (Fig. 3).

Block diagram of the heating temperature PID algorithm.
Consequently, the LHT applying the constant temperature strategy is carried out, which, in contrast to the constant power strategy, allows avoiding undesirable surface melting in the sites where the work piece dimensions are markedly changed (Fig. 4).

Laser transformation hardening process applying the constant power strategy (a) and the constant temperature strategy (b).
Thus, the implementation of the PID control loop for the LHT allows maintaining the set-point temperature Ts in the laser affected area, adjusting the laser power:
where P is the laser power, kp is the proportional constant, ki is the integrative constant, kD is the derivative constant, e(t) is the error signal, which is defined as the difference between the measured surface temperature Tm and the set-point temperature Ts (\( e(t_{i} ) = T_{\text{s}} - T_{\text{m}} (x(t_{i} ),t_{i} ) \)).
The visualization of the heating temperature control and the change in the laser power at the LHT speed of 90 mm/min are shown in Fig. 5a.

PID control of the heating temperature (a) and hardened track of AISI 1045 steel (b).
Thus, the LHT applying the constant temperature strategy, using a fiber laser and scanning optics, can be successfully implemented in the industry to process flat/cylindrical as well as complex shaped metallic products without the surfaces melting. In contrast to the LHT, applying the constant power strategy [2], the LHT with the maintaining of constant temperature in the laser affected area avoids undesirable melting of the work piece surfaces. Herewith, the hardening depth uniformity is achieved (Fig. 5b). The laser systems for hardening of the metallic surfaces were shown to be controlled using a fiber, diode or disk laser with special scanning optics [7,8,9,10,11].
The aforementioned laser hardening systems allow conducting the LHT without absorbent coatings and significantly improve the LHT productivity, providing the desired uniform hardened zone and surface layer properties, which might hardly be obtained by other thermal processing methods.
4.2 Formation of the Regular Microrelief by the Ultrasonic Tool with CNC
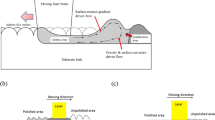
The UIT applying the mono-pin or multi-pin head (Fig. 6) is successfully used in the industry to form a regular microrelief. In this case, an ultrasonic tool can be kinematically moved both in a simple and complex manners according to the treated surface by means of application of the control programs. It allows producing the surface microreliefs of the known and new types and realizing any law of their change. It should be noted that the surface microrelief after the UIT is characterized by high uniformity and a specific number of impacts due to the rotation of the multi-pin impact head (Figs. 2c, 6e, f) [7, 18].

Kinematic schemes of UIT of the flat (a, e, f) and cylindrical (b–d) surfaces using mono-pin and multi-pin head: 1 – part, 2 – pin(s), 3 – head, 4 – horn.
The most common schemes of linearly regular microreliefs (Fig. 7) on a flat surface were produced using control programs. It allows creating the desired movement trajectory of an ultrasonic tool along the treated surface.

Schemes of the movement trajectories ofan ultrasonic tool along the length (a), along the width (b), and inclined to the length (c).
Figure 8 shows the movement trajectory of the multi-pin impact head and control program developed for the ultrasonic processing of the roller conveyor.

Scheme and control program for UIT of the roller conveyor.
Thus, the kinematic schemes of UIT and the schemes of the movement trajectories of the ultrasonic tool, as well as the developed control programs allow automating the ultrasonic hardening and finishing process, and increase the UIT productivity.
4.3 Surface Topography and Hardness
The experimental results (Fig. 9) show that the LHT followed by UIT using a multi-pin ultrasonic tool leads to the formation of a regular microrelief on the surface due to the forced rotation of the impact head and the specimen feed rate in accordance with the control program. In this case, the surface roughness is decreased, and the surface waviness is increased due dynamic as well as rotational action of the pins. In particular, the combined treatment leads to a double or higher reduction in Ra parameter depending on the initial state of the surface.

Surface topography after the combined treatment of AISI 1045 (a) and AISI D2 (b) steels.
It is shown in [18] that an increase in the UIT duration causes a decrease in the surface roughness parameters and simultaneous enhancement of the waviness parameters of the surface. Additionally, increasing the vibration amplitude of the ultrasonic horn slightly leads to an increase in roughness as well as waviness parameters of the surface due to the high-frequency recurrent impact action of the pins. Thus, the combination of LHT + UIT provides favorable conditions to trap oil on the product surface due to the formation of a wavy regular microrelief with a low roughness parameter Ra in the range 0.4…0.2 μm. Consequently, it promotes less intensive wear of the treated surfaces.
The LHT combined with UIT increases the surface hardness more than three times as compared to the initial state due to the formation of ultra-fine grained microstructure [7], providing the hardening depth of 200…450 μm (Fig. 10). It is of interest that the LHT regime used results in the higher surface hardness of AISI 1045 than those of, AISI D2. It is due to the fact that the heating/cooling rates used were either high enough to form ultrafine-grained microstructure fixed with fine carbides (AISI 1045) or, conversely, insufficient for the carbides dissolution/precipitation (AISI D2). It is well known that the more carbide-forming elements the steel contains, the more processing time is needed to obtain a homogeneous microstructure and high hardness.

Surface hardness after a combined treatment.
Figure 11 shows the microstructure and heat/strain affected zone in the cross section of AISI 1045 steel at a heating temperature of 1300 °C and speed LHT of 50 mm/min as well as the corresponding microhardness distribution. A severe ultrasonic surface–plastic deformation (Ausv = 18 μm, tUIT = 120 s) of the hardened surface by LHT leads to form a complex distribution of microhardness and 10…15% increase in the surface hardness by additional strain induced refinement of martensitic grains in the near-surface layer.

Microstructures and depth distributions of microhardness in the hardened layers of AISI 1045 (a) and AISI D2 (b) steels after a combined LHT + UIT treatment.
Moreover, the magnitude of the compression residual stresses after a combined processing (σR = − 405 MPa) is increased 2 times as compared to a single LHT. These factors lead to an increase in the friction force and wear resistance both in the quasi-static and dynamic test conditions [7].
As a result, a formed refined microstructure and regular microrelief on the surface allow double or higher increase in the wear resistance of the studied steels. Moreover, a combined treatment would provide the high oil capacitance and the corrosion resistance of the treated surfaces.
5 Conclusions
Laser transformation hardening process combined with the ultrasonic strain hardening process was carried out to improve the surface microrelief and hardness of AISI 1045 and AISI D2 steels. The following conclusions can be drawn:
-
1.
A uniform hardened zone can be produced using the LHT by applying a constant temperature strategy. The depth of the hardened layer (200…450 μm) was established to meet the industrial application requirements.
-
2.
The developed technological solutions allow automating the combined laser-ultrasonic surface hardening process, forming a regular micro relief on the surface (Ra = 0.4…0.2 μm), increasing the surface hardness on 10…15% compared to LHT and the productivity of the LHT + UIT.
-
3.
The proposed combination of LHT + UIT can be used for local hardening of the large-sized parts in the mechanical engineering industry.
References
Wagiman, A., et al.: Effect of heat treatment parameters in plasma arc surface hardening of AISI 4340 steel. Appl. Mech. Mater. 699, 105–110 (2015)
Guarino, S., et al.: High Power Diode Laser (HPDL) surface hardening of low carbon steel: fatigue life improvement analysis. J. Manuf. Proc. 28(1), 266–271 (2017)
Santhanakrishnan, S., et al.: An experimentally based thermo-kinetic hardening model for high power direct diode laser cladding. J. Mater. Proc. Technol. 211, 1247–1259 (2011)
Klachuk, S., Bamberger, M.: Laser surface alloying of 1045 AISI steel using Ni–CrB2 powder. J. Mater. Sci. Technol. 26(9), 1059–1067 (2010)
Ismail, M.I.S., Taha, Z.: Surface hardening of tool steel by plasma arc with multiple passes. Int. J. Technol. 5, 79–87 (2014)
Kusinski, J., et al.: Laser modification of the materials surface layer – a rewire paper. Int. Tech. Sci. 60, 710–728 (2012)
Lesyk, D.A., et al.: Microstructure related enhancement in wear resistance of tool steel AISI D2 by applying laser heat treatment followed by ultrasonic impact treatment. Surf. Coat. Technol. 328, 344–354 (2017)
Liua, A., Previtali, B.: Laser surface treatment of grey cast iron by high power diode laser. Phys. Procedia 5, 439–448 (2010)
Klocke, F., et al.: Optimization of the laser hardening process by adapting the intensity distribution to generate a top-hat temperature distribution using freeform optics. Coatings 7, 1357–1366 (2017)
Qiu, F., Kujanpaa, V.: Surface hardening of AISI 4340 steel by laser linear oscillation scanning. Surf. Eng. 28, 569–575 (2012)
Schuöcker, D., et al.: Improved laser hardening process with temperature control avoiding surface degradation. In: 8th International Conference on Photonic Technologies, pp. 108–120. LANE (2014)
Tian, Y., Shin, Y.C.: Laser-assisted burnishing of metals. Int. J. Mach. Tools Manuf. 47, 14–22 (2007)
Wanga, Z., et al.: Influence of shot peening on the fatigue life of laser hardened 17-4PH steel. Int. J. Fatigue 33, 549–556 (2011)
Balland, P., et al.: An investigation of the mechanics of roller burnishing through finite element simulation and experiments. Int. J. Mach. Tools Manuf. 65, 29–36 (2013)
Soady, K.A., et al.: The effect of shot peening on notched low cycle fatigue. Mater. Sci. Eng. A 528, 8579–8588 (2011)
Gill, A., et al.: Comparison of mechanisms of advanced mechanical surface treatments in nickel-based superalloy. Mater. Sci. Eng. A 576, 346–355 (2013)
Li, L., et al.: Influence of multiple ultrasonic impact treatments on surface roughness and wear performance of SUS301 steel. Surf. Coat. Technol. 307, 517–524 (2016)
Lesyk, D.A., et al.: Laser hardened and ultrasonically peened surface layers on tool steel AISI D2: correlation of the bearing curves’ parameters, hardness and wear. J. Mater. Eng. Perform. 27, 764–776 (2018)
Acknowledgements
This work was financially supported by the East-West European Network on higher Technical education (EWENT) program Erasmus Mundus Action 2 Lot 8. Partial supports by NAS of Ukraine “Resource 2” (Project 9.8.1) are also acknowledged.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer International Publishing AG, part of Springer Nature
About this paper

Cite this paper
Lesyk, D., Martinez, S., Mordyuk, B., Dzhemelinskyi, V., Danyleiko, O. (2019). Combined Laser-Ultrasonic Surface Hardening Process for Improving the Properties of Metallic Products. In: Ivanov, V., et al. Advances in Design, Simulation and Manufacturing. DSMIE 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-93587-4_11
Download citation
DOI: https://doi.org/10.1007/978-3-319-93587-4_11
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-93586-7
Online ISBN: 978-3-319-93587-4
eBook Packages: EngineeringEngineering (R0)