
Abstract
Additive manufacturing (AM) presents a very different set of design challenges to traditional manufacturing. Layer-wise building brings about issues with residual stresses and support requirements which lead to failures during processing of poorly-designed parts. Additionally, there is a need for post-processing due to poor part quality, which adds another process to the chain with its own unique design limitations. This paper discusses the issues surrounding designing for AM and the subsequent post-processing. A future vision is proposed for the selection of post-processes and the relative design adjustments to accommodate the chosen techniques. A decision tree is presented as a framework for process selection based on part requirements. Although at present, the data necessary to realize this vision is incomplete, with further research into the capabilities and design constraints of different post-processes, this approach could provide a systematic method for integrating design for post-processing with AM design.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
1.1 Benefits and Uses of Additive Manufacturing
The geometrical freedom provided by additive manufacturing (AM) makes it an attractive technology to a number of industries. In many cases, layer-wise building significantly reduces waste material, part weight, and number of parts which can improve functionality [1]. The two main types of metal AM process are powder bed fusion (PBF) and directed energy deposition (DED). In PBF, parts are created by powder distributed across a bed in layers which is subsequently melted by a heat source such as a laser or electron beam to produce the geometry. In DED techniques, the material, which can be either wire or powder, is melted and deposited simultaneously. PBF is more suitable for producing fine features with greater geometrical accuracy, while DED processes have faster build speeds [1], making the choice of technique very application-specific.
AM comes with its own complexities and challenges which differ from those of traditional manufacturing processes [2]. Due to the relative infancy of the technology, design rules and methods for AM are still being discussed and developed. The quality of as-built parts is inappropriate for many applications, and often post-processing is required [3]. AM can be used as the primary manufacturing process or as part of a chain of processes, as shown in Fig. 1. Although several definitions of hybrid manufacturing exist [4], this is one way of differentiating between AM with post processing, sequential manufacturing and hybrid manufacturing. In the context of this paper, subtractive manufacturing is the addition or removal of features, whereas post processing is used to modify existing features. Sequential manufacturing involves all three stages of manufacturing, but has no capability to return to a previous stage. Hybrid manufacturing has the capability of alternating between additive and subtractive manufacturing any number of times prior to post-processing. The focus of this paper is design for AM with a post-processing phase.

Diagram identifying the focus of the paper in the context of the research area
2 Challenges in Additive Manufacturing
2.1 Part Quality
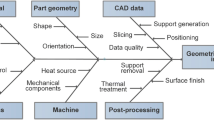
Due to the complex thermal interactions that occur in AM processes, a number of challenges arise which require technology-appropriate designing and process-planning. The AM technology employed, specific processing parameters and part orientation all influence the residual stresses, microstructural formation and surface quality.
Residual stresses are caused by the thermal gradients experienced during build and can cause part deformation and even failure [5]. The poor surface quality produced by AM is partly caused by the stair-step effect, which is a result of the zeroth order approximation of geometry in layer-wise building. Additionally, wire-fed processes tend to produce parts with a high surface waviness [6], and powder-based processes lead to high surface roughness due to balling and the partial melting of powder particles [1]. The latter is most evident in PBF processes where powder in the surrounding bed is fused to the part by residual heat, particularly at steep angles where step edges are close together. Figure 2 illustrates the effect of partially melted powder on as-built surfaces. The roughness parameter, Ra, of an AM part can vary between approximately 7–25 µm depending on the AM process used, the processing parameters and the part geometry [1]. The surface roughness influences several functional properties including fatigue resistance, frictional properties, and heat transfer, as well as introducing the risk of powder becoming loose, for example, in the human body [7]. Consequently, until there is a significant step-change in the resolution of AM technology, post-processing will be a necessary step in the additive process.

Partially melted powder as a Diagram at step between layers adapted from [8] and b Micrograph of an AM part
2.2 Designing for Additive Manufacturing
In AM design, there is a requirement to support overhanging surfaces at less than approximately 45° from the horizontal plane to prevent deformation due to gravity and residual stresses. Part re-orientation, sacrificial supports and self-supporting structures can help to achieve this. Some AM technologies also have feature size limitations such as particularly thin walls which can be subject to deformation under the re-coater force and small bore holes which can become clogged by adhered powder [9].
At present, design for AM often involves re-designing parts which were originally designed for a conventional method such as machining. The re-design usually involves a topological optimization approach, allowing the designer to maximize stiffness or loading capabilities of a component whilst reducing weight [10]. This system produces an organic or freeform structure which is then adjusted using AM design rules. Therefore, post-processing is often an afterthought. As industry moves away from the re-design approach towards standardized design methods for AM, post-processing needs to become a more integrated consideration at an earlier phase of design. Although some researchers mention the need for designing with a post-processing perspective, very little information is provided as to how this might be achieved beyond removing support structures and allowing for loose powder removal by designing in, for example, escapement holes. Each post-process has its own unique challenges for component design. It is important to consider firstly which post-processing techniques are appropriate for a part’s function, and then to identify the impact of that choice on the design.
3 Post Processing in Additive Manufacturing
Depending on the application of a part, a number of different post-processes may need to be undertaken following the AM build process. Figure 3 shows the typical order of post-processes for an AM component. Each post-processing phase has different options for the technique employed and different design considerations.

Diagram of post processing stages for AM parts
3.1 Removal of Loose Powder
Loose powder removal in PBF processes is usually a manual process with the complexity being dependent on the part geometry. However, sometimes it can be necessary to use a more controlled or aggressive method such as shockwave cleaning or dry-ice blasting to remove this powder [11]. It is important that parts and support structures are built to allow the removal of loose powder from any internal cavities.
3.2 Heat Treatment
The specific heat treatment procedure is application and material specific, however, in general, a low temperature heat treatment is used to relieve stresses to avoid deformation upon removal from the build plate. A high temperature process is used to achieve more appropriate microstructures for the required mechanical properties [5], and hot isostatic pressing (HIP) is used to heal pores and improve ductility and fatigue resistance [1].
3.3 Removal of Build Plate and Supports
Build platform removal can involve a manual process, wire-EDM or a band saw depending on the geometry, material and support structure [1]. The removal of the part from the build platform should be considered at an early stage of design. The support structure also needs to be designed appropriately to support the geometry whilst remaining accessible and breakable by the chosen removal technique. Self-supporting structures can be used to reduce waste material and post-processing but can also increase part weight unnecessarily. Having sacrificial supports can create support witnesses upon removal. If the presence of support witnesses would detrimentally impact part functionality, these also require removal either as a separate manual stage or by using an appropriate surface modification technique.
3.4 Surface Modification
Surface modification and feature finishing is used to achieve the required surface quality and can consist of one or multiple techniques. This is a developing field because of the part quality requirements of industries and the desire to fully exploit the benefits of AM. The geometrical freedom offered by AM means that no one-size-fits-all solution exists. Table 1 gives details about individual surface modification processes which have been reported in literature for the finishing of AM parts. Each finishing process has limitations and complexities which impact on design. By considering the implication of finishing process selection on part design, further design iterations are triggered to accommodate these additional requirements.
Currently, the main post-processing considerations at the design stage include loose powder and support removal, but surface modification is often an afterthought. This is most likely because it has the greatest range of processes and the decision is very dependent on part application and geometry. It is, however, for this same reason that it is important to consider it as early as possible in the design phase. There is currently no standard selection process for surface modification techniques or guideline for designing with them in mind. The next section of the paper proposes a vision for the selection of processes and adjustment of part design to accommodate the selected techniques.
4 Vision for the Future of Design for Additive Manufacturing
The proposed medium-term vision for AM design involves considering post-processing and its impact at the early design stage. The first phase is a decision making process which is driven by a database of the available post-processes and their capabilities. The desired geometry and part requirements are used to answer questions which lead to candidate solutions for surface modification of a particular part or feature. The second phase consists of adjusting the part design to accommodate for the selected post-processes or to modify the part such that different processes become candidates.
Figure 4 outlines a proposed decision tree for selecting suitable candidate surface modification techniques for an AM part. Although this decision tree is incomplete, it gives the basic framework which could be populated with further information and more detailed questions. Where the questions lead to an ‘n’, it is expected that this would begin a line of more detailed questions about specific part requirements. However, in order for the decision tree to be completed, more detailed information is required about the techniques to compare their appropriateness for different applications. Further questioning would consider surface roughness parameters, tolerance requirements and any preferential treatment which occurs during the processes. Other considerations would include part material, the selectivity and predictability of finishing required and any mechanical properties which may be influenced during processing.

Decision tree of surface modification techniques for AM parts
The decision tree, once populated with further data, could be used as the framework of a process selection software. Instead of directly interacting with the decision tree, the user would be presented with a series of yes/no questions in the order dictated by the decision tree. The answers to the questions would cause the exclusion of any inappropriate processes. This would eventually lead them to an interactive screen highlighting the candidate solutions to the physical problem. However, there are many additional important considerations which could then be explored at this stage including economic factors, the speed of processing, integration of the processes with existing processes in the AM chain and any environmental factors including consumables, power and health and safety implications. The selection of surface modification techniques would then allow identification of any design modifications required to accommodate them to ensure that the final part meets its requirements. These may include the addition of stock material both globally and locally to allow for uniform or preferential material removal, fixturing and location requirements, and any improvements to accessibility.
It can be observed that there are some combinations of answers to the questions which lead to no known surface modification techniques, marked by a question mark. This is where there are gaps in the capabilities of existing processes. At present, if this is the result from following the decision tree, a part would need to undergo fundamental design changes to make it appropriate for an existing technique.
5 Discussion
At present, making informed selections of candidate techniques following a specific combination of answers is difficult due to the limited data available about existing techniques. Directly comparable experimental analysis of the processes on different geometries and materials would help to populate a database. If the decision tree were developed further with more detailed questions about surface requirements, this would provide a powerful tool to improve the design process. It would help identify requirements which cannot be met by existing processes, allowing any needs for significant re-design to be highlighted without wasting material. One example of this may include non-line-of-sight features. Many companies wish to avoid the use of HF due to its extreme health and safety implications, however, at present it is the most versatile non-line-of-sight process. ECP and PP are possible solutions but may suffer from loss of effectiveness due to limitations of the electric field. Hence, in some cases, the use of HF is unavoidable without significant part re-design. The decision-making process should, however, be future-proofed for any newly developed process to be included without changing of the format. Selective finishing processes are more complex to compare due to the greater range of control and surface modification mechanisms. Selective processes are more likely to be feature-specific rather than part-specific, requiring decisions to be made for individual features. This decision tree therefore requires adaptation as it evolves to accommodate feature-based finishing, using real parts as case studies.
The ability to identify design considerations following process selection would allow design for post-processing to be more integrated with the design for AM process. However this also requires more detailed analysis of the surface modification techniques. At present, HF is one of the most researched processes, and it has been shown that with a specific set of process parameters (such as concentration and treatment time) the material removal can be predicted allowing the design to be adjusted to achieve the desired geometry and surface roughness in a lattice structure [3]. This research is critical in relation to designing from a post-processing perspective, and needs to be mirrored for other processes if the vision is to become a reality.
6 Conclusions and Future Work
AM design methods currently have limited acknowledgement of the design implications of surface modification techniques, even though it is crucial for many critical applications, and will be for the foreseeable future. This paper proposes a vision for the future of design for AM, involving a surface modification decision tree which helps to identify candidate solutions and provides information about design considerations for the chosen processes. However, in order to make this a reality, there are areas of research requiring significant development.
To fill some of these knowledge gaps, there is a requirement for more detailed quantitative analysis of the physical capabilities and the economic and environmental implications of surface modification techniques. Additionally, the development of new surface modification techniques is required to meet geometrical and surface roughness requirements which are currently not possible.
Future work in this area will involve further developing the decision tree, enabling it to identify suitable candidate techniques for parts with specific, feature-based or global requirements. Multiple case studies will be used to create a robust line of questioning which could be used as the framework for a process selection software.
References
Wohlers, T.T.: Wohlers report 2014: 3D printing and additive manufacturing state of the industry annual worldwide progress report., 19th ed. Fort Collins, CO: Wohlers Associates, Inc., (2014)
Yadroitsev, I., Krakhmalev, P., Yadroitsava, I.: Hierarchical design principles of selective laser melting for high quality metallic objects. Addit. Manuf. 7, 45–56 (2015)
Pyka, G., Kerckhofs, G., Papantoniou, I., Speirs, M., Schrooten, J., Wevers, M.: Surface roughness and morphology customization of additive manufactured open porous Ti6Al4 V structures. Mater. (Basel) 6(10), 4737–4757 (2013)
Manogharan, G., Wysk, R., Harrysson, O., Aman, R.: AIMS- a metal additive-hybrid manufacturing system : system architecture and attributes. In: 43rd Proceedings of the North American Manufacturing Research Institution of SME, pp. 1–14 (2015)
Vrancken, B., Thijs, L., Kruth, J.P., Van Humbeeck, J.: Heat treatment of Ti6Al4 V produced by selective laser melting: microstructure and mechanical properties. J. Alloys Compd. 541, 177–185 (2012)
Farayibi, P.K., Abioye, T.E., Murray, J.W., Kinnell, P.K., Clare, A.T.: Surface improvement of laser clad Ti–6Al–4 V using plain waterjet and pulsed electron beam irradiation. J. Mater. Process. Technol. 218, 1–11 (2015)
Kim, T.B., Yue, S., Zhang, Z., Jones, E., Jones, J.R., Lee, P.D.: Additive manufactured porous titanium structures: Through-process quantification of pore and strut networks. J. Mater. Process. Technol. 214(11), 2706–2715 (2014)
Strano, G., Hao, L., Everson, R.M., Evans, K.E.: Surface roughness analysis, modelling and prediction in selective laser melting. J. Mater. Process. Technol. 213(4), 589–597 (2013)
Kranz, J., Herzog, D., Emmelmann, C.: Design guidelines for laser additive manufacturing of lightweight structures in TiAl6V4. J. Laser Appl. 27(S1), S14001 (2015)
Brandt, M., Sun, S.J., Leary, M., Feih, S., Elambasseril, J., Liu, Q.C.: High-Value SLM aerospace components: from design to manufacture. Adv. Mater. Res. 633, 135–147 (2013)
Uhlmann, P.E., Rethmeier, P.M., Graf, B., Kersting, R., Bergmann, A.: Flexible manufacturing with an additive process chain design, production and surface finish. In: Achieving Precision Tolerances in Additive Manufacturing. ASPE Spring Topical Meeting, pp. 5–9 (2015)
Spierings, A.B., Starr, T.L., Wegener, K.: Fatigue performance of additive manufactured metallic parts. Rapid Prototyp. J. 19(2), 88–94 (2013)
Löber, L., Flache, C., Petters, R., Kühn, U., Eckert, J.: Comparison of different post processing technologies for SLM generated 316 l steel parts. Rapid Prototyp. J. 19(3), 173–179 (2013)
Beaucamp, A.T., Namba, Y., Charlton, P., Arthur, A.: Finishing of Electron Beam Melted Titanium (Ti6Al4 V) Using Shape Adaptive Grinding Tools, ASPE Spring Meet. - Addit. Manuf. Berkeley, Calif., (2014)
Cheema, M.S., Venkatesh, G., Dvivedi, A., Sharma, A.K.: Developments in abrasive flow machining: a review on experimental investigations using abrasive flow machining variants and media. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 226(12), 1951–1962 (2012)
Bergmann, C., Schmiedel, A.: Postprocessing of selective laser melting components using abrasive flow machining and cleaning. Int. Addit. Manuf. Symp. (2013)
Lamikiz, A., Sánchez, J.A., López de Lacalle, L.N., Arana, J.L.: Laser polishing of parts built up by selective laser sintering. Int. J. Mach. Tools Manuf. 47, 12–13, pp. 2040–2050 (2007)
Okada, A., Uno, Y., Uemura, K., Raharjo, P.: Surface Modification for Orthopaedic Titanium Alloy by Wide- Area Electron Beam. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 221, 173–178 (2015)
Pyka, G., Burakowski, A., Kerckhofs, G., Moesen, M., Van Bael, S., Schrooten, J., Wevers, M.: Surface modification of Ti6Al4 V open porous structures produced by additive manufacturing. Adv. Eng. Mater. 14(6), 363–370 (2012)
Acknowledgements
The authors are pleased to thank the Engineering and Physical Science Research Council (EPSRC No. EP/L505341/1) and our industrial partner for their support during this research.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this paper
Cite this paper
Gordon, E.R., Shokrani, A., Flynn, J.M., Goguelin, S., Barclay, J., Dhokia, V. (2016). A Surface Modification Decision Tree to Influence Design in Additive Manufacturing. In: Setchi, R., Howlett, R., Liu, Y., Theobald, P. (eds) Sustainable Design and Manufacturing 2016. SDM 2016. Smart Innovation, Systems and Technologies, vol 52. Springer, Cham. https://doi.org/10.1007/978-3-319-32098-4_36
Download citation
DOI: https://doi.org/10.1007/978-3-319-32098-4_36
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-32096-0
Online ISBN: 978-3-319-32098-4
eBook Packages: EngineeringEngineering (R0)