
Abstract
As mass customization is being widely adopted, manufacturing companies are faced with an increasing challenge of establishing and maintaining manufacturing systems with sufficient flexibility to meet customers’ diverse needs and yet be efficient enough to be competitive. Furthermore, shortening product life cycles require manufacturing systems to be able to react quickly to changes in market and products. Reconfigurable manufacturing systems (RMS) are widely acknowledged as a feasible principle to design a production system, which is both flexible and efficient and able to change capabilities and capacities rapidly. Most literature, however, addresses the design of RMS in large companies, whereas limited literature is found related to SMEs. This paper investigates the potential and challenges related to implementing RMS in SMEs, by conducting a case study of a SME in the Danish manufacturing industry. It is concluded that RMS in some cases can be very beneficial for SMEs; however, significant challenges exist, which calls for further research.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
16.1 Introduction
Manufacturing companies today face challenges that have followed globalization, e.g., the fragmentation and change of customer demands, increased need for customized products, fast developing technologies, and focus on environmental sustainability [12–14, 47]. Therefore, in order to remain competitive, they must respond to these challenges and efficiently produce a wide range of products that fits different customer needs and continuously includes new product technologies [19, 25]. Mass customization is a widely adopted strategy for this, where individually configured products are delivered at a cost near mass production [16, 32, 38]. One of the key enablers of mass customization is modular product design, where end variety is achieved through configurations of standardized modules [18, 43, 44]. However, simply introducing modular products is not enough for manufacturing companies to gain competitive advantage, as the products need to be produced and delivered to the market at the right time [26, 36]. This implies that manufacturing companies need to incorporate responsiveness to change and ability to handle high variety at various levels. On an operational level, the assembly system, machines, and stations must be able to switch quickly between the production of different modules, parts, and subassemblies in the product family, in response to differences in product configurations, variety of modules, and unpredictability and variety in demanded quantities. For the entire manufacturing system, this ability is denoted as reconfigurability in terms of capability and capacity [23]. At the same time, manufacturing costs must continuously be reduced, which is a particularly compelling problem for Western manufacturing companies due to high labor cost. Additionally, the manufacturing systems also need to incorporate ability to change on a tactical level and in the longer term, as products change over time and entirely new generations and variants are introduced, due to rapid advancements of technology and demand for new features [9, 10]. Therefore, in order for the manufacturing systems to be economically viable, these must be developed with the ability to adapt to various product generations in order to exploit market potentials [11, 48]. All of these conditions require that traditional approaches to manufacturing system design must be evaluated and new methods and concepts created for the development of manufacturing systems that are able to handle both capability and capacity changes in a cost-efficient way, through modularity, reconfigurability, and closer integration to the product architecture.
16.1.1 Reconfigurable Manufacturing Systems
Over time, manufacturing concepts have evolved in response to changing conditions [25], and research in manufacturing systems has evolved accordingly. Most recently, research has focused on new manufacturing concepts that incorporate the ability to handle broad product assortments and rapid changes, instead of being dedicated and optimized for one specific product model [13, 23, 30, 31, 37]. The FMS has the goal of providing efficiency through automated transfer lines and flexibility through the CNC machinery, in order to efficiently produce high-variety products in low to medium volumes [7]. The reconfigurable manufacturing system concept was later introduced as an extension of the FMS, with the goal of combining the efficiency of the dedicated manufacturing lines and the high flexibility of the FMS [27, 31]. One of the main differences between the FMS and the RMS is that the RMS is able to be continuously reconfigured in order to contain the exact flexibility, functionality, and capacity needed to produce a given product family, which avoids the issue of FMS in regard to excess flexibility, low production rate, and low return on investments [31, 50].
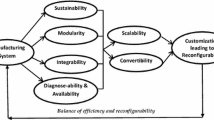
The heart of the reconfigurable manufacturing concept is the RMS characteristics: customization, convertibility, scalability, modularity, integrability, and diagnosability. Customization refers to the machine and system flexibility, which is limited and customized to part or product families. Convertibility and scalability refer to modifying the functionality and capacity of the existing system and machines, which is achieved through modularity and integrability. Finally, diagnosability refers to the ability to read the state of the system, which is particularly important in the ramp-up phase after the reconfiguration. In essence, these characteristics make the RMS adaptable to the changing market conditions and allow for cost-efficient reuse and prolonged lifetime of existing manufacturing, which is the reason why it is widely labeled the manufacturing paradigm of the future [52].
Reconfigurable manufacturing has mainly been described in literature through the RMS concept, but additional concepts such as holonic manufacturing [45], evolvable production [28], modular manufacturing systems [20], and focused flexible manufacturing systems [42] have been introduced as well. Even though present research lacks a thorough comparison of these reconfigurable concepts, some similar characteristics are evident, in particular the application of manufacturing system modularity as a means for reconfigurability. The concept of changeable manufacturing has been introduced as an umbrella term for manufacturing concepts that allow for rapid and cost-efficient change in accordance with the environment [13]. Additionally, the concept of changeable manufacturing extents focuses to covering both physical and logical aspects of changeability, as well as all structuring levels of the factory, e.g., machines, cells, systems, plants, and networks [48]. Thus, reconfigurability, flexibility, and changeability can be dealt with at different structuring levels, where both practical issues and research focus differ [3].
One of the central areas of reconfigurable manufacturing research is on the lowest structuring level and concerns how to develop reconfigurable machines (RMs) that embed the RMS characteristics and are able to be quickly converted between varieties within product families [4]. RMs cover reconfigurable machine tools (RMTs), reconfigurable fixturing systems, reconfigurable assembly systems, reconfigurable inspection machines, and reconfigurable material handling systems. These RMs are essential to the RMS paradigm, as they provide customized flexibility and ability to reconfigure on equipment level through combinations of basic and auxiliary modules [22]. However, even with current research contributions on RMs, their effective implementation is limited, and the RMs are currently not broadly available as they are still in development [4, 8]. Therefore, it is important to consider that reconfigurability not only can be achieved by introducing RMs on the factory floor but also on system level due to the modularity of the RMS. By rearranging, adding, and removing the modules of the system, new configurations can be developed, which changes the functionality and capacity of the entire system [24]. A critical issue is how to determine the optimal configurations of the system given a part or product family and its volume [1, 49, 50]. This optimal configuration selection problem is a significantly complex problem that involves multiple aspects of the configuration, e.g., arrangement of machines, equipment selection, and assigning of machines, in order to accurately model the feasibility and cost of the system. Moreover, the practicality and feasibility of RMS configurations depend largely on the design phase of the RMS, where critical decisions are made regarding the degree of reconfigurability and scalability of the system [17, 37].
Collectively, the design and planning of the RMS present a major academic and practical challenge that requires consideration of multiple variables and high integration with information on products and product design. Moreover, in terms of designing reconfigurable systems, a major issue is to determine the degree of reconfigurability and flexibility to build into the system, in order to effectively trade off the objectives of flexibility and productivity. In regard to this, research lacks a systematic procedure for determining the needs for reconfigurability and explicitly stated decision parameters that should be addressed in the design process [5, 41]. Moreover, there appears to be a lack of research on the transition of companies from having non-configurable manufacturing systems to developing reconfigurable systems [5], including lack of research on which manufacturing tasks are suited for reconfigurability [41].
Another critical issue in the reconfiguration is the ramp-up time, which defines the time from a given reconfiguration to the point where production reaches its planned output in volume, variety, and quality [27]. First of all, this ramp-up should be as quick as possible, in order to reduce time to market. However, the ramp-up process is connected to considerable investments that are subject to risk and uncertainty, where critical trade-offs must be made. Reconfigurable manufacturing is in research stated as being a means for managing the ramp-up process, but an explicit operationalization of these parameters and a quantification of ramp-up trade-offs are not currently present [29]. Moreover, management of the ramp-up process and continuous reduction of time and cost are essential in order to reap the benefits of reconfigurable manufacturing [26]. However, research on ramp-up is currently primarily focused on classifying generic challenges and their impact [2, 40] and has not been considered explicitly from a RMS perspective. In fact, the lack of systematic approaches to ramp management in a RMS context is one of the main barriers toward its effective implementation [8].
16.1.2 RMS and SMEs
It has long been acknowledged that SMEs are fundamentally different from large enterprises in terms of strategy, operations, etc. [46]. This implies that tools and methods, which are found useful in the context of large enterprises, may not necessarily be as useful in SMEs. Even if they are useful, it is likely that they must be adapted and implemented in a different way than in large enterprises.
A literature search in Thomson Reuters Web of Science revealed six different papers addressing the combination of SMEs and reconfigurable manufacturing. One paper by Rakesh et al. presented a framework for a SME subcontractor to identify part families and process families and subsequently perform production planning for the involved parts [35]. Strasser et al. took a more detailed approach and suggested a design approach for machine tools to enable reconfiguration on machine level, thus supporting the development of RMS in SMEs [39]. Two contributions concerned the development of manufacturing execution systems (MESs) for reconfigurable manufacturing systems in SMEs [6, 15]. Jules et al. described an ontology for holonic manufacturing SME networks, which in concept is quite similar to RMS [21]. Finally, Rahimifard et al. investigated how various IT tools can aid SME metal manufacturers to approach the holonic manufacturing paradigm [33].
After reviewing the sparse literature addressing RMS in SMEs, it can thus be concluded that no contributions focus directly on which benefits can be achieved by SMEs, when applying RMS, as compared to large enterprises. This leads to the research question of this paper: How can SMEs benefit from RMS compared to large enterprises and what are the major challenges to overcome?
To address this research question, a case study is performed, where the case is an SME from Danish industry. The observations from the case company are compared to what is described in literature regarding RMS.
16.2 Case Study
The case studied in this paper is a Danish manufacturer of large industrial equipment that employs around 150 people. Products are manufactured using assemble-to-order strategy and consist primarily of large metal components which are cut, welded, and machined. Other components, such as electronics, are produced by sub-suppliers. The production is somewhat influenced by seasonal variations; however, due to the large degree of customization of the products, it is not possible to manufacture to stock in order to level the production.
The case company has long had an ambition to have a one-piece flow, in order to reduce stock and to reduce the lead time of manufacturing components, since manufacturing in large batches results in large stock. The annual production volume in pieces is relatively low (a few hundred, depending on product family), and a large number of components are used for each product. Hence, large batch sizes yield undesirably large stock. However, reducing batch sizes to a one-piece flow has proven impractical, due to the currently long changeover times. Many changeovers are influenced by the fact that welding large steel components requires large and heavy fixtures. Thus, changing from producing one component to another requires a change in the fixtures, as there is typically one fixture per component. In this particular case, this involves removing the previous fixture with a forklift, driving it to a warehouse, locating the new fixture, driving it to the welding station, and setting it up before the actual production can begin. These operations can take a significant amount of time compared to the actual welding time. This may seem as a classic example of balancing productivity and stock sizes, which can be addressed by lean methods, including single-minute exchange of die (SMED). However, traditional methods such as SMED cannot address the fact that the heavy fixtures are difficult and time consuming to handle, and thus a challenge remains in relation to this in the case company.
Due to the challenges outlined above, the case company has begun looking into applying the principles of RMS. The company expects that by applying RMS principles, it will be possible to introduce dedicated flexibility in welding cells, implying that a changeover from producing one component to another can be handled by reconfiguring a fixture rather than replacing it with a new fixture. The benefits of this are both in terms of more efficient handling of variants in production and improved ability to introduce new products.
Nevertheless, there are significant differences between realizing RMS in SMEs compared to large enterprises. One feature often described in literature for RMS is the use of parallel similar manufacturing lines, which produce components belonging to the same part family. These lines can be reconfigured from producing one variant to another variant within a certain period when market demand changes. However, the precondition for doing this is that the company produces a sufficient volume to sustain production of one single component on a manufacturing line over a longer period. This is not the situation in the case company, since the production volume is quite far from being sufficient for continuous production on even one line. This is expected by the authors to be the case in many other SMEs, producing low volume and high variety.
The RMS literature also describes principles for designing reconfigurable machines. This is highly relevant in the case company, especially reconfigurable fixtures. By reconfiguring fixtures rather than replacing fixtures every time a new component is to be produced, changeover time could be significantly reduced, as well as the time and resource usage for introducing new products or parts. As an additional advantage, this could potentially reduce the investment in fixtures, by distributing the fixture cost over multiple components. Furthermore, introduction of new products can be handled more efficiently and faster if the reconfigurable fixtures can be utilized in future part generations. It must be noted, however, that the frequency of reconfigurations must be expected to be much higher in SMEs with low volume compared to larger enterprises with higher volume. This implies that when designing the reconfigurable fixtures, increased focus must be on minimizing the reconfiguration time, as this would be a daily event in the case company, whereas large enterprises with higher volume may experience months or even years between reconfigurations, in which case a reconfiguration duration of several hours or even days may be acceptable. Although fixtures represent the most promising part of the production system to enable reconfigurability, this can highly likely be generalized to any other type of reconfigurable machine, e.g., machine tools, material handling, and inspection that are of similar relevance in other low-volume SMEs.
Since the case company has a limited production volume and high variety, the variety which is necessary to handle in one part of the reconfigurable manufacturing system is likely to be higher compared to a higher-volume large enterprise. This implies that reconfigurable machines, reconfigurable fixtures, etc. designed for SMEs are required to be reconfigurable across a much larger part variety, which must be taken into consideration.
Finally, there are large organizational differences between SMEs and large enterprises, which influence the feasibility of implementing RMS. Large manufacturing enterprises typically have production engineering departments addressing production system design, machine design, and tool design, whereas SMEs obviously have more limited capacity in production engineering and may rely on a handful of people when developing the production system or parts of it. Furthermore, SMEs may also rely on external consultants or machine developers to introduce new equipment in the manufacturing system. This may represent a challenge in terms of implementing reconfigurability in the production systems in the SME.
Changing a company’s production system into a reconfigurable manufacturing system is in some way quite similar to introducing a product platform in product development—a large investment is made up-front to reap large benefits on longer term. Similarly, developing an RMS will imply a larger short-term investment, but will ideally give large benefits on the longer term. However, this investment may seem to represent a too high a risk for a SME compared to large enterprises, which also may occupy too big a part of the smaller capacity in the production engineering department of the SME, which would also be a barrier toward implementing RMS.
16.3 Conclusions
By offering dedicated flexibility in manufacturing systems, RMS represents an attractive trade-off between efficiency and flexibility, which is required when product variety and the rate of product introductions increase. Much literature has been published concerning different aspects of RMS; however, the majority of contributions report results from large manufacturing enterprises, which are expected to differ very much from SMEs, in terms of benefits and challenges of implementing RMS. Therefore, this issue was investigated by conducting a case study in a Danish SME that currently considered implementing reconfigurability, due to facing problems with high and resource-intensive changeover times. One of the key findings in the case company is that there might be a significant potential in implementing reconfigurable fixtures, as variety and new product introductions thus could be handled much more efficiently. This implies that SMEs with low volume and high variety in general may benefit from implementing reconfigurability on workstation level, rather than on production line level, because implementing on production line level requires sufficient volumes to sustain production of one variant over a longer period. In addition, reconfigurations are likely to occur much more frequently in the low-volume SME, which requires extensive focus on reducing the time for reconfigurations and production start-up. In addition, implementing RMS in the SME is likely to represent a higher risk than in the large enterprise, due to more limited resources in production engineering and the large investments required for the implementation. These findings suggest that the challenges that RMS addresses in SME and large enterprises are significantly different, partly due to the relation between volume and variety and partly due to the organizational capabilities and development capacity.
References
Abdi, M.R., Labib, A.W.: A design strategy for reconfigurable manufacturing systems (RMSs) using analytical hierarchical process (AHP): a case study. Int. J. Prod. Res. 41, 2273–2299 (2003)
Almgren, H.: Pilot production and manufacturing start-up: the case of Volvo S80. Int. J. Prod. Res. 38, 4577–4588 (2000)
Andersen, A., Brunoe, T.D., Nielsen, K.: Reconfigurable manufacturing on multiple levels: literature review & research directions. Proceedings of APMS 2015 (2015)
Bi, Z., Lang, S.Y., Verner, M., et al.: Development of reconfigurable machines. Int. J. Adv. Manuf. Technol. 39, 1227–1251 (2008)
Bi, Z., Lang, S., Shen, W., et al.: Reconfigurable manufacturing systems: the state of the art. Int. J. Prod. Res. 46, 967–992 (2008)
Bo, L., Zhenghang, C., Ying, C.: Research on reconfigurable manufacturing execution system (2004), 157–161
Browne, J., Dubois, D., Rathmill, K., et al.: Classification of flexible manufacturing systems. FMS Mag. 2, 114–117 (1984)
Chaube, A., Benyoucef, L., Tiwari, M.K.: An adapted NSGA-2 algorithm based dynamic process plan generation for a reconfigurable manufacturing system. J. Intell. Manuf. 23, 1141–1155 (2012)
ElMaraghy, H.A.: Changing and evolving products and systems—models and enablers. In: ElMaraghy, H.A. (ed.) Changeable and reconfigurable manufacturing systems, pp. 25–45. Springer, London (2009)
ElMaraghy, H.A.: Reconfigurable process plans for responsive manufacturing systems. In: Cunha, P.F., Maropoulos, P.G. (eds.), Digital enterprise technology—perspectives and future challenges, pp. 35–44. Springer (2007)
ElMaraghy, H.A.: Flexible and reconfigurable manufacturing systems paradigms. Int. J. Flex. Manuf. Syst. 17, 261–276 (2005)
ElMaraghy, H., Schuh, G., ElMaraghy, W., et al.: Product variety management. CIRP Ann. Manuf. Technol. 62, 629–652 (2013)
ElMaraghy, H.A., Wiendahl, H.P.: Changeability—an introduction. In: ElMaraghy, H.A. (ed.) Changeable and reconfigurable manufacturing systems, pp. 3–24. Springer, London (2009)
ElMaraghy, H., ElMaraghy, W.: Variety, complexity and value Creation. In: Zaeh, M. (ed.), pp. 1–7. Springer International Publishing (2014)
Gaxiola, L., Ramírez, M.d.J., Jimenez, G. et al.: Proposal of holonic manufacturing execution systems based on web service technologies for Mexican SMEs. In: Anonymous holonic and multi-agent systems for manufacturing, pp. 156–166. Springer, Heidelberg (2003)
Gilmore, J.H., Pine, B.J.: Markets of one: creating customer-unique value through mass customization. Harvard Business School, Boston (2000)
Gumasta, K., Kumar Gupta, S., Benyoucef, L., et al.: Developing a reconfigurability index using multi-attribute utility theory. Int. J. Prod. Res. 49, 1669–1683 (2011)
Harlou, U.: Developing product families based on architectures: Contribution to a theory of product families. ORBIT (2006)
Hu, S.J., Ko, J., Weyand, L., et al.: Assembly system design and operations for product variety. CIRP Ann. Manuf. Technol. 60, 715–733 (2011)
Joergensen, S.N., Hvilshøj, M., Madsen, O.: Designing modular manufacturing systems using mass customisation theories and methods. Int. J. Mass Cust. 4, 171–194 (2012)
Jules, G.D., Saadat, M., Li, N.: On designing a unified ontology for holonic manufacturing networks. In: Anonymous integration of practice-oriented knowledge technology: trends and prospectives, pp. 207–220. Springer (2013)
Katz, R.: Design principles of reconfigurable machines. Int. J. Adv. Manuf. Technol. 34, 430–439 (2007)
Koren, Y.: General RMS characteristics. Comparison with dedicated and flexible systems. In: ElMaraghy, H.A. (ed.) Reconfigurable manufacturing systems and transformable factories. pp. 27–45, Springer (2006)
Koren, Y.: The rapid responsiveness of RMS. Int. J. Prod. Res. 51, 6817–6827 (2013)
Koren, Y.: The global manufacturing revolution: product-process-business integration and reconfigurable systems. Wiley, Hoboken (2010)
Koren, Y., Shpitalni, M.: Design of reconfigurable manufacturing systems. J. Manuf. Syst. 29, 130–141 (2010)
Koren, Y., Heisel, U., Jovane, F., et al.: Reconfigurable manufacturing systems. CIRP Ann. Manuf. Technol. 48, 527–540 (1999)
Maffei, A., Onori, M., Neves, P. et al.: Evolvable production systems: mechatronic production equipment with evolutionary control. In: Camarinha-Matos, L.M., Pereira, P., Ribeiro, L. (eds.) Emerging trends in technological innovation, pp. 133–142. Springer (2010)
Mehrabi, M.G., Ulsoy, A.G., Koren, Y.: Reconfigurable manufacturing systems and their enabling technologies. Int. J. Manuf. Technol. Manage. 1, 114–131 (2000)
Mehrabi, M.G., Ulsoy, A.G., Koren, Y., et al.: Trends and perspectives in flexible and reconfigurable manufacturing systems. J. Intell. Manuf. 13, 135–146 (2002)
Mehrabi, M.G., Ulsoy, A.G., Koren, Y.: Reconfigurable manufacturing systems: key to future manufacturing. J. Intell. Manuf. 11, 403–419 (2000)
Pine, I., Joseph, B., Victor, B.: Making mass customization work. Harv. Bus. Rev. 71, 108–117 (1993)
Rahimifard, S., Bagshaw, R., Newman, S., et al.: IT tools to improve the performance of metalworking SMEs. Int. J. Prod. Res. 40, 3589–3604 (2002)
Rakesh, K., Jain, P.K., Mehta, N.K.: A dynamic RMS framework for a highly dynamic environment of a subcontracting manufacturing enterprise. In: Anonymous mechatronics and intelligent manufacturing, vol. 1, pp. 145. Nova Science Publishers, Inc. (2012)
Rösiö, C.: Supporting the design of reconfigurable production systems. (2012)
Rösiö, C., Säfsten, K.: Reconfigurable production system design—theoretical and practical challenges. J. Manuf. Technol. Manage. 24, 998–1018 (2013)
Salvador, F., De Holan, P.M., Piller, F.: Cracking the code of mass customization. MIT Sloan Manage. Rev. 50, 71–78 (2009)
Strasser, T., Fessl, K., Hämmerle, A., et al.: Rapid reconfiguration of machine-tools for holonic. Manuf. Syst. 6 (2005)
Surbier, L., Alpan, G., Blanco, E.: A comparative study on production ramp-up: state-of-the-art and new challenges. Prod. Plan. Control 25, 1264–1286 (2014)
Terkaj, W., Tolio, T., Valente, A.: Focused flexibility in production systems. In: ElMaraghy, H.A. (ed.) Changeable and reconfigurable manufacturing systems, pp. 47–66. Springer (2009)
Terkaj, W., Tolio, T., Valente, A.: A review on manufacturing flexibility. In: Tolio, T. (ed.) Design of flexible production systems, pp. 41–61. Springer (2009)
Ulrich, K.: The role of product architecture in the manufacturing firm. Res. Policy 24, 419–440 (1995)
Ulrich, K.T., Tung, K., Sloan school of management: fundamentals of product modularity. Sloan school of management, Massachusetts Institute of Technology (1991)
Van Brussel, H., Bongaerts, L., Wyns, J., et al.: A conceptual framework for holonic manufacturing: identification of manufacturing holons. J. Manuf. Syst. 18, 35–52 (1999)
Welsh, J.A., White, J.F.: A small business is not a little big business. Harv. Bus. Rev. 59, 18 (1981)
Westkämper, E.: New trends in production. In: Dashcenko, A.I. (ed.) Reconfigurable manufacturing systems and transformable factories, pp. 15–26. Springer (2006)
Wiendahl, H., ElMaraghy, H.A., Nyhuis, P., et al.: Changeable manufacturing-classification, design and operation. CIRP Ann. Manuf. Technol. 56, 783–809 (2007)
Xiaobo, Z., Jiancai, W., Zhenbi, L.: A stochastic model of a reconfigurable manufacturing system part 1: a framework. Int. J. Prod. Res. 38, 2273–2285 (2000)
Youssef, A.M., ElMaraghy, H.A.: Optimal configuration selection for reconfigurable manufacturing systems. Int. J. Flex. Manuf. Syst. 19, 67–106 (2007)
Zhang, G., Liu, R., Gong, L. et al.: An analytical comparison on cost and performance among DMS, AMS, FMS and RMS. In: Dashcenko, A.I. (ed.) Reconfigurable manufacturing systems and transformable factories, pp. 659–673. Springer (2006)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution-NonCommercial 2.5 International License (http://creativecommons.org/licenses/by-nc/2.5/), which permits any noncommercial use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2017 Springer International Publishing Switzerland
About this paper
Cite this paper
Brunoe, T.D., Andersen, AL., Nielsen, K. (2017). Reconfigurable Manufacturing Systems in Small and Medium Enterprises. In: Bellemare, J., Carrier, S., Nielsen, K., Piller, F.T. (eds) Managing Complexity. Springer Proceedings in Business and Economics. Springer, Cham. https://doi.org/10.1007/978-3-319-29058-4_16
Download citation
DOI: https://doi.org/10.1007/978-3-319-29058-4_16
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-29056-0
Online ISBN: 978-3-319-29058-4
eBook Packages: Business and ManagementBusiness and Management (R0)