
Abstract
In this research, two grades of alumina , one at nominally 85% composition and the other at 99.5% were characterized. Microstructural and phase characterization was conducted using Scanning Electron Microscopy, Energy Dispersive Spectroscopy, X-ray Diffraction, and micro-computed X-ray tomography. It was determined that the Knoop hardness values were influenced by the porosity in the 85% composition. Quasi-static compressive tests and high strain rate compression experiments were conducted to determine the influence of the microstructure to the compressive properties. It was observed that the overall compressive strengths increased with strain rate. Although the Knoop hardness values were much lower in the 85% alumina due to the porosity, the compressive strength at both quasi-static and dynamic strain rates were not significantly lower than those of the 99.5% composition.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
Due to its versatility, polycrystalline alumina (Al2O3) ceramics are used in many commercial applications that require materials with good wear resistance, dielectric strength, and thermal conductivity. In addition, its strength and hardness properties have made it a desirable material for structural and armor applications. At the Army as well as at other institutions, the microstructure [1], mechanical properties [2,3,4], shock wave loading on alumina tiles [5, 6] and projectile penetration behavior [7,8,9,10] into alumina targets have been studied for many years. The grade of alumina often studied in these projects [3,4,5,6,7,8, 10] was the Coorstek AD995 grade material, which has a nominal composition of 99.5% alumina . Microstructural effects were broadly mentioned but were not specifically studied. Hence the idea to study two compositions of alumina in an attempt to discern the effects of microstructure on the properties and of the quasi-static and dynamic compressive strength was pursued. The CoorsTek AD995 was chosen as one of the composition, and the other was the AD85, the nominally 85% alumina composition.
Experimental Methods
To prepare the AD85 and AD995 samples for characterization, samples were mechanically polished using the Allied HighTech MetPrep 4™ PH-6 polisher, starting with the 600 grit silicon carbide and progressing down to the 0.25 micron diamond surface. Microstructural characterization of both compositions, AD995 and AD85, were conducted using the FEI Nova NanoSEM 600 scanning electron microscope (SEM). Secondary electron micrographs were used to determine the grain size using the linear intercept method [11]. Energy dispersive spectroscopy (EDS) elemental analyses and texture analysis using the electron backscattered diffraction (EBSD) were conducted with the Pegasus XM4 analysis system from EDAX Inc. attached to the SEM. X-ray diffraction (XRD) for phase analysis was conducted with the PANalytical X’Pert Pro x-ray, from a 2θ of 20°–120°. For 3-dimentional microstructural and defect analysis, micro computed tomography (micro-CT) with the Zeiss Xradia 520 Versa x-ray microscope was utilized. Knoop hardness testing was performed on a Wilson Tukon testing machine with a load of 2 kg according to the ASTM standard C1326 [12]. Knoop indents falling on surface flaws, such as a pore, were rejected. Low strain rate compression testing was done in a quasi-static MTS 810 testing machine at 10−3 s−1, while higher rate testing, at strain rates between 500 and 900 s−1, was done in a Split-Hopkinson pressure bar system.
Results
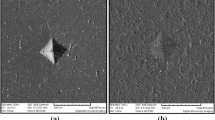
A representative micrograph of the AD85 alumina sample is shown in Fig. 1a and of AD995 in Fig. 1b. The brighter colored areas around the grains in AD85 is the liquid phase, indicating that this alumina was liquid phase sintered. The dark areas were determined to be porosity for both compositions. AD85 has significant porosity and a more elongated grain morphology compared to AD995. From 4 SEM micrographs of each composition, the average grain size was measured to be 2.95 μm for the AD85 and 7.75 μm for the AD995. These grain sizes differ from Coorstek’s reported grain size of 6 μm for both compositions [13]. In addition, as can be deduced from Fig. 1b, the AD995 appears to have a bimodal grain size distribution, or population of abnormal grain size in the microstructure . Hence the average grain size is not an adequate indicator of the grain size distribution for AD995.

Representative SEM micrographs of a AD85 and b AD995
To identify the secondary phase present in the AD85 material, EDS analysis was conducted. The AD85 EDS results indicated the presence of Mg, and Si, in addition to Al and O. The EDS results of AD995 did not show the presence of Mg, but did show Si peaks. The XRD results shown in Fig. 2a confirmed the presence of Mg and Si in AD85, identifying the secondary phase as Mg2SiO4. It is likely that MgO and SiO2 reacted during the process to form the Mg2SiO4 phase. However the XRD results of AD995 shown in Fig. 2b only identified Al2O3 , and did not identify any silicate phases.

XRD peaks identified as Al2O3 and Mg2SiO4 for a AD85 and only Al2O3 for b AD995
Knoop hardness for AD85 and AD995 were reported by CoorsTek but at the 1 kg load. They were 9.4 and 14.1 GPa, respectively [13]. The 2 kg load (19.6 N) was chosen for this study since a ceramic hardness evaluation work by Swab [14] established that at 2 kg, the hardness curves would be in the load-independent plateau region. At the 2 kg load, the hardness of AD85 was 6.4 GPa with a standard deviation of 0.3 GPa. For AD995, the hardness was 9.6 GPa with a standard deviation of 1.8 GPa. The low hardness value of AD85 can be attributed to the numerous pores in the sample. However for AD995, the minimal amount of pores cannot explain the much lower hardness values compared to the manufacturer reported value. Jones et al. [7] determined their AD995 sample to have a Knoop hardness value of 13.2 GPa with a standard deviation of 1.3 GPa, a value much closer to that reported by CoorsTek. Unfortunately Jones et al. did not include a micrograph of their material in their paper for microstructural comparison to the current AD995. It is possible that in the current study, some of the Knoop indents were falling on the abnormal grains, lowering the hardness values.
Micro-CT scans were conducted on both AD85 and AD995. As expected from the SEM micrographs, only small pores were observed throughout the AD995 sample volume. However in the AD85, large pores were found throughout the volume of the sample. The micro-CT scans at a resolution of 2 μm/pixel were analyzed to determine the volume fraction of pores. The pores were segmented from the scans using grayscale intensity based thresholding. The binary images of the segmented inclusions were then combined to form a 3D reconstruction, as shown in Fig. 3a, from which sizes of the pores were characterized. The volume distribution of the pores was produced and is shown in Fig. 3b.

a 3D representation of alumina pores in AD85 reconstructed using micro-CT scans and b Volume histogram of the pores characterized using the 3D reconstruction
Under quasi-static conditions AD85 demonstrated a compressive strength of 1970 ± 100 MPa and AD995 a strength of 2360 ± 180 MPa, both in line with manufacturer’s reported values. Under dynamic conditions both see a rise in strength, with AD85 having an average strength of 3180 ± 110 MPa and AD995 a strength of 3880 ± 670 MPa. Eliminating the potential outlier in AD995 from consideration gives an average strength of 3430 ± 230 MPa. These results plotted in Fig. 4, show that strength increases with strain rate for these materials, although only 2 strain rates were tested. While AD85 has lower strength under both quasi-static and dynamic conditions, over the range tested it also demonstrates a greater proportional increase in strength in comparison to AD995.

Compressive strength versus strain rate for AD85 (circles) and AD995 (diamonds)
Discussions
The two alumina microstructures were drastically different. This is attributed to not only the compositional purity of the alumina samples, but the processing and sintering aids added. Goswami et al. [1] have shown the influence of oxide additions and their amounts on the morphology of alumina grains. It is safe to deduce that in the current AD85 material, the elongated grain shapes and the porosity is due to the liquid phase sintering process. In the case of AD995, the microstructure showed the presence of abnormal grains. This can be explained with the Si (in the form of silica) addition in the microstructure found by EDS analysis. Dillon et al. [15,16,17] have investigated the role of additives such as silica on grain boundaries and grain growth of alumina . They determined that additives, such as silica cause complexion transitions to occur, inducing abnormal grain growth for some grains, depending on the grain boundary energy of those grains.
The Knoop hardness and the quasi-static and dynamic compressive strength is correlated to the different microstructures . The porosity played a large role in the lower hardness values measured on the AD85 sample. However, although the compressive strength were lower than those of AD995, the porosity found throughout the sample of AD85 did not appear to significantly influence the strength. The preliminary results show that the compressive strength increased with strain rate for both compositions. More research is necessary to understand the role of the homogeneously distributed pores on the quasi-static and high strain rate compressive strengths , and additional compression testing is required to definitively link the increase in the compressive strengths to the strain rate.
Conclusions
Two compositions, nominally 85 and 99.5%, of alumina were characterized. The AD85 sample showed a liquid phased sintered microstructure , consisting of a Mg2SiO4 secondary phase surrounding elongated alumina grains. The AD995 sample showed evidence of abnormal grain growth, most likely due to the silica sintering additives causing complexion transitions. There were distinct differences in the Knoop hardness values. The lower hardness of the AD85 material was attributed to the porosity. The compressive strengths were measured and determined to increase with increasing strain rate. The AD85 alumina had lower but not significantly lower compressive strengths compared to those of AD995. More experiments are necessary to deduce the influence of the porosity and microstructural differences on the quasi-static and dynamic compressive strengths of alumina .
References
Goswami AP, Sukumar R, Mitra MK, Das GC (2001) Impurity-dependent morphology and grain growth in liquid-phase-sintered alumina. J Am Ceram Soc 84(7):1620–1626. https://doi.org/10.1111/j.1151-2916.2001.tb00886.x
Ighodaro OL, Okoli OI (2008) Fracture toughness enhancement for alumina systems: a review. Int J Appl Ceram Technol 5(3):313–323. https://doi.org/10.1111/j.1744-7402.2008.02224.x
Wereszczak AA, Swab JJ, Kraft RH (2005) Effects of machining on the uniaxial and equibiaxial flexure strength of CAP3 AD-995 Al2O3. Army Research Laboratory Technical Report No. 3617
Calomino A, Brewer D, Ghosn L (1994) Fracture behavior of ceramics under displacement controlled loading. Army Research Laboratory Memorandum Report No. 15
Dandekar DP, McCauley JW, Green WH, Bourne NK (2006) Global mechanical response and its relation to deformation and failure modes at various length scales under shock impact in alumina AD995 Armor Ceramic. In: 25th army science conference, Orlando, FL 27–30 Nov 2006
Bourne NK, Millett JCF (2001) Preliminary shock wave studies in alumina and tungsten carbide. United State Army Report No. 20020429 048
Jones TL, Swab J, Meredith CS, Becker B (2016) The first static and dynamic analysis of 3-d printed sintered ceramics for body armor. Army Research Laboratory Technical Report No. 7768
Brennan RE, Sands JM, Green WH, Yu JH (2009) Nondestructive damage characterization of alumina ceramics. Army Research Laboratory Technical Report No. 4895
Grace FI, Rupert NL (1997) Analysis of long rods impacting ceramic targets at high velocity. Army Research Laboratory Technical Report No. 1493
Anderson CE Jr, Walker JD, Lankford J (1995) Investigation of the ballistic response of brittle materials. U.S. Army Research Office Report No. ARO 29788.13-ms
ASTM E112–13 (2016) Standard test methods for determining average grain size, ASTM International, West Conshohocken, PA. www.astm.org
ASTM C1326 (2013) Standard test method for Knoop indentation hardness of advanced ceramics. ASTM International, West Conshohocken, PA. www.astm.org
CoorsTek Inc. (2016) Advanced alumina brochure. https://www.coorstek.com/media/1715/advanced-alumina-brochure.pdf
Swab JJ (2004) Recommendations for determining the hardness of Armor Ceramics. Int J Appl Ceram Tech 1:219–225. https://doi.org/10.1111/j.1744-7402.2004.tb00173.x
Dillon SJ, Harmer MP (2008) Demystifying the role of sintering additives with “complexion”. J Euro Ceram Soc 28:1485–1493. https://doi.org/10.1016/j.jeurceramsoc.2007.12.018
Dillon SJ, Harmer MP, Rohrer GS (2010) The relative energies of normally and abnormally growing grain boundaries in alumina displaying different complexions. J Am Ceram Soc 93:1796–1802. https://doi.org/10.1111/j.1551-2916.2010.03642.x
Dillon SJ, Miller H, Harmer MP, Rohrer GS (2010) Grain boundary plane distributions in aluminas evolving by normal and abnormal grain growth and displaying different complexions. Int J Mater Res 101(1):50–56. https://doi.org/10.3139/146.110253
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Sano, T. et al. (2018). Correlation of Microstructure to Mechanical Properties in Two Grades of Alumina. In: Li, B., et al. Characterization of Minerals, Metals, and Materials 2018 . TMS 2018. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-319-72484-3_8
Download citation
DOI: https://doi.org/10.1007/978-3-319-72484-3_8
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-72483-6
Online ISBN: 978-3-319-72484-3
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)