
Abstract
Blast furnace (BF) represents the dominant hot metal-making process all over the world and one of the main energy-consuming processes. Modern research in the field focuses on the increase in plant productivity through energy saving and on the greenhouse emission reduction compatible with legal limits. The iron and steel industry is one of the biggest industrial emitters of CO2. It is estimated that between 4 and 7 % of the anthropogenic CO2 emissions originate from this industry in EU-27, which generated 252.5 million tons of CO2 emissions on average during the period 2005–2008. Productivity is mainly governed by relevant input parameters such as material rates, material properties, and operating conditions. All the dominant input parameters and their variation have been analyzed in the present study, and they have been optimized in order to increase the plant productivity and reduce the greenhouse emissions. The study suggests new solutions in all processing parameters in order to improve plant productivity and to reduce the dangerous emissions.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
Blast furnace (BF) represents the dominant hot metal-making process all over the world and one of the main energy-consuming processes. Modern iron-making process development largely focuses on saving materials and energy, as well as on reducing environmental impact.
Nowadays, the most dominant hot metal-making process in the world is still the BF process, and modern research in the field focuses on the increase in plant productivity through energy saving and on the greenhouse emission reduction compatible with legal limits. BF represents the main energy consumption operation in steelmaking industry; the increase in blast furnace productivity leads to a strong reduction in energy consumption.
The challenge, therefore, is to improve the technologies that will bring reduced consumption of energy, reduced consumption of raw materials, and reduced levels of emissions besides being cost effective. Steel being one of the major energy consumers in the manufacturing sector, major intervention will be required in this aspect.
The International Iron and Steel Institute identified 11 sustainable indicators in January, 2005, based on the information from 42 steel companies representing over 33 % of the world’s crude steel production. The 11 sustainable indicators are:
-
1.
Greenhouse gas emission
-
2.
Energy intensity
-
3.
Steel recycling
-
4.
Environmental management system (EMS)
-
5.
Investment in processes and products
-
6.
Operating margin
-
7.
Return on capital employed (ROCE)
-
8.
Value added
-
9.
Material efficiency
-
10.
Employee training
-
11.
Lost time injury frequency rate
The industries’ environmental performance is measured by the indicators from nos. 1 to 4, the economic performance is measured by the indicators from nos. 5 to 9, and the social performance is measured by two indicators, i.e., nos. 10 and 11. On sustainable development, it is essential that the steel industry needs a systematic method to measure and report how the industries are performing with regard to the above 11 indicators.
The modern steelmakers continued to use the same carbothermic process discovered by the first iron-makers. The BF is a countercurrent continuous reactor occurring between the descending mix of iron ores, coke, and limestone and an ascending hot blast air. The objective of BF is to reduce iron oxides into iron metal within desirable specifications. High production capacity and very high employment have kept it the primary pig iron production. The most important raw material fed into the BF, in terms of operation efficiency and hot metal quality, is coke. Coke is produced by heating a coal blend in the absence of oxygen. The most common type of production technique is the so-called conventional or by-product coke plant . Coke performs three functions in a blast furnace, namely, a thermal function, as fuel providing the energy required for endothermic chemical reactions and for melting of iron and slag; a chemical function, as reductant by providing reducing gases for iron oxide reduction; and a mechanical function, as a permeable grid providing for the passage of liquids and gases in the furnace, particularly in the lower part of the furnace. Basically a BF is charged with alternate layers of coke and iron-bearing minerals. Such iron-bearing materials are a mixing of sinter, pellets, and iron ore with a varying ratio depending on the furnace. Different additives such as lime, dolomite, and quartz are inserted to control and regulate the slag composition, quality, and viscosity.
The main goals of recent research are decrease in coke use, increase in productivity, and reduction of dangerous emissions. In the last decade, three consistent themes have appeared pertaining to coke properties and blast furnace performance. They are related to the viability of the blast furnace, improvement in BF productivity and efficiency, and blast furnace operations at lower coke rates. The BF productivity depends strongly on the rate and degree of reduction; they are directly related to the reactivity of coke and to the composition and reducibility of the iron-bearing charge. In addition, it is interesting to note that if the iron bearing presents a good reduction strength, it is possible to reduce the coke consumption with optimal economic balance of the production process. Actually, one of the fundamental physical parameters for the reduction optimization is the mean dimension of the ores, pellets, and sinters; in general, the rate of reduction decreases with increasing size of the raw materials. Complex gas–solid, solid–solid, and liquid–liquid interactions take place in different zones of the BF.
2 Blast Furnace Operations
The BF is the first step in producing steel from iron oxides. The first blast furnaces appeared in the fourteenth century and produced 1 t per day. BF equipment is in continuous evolution, and modern, giant furnaces produce 13,000 t per day. Even though the equipment has improved and higher production rates can be achieved, the processes inside the blast furnace remain the same. BF will survive into the next millennium because the larger, efficient furnaces can produce hot metal at costs competitive with other iron-making technologies.
The purpose of a BF is to chemically reduce and physically convert iron oxides into liquid iron called “hot metal .” The BF is a huge steel stack lined with refractory brick, where iron ore, coke, and limestone are dumped into the top and preheated air is blown from the bottom. The raw materials require 6–8 h to descend to the bottom of the furnace where they become the final product of liquid slag and liquid iron. These liquid products are drained from the furnace at regular intervals. The hot air blown from the bottom of the furnace ascends to the top in 6–8 s after going through numerous chemical reactions. Once a BF is started, it will continuously run for 4–10 years with only short stops to perform planned maintenance.
2.1 Blast Furnace Processes
Iron oxides can come to the blast furnace plant in the form of raw ore, pellets, or sinter. The raw or e is removed from the earth and sized into pieces that range from 0.5 to 1.5 in. This ore is either hematite (Fe2O3) or magnetite (Fe3O4), and the iron content ranges from 50 to 70 %. This iron-rich ore can be charged directly into a blast furnace without any further processing. Iron ore with a lower iron content must be processed or beneficiated to increase its iron content. Pellets are produced from this lower iron content ore. This ore is crushed and ground into a powder so the waste material called gangue can be removed. The remaining iron-rich powder is rolled into balls and fired in a furnace to produce strong, marble-sized pellets that contain 60–65 % iron. Sinter is produced from fine raw ore, small coke, sand-sized limestone, and numerous other steel plant waste materials that contain some iron. These fine materials are proportioned to obtain a desired product chemistry and then mixed together. This raw material mix is then placed on a sintering strand, which is similar to a steel conveyor belt, where it is ignited by gas-fired furnace and fused by the heat from the coke fines into larger size pieces of 0.5–2.0 in. The iron ore, pellets, and sinter then become the liquid iron produced in the blast furnace with any of their remaining impurities going to the liquid slag.
The coke is produced from a mixture of coals. The coal is crushed and ground into a powder and then charged into an oven. As the oven is heated, the coal is cooked so most of the volatile matters such as oil and tar are removed. The cooked coal, called coke, is removed from the oven after 18–24 h of reaction time. The coke is cooled and screened into pieces ranging from 1 to 4 in. The coke contains 90–93 % carbon, some ash, and sulfur but compared to raw coal is very strong. The strong pieces of coke with a high energy value provide permeability, heat, and gases which are required to reduce and melt the iron ore, pellets, and sinter.
The final raw material in the iron-making process is limestone. The limestone is extracted from the earth by blasting with explosives. It is then crushed and screened to a size that ranges from 0.5 to 1.5 in. to become blast furnace flux. This flux can be pure high calcium limestone, dolomitic limestone containing magnesia, or a mixture of the two types of limestone.
Since the limestone is melted to become the slag, which removes sulfur and other impurities, the blast furnace operator may blend the different stones to produce the desired slag chemistry and create optimum slag properties such as a low melting point and a high fluidity.
All of the raw materials are stored in an ore field and transferred to the stockhouse before charging. Once these materials are charged into the furnace top, they go through numerous chemical and physical reactions while descending to the bottom of the furnace.
The iron ore, pellets, and sinter are reduced, simply meaning that the oxygen in the iron oxides is removed by a series of chemical reactions . These reactions occur as follows (Table 9.1).
At the same time, the iron oxides are going through these purifying reactions; they are also beginning to soften, then melt, and finally trickle as liquid iron through the coke to the bottom of the furnace.
The coke descends to the bottom of the furnace where the preheated air or hot blast enters the blast furnace. The coke is ignited by this hot blast and immediately reacts to generate heat as follows:
Since the reaction takes place in the presence of excess carbon at a high temperature, the carbon dioxide is reduced to carbon monoxide as follows:
The product of this reaction, carbon monoxide, is necessary to reduce the iron ore as seen in the previous iron oxide reactions.
The limestone descends in the blast furnace and remains a solid while going through its first reaction as follows:
This reaction requires energy and starts at about 1600 °F. The CaO formed from this reaction is used to remove sulfur from the iron, which is necessary before the hot metal becomes steel. This sulfur-removing reaction is
The CaS becomes part of the slag. The slag is also formed from any remaining silica (SiO2), alumina (Al2O3), magnesia (MgO), or calcia (CaO) that entered with the iron ore, pellets, sinter, or coke. The liquid slag then trickles through the coke bed to the bottom of the furnace where it floats on top of the liquid iron since it is less dense.
Another product of the iron-making process, in addition to molten iron and slag, is hot dirty gases. These gases exit the top of the blast furnace and proceed through gas cleaning equipment where particulate matter is removed from the gas and the gas is cooled. This gas has a considerable energy value so it is burned as a fuel in the “hot blast stoves” which are used to preheat the air entering the blast furnace to become “hot blast.” Any of the gas not burned in the stoves is sent to the boiler house and is used to generate steam, which turns on a turbo blower that generates the compressed air known as “cold blast” going to the stoves.
In summary, the blast furnace is a countercurrent reactor where solids descend and gases ascend. In this reactor, there are numerous chemical and physical reactions that produce the desired final product that is hot metal. A typical hot metal chemistry follows (Table 9.2).
Now that we have completed a description of the iron-making process, we will review the physical equipment comprising the blast furnace plant.
There is an ore storage yard that can also be an ore dock where boats and barges are unloaded. The raw materials stored in the ore yard are raw ore, several types of pellets, sinter, limestone or flux blend, and possibly coke. These materials are transferred to the “stockhouse/hiline” complex by ore bridges equipped with grab buckets or by conveyor belts. Materials can also be brought to the stockhouse/hiline in rail hoppers or transferred from ore bridges to self-propelled rail cars called “ore transfer cars.” Each type of ore, pellet, sinter, coke, and limestone is dumped into separate “storage bins.” The various raw materials are weighed according to a certain recipe designed to yield the desired hot metal and slag chemistry. This material weighing is done under the storage bins by a rail-mounted scale car or computer-controlled weigh hoppers that feed a conveyor belt. The weighed materials are then dumped into a “skip” car which rides on rails up the “inclined skip bridge” to the “receiving hopper” at the top of the furnace. The cables lifting the skip cars are powered by large winches located in the “hoist” house. Some modern blast furnaces accomplish the same job with an automated conveyor stretching from the stockhouse to the furnace top.
At the top of the furnace, the materials are held until a “charge” usually consisting of some type of metal (ore, pellets, or sinter), coke, and flux (limestone) has accumulated. The precise filling order is developed by the blast furnace operators to carefully control gas flow and chemical reactions inside the furnace. The materials are charged into the blast furnace through two stages of conical “bells” which seal in the gases and distribute the raw materials evenly around the circumference of the furnace “throat.” Some modern furnaces do not have bells but instead have two or three air lock-type hoppers that discharge raw materials onto a rotating chute which can change angles allowing more flexibility in precise material placement inside the furnace.
Also at the top of the blast furnace are four “uptakes” where the hot, dirty gas exits the furnace dome. The gas flows up to where two uptakes merge into an “offtake.” The two offtakes then merge into the “downcomer.” At the extreme top of the uptakes, there are “bleeder valves” which may release gas and protect the top of the furnace from sudden gas pressure surges. The gas descends in the downcomer to the “dust catcher,” where coarse particles settle out, accumulate, and are dumped into a railroad car or truck for disposal. The gas then flows through a “venturi scrubber” which removes the finer particles and finally into a “gas cooler” where water sprays reduce the temperature of the hot but clean gas. Some modern furnaces are equipped with a combined scrubber and cooling unit. The cleaned and cooled gas is now ready for burning.
The clean gas pipeline is directed to the hot blast “stove.” There are usually three or four cylindrical-shaped stoves in a line adjacent to the blast furnace. The gas is burned at the bottom of a stove, and the heat rises and transfers to the refractory bricks inside the stove. The products of combustion flow through passages in these bricks, out of the stove into a high “stack” which is shared by all of the stoves.
Large volumes of air, from 80,000 ft3/min to 230,000 ft3/min, are generated from a turbo blower and flow through the “cold blast main” up to the stoves. This cold blast then enters the stove that has been previously heated, and the heat stored in the refractory brick inside the stove is transferred to the “cold blast” to form “hot blast.” The hot blast temperature can be from 1600 to 2300 °F depending on the stove design and condition. This heated air then exits the stove into the “hot blast main” which runs up to the furnace. There is a “mixer line” connecting the cold blast main to the hot blast main that is equipped with a valve used to control the blast temperature and keep it constant. The hot blast main enters into a doughnut-shaped pipe that encircles the furnace, called the “bustle pipe .” From the bustle pipe, the hot blast is directed into the furnace through nozzles called “tuyeres.” These tuyeres are equally spaced around the circumference of the furnace. There may be 14 tuyeres on a small blast furnace and 40 tuyeres on a large blast furnace. These tuyeres are made of copper and are water cooled since the temperature directly in front of them may be 3600–4200 °F. Oil, tar, natural gas, powdered coal, and oxygen can also be injected into the furnace at tuyere level to combine with the coke to release additional energy, which is necessary to increase the productivity (Cores et al. 2007). The molten iron and slag drip past the tuyeres on the way to the furnace hearth, which starts immediately below the tuyere level.
Around the bottom half of the blast furnace, the “casthouse” encloses the bustle pipe, the tuyeres, and the equipment for “casting” the liquid iron and slag. The opening in the furnace hearth for casting or draining the furnace is called the “iron notch.” A large drill mounted on a pivoting base called the “taphole drill” swings up to the iron notch and drills a hole through the refractory clay plug into the liquid iron. Another opening on the furnace called the “cinder notch” is used to draw off slag or iron in emergency situations. Once the taphole is drilled open, liquid iron and slag flow down a deep trench called a “trough .” Set across and into the trough is a block of refractory, called a “skimmer ,” which has a small opening underneath it. The hot metal flows through this skimmer opening, over the “iron dam” and down the “iron runners.” Since the slag is less dense than iron, it floats on top of the iron and down the trough, hits the skimmer, and is diverted into the “slag runners.” The liquid slag flows into “slag pots” or into slag pits (not shown), and the liquid iron flows into refractory-lined “ladles” known as torpedo cars or sub-cars due to their shape. When the liquids in the furnace are drained down to the taphole level, some of the blast from the tuyeres causes the taphole to spit. This signals the end of the cast, so the “mud gun” is swung into the iron notch. The mud gun cylinder, which was previously filled with a refractory clay, is actuated, and the cylinder ram pushes clay into the iron notch stopping the flow of liquids. When the cast is complete, the iron ladles are taken to the steel shops for processing into steel, and the slag is taken to the slag dump where it is processed into roadfill or railroad ballast. The casthouse is then cleaned and readied for the next cast, which may occur in 45 min to 2 h. Modern, larger blast furnaces may have as many as four tapholes and two casthouses. It is important to cast the furnace at the same rate that raw materials are charged and iron/slag produced so liquid levels can be maintained in the hearth and below the tuyeres. Liquid levels above the tuyeres can burn the copper casting and damage the furnace lining.
3 CO2 Emissions
Industrial processes produce about 21 % of total CO2 emissions. According to the IEA (International Energy Agency), the steel industry accounts for approximately 4–5 % of the global CO2 emissions.
On average, 1.9 t of CO2 are emitted for every ton of steel produced. Therefore, it is vital for the steel industry to accelerate the pace of innovations undertaken to achieve production solutions with reduced CO2 emissions.
Steel production from complete cycle inherently needs the carbon as a reducing agent: the iron must be transformed from the state of oxide (Fe2O3, Fe3O4) to the metal (Fe). The system used for this transformation is the blast furnace. The technology of the blast furnace involves the use of 400–500 kg of carbon per ton of cast iron. The carbon is used for the reduction of iron oxide into metallic iron, to generate heat and as a constituent of the cast iron. At the end of the blast furnace process, the residual carbon (in the form of CO gas) is used in other systems in which the processing takes place from CO to CO2.
Therefore, in a full-cycle plant, the production of CO2 is linked to the chemical–physical laws of the steel production process.
To be met by 2020, which is referred to as the 20-20-20 target, this means at least a 20 % reduction of greenhouse gas emissions below 1990 levels, 20 % of energy consumption to come from renewable resources, and a 20 % reduction in primary energy use compared to projected levels, to be achieved by improvements in energy efficiency. The iron and steel industry is one of the biggest industrial emitters of CO2. It is estimated that between 4 and 7 % of the anthropogenic CO2 emissions originate from this industry in EU-27, which generated 252.5 million tons of CO2 emissions on average during the period 2005–2008. The ongoing increase in world steel demand means that this industry’s energy use and CO2 emissions continue to grow, so there is significant incentive to develop, commercialize, and adopt emerging energy efficiency and CO2 emission reduction technologies for steel production. Furthermore, the iron and steel industry is the largest energy-consuming industry in the world, as well as the most important sources of CO2 emissions.
Global warming has become a matter of real concern. The people all over the world are focusing on innovative green technologies in different sectors. Iron and steelmaking is critical from the perspective of greenhouse gases . Iron and steelmaking is among the largest energy consumer in the manufacturing sector, since it involves many energy-intensive processes that consume raw and recycled materials in large quantities. Raw materials with intensive carbon contents which are the primary resources for steel production influence climate changes materially. About half of the steel industry’s energy derives from coal, and a large portion of this is consumed during the reduction of iron ore to pig iron.
Since conventional steelmaking processes are highly polluting, a search for some less polluting technology options is necessary. It is believed that coke making, steelmaking, and hot rolling areas hold vast scope for minimizing pollution levels leading to a cleaner and greener environment.
Coke oven by-product plants with complete gas tight collector headers in the by-product recovery plant lead to a higher eco-friendly process. Another eco-friendly option is to develop new coking process that reduces emissions at the source. The aim should be to approach zero pollution level. Opportunities for pollution minimization include the reduction of slag volume through better control of lime input to the furnace and improved control of silicon and sulfur in blast furnace hot metal.
Steel companies have both challenges and opportunities to improve their management practices and respond effectively to the needs of environment protection . Many leaders in the steel industry, as well as in other sectors, are beginning to practice new technologies and adopt management principles that reduce greenhouse gas emissions and minimize overall climate impact. They have, for example, launched voluntary emission reduction programs and are participating in emission trading markets. With the ushering in the Kyoto Protocol, the industry will be expected to calculate and manage actual reductions in greenhouse gas emissions, as opposed to improvements in emission intensity levels that occur normally over time. Purchasing and producing renewable energy, investing in low-carbon technologies , working to improve energy efficiency, and offering new products and services aimed at reducing emissions are all meaningful strategies for the steel industry to undertake. It is important to monitor the sustainability indicators for their mining as also iron and steelmaking so that both current and future generations will stand to derive economic advantages.
The challenge, therefore, is to improve the technologies that will bring reduced consumption of energy, reduced consumption of raw materials, and reduced levels of emissions besides being cost effective. Steel being one of the major energy consumers in the manufacturing sector, major intervention will be required in this aspect. So, a road map for achieving energy efficiency and energy conservation will be required.
The transition to a clean, green world will transform our whole economy. It will change our industrial landscape, our supply chain, and the way in which we all work and consume. Although the shift to a clean, green economy is an environmental and economic imperative, it is also an economic opportunity. Businesses and consumers can benefit from significant savings through energy and resource efficiency measures. Supplying the demands of the clean, green economy offers a significant potential contribution to economic growth and job creation. The transition to a clean, green economy is necessary for two reasons. Primarily it is to stabilize greenhouse gas concentrations in the atmosphere. Secondly, the clean, green path is seen as a viable stimulus for a tipping economy. But it is also important to acknowledge that the “limits to growth” thesis has been confirmed after decades of poor criticism. The way forward to a sustainable future is to master and widely deploy clean engineering technologies.
For business, the transition to clean and green economy offers both commercial opportunities and the chance to save money and release productive resources through greater energy efficiency. At the heart of the clean, green industrial strategy are drivers of fundamental change in four key areas:
-
Energy efficiency to save businesses, consumers, and the public service money
-
Putting in place the energy infrastructure for the world’s clean, green future in renewables, nuclear, carbon capture, and storage
-
Development and production, for example, of clean, green technologies
-
Ensuring skills, infrastructure, procurement, research and development, demonstration, and deployment policies to locate and develop a clean, green business and make sure international business recognizes that
So, the global shift to a clean, green economy could help to drive renewed growth that will lift us out of the economic downturn. It will be key in the long-term industrial future.
4 Experimental Procedure
Many of the blast furnace quality and performance indices are strictly dependent on sinter plant ones, and the quality and properties of raw materials must be analyzed before each blast furnace production cycle. The data can be collected from a plant in a definite period, and the working and useful volumes of the blast furnace are specified. The productivity data can be calculated referring to the working volume. Pellets, limestone, and coke compositional and quality ranges must be analyzed at each cycle, and the data must be reported. The material charges can be constantly monitored through the flux analysis of parallel bunkers at the top of the blast furnace. Then, the main independent variables can be underlined; the weight of such parameters on productivity and CO2 emissions must be analyzed. The composition of the flue gases can be monitored according to EN-1948 parts 2 and 3, EN-1948SS (sampling standards, Wellington Laboratories), EN-1948ES (extraction standards, Wellington Laboratories), and EN-1948IS (injection standards, Wellington Laboratories), by employing a high-resolution gas chromatograph and a high-resolution selective mass detector, such as gas chromatograph “PCF Elettronica” and mass detector “Exactive,” visible in Figs. 9.1 and 9.2.

Gas chromatograph

High-resolution selective mass detector
The automatic gas chromatograph can perform continuous analysis of a wide range of volatile organic compounds. It is based on the technique of the gas chromatographic separation and uses a flame ionization detection (FID) . A pump downstream of the system fills a capillary which, brought to atmospheric pressure to obtain repeatable sampled volumes, is introduced via a rotary ten-way valve, in a gas chromatographic column for the separation of other organic substances of interest. The values obtained are integrated with a calculation software, by providing concentration by volume (ppmv) or weight (mg/m3) (Table 9.3).
The aim of this paper is the research of an “optimum” condition in the development of the metallurgical BF process. The main goal is to analyze and optimize the emission of CO2 and productivity in the BF after optimizing, for example, the emissions of PCDD/F, SOx, and NOx and productivity of a sintering plant.
To do this, all the data must be collected in a broad period and can be analyzed by employing a multi-objective optimization tool, such as “modeFRONTIER ” (ESTECO).
modeFRONTIER is an open system for the multi-objective and multidisciplinary optimization, based on the use of the Pareto limit frontier in space of the goals built on the industry needs. The system allows, for example, a multipurpose optimization (for problems with continuous, discrete, or mixed variables and variables compared to the limits/conditions that may develop during the process) or to formalize and manage a workflow to implement processes of any complexity in a flexible and dynamic way or to use a meta-model and the response surface methodology (RSM), to further reduce calculation times and increase information.
The optimization analysis can be achieved by considering the BF as a “black box” and applying the concept of input–output model. Thus by acquiring data from sensors located at the designated points of BF, various output parameters can be instantaneously determined and compared. Basically, an enormous number of data points each consisting of a setting of the critical input parameters of the blast furnace and the associated productivity values can be recorded on a real-time basis.
5 Results and Discussion
The target of the study is the definition of the main processing parameters leading to an optimization of blast furnace productivity with a decrease in CO2 emissions. During blast furnace operations, many factors influence the behavior, and a serious selection of the independent variables affecting the productivity and the dangerous emissions has been performed. High productivity operation of a blast furnace requires enhancing reducibility and improving reduction behavior at high temperatures of sintered ore. The study can be started, for example, from the results previously obtained with optimization of a sintering plant (Cavaliere and Perrone 2013). It can be performed an analysis on the sinter plant operations in terms of productivity vs. reduction rate for different values of productivity of the blast furnace.
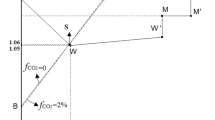
The optimal operating conditions of the sinter machine were fixed as shown in Table 9.4, corresponding to the underlined points in Fig. 9.3.

Reduction rate as a function of sinter productivity and blast furnace productivity
Starting from such results, different BF operating conditions can be analyzed in order to increase the productivity taking into account the control of CO2 emissions. In the sintering conditions described in Fig. 9.3, the different material qualities must be recorded, and the compositional and physical properties of the sintered material are indicated in Table 9.5.
The blast furnace is a reactor inside which gaseous, liquid, and solid phases coexist while consuming sinter, pellets, coke, and raw materials. All such phases influence the BF productivity through different physical–chemical, mechanical, and fluid processes and different endothermic and exothermic reactions, all acting simultaneously and affecting each others. In the blast furnace, formation of slag and the mineralogical transformation that the slag undergoes during the descending of burden inside the furnace influence the quality of hot metal. It is known that the components of slag, namely, silica and alumina, increase the viscosity, whereas the presence of calcium oxide reduces the viscosity. The melting zone of slag determines the cohesive zone of the blast furnace, and hence the fluidity and melting characteristics of slag play a major role in determining the blast furnace productivity; the way how ferrous burden materials soften and melt greatly affects the furnace’s performance. Initially iron-rich slag is formed, and thereafter due to assimilation of CaO and MgO from the flux, the composition of slag varies. As the slag trickles down, it assimilates silica and alumina of ash, generated from the combustion of coke. The process of trickling down depends on viscosity of slag, which further is governed by the composition and temperature of the melt. The softening and melting behavior of ore is significantly affected by its rate of reduction, which is determined by its physical structure and chemical composition. The high levels of Fe and FeO coupled with the low levels of Al2O3 in the sinter guarantee further high levels of reducibility. Another important effect is the optimal composition in terms of MgO content leading to very high levels of sinter reducibility in the BF (Shen et al. 2006).
Many interesting papers describe the effect of raw material properties on blast furnace indexes (Jiang et al. 2010). This importance originates from the behavior of minerals during combustion. They can influence coal reactivity, and their transformations can have a detrimental impact on heat transfer process efficiency. High levels of basicity of the sinter allow to reduce the limestone addition, blast volume, and slag volume and consequently to reduce the coke consumption. An increase of basicity catalyzes the coke reactivity. In addition, heat loss decreases and furnace productivity rises. In general an increase in sinter basicity is well known to have a positive effect on all the quality and performance indices of the blast furnaces. In the last 50 years, more than 50 % of greenhouse emission s have been reduced especially through raw material rate and mixing optimization; anyway in normal blast furnaces, the consumed carbon is almost 30 % higher than the theoretical stoichiometric limit; a broad work can be made in such direction.
All the input parameters critically affecting the blast furnace indexes have been monitored for a long period and weighted. All the described description derives from long and deep analyses of the blast furnace behavior as a function of different input parameter variations. Coke quality is of fundamental importance in the operation of blast furnaces. Having coke that is of high quality with respect to its role as a reducing agent, a heat carrier, and a material which imparts good gas permeability to the charge is an important precondition for the stable operation of blast furnaces (BFs). The importance of coke quality and its effect on the course of the smelting operation both increase with an increase in the size and capacity of the furnace. One of the main goals globally is to improve the coke-making process in order to prepare high-quality coke for low coke rate. Actually coke properties affect gas permeability, reduction efficiency, high-temperature properties, and segregation control. The coke size was strictly controlled in order to prevent deterioration of permeability and then of productivity of the BF (Sato et al. 1984; Nakagawa et al. 1992).
The relationships between the different parameters affecting the BF productivity and CO2 emissions have been analyzed; actually just the parameters with heavy weight on such outputs were taken into account. Validation is important in order to determine if the model description is sufficient to solve the problems formulated. Both the model and model results have been validated.
Much attention must be taken in coke rate employment. In the blast furnace, the rate of consumption is governed by the reducibility of the ore and sinter and the reactivity of the coke. Coke rate and sinter rate have a strong effect on BF productivity, as shown in Fig. 9.4.

Blast furnace productivity as a function of coke rate and reducibility (a) and as a function of sinter rate and reducibility (b)
Coke rate and sinter rate have a strong effect on BF productivity. The furnace performance indices depend on the behavior of the coke throughout the entire volume of the furnace. It is necessary to analyze how an optimization of raw material utilization is compatible with the productivity of the blast furnace; one of the more direct ways is to couple the analysis of material flow and consequent productivity with the specific reducibility as a function of the variation of coke and sinter rate. The softening of burden materials is an extremely complex phenomenon, but the furnace investigations indicate that very significant productivity gains may be possible if the softening behavior of raw materials can be confined to a narrow temperature range after a high degree of reduction has been attained. In addition, a high reducibility of the materials is directly related to energy saving which represents a crucial need in the industrial practice. High productivity operation of a blast furnace requires enhancing reducibility and improving reduction behavior at high temperatures of sintered ore. The present analysis shows that productivity increases with the decreasing of coke rate and by increasing the sinter rate up to a limit in which an inversion of the trend can be underlined. In the case of sinter rate, productivity increases with sinter reducibility. Such behavior is due to a decrease in reduction time in the BF and an increase in the indirect reduction operations (Mousa et al. 2010). In this way it is possible to identify operating conditions coupling both a reduction in coke consumption and a good level of productivity in the blast furnace.
The variables which can be manipulated in a blast furnace can be divided into two classes, those entering the system from the top and those entering the system from the bottom. Between all the variables influencing productivity and emissions, the only ones to be considered are those with the heavier weight on such outputs; the manipulated variables entering from the top are the ore/coke ratio and the basicity ratio. The basicity ratio is related to the amount of flux material limestone and added per ton of hot metal produced. The manipulated variables from the bottom are the temperature and the fuel/ore ratio. For the efficient operation of the steelmaking process, the hot metal produced in the blast furnace has to meet stringent specifications with respect to composition and temperature (Fig. 9.5).

Factors affecting BF productivity, coke and sinter rate (a), coke and limestone rate (b), and lime and sinter rate (c)
Combustion conditions strongly affect the blast furnace productivity; the external parameters easily tunable are represented by temperature and oxygen variation. Temperature and gas oxygen content strongly influences metal transformations and consequently BF productivity. An increase in productivity on the one hand requires an increase in the gas throughput, which implies improvement in furnace permeability, and on the other hand a reduction in the specific gas requirement, which finally means a reduction in the specific consumption of reducing agents. The blast furnace is a countercurrent reactor in which the reducing gas is produced by coke carbon gasification with the oxygen of the hot blast injected via tuyeres in the lower part of the furnace. This reducing gas flows upward reducing the iron-bearing materials charged at the top of the furnace. Permeability of the ferrous burden and coke column for the gas flow is inseparably linked together with the increase of gas throughput. In the recent years, oxygen enrichment has been indicated as a strong possible factor in reducing coke consumption in the blast furnace. Reduction of lower oxides can be controlled by tuning the oxygen potential. In spite of the variation of the direct reduction rate, coke saving and productivity are possible through the optimization of oxygen tuning in the blast. In addition, it is well known that over 30 % of the final cost of cast iron is dependent on energy consumption in the blast furnace. Temperature and oxygen addition influences BF productivity as shown in Fig. 9.6.

BF productivity as a function of flame temperature and oxygen content (a) and as a function of oxygen content and sinter rate (b)
The maximum increase in oxygen content is also limited by the fact that the pressure of the blast air is theoretically and practically restricted. Basically CO2 emissions depend on different parameters such as the improvement of shaft efficiency, the charge of metallic materials, the heat control in the BF, and the control of equilibrium FeO/Fe and then oxygen balance. Actually all the main input parameters influence CO2 emissions, first of all coke and sinter rate (Fig. 9.7).

Carbon dioxide emissions as a function of coke and sinter rate
For further analysis coke rate/sinter rate ratio has been employed into the graphs; such ratio and limestone addition influences CO2 emissions (Fig. 9.8); CO2 emissions decrease considerably with coke rate decrease and low levels of limestone addition.

Carbon dioxide emissions as a function of sinter/coke rate and limestone rate
Finally, it is possible to underline an important relationship between sinter rate/coke rate ratio, CO2 emissions, and productivity (Fig. 9.9) that can be interpolated by a cubic spline very useful in industrial operations.

Influence of raw materials and blast furnace productivity on carbon dioxide emissions
6 Conclusions
The effect of the changing operating parameters on the plant productivity and greenhouse emission s has been investigated. In the study, several efficiency improvements were identified as regard to coke reduction, productivity, and CO2 emissions. Multiple regressions have been established between the main operational parameters of the blast furnace and the productivity and CO2 emissions. Sinter and coke properties were fixed into very strict ranges belonging to previous studies; such previous studies have been performed by focusing on a strong reduction of dangerous emissions. As a general point of view, the precise control of all the main processing parameters from the sintering operations to the BF ones leads to a strong reduction in dangerous emissions and to good levels of plants productivity.
References
Cavaliere P, Perrone A (2013) Analysis of dangerous emissions and plant productivity during sintering ore operations. Ironmak Steelmak 40:9–24. doi:10.1179/1743281212Y.0000000019
Cores A, Babich A, Muñiz M, Isidro A, Ferreira S, Martín R (2007) Iron ores, fluxes and tuyere injected coals used in the blast furnace. Ironmak Steelmak 34:231–240. doi:10.1179/174328107X168066
Jiang T, Li GH, Wang HT, Zhang KC, Zhang YB (2010) Composite agglomeration process (CAP) for preparing blast furnace burden. Ironmak Steelmak 37:1–7. doi:10.1179/174328109X462995
Mousa EA, Senk D, Babich A, Gudenau HW (2010) Influence of nut coke on iron ore sinter reducibility under simulated blast furnace conditions. Ironmak Steelmak 37:219–228. doi:10.1179/030192309X12506804200906
Nakagawa Y, Sawai T, Hasegawa J (1992) Tetsu-to-Hagané 78:S55
Sato T, Sumigama T, Yamaguchi A, Kimura K, Shimomura A, Furuya S (1984) Tetsu-to-Hagané 70:S777
Shen F, Jiang X, Wu G, Wei G, Li X, Shen Y (2006) Proper MgO addition in blast furnace operation. ISIJ Int 46:65–69. doi:10.2355/isijinternational.46.65
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Cavaliere, P., Silvello, A. (2016). CO2 Emission Reduction in Blast Furnaces. In: Cavaliere, P. (eds) Ironmaking and Steelmaking Processes. Springer, Cham. https://doi.org/10.1007/978-3-319-39529-6_9
Download citation
DOI: https://doi.org/10.1007/978-3-319-39529-6_9
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-39527-2
Online ISBN: 978-3-319-39529-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)