
Abstract
The distillation sequences of selected two-case hydrocarbon mixtures are determined in this study by an exergoeconomic multi-objective optimization using a genetic-based solver. A sole computer program (DISMO) is developed for achieving this aim including the database of thermophysical properties and genetic algorithm-based solver. The number of possible sharp distillation sequences increase markedly with the number of feed components and proper sequencing from maximum exergetic profit and minimum exergy destruction. Also, a parametric investigation is made for various weighing factors of objective functions for the sake of revealing the true characteristics of the system. The results of the illustrated cases show that the algorithm is applicable for the determination of the optimum alternative of the distillation sequences as the Pareto Solution Set and the optimum configuration is considered, and it is found that the maximum profit and minimum exergy destruction is 107,647 $/kW and 9302 kW, respectively, with a sequencing of 5-4-3-2-1 and 2-1-4-5-3 for a 6-component hydrocarbon mixture.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
Distillation is a widely used separation system in chemical processes. Being popular in use but an extensive energy-dependent process, distillation systems have to be carefully handled in the design phase. Not only is the energy usage critical to the system but the initial capital investment and efficient design is also very crucial. Handling the separation process of hydrocarbon mixtures is the main issue in terms of the chemical processes adopted throughout the world. Properly sequencing and deciding the configurations of the columns are common problems during the analysis of topics of relevant studies.
On the other hand, design of this separation system including detailed column configuration and deciding the sequencing of the columns is a complex problem. By nature, it has a complex nonlinear mixed-integer superstructure depending on the component number, type and compositions.
There are various studies presented in the literature about distillation systems and its optimization, where some of them also search a sequencing and multi-objective approach.
The sequencing of a separation system, including a special hierarchical structure, is proposed in the study done by Wang et al. (2008) which is modelled as a multi-hierarchy combinatorial optimization. Moreover, in an earlier work, sequencing and heat integration were mixed and optimization was based on minimizing the cost of the column (Wang et al. 1998). In the study done by Jain et al. (2012), energetic-efficient of distillation systems was attempted by optimization of distillation sequencing, in which heat integration was included. The solution complex superstructure of sequencing columns for separating azeotropic mixtures was also achieved in the literature (Bauer and Stichlmair 1998; Caballero and Grossmann 2004). Also, in one study, a multi-objective approach was handled for optimization of a compressor-aided distillation system sequencing (Alcántara-Avila et al. 2012).
Various distillation systems including batch columns, solar-driven membrane systems and multi-effect columns are evaluated in the literature from an optimization point of view and most of them use meta-heuristic methods such as simulated annealing and genetic algorithm because of low risk of local optima problem, easy development or commercial availability (Cardoso et al. 2000; Hanke and Li 2000; Burri and Manousiouthakis 2004; Chang et al. 2010; Sayyaadi and Saffari 2010). In some studies, simulation programs like Aspen and MATLAB are used for evaluating the flowchart and physical data for the sake of decreasing the code development (More et al. 2010). In a previous study, exergetic single-objective optimization is applied to a distillation system (Özçelik 2007) considering the sequencing.
Moreover, the design of distillation columns and separation systems are also handled in studies considering reactive distillation (Burri and Manousiouthakis 2004; Amte et al. 2013) and heat integration systems (Gadalla et al. 2003).
Differing from these studies in this chapter, a multi-objective optimization of distillation sequencing for two hydrocarbon mixtures is completed from exergoeconomic profit and exergy destruction points of view. A computer program is developed to solve this complex problem based on a hybrid genetic algorithm that designs each column in detail, including costing, and then tries to optimize the sequencing considering objective functions. Being a unique study with in-house program development and uniting exergy concept with multi-objective optimization, the manuscript greatly contributes to the researchers focused on separation systems, especially distillation trains.
Nomenclature
C | Column |
C column | Installed capital cost for a distillation column ($) |
C Cond | Capital cost for a condenser ($) |
C cw | Annual cost of cooling medium |
C p,W | Heat capacity of water (kJ/kg °C) |
C Reb | Capital cost for a reboiler ($) |
C tray | Installed capital cost for trays ($) |
cw | Unit cost of coolant ($/kg) |
D c | The column diameter (m) |
D F | The flow rate of the distillate |
Exdest | Exergy destruction [kW] |
H bottom | Enthalpy of bottoms (kJ/kmol) |
H c | Height of distillation column (m) |
H feed | Enthalpy of feed, (kJ/kmol) |
H top | Enthalpy of distillate (kJ/kmol) |
N | Molar flow rate |
N | Tray number |
N C | Number of components |
N min | Minimum number of tray |
NS | Number of distillation sequence |
P | Exergoeconomic profit [$/kW] |
P | Pressure (bar or atm) |
QC | Rate of heat flow for condenser |
QH | Rate of heat flow for reboiler (kJ/hr) |
R | Reflux ratio |
TAC | Total annual cost of a distillation sequence |
TCC | Total annual cost of a distillation sequence |
TD | Distillate temperature |
Z | Objective function |
Subscript | |
B | Bottom product |
D | Distillate |
Dest | destruction |
HK | Heavy Key |
in | inlet |
LK | Light Key |
out | Outlet |
Greek | |
α | Relative volatility |
η | Efficiency |
η | Tray efficiency |
2 Distillation Sequencing and Design
Hydrocarbon mixtures are widely handled in the industry considering the broad usage areas and energy needs globally. Proper separations of these components are mainly accomplished using distillation trains. In this phase, evaluating and deciding the sequences of a distillation of a multi-component mixture is a complex problem from both mathematical and economic points of view.
The selection of the proper sequencing of a sharp split distillation of multi-component mixtures is a mixed-integer nonlinear programming (MINLP) problem (Andrecovich and Westerberg 1985). Since existence of the columns are present in the model, as well as the detailed design considering reflux rations, vapour/liquid rations and plate design are considered.
The number of possible sharp distillation sequences increases markedly with the number of feed components and can be calculated using the following equation (Wang et al. 1998):
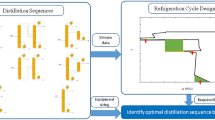
Any alternative distillation sequence for a separation of a mixture can be represented (Özçelik 2011) by a binary vector with 2NC−1 elements (continuous variable vector with NC−1 elements). For example, if a mixture involves five components, such as A, B, C, D and E, it can be represented as given in the Fig. 1 depending on where the determined separation points are, and a sequence number is given according to the developed binary sequencing.

Binary variable presentation and visualization of an alternative distillation sequence
NS and NC are the number of possible distillation sequences and number of compounds, respectively. In a computer-based optimization, many alternatives of sharp distillation sequences may be examined to determine the best sequence, according to a given criterion.
The decision on the sequence of the distillation train completely affects the design of each column in the system and eventually has a considerable effect on the investment and operational cost of the process. As the separation characteristics of the fed mixtures in the columns of the distillation train change, exergetic efficiency is altered depending on the exergy destruction. Laying onto these phenomena, the exergoeconomic cost of the separation operation changes.
The operating variables in each column such as reflux ratio, ‘feed vapour/liquid ratio’ and the column pressure are dominant parameters that affect the characteristics of the design. If the feed conditions, design pressures, reflux ratio and the quality of the products are determined, the capital and operating costs of the columns in the sequences can be calculated using sharp distillation column design technique. To calculate the cost of the column, it is necessary to calculate the diameter, height and minimum number of trays in the columns (Pibouleau et al. 1983). The diameter (D c), minimum number of trays (N min) and the height of the column (H c) are calculated as follows:
The condenser and reboiler duty of each column is calculated and necessary utilities are evaluated for exergy analysis:
Costs of the columns are evaluated depending on the calculated parameters, such as the height, diameter and heat duties. The correlations proposed by Guthrie are used for the evaluation. The general vessels are designed in accordance with American Society of Mechanical Engineering (ASME) codes and thicknesses of the equipment are calculated for resisting 4.5 atm as internal pressure. Trays, tray assemblies, packed beds, lining and other internals are priced and added to the general cost:
The total annual cost of a distillation column in the distillation sequence is calculated in terms of the column, tray and utility costs:
Depending on the cost of each column, the annual cost of the distillation sequence is calculated:
3 Exergoeconomic Multi-objective Optimization (ExMOO)
Multi-objective optimization is a mathematical programming technique that considers multiple objectives explicitly and simultaneously in a multi-objective optimization framework. In fact, most of the physical and chemical phenomena are multi-objective in its nature and a complex superstructure. There are many methods available to tackle these kinds of problems.
In this study, a comprehensive exergoeconomic multi-objective optimization (ExMOO) is applied to find out the optimum sequence for distillation of predefined hydrocarbon mixtures from maximization of exergoeconomic profit and minimization of exergy destruction points of view:
The weighing sum of objectives method is used for dealing the complex superstructure of this multi-objective problem. A weighing factor is given to the objective function parameters which are between 0 and 1 in this method. So the decision of the factors is crucial for the solution. This study offers to the users a chance to select the weighing factors, and besides, the study itself covers a parametric study for different weighing factors with a user-friendly program. The multi-objective problem is separately solved for each case. The results are discussed depending on these broad Pareto solution set:
Also, in addition to the multi-objective optimization, the parametric investigation of the weighing factors is also implemented to DISMO as well as the exergoeconomic multi-objective optimization, and this behaviour is evaluated.
Exergoeconomic analysis covers the economic concerns with exergy analysis, equipment costs and related thermodynamic irreversibilities through the system (Mert et al. 2007a). Exergy and costs are closely in contact since the exergy analysis seeks for the efficient and effective use of energy through the system. In addition, this situation automatically brings a cost-effective operation.
The exergetic efficiencies of each column and the sequence besides the exergy destruction are calculated according to the exergy balance (Mert et al. 2007b; Dincer and Rosen 2012):
For the calculation of the exergy efficiency, exergy recovered (exergy output) to the exergy input is taken into account. Exergy output can be defined as the desired exergy output or useful exergy output (Mert et al. 2012):
Exergetic cost for separation operation is calculated by exergoeconomic analysis. These calculated costs are generally used for feasibility studies and investment decisions and also for comparing alternative techniques. Besides the choice for the operating conditions and sustaining a cost-effective operation, exergoeconomic analysis should be used (Modesto and Nebra 2009; Mert et al. 2014b).
The aim of the exergoeconomic analysis is defined as follows (Tsatsaronis and Winhold 1985; Mert and Özçelik 2013):
-
To identify the location, magnitude and sources of thermodynamic losses
-
To calculate the cost associated to exergetic losses and destroyed exergy in any system component
-
To analyse the cost formation of each subsystem and product separately
The overall exergetic cost balance is used as follows:
where the \( \dot{\mathrm{E}}{\mathrm{x}}_{\mathrm{in},i} \), \( \dot{\mathrm{E}}{\mathrm{x}}_{\mathrm{out},i} \), C in,i, and C out,i are the exergies and exergy costs. Z tot is the annualized cost of the total system inside the control volume. C W is the cost of the work or the power of the equipment. P net is the net power produced from separation system. The cost balance is applied to the overall system to calculate the cost of the separation system, and depending on these, the exergetic profit is calculated. In order to calculate Z equipment, the annualized (or levelized) cost method (Tsatsaronis and Moran 1997) is used.
4 DISMO Computer Program
This study covers production of a hybrid genetic algorithm-based solver implemented Multi-Objective Optimizer (MOO) program (DISMO) (Fig. 2) in order to solve the complex structure of distillation of the mixtures.

A sample results screen of the DISMO computer program
DISMO has a running sub-program (CRANE) which is also developed by our group that governs a database of 650 components for evaluation with all physical and thermodynamic properties defined in the system, including a detailed steam table, and each of these components is suitable for implanting a case study.
The feeds of thermal properties and compositions are dynamically taken by DISMO and related thermodynamic and physical data are calculated by a selection of subroutine depending of CRANE.
In the present study, an algorithm that is a hybrid of Nonlinear Simplex and a Genetic Algorithm (Özçelik 2011) based on the stochastic generation of solution vectors was used to minimize the following multiple objective functions that united with the weighing sum of objectives method (Mert et al. 2014a).
The algorithm of the DISMO is represented in Fig. 3. The calculations begin with the entry of the data and consequently followed by estimation of the physical and thermodynamic properties and initialization of the genetic algorithm. Evaluation of the objective function is dependent on the weighing factors and fitness function produced by the genetic algorithm. The program simultaneously tries to optimize both minimization of the exergy destruction and maximization of the exergetic profit. Termination criteria changes depending on the structure of the solution, that in small number of alternatives, program calculates every alternative solution and decides depending on these latters, where (as in large number of alternatives) genetic algorithm is strictly applied and convergence of the fitness function is required.

The algorithm of the DISMO computer program
The basic steps of the genetic-based algorithm are given as follows:
-
Encoding and generation of initial population depending on the number of variables
-
The generation of a new population
-
Reproduction
-
Crossover
-
Mutation
-
-
Generation of new random vectors
-
Termination criteria
\( {F}_{{\mathrm{Avg}}_i}\kern0.36em \mathrm{and}\kern0.36em {F}_{{\mathrm{Avg}}_{i-25}}\kern0.36em \) are the average objective function values for 25 consecutive generations.
5 Case Studies
Two hydrocarbon mixtures are selected as case studies for revealing the performance of the derived program and investigated on a complex separation system. Table 1 shows the molar compositions of the cases as well as the temperature, pressure and flow rate of feed to the first column of the system.
The cases are separately investigated covering a range of weighing factors selected depending on the behaviour of the distillation system in a great accordance. Each case has slightly different range of weighing factors depending on the convergence of one of the objective functions to its maximum value which is found by single optimization.
6 Results and Discussion
Each case of the parametric investigation has a different trend depending on the detailed design of each column and costing with an exergetic perspective.
The variation of the exergoeconomic profit is represented in Fig. 4 considering the variation of the weighing factors to the profit objective for Case 1. Considering that Case 1 has three components, the necessary distillation column number is 2, and there are only two alternatives for the separation operation of this mixture. As shown in the figure, increasing the factor of profit objective, the systems stand on a final value with a configuration of 2–1. Any further increase does not change the result as there is no alternative sequencing left. Also Fig. 5 shows the investigation using the other perspective as the importance for the profit increases, the exergetic destruction also increases which proves the conflicting situation between the objectives. The numerical results for the details of the columns of the separation system are tabulated in Table 2. The maximum profit reaches 358707.5 $/kW in the inspection where minimum exergy destruction is 403.84 kW.

The variation of exergoeconomic profit depending on weighing factor for Case 1

The variation of exergy destruction depending on weighing factor for Case 1
The situation is quite different when the number of components increases as Fig. 6 shows the variation of the exergoeconomic profit changes to 30% with respect to weight given to it. The maximum value of profit reaches 116,826$/kW with a sequencing of 4-3-2-1. We can see there are only five sequencing schemes present having better cost and efficiency values, and the difference in the objective functions results mainly from the variation in the reflux besides the other parameters.

The variation of exergoeconomic profit depending on weighing factor for Case 2
The detailed results of each column can be seen in Table 3 where both the limit cases of maximum profit and minimum exergy destruction are given. As it is seen, each column has a different structure depending on the sequence selected since the mixture properties and compositions vary. This complex structure is evaluated from an exergy destruction point of view (Fig. 7). Therefore, the first sequences of 2-3-4-1 have better results when compared with better profit sequences such as 4-3-2-1. The minimum destruction that can be reached is 5132.42 kW which is approximately 10% higher than the global minimum.

The variation of Exergy destruction depending on weighing factor for Case 2
7 Conclusion
A comprehensive model development and multi-objective optimization have been applied for determining the proper distillation sequences for two hydrocarbon mixtures in an exergoeconomic perspective using a hybrid genetic algorithm-based solver. The in-house developed computer program DISMO is used for achieving this goal. DISMO has a wide chemical database CRANE with the capability of calculating thermophysical properties of materials.
Distillation sequencing is a crucial step of chemical process modelling and optimization as being an energy and cost-intensive process. In order to reveal the true characteristics of this complex structure, exergoeconomic perspective is used laying on the unavoidable performance of exergy analysis on thermal systems. The multi-objective optimization depending on profit maximization and exergy destruction minimization led us to operate the system using optimum conditions. The weighing sum of objectives method eases the investigation if the decision-maker’s choices change from best profit to best exergy destruction.
As a result of the study, a broad PARETO range has been gathered for each weighing factor of each case. Every solution is an optimum one and correct and selected depending on the fitness function of a family of evaluated results in genetic algorithm. The selection of the best optimum is the decision-maker’s choice that this study reveals the tendencies of the systems underlines the system dynamics.
This study brings a novel and innovative perspective to the decision-making process in the sequencing of a distillation-based separation system. The results reveal that the best profit is 116826.3 $/kW for five sequences in Case 2 with 4704.1 kW exergy destruction in a sequencing of 4-3-2-1 and 1-2-3-4. On the other hand, for Case 1 where there are only three components and two distillation columns because of low number of alternatives, the model results in a similar structured results that maximum profit is converged to 358708.3 $/kW with 403.84 kW exergy destruction in a 2-1 sequence.
The small changes in the optimum values are generally the result of reflux ratio and other parameters’ effect on the model, whereas the big changes in the results are the consequence of changing in the distillation configuration.
References
Alcántara-Avila, J.R., Kano, M., Hasebe, S.: Multiobjective optimization for synthesizing compressor-aided distillation sequences with heat integration. Ind. Eng. Chem. Res. [Internet]. [cited 2015 Jan 12];51(17), 5911–5921 (2012) Available from: http://pubs.acs.org/doi/abs/10.1021/ie2017527
Amte, V., Nistala, S.H., Mahajani, S.M., Malik, R.K.: Optimization based conceptual design of reactive distillation for selectivity engineering. Comput. Chem. Eng. 48, 209–217 (2013)
Andrecovich, M.J., Westerberg, A.W.: An MILP formulation for heat-integrated distillation sequence synthesis. AIChE J [Internet]. Am. Inst. Chem. Engineers 31(9), 1461–1474 (1985) Available from: http://dx.doi.org/10.1002/aic.690310908
Bauer, M.H., Stichlmair, J.: Design and economic optimization of azeotropic distillation processes using mixed-integer nonlinear programming. Comput. Chem. Eng. 22, 1271–1286 (1998)
Burri, J.F., Manousiouthakis, V.I.: Global optimization of reactive distillation networks using IDEAS. Comput. Chem. Eng. 28, 2509–2521 (2004)
Caballero, J.A., Grossmann, I.E.: Design of distillation sequences: from conventional to fully thermally coupled distillation systems. Comput. Chem. Eng. 28, 2307–2329 (2004)
Cardoso, M.F., Salcedo, R.L., De Azevedo, S.F., Barbosa, D.: Optimization of reactive distillation processes with simulated annealing. Chem. Eng. Sci. 55, 5059–5078 (2000)
Chang, H., Wang, G.B., Chen, Y.H., Li, C.C., Chang, C.L.: Modeling and optimization of a solar driven membrane distillation desalination system. Renew. Energy. 35, 2714–2722 (2010)
Dincer, I., Rosen, M.A.: Exergy: Energy, Environment and Sustainable Development. Newnes, Elsevier (2012)
Gadalla, M., Jobson, M., Smith, R.: Optimization of existing heat-integrated refinery distillation systems. Chem. Eng. Res. Des. IChemE. 81, 147–152 (2003)
Hanke, M., Li, P.: Simulated annealing for the optimization of batch distillation processes. Comput. Chem. Eng. 24, 1–8 (2000)
Jain, S., Smith, R., Kim, J.K.: Synthesis of heat-integrated distillation sequence systems. J. Taiwan Inst. Chem. Eng. 43, 525–534 (2012)
Mert, S.O., Özçelik, Z.: Multi-objective optimization of a direct methanol fuel cell system using a genetic-based algorithm. Int. J. Energy Res. [Internet]. [cited 2015 Jan 2] 37(10), 1256–1264 (2013). Available from: http://doi.wiley.com/10.1002/er.2963
Mert, S.O., Dincer, I., Ozcelik, Z.: Exergoeconomic analysis of a vehicular PEM fuel cell system. J. Power Sources [Internet]. [cited 2014 May 25] 165(1), 244–252 (2007a). Available from: http://www.sciencedirect.com/science/article/pii/S0378775306025171
Mert, S.O., Dincer, I., Ozcelik, Z.: Exergoeconomic analysis of a vehicular PEM fuel cell system. J. Power Sources. 165(1), 244–252 (2007b)
Mert, S.O., Dincer, I., Ozcelik, Z.: Performance investigation of a transportation PEM fuel cell system. Int. J. Hydrog. Energy. 37(1), 623–633 (2012)
Mert, S.O., Ozcelik, Z., Dincer, I.: Comparative assessment and optimization of fuel cells. Int. J. Hydrogen Energy [Internet]. (2014a.) [cited 2015 Jan 2]; Available from: http://www.sciencedirect.com/science/article/pii/S0360319914031280
Mert, S.O., Özçelik, Z., Dincer, I.: Exergoeconomic based multi–objective optimisation of a solid oxide fuel cell system. Int. J. Exergy. Inderscience Publishers. 14(4), 413–429 (2014b)
Modesto, M., Nebra, S.A.: Exergoeconomic analysis of the power generation system using blast furnace and coke oven gas in a Brazilian steel mill. Appl. Therm. Eng. Elsevier. 29(11), 2127–2136 (2009)
More, R.K., Bulasara, V.K., Uppaluri, R., Banjara, V.R.: Optimization of crude distillation system using aspen plus: effect of binary feed selection on grass-root design. Chem. Eng. Res. Des. 88, 121–134 (2010)
Özçelik, Y.: Exergetic optimization of shell and tube heat exchangers using a genetic based algorithm. Appl. Therm. Eng. [Internet]. [cited 2014 Jul 10] 27(11–12), 1849–1856 (2007). Available from: http://www.sciencedirect.com/science/article/pii/S1359431107000385
Özçelik, Y.: Exergetic optimization of distillation sequences using a genetic based algorithm. J. Therm. Sci. Technol. 31(1), 19–25 (2011). Turkish Soc Thermal Sciences Technology TIBTD Makina Muhendisligi Bolumu Odtu, Ankara, 06531, Turkey
Pibouleau, L., Said, A., Domenech, S.: Synthesis of optimal and near-optimal distillation sequences by a bounding strategy. Chem. Eng. J. [Internet]. [cited 2015 Jan 13] 27(1), 9–19 1983. Available from: http://www.sciencedirect.com/science/article/pii/0300946783800410
Sayyaadi, H., Saffari, A.: Thermoeconomic optimization of multi effect distillation desalination systems. Appl. Energy. 87, 1122–1133 (2010)
Tsatsaronis, G., Moran, M.J.: Exergy-aided cost minimization. Energy Convers. Manag. Elsevier. 38(15), 1535–1542 (1997)
Tsatsaronis, G., Winhold, M.: Exergoeconomic analysis and evaluation of energy-conversion plants—II. Analysis of a coal-fired steam power plant. Energy. Elsevier. 10(1), 81–94 (1985)
Wang, K., Qian, Y., Yuan, Y., Yao, P.: Synthesis and optimization of heat integrated distillation systems using an improved genetic algorithm. Comput. Chem. Eng. 23, 125–136 (1998)
Wang, X.H., Li, Y.G., Hu, Y.D., Wang, Y.L.: Synthesis of heat-integrated complex distillation systems via Genetic Programming. Comput. Chem. Eng. [Internet]. [cited 2015 Jan 12] 32(8), 1908–1917 (2008). Available from: http://linkinghub.elsevier.com/retrieve/pii/S009813540700261X
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG, part of Springer Nature
About this chapter

Cite this chapter
Orcun, M.S., Yavuz, Ö. (2018). Multi-objective Optimization of Distillation Sequences Using a Genetic-Based Algorithm. In: Aloui, F., Dincer, I. (eds) Exergy for A Better Environment and Improved Sustainability 2. Green Energy and Technology. Springer, Cham. https://doi.org/10.1007/978-3-319-62575-1_53
Download citation
DOI: https://doi.org/10.1007/978-3-319-62575-1_53
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-62574-4
Online ISBN: 978-3-319-62575-1
eBook Packages: EnergyEnergy (R0)