
Abstract
The corrosion behaviour of Nitinol wire that was chemically etched and mechanically polished was studied in a corrosive 0.9 % saline solution. The electrochemical corrosion tests conducted on the as-received straight and curved wires of nitinol included open circuit potential (OCP) measurement, polarisation resistance and Tafel plots. The chemically etched looped wires exhibited the highest recorded corrosion potential, Ecorr and the lowest values of corrosion current, icorr. The results of the OCP measurements and polarisation resistance, combined with scanning electron microscopy (SEM) indicated the presence of a protective passive corrosion-resistant film on the chemically etched wires. The aim of the current investigation is to study the corrosion and pitting resistance behaviour of nitinol wire with different surface finishes.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
4.1 Introduction
One of the most popular shape-memory and super-elastic alloys used for biomedical stents is called Nitinol. It exhibits a number of favourable material properties that makes it well-suited for use as a stent [1]. Its most important properties are the super elasticity and shape memory abilities. Nitinol’s ability to be deformed by more than 10 % strain and elastically recover its original shape is described as super elasticity. The material is able to withstand a stress, which induces an elastic deformation, thus causing the material to undergo a phase transformation. Superelasticity results from a stress-induced transformation while shape memory results from a thermal phase transformation. Both of these properties are employed in Nitinol stents [2].
Biocompatibility is always an issue whenever implanting a foreign material into the human body [3]. Implanting metals brings its own set of problems, such as corrosion.
When a metal is introduced into the body, a wide variety of processes and interactions with the biological environment can take place. Such processes include metal ion release [4]; oxide formation, either as a passive oxide film [5] or as a particulate oxide; and corresponding reduction reactions that typically involve oxygen reduction but may also include biochemical species such as proteins [6]. These phenomena vary microscopically over the alloy surface and depend on the local environment, local alloy composition and structure as well as local mechanical factors [7].
The aim of the current investigation is to study the corrosion and pitting resistance behaviour of nitinol wire with different surface finishes, i.e. chemical etching and mechanical polishing. The corrosion test was conducted in 0.9 % saline solution at 37 °C by means of electrochemical measurements. OCP, pitting potentials, corrosion potentials and corrosion currents were analysed in each of the materials studied.
4.2 Experimental Methods
The materials under investigation were: Nitinol wire that had been mechanically polished with a diameter of 0.2 mm and nitinol wire that had been chemically etched with a diameter of 0.2 mm provided by Vascutek of Renfrewshire, Scotland, U.K. The material compositions are shown in Table 4.1, from EDX analysis.
The solution used was a commercial NaCl solution, from Parkfields Pharmaceutical limited which contains sodium chloride B.P. 0.9 % w/v in purified water B.P. The experimental arrangement used consists of the electrochemical unit including the VoltaLab 40 (PGZ301) potentiostat that is able to perform conventional electrochemical measurements dedicated to corrosion techniques. The overall system was controlled using a PC-compatible microcomputer with Voltamaster 4 electrochemical software and a basic corrosion cell whose body is made of Pyrex with a double jacketed device allowing thermostatic experiments to be performed (ISO 10993-15).
The experiments were carried out at ±37 °C by circulating the water through the double wall of the cell. The working electrode with a surface area of about 1 cm2 was inserted into the cell through a rubber sealer. The apparatus and the electrochemical cell conformed to ATM G5-94. The potential of the working electrode was measured against the reference calomel electrode, which contained a porous pin liquid junction and a saturated KCl salt bridge solution from Radiometer analytical. A platinum wire metal electrode was used as the auxiliary counter electrode. The electrolyte was continuously purged with purified nitrogen gas to de-aerate the solution 1 h before OCP and polarisation experiments.
4.2.1 Electrochemical Testing Procedure
OCP and potentiodynamic anodic polarisation measurements were conducted according to ASTM G5 test generated using a potentiostat. The OCP was determined after 22 h for 0.9 % saline solution, the value obtained after stabilisation of the curve being called the rest potential. Potentiodynamic anodic polarisation test was scanned at −1000 to 2500 mV at a scan rate of 0.167 mV/s in order to determine corrosion and breakdown potentials. Current corrosion density (icorr), corrosion potential (Ecorr) and breakdown potential (Ebp) were obtained from polarisation curves using the Tafel slopes.
4.2.2 Experimental Results
-
Open Circuit Potential (OCP)
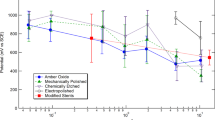
OCP is the thermodynamic measurement of how likely the surfaces are to corrode. The more positive an OCP the more stable is the oxide film on the surface and therefore the less reactive the surface. The OCP was measured to determine the stable corrosion potential (Ecorr) of the nitinol alloy samples, i.e. the values obtained when the potential becomes constant (Fig. 4.1).
Fig. 4.1 
OCP versus time curves for the stable potential determination of nitinol in 0.9 % saline solution

The OCP value for chemical etched wire in looped geometry proved to be the most positive value of OCP, the wire progressively becomes more anodic with time, the oxide layer film remains intact and the material stays stable in the passive state, and is therefore the least reactive surface in 0.9 % saline. The mechanically polished wire initially shifted towards more negative values before stabilising in more positive values after 22 h. Table 4.2 shows the OCP value table of the nitinol wires after 22 h.
-
Tafel Plot
Tafel plots of the different surface treatments, shown in Fig. 4.2, are used to measure the corrosion current icorr which is then used to calculate the corrosion rate. The Tafel plot yields the Tafel constants βA and βC which is used with polarisation resistance (Rp) [8, 9] data to calculate corrosion rate as shown in Table 4.3. Results show chemical etched looped sample with the highest corrosion potential and the chemical etched straight wire with the lowest corrosion potential. The results indicate that the chemically etched looped wire is the most stable of the wires, with the highest corrosion potential, a low corrosion current and low corrosion rate as shown in Fig. 4.3.
Fig. 4.2 
Tafel plot of wires in 0.9 % saline solution
Table 4.3 Tafel parameters for NiTi wires in 0.9 % saline solution Fig. 4.3 
Tafel curve looking at Ecorr and icorr saline solution


-
Potentiodynamic Curves
The potentiodynamic curves are as shown in Fig. 4.4. The potentiodynamic curves indicate the passivation tendencies of the wires in the passive region. Results from Fig. 4.4 show that the chemically etched looped wire has the largest passivation region, i.e. (−0.78 to +448 mV) [9].
Fig. 4.4 
Passivation region of potentiodynamic curve in 0.9 % saline

The breakdown potentials (Ebd) correspond to the breakdown of the passive surface film, which is identified by the sudden increase in the current flowing in the solution, as shown in Table 4.4.
Figure 4.5 shows the corrosive region of the different wires from the potentiodynamic curve, where there is a sudden increase in the current.

Corrosive region (transpassive region) of the potentiodynamic curve in 0.9 % saline
-
Anodic Polarisation (Localised Pitting Test )
Anodic polarisation behaviour of passive metals examines pitting and crevice corrosion susceptibility. Pitting corrosion occurs when the oxide passive film layer breaks down locally. After local breakdown of the film, an anode forms where the film has broken down whilst the unbroken film acts as the cathode. This then accelerates localised attack and pits develop at the unbroken spots. The “pitting potential” corresponds to the potential at which the current starts to increase on the anodic scan. The “repassivation potential” corresponds to the potential at which the current becomes negligible on the reverse (cathodic) scan. A “repassivation potential ” close to the “pitting potential ” indicates that the sample is capable of re-protecting itself easily after pitting. Figures 4.6 and 4.7 are graphs of anodic polarisation. From these curves, it is possible to determine how prone to pitting a metal is in a particular environment.
Fig. 4.6 
Anodic polarisation of chemical etched straight wire in 0.9 % saline
Fig. 4.7 
Anodic polarisation of chemically etched looped wire in saline solution


Anodic polarisation curves reveal the pitting corrosion potential of the chemical etched straight wire at 1415 mV and the chemical etched looped wire at 1451 mV as shown in Figs. 4.6 and 4.7 whilst the pitting in the mechanically polished straight wire is at 289 mV and the mechanical polished looped wire is at 233 mV as shown in Figs. 4.8 and 4.9. The protection potential also known as the repassivation potential is the potential at which the current becomes negligible on the reverse scan. For the mechanical polished wire, the repassivation potential is observed at 13.3 mV, whilst the repassivation for the chemical etched wire is observed at 1382 mV. The mechanical polished surfaces undergo early pitting below 300 mV as shown in Figs. 4.8 and 4.9 whilst the chemical etched surfaces remain stable for a while before pitting takes place above 1400 mV as shown in Figs. 4.6 and 4.7. Results also show pitting potential (Epitt) and repassivation potential (Erep) are rather close for the chemically etched surface samples. For the mechanically polished surfaces, the Epitt and Erep potentials are very far apart. Pitting potential and protection potential calculated from the pitting corrosion curves are shown in Table 4.5.

Anodic polarisation of mechanically polished straight wire in 0.9 % saline

Mechanically polished looped wire in Saline solution
A repassivation potential close to the pitting potential indicates that the sample is capable of re-protecting itself easily after pitting.
-
Surface Studies
SEM images of chemical etched and mechanical polished wires before and after corrosion in 0.9 % saline are as shown in Fig. 4.10a–f.

a SEM image of chemical etched surface before corrosion (scale bar 100 μm). b SEM image of chemically etched straight surface after the potentiodynamic test (Magnification ×500). c SEM image of chemically etched looped surface after potentiodynamic test (Magnification ×500). d SEM image of mechanically polished wire before corrosion (scale bar 100 μm). e SEM image of mechanically polished straight wire after potentiodynamic test (+3500 mV) (scale bar magnification ×500). f SEM image of mechanically polished looped wire after potentiodynamic test (+3500 mV) (scale bar magnification ×500)
The SEM images in Fig. 4.10b, c show the chemical etched wire after the pitting test. It is evident that no pitting or corrosion took place. The surface of the wire is not as smooth as the as-received wire. There was no significant difference between the looped and the straight geometry. Both pitting and corrosion would seem to have taken place on the surface of the mechanically polished wires in Figs. 4.10e, f. The mechanically polished looped wire in Fig. 4.10f appears to have undergone excessive pitting. In certain areas on the surface, the pits have turned into cracks. Pitting is only observed on certain areas of the surface and other areas have been left untouched. The crumbling effect of the oxide layer on the mechanically polished straight wire can be observed in Fig. 4.10e. Also, it appears that the oxide layer has been broken into smaller parts so that another layer on the mechanical polished wire can be observed. EDX analysis of the chemical etched wire after potentiodynamic test of +3500 mV. Figure 4.11a showed reduced nickel content of less than 10cps on the surface; whilst nickel content of the mechanical polished wire had remained the same at around 70 cps as shown in Fig. 4.11b.

a EDX analysis of chemically etched wire PD +3500 mV having very little nickel on its surface. b EDX analysis of mechanically polished wire PD +3500 mV
4.3 Summary
The effect of a saline corrosive environment on a typical composition of nitinol alloy used as an implant material in the human body has been investigated. The investigation considered the effect of two surface treatments, namely, mechanical polishing and chemical etching using a proprietary technique, on the resistance of nitinol wires to a corrosive saline environment. It is also considered that the effect of an imposed geometry may change the corrosion conditions, i.e. whether the wires are exposed to the saline solution as straight or looped wires on their resistance to corrosion in a saline environment. It is observed as the most positive open circuit potential (OCP) after 22 h on the chemically etched wire. Tafel plot results also indicated that the chemically etched looped wire had the largest passive region and the repassivation and pitting potentials were found to be quite close to each other for the chemically polished wire. There was a more substantial difference between the repassivation and the pitting potential of the mechanically polished nitinol wires, indicating a higher susceptibility to pitting corrosion. This was confirmed by scanning electron microscopy (SEM) that showed substantial pitting on the mechanically polished wire, whilst the chemically etched wire appears to be almost unaffected by the electrochemical test in saline solution. The proprietary chemical treatment on the nitinol wire seems to be necessary for corrosion protection in applications where nitinol wire will be exposed to a corrosive saline environment.
References
Wu, S. K., & Lin, H. C. (2000). Recent development of TiNi-based shape memory alloys in Taiwan. Materials Chemistry and Physics, 81–92.
Stoeckel, D. P. A., & Duerig, T. (2004). Self-expanding nitinol stent: Material and design considerations. European Radiology, 14, 292–301.
Williams, D. F. (1981). Fundamental aspects of biocompatibility. Boca Raton, Florida: CRC Press.
Cisse, O., Savadogo, O., Wu, M., & Yahia, L. H. (2002). Effect of surface treatment of NiTi alloy on its corrosion behavior in Hanks’ solution. Journal of Biomedical Materials Research, 339–345.
O’Brien, B., Carroll, W. M., Kelly, & M. J. (1748). Passivation of nitinol wire for vascular implants—A demonstration of the benefits. Biomaterials, 1739–1748.
Khan, M. A., Williams, R. L., & Williams, D. F. (1999). The corrosion behaviour of Ti-6Al-4V, Ti-6Al-7Nb and Ti-13Nb-13Zr in protein solution. Biomaterials, 631–637.
Shabalovskaya, S. A., Anderegg, J., Laab, F., Thiel, P. A., & Rondelli, G. (2003). Surface conditions of nitinol wires, tubing and as-cast alloys: The effect of chemical etching, aging in boiling water and heat treatment. Journal of Biomedical Materials Research, 339–345.
Ademosu, O., Ogwu, A. A., McLean, J., Corrigan, M., & Placido, F. (2005). Electrochemical corrosion of chemically etched and mechanically polished nitinol wires in Hanks’ and saline solution. In International Conference on Surfaces, Coatings and Nanostructured Materials, nanoSMat2005, Aveiro, Portugal.
Ademosu, O., Ogwu, A. A., Placido, F., McLean, J., & Ashton, T. (2005). Surface characterisation of modified biocompatible nitinol alloy wires exposed to saline and Hanks’ physiological solution. In Institute of Physics (UK) Conference on Novel Applications of Surface Modification, Chester College, UK.
Acknowledgments
We would like to acknowledge support for this investigation by Mr. Tim Ashton, Vice-president of R&D at Vascutek (Terumo), Scotland.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Placido, F., McLean, A., Ogwu, A.A., Ademosu, W. (2016). Effects of Shape and Surface Modification on the Corrosion of Nitinol Alloy Wires Exposed to Saline Solutions. In: Ahmed, W., Jackson, M.J. (eds) Surgical Tools and Medical Devices. Springer, Cham. https://doi.org/10.1007/978-3-319-33489-9_4
Download citation
DOI: https://doi.org/10.1007/978-3-319-33489-9_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-33487-5
Online ISBN: 978-3-319-33489-9
eBook Packages: EngineeringEngineering (R0)