
Abstract
Though the circular pocket milling seems to be an old manufacturing task, it is nice to have thorough investigation among the different machining strategies, because in spare part production a frequent repeatable shape behaviour. As usual, at pocket milling the roughing operation is critical, because the excess material is in a closed area to the shape thus not possible to fix optimal cutting parameters for the whole area. In this exercise, we will deal with how the NC operational cycles and CAM systems could organize tool paths for circular pockets. This question is very important for the users because the selected strategy will influence the machining time and the tool life which determines the machining cost. In this article, several strategies were been compared through simulation and metal cutting experiments. During experiments, the material removal rate, the cutter engagement, and the cutting force were investigated alongside the tool path. At optimal tool paths, these parameters should be constant, because thus the cutting tool could provide maximum efficiency. It is found during experiments that the pocketing strategies used nowadays are far away from the optimal, and only the CAM-generated tool path strategies can execute the acceptable. The reason is because the tool path generation methods are made based on the part geometry without considering the technological aspects. In this article analysis of current, available strategies were been made, but over that two own-developed algorithms based on technological parameters were been discussed focused on optimal tool path to achieve maximum productivity.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The pocket milling process planning could be considered as a complex and diversified task. In this article, we will stay strictly with the investigation of circular pocket milling. It does not mean a big challenge, if we reach close to a suboptimal solution. During selection of theme, one of the main reasons was that at the production of mechanical parts, we frequently face circular pockets with different depths, and thus it is worth researching a perfect solution.
1.1 Technological Challenges at Pocket Milling Task
At pocket milling task, the geometry of pocket, the technological goal, and limits are given. Based on these, it must determine the correct cutting tool, correct tool path, and acceptable technological parameters [1]. Though all three factors are important, in this article, we will deal only with generating the optimal tool path. As the tool path generation strategy influences the cutting cost mainly in rough cutting, the theme is focused on this area. The specialty of pocket milling appears during cutting the internal arcs and corners because cutting parameters basically differs if the tool moves along a straight line or it moves along an arc. Thus, it is a serious challenge to adjust optimal cutting parameters through the whole length of tool path [2]. This occurrence is illustrated in Table 1.
The relation between the symbols: θ is the cutter engagement, r is the tool radius, s is the stepover, ρ is the path arc radius, MRR is the material removal rate, a p and a e are the axial and the radial depths of cut, and the v f and v fc are the feed rates at the centre of the cutting tool and through the contour. The formulas were known from the connected literature [3, 4]. Well visible that the tool load at internal arc is higher than the straight milling operation, thus during pocket milling the tool may face excessive tool load and danger of vibration.
2 The Pocket Milling Strategy Evaluation Aspects and Experimental Methods
The quality of tool path could be evaluated in two major aspects: according to tool path smoothness and according to handling of tool load. The smooth continuity of path curve is essential, because the tool can move with a programmed feed rate only if there is no sudden sharp change of direction. If the tool requires slow down due to sharp change of direction, it will negatively influence both the cutting time and the tool life [5]. To handle the change in tool load, the simplest way is to control the feed rate. But with this solution, the danger of vibration and heat load is still remaining [6, 7]. For this reason, it is necessary to think of the tool load during the planning the shape of the tool path. The economical machining is possible only with handling the tool load, the material removal rate, and the cutter engagement due to optimal tool path [8]. Expecting that the process parameters could be constant during circular pocket milling, thus comparing different strategies, the focus was on the level of tool load. Simulation and cutting experiments were been done to evaluate the outcome. It is worth to note that simulation approach has recently received great attention and can be applied to many aspects of manufacturing systems [9, 10].
2.1 Simulation Inspection and Metal Cutting Experiments
The material removal rate and the cutter engagement inspection are not possible to explain the explicit correlation, because the neighbour tool path segments interact with each other. Thus, the experiments were been executed through an own-developed pixel-based software.
During cutting experiments, different strategies were taken into consideration to evaluate the force and the surface roughness at the bottom. In order to ensure the appropriate comparability, the cutting time \( (t = 50\;{\text{s}}) \), the cutting speed \( (v_{\text{c}} = 150\;{\text{m/min}}) \), and the nominal value of stepover \( (s = 0.5 \cdot r) \) were similar, when a 10-mm-deep and 40-mm-diameter circular pocket has been made with a starting hole diameter of 12.5 mm. The feed rate was given out from these parameters. Each tool path was also been inspected without any feed rate correction, but at each occasion 20–25% higher peak values noticed at measured force; thus in further discussion, only these samples will be highlighted when the controller modified the feed at tool centre according to Eq. (5). A 10-mm-diameter hard metal cutting tool with two cutting edges was in use during the experiment (tool metal K600, geometry to DIN 6527L, 45° helix). The workpiece material was Al6082. The cutting force was measured by a Kistler 9257B-type piezoelectric force measuring sensor, and then the evaluation was made after filtering the maximum value to one revolution of the tool. The bottom surface roughness was measured by a Mahr Pocket Surf IV type diamond head touch through radial direction. But it is found that the strategy selected influences very minimum on the roughness of the surface, and thus the outcome is placed only in Table 2.
3 The Strategies Used During the Circular Pocket Milling
There are several methods of milling to rough cut of circular pocket. The best economical and promising strategy is starting the cut at an initial hole with an end mill, because of the even distribution of tool load and tool wear along the entire cutting edge length. But for this, a starting hole is required, which could be made by drilling, or even with a flat end mill due to linear or helical ramping. Now keeping aside these, we will deal only with rough cutting. Further, the most significant NC cycles and CAM solutions will be discussed.
3.1 NC Cycles for Circular Pocket Milling
The NC cycle solutions are generally made using concentric arcs or spiral-like tool paths. These solutions generally exclude all types of technical aspects, that is why the speed parameters and stepover are constant. Thus, as was seen in the introduction, the tool load will increase alongside the internal arcs.
The fundamental strategy could be named as contour parallel strategy (Fig. 1). In this solution, the tool path is formed by offsetting the external contour. The distance between the offset arcs is the same as the stepover nominal value. At radial direction linking of offset arcs, the path contains sharp edges. In these areas, a reduced feed rate should be used similar to slot milling. A harmful effect of these appears at material removal rate and also at cutter engagement development. The offset curves could be linked through arcs too. The CAM system provides such possibilities, but the experiments showed that a visually better solution is achievable, but the strong tool load variations are still remaining.

The contour parallel tool path
The another very widely used method is spiral-like strategy (Fig. 2). The tool moves along an Archimedean spiral, where the distance between the neighbour tool path segments is the same as the stepover’s nominal value. This strategy of machining beside its simplicity could be marked as the best among the NC cycles. The only disadvantage is that the cutter engagement in internal sector grows up due to small path curvature, which in case of hard material creates vibration, influencing the tool life.

The spiral-like tool path
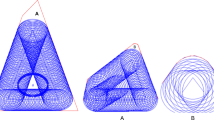
The FANUC and the HAAS controllers also use a spiral-like strategy, nevertheless not Archimedean spiral, but uses half circles with shifted centre points to generate the tool path (Fig. 3). It is seen at simulation and at force measuring that the load peak is during the starting of cut, and also the change of cutter engagement is not solved in that case.

The Fanuc/Haas tool path
The Siemens controller cycle follows the contour parallel strategy, nevertheless not through full circle, but builds up with quarter and three-quarter arcs, which are linked to each other by straight tangents (Fig. 4). The big advantage of this against the conventional contour parallel strategy is that there is no slot milling section. But the varying tool load and the cutter engagement problem remains unsolved.

The Siemens tool path
3.2 CAM Systems for Circular Pocket Milling
The CAM system generally provides modern methods to generate the tool path, where during tool path generation different factors are considered to avoid the excessive tool load. These modern considerations are previously placed into, achieve a solution close to optimal. This idea is to keep constant the metal removal rate and/or the cutter engagement. These modern strategies solve these through tool path generation algorithm where spiral-like and trochoidal strategies are used as hybrid. But in case of circular pocketing, the spiral-like strategy will lead due to geometrical nature.
The VoluMill rough cutting strategy is available in several CAM systems as built-in module (Fig. 5). It seems that the tool path goes along an Archimedean spiral, but as the strategy was made for arbitrary-shaped geometries, but as the strategy was made for arbitrary-shaped geometries, thus the tool path was built in stages step by step. The base strategy is that the material removal rate should remain constant. The algorithm achieves this by controlling the feed rate. For the proper function of strategy, so as to keep constant, the metal removal rate was identified by simulation and also by metal cutting experiments. However, the cutter engagement variation is still unsolved in this solution.

The Volumill tool path
Against the VoluMill strategy, the Waveform strategy does not deal with material removal rate but concentrates to keep the cutter engagement at a constant value (Fig. 6). To achieve this, the spiral is made starting from the centre of the pocket with continuously increasing stepover according to the change of path curvature. This results that without controlling the feed rate, the material removal rate remains constant.

The Waveform tool path
The simulation and cutting experiments prove that the strategy properly controls the material removal rate, the cutter engagement, and the cutting force limit. Only one thing is absent from the algorithm; when the tool reaches the pocket contour, then a full circulation is required to eliminate the press mark of the spiral. In this time, the algorithm is not able to control the decreasing material removal rate by controlling the feed rate.
3.3 Evaluation
Evaluating the strategies as discussed above, it was found that in all solutions something was missing. The most favourable could be spiral-like tool path and the CAM system solutions. But these favourable tool path strategies could also be developed further, for example, the VoluMill and the Archimedean spiral-like strategies by avoiding the cutter engagement change, and the Waveform strategy by adjusting the feed rate at the end part of tool path.
4 Suggested Circular Pocket Milling Strategies
During proposing the circular pocket milling strategy at the worked out optimizing equation, the machining time minimizing was taken as a goal. The nature of modern tool path is that the tool load is well controlled, because in that case optimal cutting parameters can be provided throughout the whole machining operation achieving maximum efficiency. Thus, based on this the tool, load control to constant is the optimization limit. During our work, two different algorithms were developed to achieve same outcome, but in a different way. The goal was to keep the material removal rate and the cutter engagement simultaneously at a constant value, combining the advantages of VoluMill and Waveform strategies behaviour.
4.1 Advanced Spiral-like Strategy I
The first solution meets the determined viewpoints (well-controlled cutter engagement and material removal rate) perfectly, but requires a complex calculation that depends on the simulation algorithm. At simulation evaluation, there are path optimization examples to control the feed rate [2]. But our goal was not the feed rate, but the stepover value should be influenced to keep the tool load constant in order to avoid the cutter engagement change too. This was worked by a spiral-like path giving polar coordinate points moving from into out, where for each point it was determined using a section half algorithm to find the radial coordinate maximum R(φ i ), at which according to simulation the material removal rate will not be bigger than the calculated value made using average depth of cut and speed parameters (Eq. 3). After this, linking the point series besides constant feed rate, the metal removal speed and cutter engagement remain constant.
But at the end section, where the tool travels along the pocket contour with constant speed parameters, both the chip thickness and the metal removal speed decrease. Because it is difficult to change the cutting speed during cutting, thus to keep the tool load constant, it is wise to increase the feed rate to achieve maximum efficiency according to Eq. 6. The adjusted feed rate could be determined by simply arranging of Eq. (4):
The simulation results reflect that material removal rate controlling and cutter engagement balance are solved (Fig. 7). Thus the algorithm achieved the goal perfectly beside keeping limits. Furthermore, the cutting force is developed here to the lowest in our experiments.

The advanced spiral-like strategy I
4.2 Advanced Spiral-like Strategy II
The second solution just remains back only for a pinstripe from the first solution, but compensates due to use of a simple algorithm. The base of the strategy is that the increasing stepover is built by simple Archimedean spiral sections to keep the cutter engagement constant. The development of cutter engagement relation to the side step and path is written in Eq. (2). If we want to express the acceptable stepover from this equation, then we will face a complex connection. But as we seen in the previous strategy, it is found that in spite of constant feed rate the constant material removal rate was ensured, thanks to proper tool path shape. Thus, we used material removal rate defined by Eq. (4). After rearranging and simplifying the following simple equation found:
where \( s(\rho ) \) is the allowed stepover according to path curvature, and \( a_{e} = r(1 - \cos \theta ) \) is the nominal depth of cut according to Eq. 1. From this, as in the previous strategy, a \( \{ R(\varphi_{i} )\} \) polar coordinate point series was built as \( R(\varphi_{i} ) = R(\varphi_{i} - 2\pi ) + s(R(\varphi_{i} - 2\pi )) \) relation with Δφ steps. Naturally, this equation can only be used at the middle section of the spiral. At entrance section beside continuously increasing spiral with a full rotation, when at end section of the contour, a full circle would be needed at the internal boundary. In these sections, the feed rate control happens according to Eq. (6), as in the previous strategy.
Evaluating the experimental results (Fig. 8), it is seen that the algorithm functions effectively. The only deficiency is in development of material removal rate where a jump is discovered at the point when the tool path ends the first circular rotation, because the spiral rises sharply compared to the starting section. The solution could be to decrease the feed rate, because there was no jump at cutter engagement. Thus, besides simple path generation, the worked out algorithm provides a fully efficient solution

The advanced spiral-like strategy II
.
5 Summary
Evaluating the existing circular pocket machining strategies, it was found that in all solutions something was missing. Because of this, we introduced two newly developed algorithms focused on optimal tool path to achieve maximum productivity. Table 2 contains the results of the simulation and metal cutting experiments. At the first glance, it may seem to be only a little improvement achieved, but the importance of this should not be downgraded. At series production due to high volume, a small percentage improvement will result in higher productivity assuring a higher profit.
In summary, it can be stated that worked out algorithms were capable to provide an optimal tool path to achieve the predefined goal, the well-controlled material removal rate, and cutter engagement. Furthermore, the second solution could be easily adopted to NC cycles too.
References
Held, M.: On the Computional Geometry of Pocket Machinig. Springer, Berlin (1991)
Kim, H.C.: Optimum tool path generation for 2.5D direction-parallel milling with incomplete mesh model. J. Mech. Sci. Technol. 24(5), 1019–1027 (2010)
Chan, K.W., Choy, H.S.: Machining tactics for interior corners of pockets. Int. J. Adv. Manuf. Technol. 20(10), 741–748 (2002)
Kramer, T.R.: Pocket milling with tool engagement detection. J. Manuf. Syst. 11(2), 114–123 (1992)
Pateloup, V., Duc, E., Ray, P.: Corner optimization for pocket machining. Int. J. Mach. Tools Manuf. 44(12–13), 1343–1353 (2004)
Xu, J., Sun, Y., Zhang, X.: A mapping-based spiral cutting strategy for pocket machining. Int. J. Adv. Manuf. Technol. 67(9–12), 2489–2500 (2012)
Bieterman, M.B., Sandstrom, D.R.: A curvilinear tool-path method for pocket machining. J. Manuf. Sci. Eng. 125(4), 709–715 (2003)
Stori, J.A., Wright, P.K.: Constant engagement tool path generation for convex geometries. J. Manuf. Syst. 19(3), 172–184 (2000)
Diering, M., Dyczkowski, K.: Assessing the raters agreement in the diagnostic catheter tube connector production process using novel fuzzy similarity coefficient. In: IEEE International Conference on Industrial Engineering and Engineering Management, pp. 228–232 (2016)
Varela, M.R.L., Trojanowska, J., Carmo-Silva, S., Costa, N.M.L., Machado, J.: Comparative simulation study of production scheduling in the hybrid and the parallel flow. Manage. Prod. Eng. Rev. 8(2), 69–80 (2017)
Acknowledgements
The authors would like to acknowledge the support provided by the CEEPUS III HR 0108 project. This research was partly supported by the EU H2020-WIDESPREAD-01-2016-2017-TeamingPhase2-739592 project “Centre of Excellence in Production Informatics and Control” (EPIC).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG
About this paper
Cite this paper
Jacso, A., Szalay, T. (2018). Analysing and Optimizing 2.5D Circular Pocket Machining Strategies. In: Hamrol, A., Ciszak, O., Legutko, S., Jurczyk, M. (eds) Advances in Manufacturing. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-68619-6_34
Download citation
DOI: https://doi.org/10.1007/978-3-319-68619-6_34
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-68618-9
Online ISBN: 978-3-319-68619-6
eBook Packages: EngineeringEngineering (R0)