
Abstract
The depleting fossil fuel reservoirs, over-dependency of developing countries on fossil fuels to meet the day to day rising demands, global climate change by increased carbon foot prints have compelled countries to take discernible initiatives towards the use of renewable bioresources for their sustainable development. The trilema of E’s (Energy, Environment and Economy) lead the global scientific community to develop policies to move from fossil-based economy to bio-based economy which is baptised as Biorefinery. Biorefineries integrate eco-friendly and more efficient technologies to cut down the rate of harmful emissions that contribute to the deteriorating environmental conditions. Though renewable lignocellulosic biomass generated via photosynthesis has the inherent potential to satiate the rising energy demands, there are technological challenges associated with the structural complexity of lignin, cellulose and hemicelluloses. From this perspective, the need of the hour is to develop a lignocellulose biorefinery platform equipped with advanced technologies to combat the challenges in unfolding of biomolecules for biofuel, power and value added chemical production. The focus of the chapter is therefore on understanding biomass structures and characteristics; distribution of biomass globally; conversion technologies and challenges; and the emerging biorefinery concept.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others


Keywords
- Lignocellulosic Biomass
- Ammonia Fiber Explosion (AFEX)
- Lignocellulose-based Biorefineries
- Advanced Biorefineries
- Organosolv
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
Energy independence has become a major issue for most nations around the globe in recent years. Each country has a unique profile in terms of energy production, consumption and its impact on the environment. The emergence of the biorefinery concept proposes the utilisation of every single component of the agro-forestry biomass for fuels and value added by-products. Like oil refineries, biorefineries involve the production of fuels, heat, power and value added chemicals from crude agro-forestry biomass.
The last two decades witnessed the extensive use of fossil fuels to meet the per capita demands of energy which ignited the debate on the challenges related to: (i) exhaustion of fossil fuel reservoirs, (ii) energy crisis in subsequent years, (iii) carbon emission and climate change. This sparked much the interest in biomass based energy production and laid out the future of bioenergy with the introduction of first generation biofuel comprising of liquid fuel production using corn, sugar beet, sugarcane juice and vegetable oils.
The first generation biofuel created the long standing controversies around the globe about the utilization of the food commodities for fuel production during 2007 and 2008 when some of the nations were battling with hiked food prices. Jean Ziegler (The United Nations Special Rapporteur) called “biofuels a crime against humanity” at the Thirtieth Regional Conference of the Food and Agriculture Organization at Brasilia (Pedro 2008; HLPE 2013). The worldwide food crisis especially in the developing countries led policies prohibiting food crops or fertile land use for biofuel productions. The food versus fuel conflict scrutinised the potential of lignocellulosic biomass (produced via photosynthesis) as renewable yet inexpensive resource.
Lignocellulose often referred to as a plant dry matter is a complex polymer consisting lignin, cellulose and hemicelluloses. It not only offers the potential for being ideal feedstock for liquid biofuels (ethanol, butanol) but has tremendous potential in gaseous fuel production as well as value-added products. Lignocellulose became the ‘renewable gold’ after the introduction of ‘biorefinery’ concept to deal with renewable energy and production of value-added chemicals. Biorefining as defined by the International Energy Agency Bioenergy Task 42 is “the sustainable processing of biomass into a spectrum of bio-based products (food, feed, chemicals, materials) and bioenergy (biofuels, power and/or heat)” (IEA Bioenergy 2009; Jungmeier et al. 2015). The biorefinery concept originated from the conventional oil refinery, where crude oil is refined into fuel, electricity and value-added chemicals.
The concept of lignocellulose-based biorefinery is gaining momentum worldwide for providing a wide spectrum of bio-based fuel and chemical productions which are conventionally produced from petroleum or petroleum feedstocks. The advantage of biorefining of lignocellulosic biomass for sustainable development of any nation is that it involves the processing of all biomass components into useful products with no wastage of unused fractions. Despite the huge potential of this niche area of refinery, the challenge is to develop efficient technologies to harness the potential of lignocellulosic biomass. The aim of this chapter is to evaluate the potential of lignocellulose-based biorefinery strategies and challenges.
2 Availability of the Lignocellulosic Biomass: Global Scenario
The discovery of fire (symbolically representing the source of energy) and its maintenance using wood propelled the wheel of ancient human civilization towards the modern civilization and laid the foundation of industrial revolution switching from burning of wood biomass to coal. Though utilization of biomass (traditional fuel wood and agriculture residues) for heat, cooking and other purposes is not new to mankind, the impetus on harnessing the trapped biomolecules from lignocellulosic biomass for sustainable, efficient and renewable energy production has put forth a new paradigm towards the wise exploitation of available biomass (Erakhrumen 2011; Nakada et al. 2014).
Technically, biomass may be divided into forest products (fuel wood from trees or shrubs), agriculture residues (non-woody biomass such as straw, husk, stover), energy crops and animal waste (dung, etc.) (Demirbas 2009; Nakada et al. 2014). The distribution and abundance of biomass varies globally and depends on the geo-climatic conditions and utility rate in a particular region. Every continent has diverse geographic conditions which contribute in the different kind of vegetations, agriculture patterns and forests products. (Tables 1 and 2) (Forestry Production and Trade 2015; Kummamuru 2016).
Fuel wood, wood charcoal and wood pellet are often considered as traditional source of bioenergy used by the rural sector of developing countries in cooking and heating purpose. The percentage of wood charcoal production is high in Africa, Asia and Southern America due to its consumption in domestic chores which has four-times higher energy potential as compare to wood pellets (Kummamuru 2016). As evident from the Table 3 that the largest share of wood fuel also comes from Africa and Asia. However, African continent has faced the annual decrease of 0.5% in forest area since 2000–2014 while the increment of 0.09 and 0.34% has estimated in European and Asian forest area, respectively. Among the top 5 largest forest resources possessing countries, Russian forest reserve estimates were found considerably higher in comparison to Brazil, Canada, USA and China with the total forest area 815,013 (1000 Ha) (Kummamuru 2016).
Forest biomass has been considered as the largest contributor in bioenergy sector, whereas, agricultural residues contribute only 9% of the total biomass supply with high potential of 123 EJ in biofuel production (Kummamuru 2016; World Energy Resources, Bioenergy 2016; Kummamuru 2017). Modern technologies made it possible to switch over from traditional use of biomass to modern biomass utilization which emphasize on sustainability of biomass and less carbon emission such as biomass conversion to liquid biofuels or combined heat and power generation (World Energy Resources, Bioenergy 2016).
The studies on traditional biomass versus modern biomass utilization reflect that the developing countries from Sub-Sahara African regions, Southern Asia and South-Eastern Asia predominantly utilize the traditional biomass and the reason is obvious that the poor rural parts of these countries heavily rely on the fuel wood and wood charcoal as these are easily accessible at nominal cost (Table 4). Kenya largely depends on biomass (68%, includes crop residues), where fuel wood provides almost 90% of the energy in rural areas, in approximately equal shares traded as wood and charcoal. Sustainable wood yields meet only 43% of the total demand. In Malawi, biomass accounts for 97% of total primary energy supply, of which 59% is used in its primary form as firewood (52%) or residues (7%), and 41% are converted into charcoal. More than 80% of the wood consumption goes into private households and 98% of all households depend on it (Black et al. 2010).
Agro-forestry biomass comprising of lignocelluloses has tremendous potential for the production sustainable biofuel to avoid the food versus fuel conflict. Despite of this fact, every year thousands of tons of biomass are generated which is used in cooking by residential sector of rural areas or in generating heat for boilers by small-scale industries and the leftover biomass is either dumped at the landfill sites or burnt down in the fields (World Energy Resources, Bioenergy 2016). The strategic planning with adequate data assessment on biomass generation, utilization and leftover surplus biomass will be an advantageous approach for the formulation and implementation of lignocellulose-based biorefinery.
3 Chemical Characterization of Lignocellulosic Biomass
It’s important to understand the peculiar physical and chemical structure of lignocellulosic biomass to have an insight for designing the bioprocess. Lignocellulose is a complex structure consisting of lignin (complex of organic polymers phenylpropanoid), cellulose (an unbranched homopolysaccharide consisting of D-glucopyranosyl units) and hemicelluloses (heteropolymer consisting of xylan, glucuronoxylan, arabinoxylan, glucomannan, and xyloglucan) (Narayanaswamy et al. 2013). Agriculture (wheat straw, rice straw, corn stalk, sugarcane bagasse, etc.) and forestry (wood) biomass consist lignocelluloses in varied ratios. The general composition of lignocelluloses in agro-forestry biomass is accounted as 40–50% cellulose, 20–30% hemicellulose and 10–25% lignin (Anwar et al. 2014). Each component has its unique structure which makes them resistant against degradation.
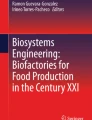
Cellulose is a building block of plant cell walls which provides the mechanical strength. This is the most abundant biopolymer available in the nature having a molecular formula (C6H10O5) n . It’s a linear homoploymer consist of glucose units linked by β(1→4) glycosidic bonds with high degree of polymerization (approximate native degree of polymerization of 10,000–15,000) (Yang et al. 2011). Naturally, cellulose occurs in two forms i.e. crystalline form and amorphous form (Narayanaswamy et al. 2013). The cellulose molecules are held together in plant cell wall by intermolecular hydrogen bonding, however, its tendency to form inter as well as intramolecular hydrogen bonding contributes to the rigidity and make it resistant against cellulolysis (break down of cellulose into basic units and cellodextrins) in organic solvents and water (Fig. 1).

A cellulose strand showing inter and intra-molecular hydrogen bonding (dashed line)
Hemicellulose is the second most abundant renewable biopolymer available in agro-forestry biomasses. It’s a branched heteropolymer comprises of pentose (d-xylose, d-arabinose) and hexose (d-glucose, d-mannose, and d-galactose) sugars and their acidified derivatives such as glucuronic and galacturonic acids (Fig. 2) (Narayanaswamy et al. 2013; Yang et al. 2011). As compare to cellulose, degree of polymerization in hemicelluloses is 500–3000 sugar units. The composition of hemicelluloses varies from trees to grass. The hardwood consists mainly of xylan and glucomannan, while, softwood contains small fraction of xylan and predominantly rich in galactoglucomannan (Narayanaswamy et al. 2013; Agbor et al. 2011). Among the hemicellulosic components, xylan is important substrate for bioenergy and bio-based chemicals production. Xylan composed of a backbone chain that consists of a varying number of β-1,4-d-xylopyranosyl residues (70–130 in softwood xylan and 150–200 in hardwood xylan) (Dheeran et al. 2012).

A representative part of hemicellulose structure
Next to cellulose and hemicelluloses, lignin is the third largest heteropolymer occurs in all dryland plant cell walls. It provides the mechanical strength to the plants and protects them in water conduction. The unique feature of lignin which differentiates it from cellulose and hemicelluloses is the presence of aromatic monomers. Lignin is devoid of sugar monomers and composed of three different phenyl propane monomers: (a) coniferyl alcohol, (b) coumaryl alcohol and (c) syringyl alcohol (Fig. 3). The distribution of these monomers differs species to species for example hardwood trees contains syringyl alcohol, whereas, the coniferyl alcohol predominantly is found in the conifers (softwood trees) (Narayanaswamy et al. 2013; Anwar et al. 2014). Lignin is an important constituent of plant cell wall to provide the strength to the plants but it has become the biggest hindrance in accessing the sugars trapped in cellulosic and hemicellulosic complex for biofuel processes (Narayanaswamy et al. 2013; Chapple et al. 2007).

Structure of three phenyl propane monomers. a Coniferyl alcohol, b coumaryl alcohol and c syringyl alcohol
4 An Overview of Selective Conversion Technologies for Biomass Processing
Lignocellulose-based biorefinery is an integrated approach of upstream, midstream, and downstream processing of lignocelluloses biomass into a range of products. It can utilize all kind of forestry and agriculture biomass. Biofuel and value-added chemical production from lignocellulosic waste is technically more challenging as compared to first generation biofuel which was produced mainly from corn, sorghum grains, sugarcane juice and beet. Production of biofuels and biochemicals includes an intensive process of pretreatment, hydrolysis and microbial fermentation. Lignocellulose is a complex structure as discussed in previous section which needs effective pretreatment in order to release the sugar monomers. The aim of pretreatment is to alter the structure to have the access to cellulose and hemicellulosic fractions. Several physical, chemical and physico-chemical approaches have been applied to develop the cost-effective pretreatment technologies but none of the technology can be considered as the cost effective and environment friendly. Some preferably selective pretreatment methods are discussed here which are frequently used for lignocellulosic biomass degradation.
4.1 Physical Methods
Mechanical treatment is necessary to reduce the particle size of biomass which includes milling and grinding. Several other physical treatments like irradiations (γ rays, microwave and electron beam) and ultrasonication are also used for pretreatment at laboratory-scale but are not much preferable methods for full-scale operations because of high energy inputs and capital investment (Menon and Rao 2012).
4.2 Chemical Methods
Chemical pretreatment is the most widely used process which includes several methods to disrupt lignocellulosic structure.
4.2.1 Acid Hydrolysis
Weak and strong acid hydrolysis is considered as the most effective and preferred methods over other physico-chemical and thermo-chemical methods.
Dilute acid hydrolysis: Dilute acid treatment uses mild concentrations of sulphuric acid (0.5–1.0%) at moderate to high temperatures and performed in two ways:
-
Temperature below 160 °C and high biomass loading (10–40%) for batch processes
-
High temperature (160 °C or above) with low biomass loading i.e. 5–10 wt% for continuous process.
Dilute acid treatment often dissolves the lignin contents partially and hydrolyses the hemicellulosic fraction which releases the pentose monomeric sugars into hydrolysate. These treatments increase the porosity and give the access to the cellulolytic enzymes for enzymatic hydrolysis of cellulose. This process is advantageous in terms of recovering the hemicelluloses based sugar monomers but the main disadvantage associated with the generation of furfural and hydroxymethyl furfural which act as inhibitors during microbial fermentation process and lower the ethanol yield (Taherzadeh and Karimi 2007; Yu et al. 2010; Brodeur et al. 2011; Menon and Rao 2012).
Concentrated acid hydrolysis: In 1819, Braconnot discovered that cellulose can be hydrolysed by concentrated sulphuric acid or hydrochloric acid into fermentable sugars. Concentrated acid hydrolysis process carries out with high acid concentrations (30–70%) at ambient temperatures (35–40 °C). Unlike dilute acid treatment, this process yields higher amount of fermentable sugars (90% of theoretical glucose yield). Although, this process is the most preferred method till date for lignocellulosic biomass hydrolysis but this method is not considered as an environment friendly. The use of high concentrations of acid is corrosive in nature and needs non-metallic or expensive alloy vessels. Further issue is the production of high amount of gypsum during neutralization process of the hydrolysate which needs proper dumping. The impact of concentrated acids during process is neither environment friendly nor economic and requires the high maintenance cost to recycle the acids (Taherzadeh and Karimi 2007; Yu et al. 2010; Brodeur et al. 2011; Menon and Rao 2012).
4.2.2 Alkaline Pretreatment
Alkaline pretreatment effectively works in the removal of lignin. This pretreatment can be performed using calcium or sodium hydroxide and ammonia, sodium carbonate at the temperature ranges 25–200 °C depending on the type of feedstock to be hydrolysed. Alkaline pretreatment is effective in delignification, partial decrystallization and solvation of cellulosic and hemicellulosic fractions. This pretreatment deliginifies the biomass and gives access to the hydrolytic enzymes for the further degradation of hemicelluloses and cellulose (Kim et al. 2015; Bali et al. 2014). This method is effective for the pretreatment of corn stover, switchgrass, bagasse, and wheat and rice straws. Although Bali et al. has reported the hydrolysis of Populus by using sodium hydroxide, calcium hydroxide and ammonia at different time interval keeping the temperature constant 120 °C.
4.2.3 Organosolv Pretreatment
Organosolv pretreatment is the process, where an organic solvent or mixtures of organic solvents is used with water for the removal of lignin before enzymatic hydrolysis of the cellulose fraction. Besides the removal of lignin, hemicellulose hydrolysis also occurs which facilitates the enzymatic digestibility of the cellulose fraction. Ethanol, methanol, acetone, and ethylene glycol are some common solvents used in this process. The reaction condition varies on the utilization of type of biomass and catalysts, where temperatures can be setup from ambient to 200 °C. Organosolv pretreatment is advantageous in biorefineries, where high quality lignin can be separated and converted into value-added chemicals and the cost of cellulolytic enzymes used for the hydrolysis of cellulosic fraction can be reduced. The only disadvantage of this process is solvent inhibition for further enzymatic hydrolysis and interference in fermentation process too. Therefore, removal and recovery of the solvent requires high maintenance cost and cannot be considered an economic process at commercial-level (Akhtar et al. 2015; Zhang et al. 2016).
4.2.4 Liquid Hot Water
Liquid hot water (LHW) pretreatment, hydrothermolysis, hydrothermal pretreatment, aqueous fractionation, aquasolv, solvolysis or autohydrolysis is a process for biomass pretreatment which is carried out with water at high temperature and pressure. Temperatures can range from 160 to 240 °C which depends on the type of feedstock used for the hydrolysis e.g. autohydrolysis of corn fibre can be carried out at 140–180 °C but some feedstocks such as hardwood are processed at higher temperatures (190–230 °C). About 40–60% of the total biomass is dissolved in the process, with complete solubilisation of the hemicelluloses (recovered as monomeric sugars), 4–22% of the cellulose and 35–60% of the lignin. Cellulose can be recovered as solid fractions and further subjected to enzymatic hydrolysis. Temperature and reaction time play important role to avoid the inhibitors formation such as furfural and 5-hydroxymethyl-2-furaldehyde (HMF) formed by the degradation of pentose and hexose sugars, respectively. Yu et al. (2010) reported the autohydrolysis of rice straw at 180 °C (low end of temperature range) for 30 min (moderate to high time scale range) with minimal inhibitors generation (Yu et al. 2010; Brodeur et al. 2011; Menon and Rao 2012). The advantage of this process is that there is no requirement of acids, solvents or catalysts for the hydrolysis, hence, neutralization and recovery steps which require high capital investment can be avoided. However, there is necessity of high energy input to maintain high temperature and pressure for the process. Denmark based biomass refinery Inbicon established a demonstration facility based on hot-water pretreatment technology to demonstrate 4 ton/h of continuous operation at industrial-scale (Zhang and Shahbazi 2011).
4.2.5 Oxidative Delignification
Some oxidising agents such as hydrogen peroxide, ozone, oxygen or air have the property of delignification. These oxidizing agents have high reactivity with the aromatic rings of lignin which convert it into carboxylic acids. The acids formed during pretreatment process further interfere into fermentation process and need hydrolysate neutralization which can be done by washing with the stream of water at room temperature (Bensah and Mensah 2013; Akhtar et al. 2015). In addition to oxidation of lignin, oxidative pretreatment partially hydrolyses the hemicellulose fraction of the lignocellulose complex. Some of the preferred oxidation methods are as follows:
-
Ozonolysis
The cleavage of aromatic rings of lignin complex via ozone pretreatment is termed as oznolysis. Ozone treatment primarily targets aromatic rings structure of lignin, while hemicellulose and cellulose fractions remain intact and hardly decompose. Removal of lignin facilitates the enzymatic hydrolysis of hemicelluloses and cellulose. The process is advantageous for its ambient operational conditions (room temperature and normal atmospheric pressure) which do not require high energy input to maintain temperature and pressure. However, the ozonolysis requires large amount of ozone, thus, makes this process expensive. Ozonolysis has been studied to degrade lignin in various lignocellulosic materials such as wheat straw, bagasse, peanut, pine, cotton straw, and poplar sawdust (Bensah and Mensah 2013; Behera et al. 2014; Akhtar et al. 2015).
-
Wet Oxidation
Wet oxidation (WO) is an oxidative pretreatment method which utilizes oxygen or air at elevated temperature and pressure. Wet oxidation is considered as an alternative to steam explosion which became the most widely used pretreatment method in recent years. Earlier, wet oxidation processes have been used for the treatment of wastes consisting of high organic matter by oxidation of soluble or suspended materials at high temperatures (150–350 °C) and high pressure (5–20 MPa). Wet oxidation pretreatment oxidizes the phenolic structure of lignin and partially hydrolyses the hemicellulosic fraction into the intermediates such as carboxylic acids, acetaldehydes, and alcohol. The rate of oxidation is high at elevated temperature, pressure and catalysts. Alkaline wet oxidation was found to be effective while considering the formation of inhibitors such as furfural and HMF as compare to acid hydrolysis. Wet oxidation has been successfully studied in several lignocellulosic biomass like wheat straw, rice husk and hardwood. Compared to other pretreatment processes, wet oxidation has been proven to be efficient for the pretreatment of lignocellulosic materials because 90% of the lignin is removed and hemicellulose gets solubilised while the cellulose remains as solid fraction which facilitates the enzymatic hydrolysis (Martin et al. 2008). The reported advantage of the wet oxidation process is the lower production of furfural and HMF, which are potential inhibitors in the fermentation process but the high operating cost associated with the process cannot be ignored (Bensah and Mensah 2013; Behera et al. 2014).
4.2.6 Ionic Liquids (ILs)
Ionic liquids often considered green solvents, are the salts exist in the liquid phase at room temperature and can dissolve cellulose efficiently under mild operating conditions. ILs have low melting points (<100 °C), high polarities and high thermal and chemical stabilities (Zhang and Shahbazi 2011; Behera et al. 2014). This method has been applied to modern fiber making industry, where cellulose is directly dissolved by using ILs. ILs dissolve cellulose by breaking the hydrogen bonds between molecular chains of the cellulose strands. Electron donor-electron acceptor complexes are formed by the ILs by interacting with hydroxyl groups of cellulose. This decreases the crystallinity of cellulose which gives access to the cellulolytic enzymes for further hydrolysis. Recent studies have been reported the application of imidazonium salts (N-methylmorpholine-N-oxide mono-hydrate (NMMO), 1-n-butyl-3-methylimidazolium chloride (BMIMCl), 1-allyl-3- methylimidazolium chloride (AMIMCl), 3-methyl-N-bytylpyridinium chloride (MBPCl) and benzyldimethyl (tetradecyl) ammonium chloride (BDTACl)) for the pretreatment of cellulosic biomass (Brandt et al. 2013; Sochaa et al. 2014). Pretreatment of cellulose with ILs is advantageous as they can be used under ambient conditions and the formation of inhibitors is almost negligible. Although ILs are considered environment friendly chemicals, their high cost impedes their utilization at industrial-level, where tons of biomass needs to be pretreated (Brandt et al. 2013; George et al. 2015).
4.3 Physico-chemical Methods
4.3.1 Steam Explosion
Steam explosion is one of the most preferred pretreatment method amongst chemical and physico-chemical methods owing to its low use of chemicals and less energy consumption. During pretreatment process the biomass is treated with high-pressure saturated steam at high temperature from 160 to 260 °C and pressure 0.69–4.83 MPa (Kumar et al. 2009; Behera et al. 2014). Subsequently, the reduction in pressure creates the explosive decompression of the biomass which results in disruption of lignin matrix and degradation of hemicellulosic fraction. Efficiency of steam-explosion pretreatment depends on the residence time, temperature, particle size of the biomass and moisture content. Studies have been carried out to try to improve the results of steam explosion by the addition of sulfuric acid (Linde et al. 2008). Steam explosion pretreatment is found to be the cost effective and advantageous due to low energy requirement. The conventional mechanical methods require 70% more energy than steam explosion to achieve the same particle size reduction. The only disadvantage associated with steam explosion is the formation of degradation products that may inhibit downstream processes (Behera et al. 2014).
4.3.2 Ammonia Fibre Explosion (AFEX)
In ammonia fibre explosion pretreatment process, biomass is treated with liquid ammonia at high temperature (60–100 °C) and pressure (250–300 psi) and after few seconds, pressure is reduced slowly (Chaturvedi and Verma 2013). The conventional AFEX process is carried out with 1–2 kg ammonia/kg dry biomass at 90 °C for 30 min. AFEX efficacy depends on the operating conditions such as ammonia loading, temperature, water loading, blow down pressure, reaction time and number of treatments. AFEX pretreatment alters the lignocellulosic structure by reducing the lignin content and lowering the crystallinity of cellulose. The advantage of this pretreatmnet is: no inhibitors formation takes place, does not require conditioning for fermenting microbes, gives about 99% recovery of sugars, and does not require addition of nitrogen source for fermentation as residual ammonia serves as a nitrogen source (Zhang and Shahbazi 2011; Brodeur et al. 2011; Menon and Rao 2012; Behera et al. 2014).
4.3.3 CO2 Explosion
CO2 explosion is similar to steam and ammonia fibre explosion. CO2 is used as supercritical fluid at high pressure and then liberated by an explosive decompression which disrupt the lignocellulosic matrix and facilitates the enzymatic hydrolysis. It is postulated that CO2 reacts to carbonic acid (dissolved carbon dioxide in water), and catalyze the hydrolysis of biomass. Although, carbonic acid catalysis offers the benefits over the use of acids like sulphuric acid, but sugar yields from CO2 explosion is lower than those obtained with steam or ammonia explosion. However, it’s found to be higher than those obtained with enzymatic hydrolysis without pretreatment. This pretreatment may be advantageous for the bioprocess industries produce carbon dioxide and carbonic acid may be utilized as viable reagent for biomass hydrolysis without using mineral acids (Brodeur et al. 2011; Menon and Rao 2012; Behera et al. 2014; Akhtar et al. 2015).
4.3.4 Combined Mechanical/Alkaline Pretreatment
A combined mechanical and alkaline pretreatment includes continuous mechanical pretreatment (e.g. milling, extrusion, refining) of lignocellulosic biomass with the aid of an alkali effectively solubilises the lignin fractions while leaving cellulose remains in the solid fraction. The cellulose fraction can easily be recovered for enzymatic hydrolysis. By performing extrusion in combination with chemical pretreatment in a single step, the accessibility of cellulose for cellulolytic enzymes is improved, which results higher delignification values and improves enzymatic hydrolysis of pretreated biomass. Moreover, the moderate operation temperature in this process prevents the formation of degradation and oxidation products such as furfural and HMF. The combined mechanical and alkaline pretreatment increases the efficiency of the pretreatment compared to alkaline pretreatment alone. However, the expensive chemicals used in the process require the recycling to make the process economically viable (Harmsen et al. 2010; Wang et al. 2014).
4.4 Biological Pretreatment
Biological pretreatment deals with microbial assisted biomass degradation. Microorganisms such as white, brown and soft-rot fungi have been successfully employed to degrade lignocellulosic biomass. Biological pretreatments are environment-friendly and advantageous over other pretreatment methods because it requires low energy, can be operated at ambient conditions. Biological pretreatment is getting wider attention in consolidated bioprocessing, therefore, present research studies are focused on the exploration of new fungi and bacteria which can efficiently degrade the lignin, hemicelluloses and cellulose fractions with simultaneous saccharification to make the process cost effective (Menon and Rao 2012; Narayanaswamy et al. 2013).
5 Biorefining of Lignocellulose: Biorefinery Concept and Strategies
Biomass-based biorefinery concept emerged to harness every bit of component present in biomass to useful products including biofuels, platform chemicals, heat/power, etc. with an idea of sustainable human development to deal with the trilemma of fuel, food and environmental sustainability issues. Biorefinery encourages zero waste discharge which facilitates not only economical production but also resolves the waste disposal issue. Figure 4 depicts “the sustainable processing of biomass into a spectrum of bio-based products (food, feed, chemicals, materials) and bioenergy (biofuels, power and/or heat)” (Fig. 4) (Jungmeier et al. 2015; IEA Bioenergy 2009). Biorefinery concept follows the crude oil refinery, where crude oil is refined for transportation fuel, electricity and high value-added petroleum products (Fig. 5). Unlike oil refineries, biorefineries use inexpensive renewable feedstocks such as forest biomass, agricultural residues, energy crops, aquatic biomass (macro-algae) and ensure the sustainability of the biomass to avoid the land and water conflicts. The trapped biomolecules in these feedstocks mainly hexose/pentose sugars, triglycerides and other phenolics are then processed for the generation of power, biofuels other value-added chemicals via a series of physical, thermo-chemical and biochemical processes (Fig. 5) (Cherubini 2010; Jong and Jungmeier 2015).

Biorefinery spectrum (the figure is reproduced with prior permission from the authors of IEA Task 42) (IEA Bioenergy 2009)

Illustration of lignocellulose based biorefinery
5.1 Biorefinery Classification and Processes
-
The advanced biorefinery is an amalgamation of a series of upstream, midstream, and downstream processing of biomass to produce renewable biofuels and chemicals which can utilize a wide range of agro-forestry and marine feedstocks by implementing mechanical, chemical, thermo-chemical and biochemical conversion technologies coupled with microbial fermentations (Demirbas 2010; IEA Bioenergy 2009; Jong and Jungmeier 2015; van Hal et al. 2014). Thus, biorefineries are classified on the basis of given criteria:
-
Energy and products (Generations): It deals with the generation of biofuels (bioethanol, biodiesel and synthetic biofuel) and value-added products (chemicals, food and feed, and materials) and classified further in first generation, second generation, third generation and fourth generation biorefinery.
-
Feedstocks: Utilization of energy crops such as starch crops, short rotation forestry and biomass residues from agriculture, forestry, trade and industry (straw, bark, wood chips from forest residues, used cooking oils, waste streams from biomass processing)
-
Biomass conversion processes: Implementation of the conversion processes such as mechanical, thermo-chemical, biochemical and fermentation technology to convert the biomass into energy and bio-based chemicals.
-
Biorefinery Platform: Platform are the key intermediates generates during the bioprocessing of raw materials to the end products such as C5 and C6 sugars, syngas, lignin, and pyrolytic liquid (Table 5).
First generation biofuel production from corn and cereal grains falls into two phases. Phase-I biorefinery deals with limited production of bioethanol and co-products due to process associated technological challenges, whereas, Phase-II biorefinery deals with the production of ethanol and various co-products like gluten feed, high fructose corn syrup (HFCS), starch, dextrose, gluten meal, and corn oil using the corn as feedstock (Jong et al. 2015; Luo et al. 2010).
Phase-III biorefinery is an extension and advanced form of biorefinery concept which can utilize various types of lignocellulosic as well as marine algae as an alternate feedstock to produce biofuels, variety of chemicals and intermediates by implementing different processing methods (Jong et al. 2015; Luo et al. 2010). Phase-III biorefinery combines the whole-crop, green and lignocellulosic feedstock (LCF) biorefineries. A whole-crop biorefinery uses the entire crop to process into useful products. Green biorefinery consists of multi-product system which utilizes natural wet feedstocks such as grass, green plants or green crops whereas lignocellulose biorefinery utilize multiple agriculture (wheat straw, rice straw, corn stover, sugar cane bagasse) and forestry (wood waste) waste hence solely depends on the availability of the surplus biomass. Besides the utilization of terrestrial biomass, phase III biorefinery envisaged the potential of marine biomass often called as seaweed such as kelp, red macroalgae and green macroalgae for being rich in lipids and carbohydrates (Demirbas 2010; González et al. 2015; van Hal et al. 2014).
IEA Bioenergy Task 42 developed a more pertinent classification system which illustrates the full biomass to end-product chains and divided into two categories (Jungmeier et al. 2015):
-
The Energy-driven Biorefinery: production of biofuels, energy and value-added co-products.
-
The Product-driven Biorefinery: production of food/feed/chemicals/materials by biorefinery processes. Side-products are used for the production of secondary energy carriers (power/heat) both for in-house applications as well as for distribution into the market.
LCF-based biorefinery is getting preference over other biorefineries for several reasons: (a) feedstock sustainability throughout the year, (b) renewable and inexpensive, (c) doesn’t fall in food, land, and water controversies. Lignocellulose comprises of hexose/pentose sugar rich cellulosic and hemicellulosic components which requires an extensive conversion processing in order to release the trapped carbohydrate. The conversion technologies include mainly series of (a) mechanical, (b) chemical, (c) thermo-chemical and (d) biochemical processes, where lignocellulosic biomass or wastes depolymerise into pentose/hexose sugars which are further utilized to produce useful products such as biofuels and chemicals. On the other hand, lignin utilizes as a fuel for direct combustion to generate steam and electricity (Fig. 6) (Kamm and Kamm 2004; Luo et al. 2010).

An overview of the platforms, energy/products, feedstocks and conversion processes based biorefinery classifications (IEA Bioenergy 2009) (the figure is reproduced with prior permission from the authors of IEA Task 42)
5.2 Current Scenario
The history of ethanol production from sugarcane dates back to 6000 BC, whereas, lactic acid production at industrial level was developed by A. Boehringer in Germany in 1895. Thus, biorefinery is not a new concept but is an advanced extension of conventional industries e.g. paper and pulp or sugar industries, where biomass is converted into sugar, molasses, alcohol and papers. The new concept of advanced biorefineries emerged to deal with the trillema of Energy, Environment and Economy is still in its nascent phase working either at R&D or pilot-scale. Despite of the steady growth, and technical challenges in terms of process development, low yield bio-based biorefineries are working on the development of bio-based platform chemicals and biofuels such as: succinic acid, lactic acid, levulinic acid, diphenolic acids, bioethanol, biomethane, etc. Some of the existing commercial biorefinery initiatives summarise below in Table 6:
6 Conclusion
Lignocellulose-based biorefineries with integrated conversion processes in analogy with oil refinery have promising future to produce bioenergy and biochemicals. Transportation fuel and related high oil prices are the main driving force behind the development of advanced biorefineries concept. Lignocellulose-based biofuel driven biorefineries are the most promising approach towards production of cost effective biofuels by the adoption of efficient conversion technologies for multiple feedstocks. Presently the lignocellulose biorefineries are in its nascent phase to prove its potential in real commercial world but the continued development will inevitably arise the opportunities for the sustainable human development.
References
Agbor VB, Cicek N, Sparling R, Berlin A, Levin DB (2011) Biomass pretreatment: fundamentals toward application. Biotechnol Adv 29:675–685
Akhtar N, Gupta K, Goyal D, Goyal A (2015) Recent advances in pretreatment technologies for efficient hydrolysis of lignocellulosic biomass. Environ Progr Sustain. doi:10.1002/ep.12257
Anwar Z, Gulfraz M, Irshad M (2014) Agro-industrial lignocellulosic biomass a key to unlock the future bio-energy: A brief review. J Radiation Res Appl Sci 7:163–173
Bali G, Meng X, Deneff JI, Sun Q, Ragauskas AJ (2014) The effect of alkaline pretreatment methods on cellulose structure and accessibility. Chemsuschem 8:275–279. doi:10.1002/cssc.201402752
Behera S, Arora R, Nandhagopal N, Kumar S (2014) Importance of chemical pretreatment for bioconversion of lignocellulosic biomass. Renew Sustain Energy Rev 36:91–106
Bensah EC, Mensah M (2013) Chemical pretreatment methods for the production of cellulosic ethanol: Technologies and innovations. Int J Chem Eng. http://dx.doi.org/10.1155/2013/719607
Black M, Goetz M, Richter G M (2010) Mapping out global biomass projections, technological developments and policy innovations. International Institute for Environment and Development (IIED). Available on http://pubs.iied.org/pdfs/G02986.pdf. Accessed on 4 Jan 2016
Brandt A, Gräsvik J, Hallett JP, Welton T (2013) Deconstruction of lignocellulosic biomass with ionic liquids. Green Chem 15:550–583
Brodeur G, Yau E, Badal K, Collier J, Ramachandran KB, and Ramakrishnan S (2011) Chemical and physicochemical pretreatment of lignocellulosic biomass: a review. Enzyme Res. doi:10.4061/2011/787532
Chapple C, Ladisch M, Meilan R (2007) Loosening lignin’s grip on biofuel production. Nat Biotechnol 25(7):746–748
Chaturvedi V, Verma P (2013) An overview of key pretreatment processes employed for bioconversion of lignocellulosic biomass into biofuels and value added products. 3 Biotech 3(5):415–431
Cherubini F (2010) The biorefinery concept: Using biomass instead of oil for producing energy and chemicals. Energy Convers Manage 51:1412–1421
Demirbas A (2009) Biomass feedstocks. Available on http://www.springer.com/978-1-84882-010-4. Accessed on 20 July 2017
Demirbas A (2010) Biorefinery. Biorefineries: for biomass upgrading facilities. green energy and technology. Springer, London, pp 75–92
Dheeran P, Nandhagopal N, Kumar S, Jaiswal YK, Adhikari DK (2012) A novel thermostable xylanase of Paenibacillus macerans IIPSP3 isolated from termite gut. J Ind Microbiol Biotechnol 39(6):851–860
Erakhrumen AA (2011) Global increase in the consumption of lignocellulosic biomass as energy source: necessity for sustained optimisation of agroforestry technologies. ISRN Renew Energy 2011:1–8. doi:10.5402/2011/704573
Forestry Production and Trade (2015) Available on http://www.fao.org/faostat/en/#data/FO. Accessed on 26th July 2017
George A et al (2015) Design of low-cost ionic liquids for lignocellulosic biomass pretreatment. Green Chem 17:1728–1734. doi:10.1039/C4GC01208A
González LE, Díaz GC, Aranda DAG, Cruz YR, Fortes MM (2015) Biodiesel production based in microalgae: a biorefinery approach. Nat Sci 7:359–369. doi:10.4236/ns.2015.77039
Harmsen PFH, Huijgen WJJ, Bermúdez López LM, Bakker RRC (2010) Literaturereview of physical and chemical pretreatment processes for lignocellulosic biomass. Available on https://www.ecn.nl/docs/library/report/2010/e10013.pdf. Accessed on 4 Dec 2015
HLPE (2013). Biofuels and food security. A report by the High Level Panel of Experts on Food Security and Nutrition of the Committee on World Food Security, Rome 2013
IEA Bioenergy (2009) Biorefineries: adding value to the sustainable utilisation of biomass. IEA Bioenergy: T42-2009:01; 1-15. Available on http://www.ieabioenergy.com/wp-content/uploads/2013/10/Task-42-Booklet.pdf. Accessed on 13 Oct 2016
IEA Bioenergy Task 42—Countries Report. Available on http://www.biorefinery.nl/fileadmin/biorefinery/docs/CountryReportsIEABioenergyTask42Final170809.pdf. Accessed on 9 Oct 2015
Jong ED, Higson A, Walsh P, Wellisch M. Biobased chemicals value added products from biorefineries. Available on http://www.ieabioenergy.com/wp-content/uploads/2013/10/Task-42-Biobased-Chemicals-value-added-products-from-biorefineries.pdf. Accessed on 9 Oct 2015
Jong ED, Jungmeier G (2015) Biorefinery concepts in comparison to petrochemical refineries. In: Industrial biorefineries and white biotechnology. Elsevier. Available on http://dx.doi.org/10.1016/B978-0-444-63453-5.00001-X. Accessed on 10 Oct 2015
Jungmeier G, Ree Van R, de Jong E de, Stichnothe H, de Bari I de, Jørgensen H, Wellisch M, Bell G, Spaeth J, Torr K, Kimura S (2015) Assessing biorefineries using wood for the bioeconomy—current status and future perspective of IEA Bioenergy Task 42 “Biorefining”. Available on http://www.iea-bioenergy.task42-biorefineries.com. Accessed on 13 Oct 2016
Kamm B, Kamm M (2004) Principles of biorefineries. Appl Microbiol Biotechnol 64:137–145
Kim JS, Lee YY, Kim TH (2015) A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass. Bioresour Technol. http://dx.doi.org/10.1016/j.biortech.2015.08.085
Kumar P, Barrett DM, Delwiche MJ, and Stroeve P (2009) Methods for pretreatment of lignocellulosic biomass for efficient hydrolysis and biofuel production. In: Industrial and engineering chemistry research. doi:10.1021/ie801542g
Kummamuru B (2016) WBA global bioenergy statistics 2016. Available on http://www.worldbioenergy.org/uploads/WBA%20Global%20Bioenergy%20Statistics%202016.pdf. Accessed on 26 July 2017
Kummamuru B (2017) WBA global bioenergy statistics 2017. Available on http://www.worldbioenergy.org/uploads/WBA%20GBS%202017_lq.pdf. Accessed on 29 July 2017
Land Use (2014) http://www.fao.org/faostat/en/#data/RL. Accessed on 26 July 2017
Linde M, Jakobsson EL, Galbe M, Zacchi G (2008) Steam pretreatment of dilute H2SO4-impregnated wheat straw and SSF with low yeast and enzyme loadings for bioethanol production. Biomass Bioenergy 32:326–332
Luo L, Voet EVD, Huppes G (2010) Biorefining of lignocellulosic feedstock-Technical, economic and environmental considerations. Biores Technol 101:5023–5032
Martin C, Marcet M, Thomsen AB (2008) Comparison between wet oxidation and steam explosion as pretreatment methods for enzymatic hydrolysis of sugarcane bagasse. BioResources 3:670–683
Menon V, Rao M (2012) Trends in bioconversion of lignocellulose: biofuels, platform chemicals & biorefinery concept. Prog Energy Combust Sci 38:522–550
Nakada S, Saygin D, Gielen D (2014) Global bioenergy supply and demand projections for the year 2030. Available on https://www.irena.org/remap/IRENA_REmap_2030_Biomass_paper_2014.pdf. Accessed on 20 July 2017
Narayanaswamy N, Dheeran P, Verma S, Kumar S (2013) Biological pretreatment of lignocellulosic biomass for enzymatic saccharification. In: Fang Z (ed) Pretreatment techniques for biofuels and biorefineries. Green energy and technology. Springer, Berlin, pp 3–34
Pedro ES (2008) Brazil president defends biofuels. Available on http://news.bbc.co.uk/2/hi/science/nature/7351766.stm. Accessed on 16 Sept 2016
Rosillo-Calle F (2012) Food versus fuel: toward a new paradigm—the need for a holistic approach. ISRN Renew Energy 2012. doi:10.5402/2012/954180
Sochaa AM, Parthasarathia R, Shia J, Pattathile S, Whyte D, Bergeron M, George A, Tran K, Stavila V, Venkatachalam S, Hahn MG, Simmons BA, Singh S (2014) Efficient biomass pretreatment using ionic liquids derived from lignin and hemicelluloses. Accessed on www.pnas.org/cgi/doi/10.1073/pnas.1405685111
Taherzadeh MJ, Karimi K (2007) Acid-based hydrolysis processes for ethanol from lignocellulosic materials: a review. BioResources 2(3):472–499
van Hal JW, Huijgen WJJ, López-Contreras AM (2014) Opportunities and challenges for seaweed in the biobased economy. Trends Biotechnol 32(5):231–233
Wang Q, Zhu Q, Jiaxing X, Sun J (2014) Combined mechanical destruction and alkaline pretreatment of wheat straw for enhanced enzymatic saccharification. BioResources 9(4):6841–6850
World Energy Resources, Bioenergy (2016). Available on https://www.worldenergy.org/wp-content/uploads/2017/03/WEResources_Bioenergy_2016.pdf. Accessed on 26 July 2017
Yang B, Dai Z, Ding SY, Wyman CE (2011) Enzymatic hydrolysis of cellulosic biomass. Biofuels 2(4):421–450
Yu G, Yano S, Inoue H, Inoue S, Endo T, Sawayama S (2010) Pretreatment of rice straw by a hot-compressed water process for enzymatic hydrolysis. Appl Biochem Biotechnol 160(2):539–551
Zhang B, Shahbazi A (2011) Recent developments in pretreatment technologies for production of lignocellulosic biofuels. J Petroleum Environ Biotechnol 2:111. doi:10.4172/2157-7463.1000108
Zhang K, Zhijian P, Wang D (2016) Organic solvent pretreatment of lignocellulosic biomass for biofuels and biochemicals: a review. Biores Technol 199:21–33
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG
About this chapter

Cite this chapter
Dheeran, P., Reddy, L. (2018). Biorefining of Lignocelluloses: An Opportunity for Sustainable Biofuel Production. In: Kumar, S., Sani, R. (eds) Biorefining of Biomass to Biofuels. Biofuel and Biorefinery Technologies, vol 4. Springer, Cham. https://doi.org/10.1007/978-3-319-67678-4_1
Download citation
DOI: https://doi.org/10.1007/978-3-319-67678-4_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-67677-7
Online ISBN: 978-3-319-67678-4
eBook Packages: EnergyEnergy (R0)