
Abstract
Both the incineration residues of the municipal solid waste (MSW) and the residues of air pollution control facilities are frequently classified as hazardous wastes if they do not pass the toxicity characteristic leaching procedure (TCLP) testing. As the hazardous wastes, they may be either properly disposed of with a cost or recycled for reuse with a value.
If the above-described residues or fly ashes are mainly composed of calcium and silicon compounds, they have the potential for recycling. To utilize the waste residues and reduce their negative environmental impact, three types of pretreatment prior to recycling may be needed: (a) separation processes, (b) solidification or stabilization processes, and (c) thermal processes. The major problem preventing fly ashes from being recycled for reuse is their high content of soluble salts, such as chloride. Water extraction process is a feasible pretreatment of fly ashes for extracting many problematic soluble salts from the ash matrix, which opens the windows for possible resources recovery. This chapter provides an overview of existing intermediate treatment and recycling for fly ash from MSW incinerator. These pretreatment and recycling technologies include melting, chemical stabilization, chemical extraction, cement solidification, sintering or calcining, and recycling. Environmental significance of chlorides in fly ash is emphasized. Special topics covered in this chapter are (a) chloride reduction characteristics by washing, (b) chloride speciation in fly ash, and (c) chloride behavior in washing experiments. The authors also introduce further investigations and recent advances by other researchers.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
- Municipal solid waste
- Incinerator
- Fly ash
- Recycling
- Melting
- Chemical stabilization
- Chemical extraction
- Cement solidification
- Sintering
- Calcining
- Chloride reduction
- Washing
- Speciation
- Chloride behavior
- Recent advances
1 Overview of Existing Intermediate Treatment and Recycling for Fly Ash from Municipal Solid Waste Incinerator
Incineration or combustion is one of the main methods to treat municipal solid waste besides landfill and compost. It has many advantages. First, it can effectively reduce the volume of the waste and the volume reduction rate can reach even more than 90 %. Second, it occupies much less area than landfill and compost, which is very significant to the narrow place. Third, it can recover heat produced during incineration to generate electricity or to get hot water. Those are the reasons why the ratio of combustion treatment is rising while landfill is going down [1].
However, incineration generates fly ash or air pollution control residue, which contains considerable content of heavy metal and dioxins [2, 3]. The heavy metals are zinc, copper, iron, lead, chromium, and so on, which will be leached out in toxicity characteristic leaching procedure (TCLP) [4], and the concentration will exceed the limitation for normal waste. As a result, it is identified as hazardous waste.
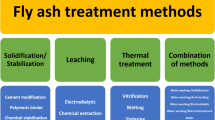
To treat fly ash from municipal solid waste incinerator, there are several methods: melting, chemical stabilization, chemical extraction, cement solidification, sintering or calcining, and recycling.
1.1 Melting
Melting has been developed since the 1990s [5]. It is considered to be a prospective technology for stabilizing MSWI fly ash and bottom ash [5], because the melting process is to heat the fly ash or bottom ash to fusion temperature, normally above 1200 °C, and the residues including fly ash and bottom ash will be transformed to more stable glassy molten slag [5–7]. During the melting process, the organic pollutants decompose and the volume of fly ash and bottom ash can be reduced by 70 %. Moreover, the molten slag can be used in the glass and ceramic industry by some simple pretreatment since the heavy metal has been stabilized in the glassy slag [5–9]. However, the problem of melting fly ash and salts has to be considered and solved.
There are many types of ash melting furnace developed, such as plasma melting furnace, a reflecting surface-melt furnace, a DC electric joule-heating system, etc [10–13]. Figure 7.1 shows the principal of plasma torch and the plasma ash melting system. There are two methods of using plasma torch by a counter-electrode, namely, the transfer and the nontransfer methods [10]. Electricity is used as the heat source for melting. In the actual plant, the electricity generated by the waste incineration is used.

Schematic of a double liner and leachate collection system for a hazardous landfill (Source: [10]). (a) Principal of plasma torch (b) Plasma ash melting system flow chart
1.2 Chemical Stabilization
Chemical stabilization is to use chemical reagent such as chelate reagent or other chemical compounds to react with the heavy metal in fly ash to form stable compounds such as chelate complex or precipitation [6, 14–18]. The chemical reagents include ethylendiaminetetraacetate (EDTA), diethylenetriaminepentaacetate (DTPA), organic sulfide, thiourea, phosphate, ferrite, sulfide, and so on [14–18]. One of the advantages of chelating agents is that they generally work under moderate pH conditions [18]. EDTA can leach the heavy metals from the ash. NaOH can be used for the leaching of zinc, but the resultant leaching residues should be treated further [16]. Some even added CO2 to carbonate fly ash to stabilize lead and zinc [19]. As to the phosphate phases, likely to precipitate are extremely numerous, particularly Ca phosphates and heavy metal phosphates [20]. The mechanism of those diverse compounds to stabilize fly ash is associated with the successive precipitation of increasing stable phosphates [21, 22] and microenvironment effects. In media rich in calcium, generally present in the form of calcium carbonates, most of the leachable metals are trapped during the precipitation of calcium phosphates containing traces of metals [20]. Some researchers tend to use polymers to stabilize fly ash; especially thermoplastic polymers which encapsulate the residues in a matrix that coats and disperses them have already been used [17]. Unsaturated polyester (UP) resins are some of the most common thermoset polymers as well as commercial resins [17].
Normally the chemical reagents are liquid and expensive, so as to the fly ash with pH over 12, it had better be neutralized or be adjusted to pH around 10–11 and then use chelate to stabilize. The addition of liquid reagent is around 1–5 % regularly; however, Cu, Ni, Fe, Zn, and other heavy metals will also join in the reaction, so the addition of reagent has to be adjusted.
1.3 Chemical Extraction
Chemical extraction is to use chemical reagent to react with the target element and with the separated deposit or solution to recycle the target elements or stabilize them [6]. To extract the heavy metal in fly ash is very similar to chemical stabilization [23–27]. The difference is that some will use acid, alkaline, or water to extract the heavy metal to get the solution and then use chemical compounds to form deposits [23–26]. However, after the metals were extracted out as solution, hydrometallurgy method is needed such as electrodialytic method. Here we emphasize more on the purpose of recycling [20, 27]. The target metals are normally Cu, Ni, Co, and Zn. There is a typical treatment method for this named “Acid Extraction-Sulfide Stabilization Process (AES Process),” in which water is added to fly ash to convert it to slurry, easily soluble heavy metals are extracted by acidic agent, and sodium sulfide is added to slurry to stabilize the remaining heavy metals, and thus heavy metal leaching from dewatered cake is prevented [28].
Though this method is a little complex and not easy to be carried out into reality, researchers tend to utilize more the sequential extraction of metals in fly ash to study the characteristics of the leaching behavior [29–33]. The sequential chemical extraction (SCE) was first proposed by Tessier [34]. Now it has been widely used to investigate the physicochemical forms of heavy metals in fly ash. To study the characteristics of fly ashes, the sequential chemical extraction sometimes is combined with other methods such as X-ray diffraction (XRD) analysis and X-ray fluorescence (XRF) analysis [30]. The investigated characteristics of fly ash include the chemical and mineralogical characteristics, releasing characteristics of some special elements such as Cr, Cu, Mn, Pb, and Zn [32]. And sometimes the steps of SCE will be simplified according to practical purposes [32].
1.4 Cement Solidification
Cement solidification is a method to treat fly ash by using cement as a combining reagent to stabilize the heavy metal through the hydration process of cement in normal temperature [6, 35–42]. It is a cheap disposal method.
Unconfined compressive strength (UCS) is an important factor to evaluate solidification [35]. When ordinary Portland cement (OPC ) is blended with fly ash, with the increases of the fly ash to OPC ratio, the water demand of the mixed cement increased and the strength decreased [35]. Lower strength resulted from the lower Portland cement and much higher waste contents. Generally, a waste/binder ratio of 0.4:0.5 is used with a water/solid ratio of 0.4:0.6. The increase in the binder (cement) content increases the bulk densities because the binders filled the void space of solidified specimen. UCS decreased with increasing crystalline phases [36]. So the initial setting time and hydration process is important in mixing. The standard initial and final setting time reported for OPC should not be less than 45 min and no more than 10 h, respectively [37]. The rate of hydration was reported to be insensitive to temperature over a range of 0–40 °C. It is reported that the lower curing temperatures of a lead-bearing waste/cement matrix decrease the solubility of lead salts formed in the cement, resulting in an increase in gelatinous coatings on grains [38]. Carbonation is another factor to influence the UCS of the final product. Carbonated stabilization/ solidification (S/S) product develops higher strength in comparison to non-carbonated products [39–41]. Carbonation involves reaction with phases like AFt/AFm (hydrated calcium aluminates based on the hydrocalumite-like structure of 4CaO•Al2O3•13-19H2O), calcium silicate hydrate (CSH) gel, and calcium hydrate (CH). CSH gels are recognized to play an important role in the fixation of toxic species. The fixation will be significantly altered by carbonation [36].
The cement-solidified fly ash will mainly be sent at present to landfill and cannot be used as the blended cement because of the high concentration of chloride, sulfate, and alkali content [42]. As a result, there are still potential environmental risks due to the complex reactions that happened in landfill site [43]. And in fact, fly ash solidified with Portland cement presents some disadvantages, namely, protection against humidity is required to prevent breaking down and leaching of heavy metals [44–47]. Moreover, the volume of the final product is enlarged because of adding cement and water to form a rigid and porous solid [35–43], leading to an increase in the cost of disposal [16]. If we want to recycle fly ash as good ingredient or additives in cement, fly ash should be pretreated [48–58]. Also the fly ash washing pretreatment improved the stabilizing behavior of fly ash-cement mixtures, because the interaction of fly ash with water leads to a rapid formation of hydrate compounds such as syngenite, gypsum (CaSO4•2H2O), ettringite (3CaO•Al2O3•3CaSO4•32H2O), calcium hydroxyzincate (CaZn2(OH)6•2H2O), and laurionite (Pb(OH)Cl) [49, 50]. One drawback of washing process is that adding the washing water to the mixture increases the final water/solid (w/s) ratio so that it decreases the UCS of the final product. Also cement solidification is not suited for Pb-rich fly ashes, since Pb tends to leach out from the solid phase at high pH, which is caused by cement itself [18].
1.5 Sintering or Calcining
Sintering process or calcining process is similar as melting process, but the operation temperature of both processes is lower than the temperature in melting process [6].
Compared with melting, sintering needs less energy as the heating temperature is lower, while sintering is also effective to stabilize and detoxify fly ash especially to deal with the problem of dioxins [59–61]. Because the operation temperature of both processes is not as high as that in melting process, the volume reduction ratio of the final product is less than that of melting process. Another drawback is that the performance of the sintering process is strongly related to the chemical composition of raw fly ash, and in many cases, this process proves to be ineffective for the conversion of raw fly ash into ceramic materials with good mechanical characteristics [48]. Also, pretreatment had better be adopted [62].
Some researchers studied sintering as the pretreatment of fly ash to reuse it as a concrete aggregate [63]. However, there also needs a washing pretreatment before sintering, because the sintering of MSW fly ashes proved to be ineffective for manufacturing sintered products for reuse as a construction material, and it needs to avoid the adverse chemical characteristics due to sulfate, chloride, and vitrified oxide contents contained in fly ashes [63]. On the other hand, the possibility of using sintered products as concrete aggregates is largely depending on the operating conditions adopted for sintering such as the compaction degree of powders, the sintering temperature and time, as well as the chemical composition of fly ash. Those factors can affect the type and amount of porosity and, consequently, the specific gravity, mechanical strength, and heavy metals’ leachability of sintered products, as well as their chemical stability in aqueous solutions [63].
1.6 Recycling
With the concept of 3R (reduce, reuse, recycle) or sustainable development, recycling has been a very popular idea to guide the treatment of waste including the fly ash from municipal solid waste.
One of the most famous technology flows is “3R” technology (3R being the German acronym for Rauchgas-Reinigung mit Ruckstandsbehandlung, which means flue gas purification including residue treatment). This process had been developed in the 1980s by Vehlow [64]. The technology flow is shown in Fig. 7.2. The final product, bottom ash + 3R products will be sent to landfill. The purpose of 3R process is to recover the valuable metals by acid extraction and to stabilize fly ash by returning the residue into the zone of high temperature in the combustion chamber. The 3R technology is suitable for the incinerators equipped with wet scrubber, because the acid which is needed for acid extraction can be obtained from wet scrubber. And the binder such as bentonite is necessary to be added to the treated fly ash, which is sent back to the incinerator, to prevent direct release of additional fly ash, which added the cost of 3R process.

Flow schematic of 3R process [64]
Since the 1990s til now, some researchers began to study the washing process [48–58], which is carried out as the pretreatment to reuse fly ash as the raw material or one of the ingredients in cement [55–58]. Some researchers also suggest adding a heat treatment after the washing process, normally sintering or calcining [48, 63, 65]. Many aspects have been of concern such as the leaching behavior of heavy metals, intensity of the final product, and so on [48–58, 63, 65]. Also, NaHCO3 was applied to act as a neutralization reagent and some company has successfully used a recycling system for NaHCO3 such as the Solvay Company. It has a patent named NEUTREC®, which is a recycling system for NaHCO3 [66].
There is a new recycling system trying to integrate the above concepts named as WCCB. “W” means washing, the first “C” means calcining, and the “CB” means changing the treated fly ash and bottom ash into raw material in cement industry. In this system two alkaline reagents, both Ca(OH)2 and NaHCO3 are suitable. The schematic flow is shown in Fig. 7.3. Fly ash from economizer, gas quenching tower, and bag filter was firstly washed by water, then dried, and sent back to incinerator for calcining treatment, which can save the energy and cost to dry the washed residue because of a separate new instrument. The treated fly ash together with bottom ash will be used as the raw material in cement industry. In the cement industry, it has been meant to recycle the heavy metal in the treated fly ash and bottom ash by the original heavy metal recycling system combined with rotary kiln or other equipments. Another important aspect is that in the rotary kiln, the temperature is around 1200–1500 °C [68–70], the residence time is long (the gas retention time is approximately 5s), and the turbulence is strong, which can ensure the complete destruction of even the most stable organic compounds such as PCB and dioxins [68–70]. Moreover, heavy metal can be stabilized in the crystal structure of cement product at high temperature.

Schematic flow of proposed WCCB system [67]
2 Chlorides in Fly Ash
Many chlorides have been detected in fly ash such as NaCl, KCl, CaCl2, CaClOH, CaCl2•Ca(OH)2, and so on [20, 25, 41, 51–54, 71–74]. Some researchers reported that insoluble chloride in fly ash is Friedel’s salt [75]. Besides the chlorides produced in the neutralization process with different alkaline reagents, the incineration itself also forms chlorides and actually some chlorides were detected in raw fly ash from the boiler [74].
There are many chloride sources in municipal solid waste [76–80]. Food, especially the cooked food, is an important source for chlorides such as NaCl and KCl. Plastics is another considerable source for chlorine [76–80]. And the concentration of chlorides is considerable, which are varied from about 6 % to 40 % depending on the alkaline reagent used and the practical condition.
2.1 The Importance of Studying Chlorides in Fly Ash
Chlorides are normal compounds in fly ash with considerable concentration. They will act a negative role in the treatment or recycling process of fly ash. As to melting, at the operation temperature, most of chlorides will surely evaporate and be cooled down on the inner side of the pipes, then finally erode the pipes or block them. As to cement solidification, they will be washed out by rain and then go into the leachate, which will make the leachate more difficult to treat. As to chemical treatment, it is like cement solidification. As to recycling the fly ash for construction material, for example, as the raw material for cement industry, salt is a very critical factor because chlorides in the cement product will erode the embedded steel and high concentration of chlorides in the raw material will finally make the rotary kiln stop working by blocking the pipes at low temperature zone [81–89].
2.2 Chloride Reduction Characteristics by Washing
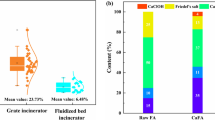
The three types of fly ashes are fly ash collected in a bag filter with the injection of Ca(OH)2 for acid gas removal (CaFA), the fly ash collected in a bag filter with the injection of NaHCO3 for acid gas removal (NaFA), and raw fly ash collected from the boiler incinerator (RFA). The incinerator is a continuously operated stoker in Japan. The composition of the three types of fly ash was examined by X-ray fluorescence (XRF-1700, Shimadzu Corporation) and inductively coupled plasma-atomic emission spectrometry (ICP-AES, IRIS Intrepid, Optronics Co., Ltd.). The results are shown in Table 7.1.
Ion exchanged water (IEW) was used as the washing solution. The fly ash was mixed with IEW by a vortex mixer (Iuchi Seieido Co., Ltd.) under different liquid (ml) to solid (g) (L/S) ratio and separated by centrifuge (Himac CT4, Hitachi) for 15 min at 3000 rpm after washing. The washed residue was dried in an oven at 105 °C for 24 h. With the literature review and preliminary experiments, it can be identified that washing frequency, L/S ratio, and mixing time are important parameters to influence the results, while washing frequency and L/S ratio act more effective than mixing time [26, 52–54, 56, 67, 90–92].
Tables 7.2, 7.3, and 7.4 shows the washing experiment condition and Figs. 7.4 and 7.5 shows the corresponding results.

Results of single-washing experiments [67]. (a) Weight of residue, (b) chlorine content in the residue

Double- and thrice-washing experimental results [67]. (a) Residue weight of CaFA, (b) chlorine content in the residue of CaFA, (c) residue weight of NaFA, (d) chlorine content in the residue of NaFA, (e) residue weight of RFA, (f) chlorine content in the residue of RFA
2.3 Chloride Speciation in Fly Ash
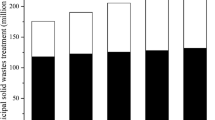
The experimental materials are the same as those in Sect. 2.2. X-ray diffraction is normally used to detect the existence of crystal chlorides in fly ash. And washing experiments are used to identify the percentage of soluble chlorides in fly ash. Many chlorides have been detected in fly ash such as NaCl, KCl, CaCl2, CaClOH, CaCl2•Ca(OH)2, and so on [20, 25, 41, 51–54, 71–74]. Some researchers reported that insoluble chloride in fly ash is Friedel’s salt [75]. Besides those researches, some researchers have tried to use X-ray absorption near edge structure (XANES) combined with X-ray diffraction (XRD) to do quantitative analysis of chlorides in fly ash [74]. The final results are shown in Fig. 7.6.

Chloride speciation in fly ashes [74]
2.4 Chloride Behavior in Washing Experiments
Washing is a very popular pretreatment method for fly ash to reduce chlorides. As a result, chloride behavior in washing experiments is an abstractive issue. The experimental materials are the same as those in Sect. 2.2. Washing experiment condition is shown in Tables 7.3 and 7.4. Figure 7.7 shows the chloride behavior in washing experiments.

3 Conclusion, Further Investigations, and Recent Advances
Both the incineration residues of the municipal solid waste (MSW) and the residues of air pollution control facilities are frequently classified as hazardous wastes if they do not pass the toxicity characteristic leaching procedure (TCLP) testing. As the hazardous wastes, they may be either properly disposed of with a cost, or recycled for reuse with a value.
If the above-described residues or fly ashes are mainly composed of calcium and silicon compounds, they have the potential for recycling. In order to utilize the waste residues and reduce their negative environmental impact, the treatment for fly ashes can be generally grouped into three classes: (a) separation processes, (b) solidification or stabilization processes, and (c) thermal processes. The major problem preventing fly ashes from being recycled for reuse is their high content of soluble salts, such as chloride. Water extraction process is a feasible pretreatment of fly ashes for extracting many problematic soluble salts from the ash matrix, which opens the windows for possible resource recovery [95–101].
Many researchers have reviewed and discussed the fly ash pretreatment technologies, such as solidification/stabilization, thermal process, and separation processes [96, 98, 101]. Lam et al. have (a) studied the chemical properties of the fly ashes, (b) reviewed possible pretreatment prior to utilization of fly ashes, and (c) explored various applications of pretreated fly ashes, such as concrete production, road pavement, glass/ceramic manufacturing, agricultural utilization, stabilization of agent production, adsorption of pollutants, and zeolite production [96]. The practical use of these pretreated waste fly ashes shows a great contribution to waste minimization as well as resource conservation.
Kirkelund et al. have studied the incineration residues (fly ashes) of MSW and other air pollution control residues using an electrodialytic remediation technology [95]. Their results show that the leaching of Cd, Cu, Pb, and Zn can be reduced compared to the initial heavy metal leaching, except when the pH of the residue in suspension is reduced to a level below 8 for the fly ashes. On the other hand, Cr leaching has increased by the electrodialytic treatment. Chloride (Cl−) leaching from the incineration residues of MSW has been less dependent on experimental conditions and has been significantly reduced in all experiments, compared to the initial levels. Shammas and Wang [101] describe the electrodialytic treatment process in detail.
Although coal ash from power stations has long been used successfully in the cement industry as binders in several Portland formulations, the use of fly ash from MSW has not been successful because the MSW incinerator’s fly ash has high concentrations of chloride ranging from 10 to 200 g Cl/kg fly ash (dry weight), exceeding the maximum allowable concentration in most cement mixtures. To reduce chloride content in MSW bottom ash, a laboratory investigation has been carried by Boghetich et al. [99] to study chloride extraction for quality improvement of municipal solid waste incinerator ash for the concrete industry, based on the exhaustive washing in tap water. The influence of operative parameters such as temperature, granulometric properties, and solid/liquid ratio of extraction has been evaluated. In addition to optimization of the operational parameters for full-scale application, their research gives preliminary indications on mechanistic aspects of the washing operation.
Rodella et al. [97] have discussed a new remediation method, based on the use of silica fume, for heavy metal stabilization. The inertization procedure is reported by them and compared with other technologies, involving the use of amorphous silica as stabilizing agent for MSW incinerator fly ash treatment (i.e., colloidal silica and rice husk ash). The produced final materials are characterized in terms of phase analysis and chemical composition. Their reported heavy metal stabilization process appears to be economically and environmentally sustainable.
Ko et al. [100] have reported that the MSW incinerators in Taiwan generate about 300,000 tons of fly ash annually, which is mainly composed of calcium and silicon compounds, and thus have high potential for recycling. They have tried to use a hydrocyclone for reduction of the heavy metals and chloride salts in the MSW incinerator ash in order to make the fly ash nonhazardous.
Their results show that chloride salts can be removed from the fly ash during the hydrocyclone separation process. The presence of a dense medium (quartz sand) is helpful for the removal of chloride salts and separation of the fly ash particles. After the dense-medium hydrocyclone separation process, heavy metals including Pb and Zn have been concentrated in the fine particles so that the rest of the fly ash contain less heavy metal and become both nonhazardous and recyclable [100].
References
Municipal Solid Waste in the United States: 2009 Facts and Figures (2011) U.S. Environmental Protection Agency. http://www.epa.gov/wastes/nonhaz/municipal/pubs/msw2009rpt.pdf
Lima AT, Ottosen LM, Ribeiro AB (2012) Assessing fly ash treatment: remediation and stabilization of heavy metals. J Environ Manag 95:S110–115
Olie K, Vermeulen PL, Hutzinger O (1977) Chlorodibenzo-p-dioxins and chlorodibenzofurans are trace components of fly ash and flue gas of some municipal incinerators in the Netherlands. Chemosphere 6(8):455–459
United States Environmental Protection Agency (2011) Toxicity characteristic leaching procedure. http://www.epa.gov/wastes/hazard/testmethods/sw846/pdfs/1311.pdf
Li R, Wang L, Yang T, Raninger B (2007) Investigation of MSWI fly ash melting characteristic by DSC-DTA. Waste Manag 27:1383–1392
Takeda N, Wang W, He P (2006) Dictionary for special words in waste (Japanese, Chinese, English). Ohmsha (Publisher of Science and Engineering Books), Tokyo
Sakai S, Hiraoka M (2000) Municipal solid waste incinerator residue recycling by thermal processes. Waste Manag 20:249–258
Lin KL, Chang CT (2006) Leaching characteristics of slag from the melting treatment of municipal solid waste incinerator ash. J Hazard Mater B135:296–302
Arvelakis S, Folkedahl B, Frandasen FJ, Hurley J (2008) Studying the melting behaviour of fly ash from the incineration of MSW using viscosity and heated stage XRD data. Fuel 87(10-11):2269–2280
Jimbo H (1997) Plasma melting and useful application of molten slag. Waste Manag 16(5):417–422
Yoshiie R, Nishimura M, Moritomi H (2002) Influence of ash composition on heavy metal emissions in ash melting process. Fuel 81:1335–1340
Nishigaki M (1997) Reflecting surface-melt furnace and utilization of the slag. Waste Manag 16(5):445–452
Nishino J, Umeda J, Suzuki T, Tahara K, Matsuzawa Y, Ueno S, Yoshinari N (2000) DC electric joule-heating system for melting ash produced in municipal waste incinerators. J Jpn Soc Waste Manag Exp 11(3):135–144
Mizutani S, van der Sloot HA, Sakai S (2000) Evaluation of treatment of gas cleaning residues from MSWI with chemical agents. Waste Manag 20:233–240
Eighmy TT, Crannell BS, Cartledge FK, Emery EF, Oblas D, Krzanowski JE, Shaw EL, Francis CA (1997) Heavy metal stabilization in municipal solid waste combustion dry scrubber residues using soluble phosphate. Environ Sci Technol 31:3330
Zhao Y, Song L, Li G (2002) Chemical stabilization of MSW incinerator fly ashes. J Hazard Mater B95:47–63
Fuoco R, Ceccarini A, Tassone P, Wei Y, Brongo A, Francesconi S (2005) Innovative stabilization/solidification processes of fly ash from an incinerator plant of urban solid waste. Microchem J 79:29–35
Hong K, Tokunaga S, Kajiuchi T (2000) Extraction of heavy metals from MSW incinerator fly ashes by chelating agents. J Hazard Mater B75:57–73
Ecke H (2003) Sequestration of metals in carbonated municipal solid waste incineration (MSWI) fly ash. Waste Manag 23:631–640
Piantone P, Bodenan F, Derie R, Depelsenaire G (2003) Monitoring the stabilization of municipal solid waste incineration fly ash by phosphation: mineralogical and balance approach. Waste Manag 23:225–243
Shyu L, Perez L, Zawacki S, Nancollas G (1983) The solubility of octacalcium phosphate at 37°C in the system Ca(OH)2-H3PO4-KNO3-H2O. J Dent Res 62:398
Nancollas GH (1984) The nucleation and growth of phosphate minerals. In: Nriagu JO, Moore P (eds) Phosphate minerals. Springer, Berlin, p 137
Kastuura H, Inoue T, Hiraoka M, Sakai S (1996) Full-scale plant study on fly ash treatment by the acid extraction process. Waste Manag 16(5/6):491–499
Wilewska-Bien M, Lundberg M, Steenari BM, Theliander H (2007) Treatment process for MSW combustion fly ash laboratory and pilot plant experiments. Waste Manag 27:1213–1224
Nagib S, Inoue K (2000) Recovery of lead and zinc from fly ash generated from municipal incineration plants by means of acid and/or alkaline leaching. Hydrometallurgy 56:269–292
Zhang F, Itoh H (2006) A novel process utilizing subcritical water and nitrilotriacetic acid to extract hazardous elements from MSW incinerator fly ash. Sci Total Environ 369:273–279
Pedersen AJ (2002) Evaluation of assisting agents for electrodialytic removal of Cd, Pb, Zn, Cu and Cr from MSWI fly ash. J Hazard Mater B95:185–198
Katsuura H, Inoue T, Hiraoka M, Sakai S (1996) Full-scale plant study on fly ash treatment by the acid extraction process. Waste Manag 16(5/6):491–499
Huang S, Chang C, Mui D, Chang F, Lee M, Wang C (2007) Sequential extraction for evaluating the leaching behavior of selected elements in municipal solid waste incineration fly ash. J Hazard Mater 149:180–188
Wan X, Wang W, Ye T, Guo Y, Gao X (2006) A study on the chemical and mineralogical characterization of MSWI fly ash using a sequential extraction procedure. J Hazard Mater B134:197–201
IAWG (1997) Municipal solid waste incinerator residues. Elsevier Science B.V, Amsterdam
Bruder-Hubscher V, Lagarde F, Leroy MJF, Coughanowr C, Enguehard F (2002) Application of a sequential extraction procedure to study the release of elements from municipal solid waste incineration bottom ash. Anal Chim Acta 451:285–295
Karlfeldt K, Steenari BM (2007) Assessment of metal mobility in MSW incineration ashes using water as the reagent. Fuel 86:1983–1993
Tessier A, Campbell PGC, Blsson M (1979) Sequential extraction procedure for the speciation particulate trace metals. Anal Chem 51(7):844–851
Malviya R, Chaudhary R (2006) Factors affecting hazardous waste solidification/stabilization: a review. J Hazard Mater B137:267–276
Roy A, Harvill EC, Carteledge FK, Tittlebaum ME (1992) The effect of sodium sulphate on solidification/stabilization of synthetic electroplating sludge in cementitious binders. J Hazard Mater 30:297–316
Tay JH (1987) Sludge ash as a filler for Portland cement concrete. J Environ Eng 113:345–351
Janusa MA, Heard EG, Bourgeois JC, Kliebert NM, Landry A (2000) Effects of curing temperature on the leachability of lead undergoing solidification/ stabilization with cement. Microchem J 60:193–197
Stabilization/solidification of CERCLA and RCRA wastes: physical tests, chemical testing procedures, technology screening and field activities, EPA/625/6-89/022 May 1989
Roy A, Carledge FK (1997) Long term behavior of a Portland cement-electroplating sludge waste form in presence of copper nitrate. J Hazard Mater 52:265–286
Alba N, Vazquez E, Gasso S, Baldasano JM (2001) Stabilization/ solidification of MSW incineration residues from facilities with different air pollution control systems. Durability of matrices versus carbonation. Waste Manag 21:313–323
Lombardi F, Mangialardi T, Piga L, Sirini P (1998) Mechanical and leaching properties of cement solidified hospital solid waste incinerator fly ash. Waste Manag 18:99–106
Shimaoka T, Hanashima M (1996) Behavior of stabilized fly ashes in solid waste landfills. Waste Manag 16(5/6):545–554
Nzihou A, Sharrock P (2002) Calcium phosphate stabilization of fly ash with chloride extraction. Waste Manag 22:235–239
Tsiliyannis CA (1999) Report: comparison of environmental impacts from solid waste treatment and disposal facilities. Waste Manag Res 17:231
Andac M, Glasser FP (1998) The effect of test conditions on the leaching of stabilised MSWI-fly ash in Portland cement. Waste Manag 18:309
Berardi R, Cioffi R, Santoro L (1997) Matrix stability and leaching behavior in ettringite-based stabilization systems doped with heavy metals. Waste Manag 17(8):535
Casa GD, Mangialardi T, Paolini AE, Piga L (2007) Physical-mechanical and environmental properties of sintered municipal incinerator fly ash. Waste Manag 27(2):238–247
Mangialardi T, Paolini AE, Polettini A, Sirini P (1999) Optimization of the solidification/stabilization process of MSW fly ash in cementitious matrices. J Hazard Mater B70:53–70
Ubbryaco P, Bruno P, Traini A, Calabrese D (2001) Fly ash reactivity formation of hydrate phase. J Therm Anal Calorim 66:293
Mangialardi T (2003) Disposal of MSWI fly ash through a combined washing-immobilization process. J Hazard Mater B98:225–240
Wang K, Chiang K, Lin K, Sun C (2001) Effects of a water-extraction process on heavy metal behavior in municipal solid waste incinerator fly ash. Hydrometallurgy 62:73–81
Abbas Z, Moghaddam PA, Steenari MB (2003) Release of salts from municipal solid waste combustion residues. Waste Manag 23:291–305
Chimenos JM, Fernadez AI, Cervantes A, Miralles L, Fernadez MA, Espiell F (2005) Optimizing the APC residues washing process to minimize the release of chloride and heavy metals. Waste Manag 25:686–693
Collivignarelli C, Sorlini S (2002) Reuse of municipal solid wastes incineration fly ashes in concrete mixtures. Waste Manag 22:909–912
Bertolini L, Carsana M, Cassago D, Curzio QA, Collepardi M (2004) MSWI ashes as mineral additions in concrete. Cem Concr Res 34:1899–1906
Aubert JE, Husson B, Sarramone N (2006) Utilization of municipal solid waste incineration (MSWI) fly ash in blended cement part1: processing and characterization of MSWI fly ash. J Hazard Mater B136:624–631
Gao X, Wang W, Ye T, Wang F, Lan Y (2008) Utilization of washed MSWI fly ash as partial cement substitute with addition of dithiocarbamic chelate. J Environ Manag 88:293–299
Wunsch P, Greilinger C, Bieniek D, Kettrup A (1996) Investigation of the binding of heavy metals in thermally treated residues from waste incineration. Chemosphere 32(11):2211–2218
Ward DB, Goh YR, Clarkson PJ, Lee PH, Nasserzadeh V, Swithenbank J (2002) A novel energy-efficient process utilizing regenerative burners for the detoxification of fly ash. Process Saf Environ Prot 80(6):315–324
Xhrouet C, Nadin C, Pauw ED (2002) Amines compounds as inhibitors of PCDD/Fs de novo formation on sintering process fly ash. Eniron Sci Technol 36:2760–2765
Wey M, Liu K, Tsai T, Chou J (2006) Thermal treatment of the fly ash from municipal solid waste incinerator with rotary kiln. J Hazard Mater B137:981–989
Mangialardi T (2001) Sintering of MSW fly ash for reuse as a concrete aggregate. J Hazard Mater B87:225–239
Vehlow J, Braun H, Horch K, Merz A, Schneider J, Stieglitz L, Vogg H (1990) Semi-technical demonstration of the 3R process. Waste Manag Res 8:461–472
Sorensen MA, Mogensen EPB, Lundtorp K, Jensen DL, Christensen TH (2001) High temperature co-treatment of bottom ash and stabilized fly ashes from waste incineration. Waste Manag 21:555–562
Introduction of the NEUTREC technology invented by Solvay company. http://www.neutrec.com/library/bysection/result/0,0,-_EN-1000037,00.html
Zhu F, Takaoka M, Oshita K, Takeda N (2009) Comparison of two kinds of fly ashes with different alkaline reagent in washing experiments. Waste Manag 29:259–264
Ottoboni AP, Souza ID, Menon GJ, Silva RJD (1998) Efficiency of destruction of waste used in the co-incineration in the rotary kilns. Energ Convers Manage 39(16–18):1899–1909
Chen G, Lee H, Young KL, Yue PL, Wong A, Tao T, Choi KK (2002) Glass recycling in cement production―an innovative approach. Waste Manag 22:747–753
Mujumdar KS, Ranade VV (2006) Simulation of rotary cement kilns using a one-dimensional model. Chem Eng Res Des 84(A3):165–177
Kuchar D, Fukuta T, Onyango MS, Matsuda H (2007) Sulfidation treatment of molten incineration fly ashes with Na2S for zinc, lead and copper resource recovery. Chemosphere 67:1518–1525
Polettini A, Pomi R, Sirini P, Testa F (2001) Properties of Portland cement- stabilised MSWI fly ashes. J Hazard Mater B88:123–138
Bodenan F, Deniard P (2003) Characterization of flue gas cleaning residues from European solid waste incinerators: assessment of various Ca-based sorbent process. Chemosphere 51:335–347
Zhu F, Takaoka M, Shiota K, Oshita K, Kitajima Y (2008) Chloride chemical form in various types of fly ash. Environ Sci Technol 42(11):3932–3937
Ahn JW, Kim H (2002) Recycling study of Korea’s fly ash in municipal solid waste incineration ashes for cement raw material, Feb 17–21 TMS. The Minerals, Metals & Materials Society, Seattle
Chiang K, Wang K, Lin F, Chu W (1997) Chloride effects on the speciation and partitioning of heavy metal during the municipal solid waste incineration process. Sci Total Environ 1997(203):129–140
Guo X, Yang X, Li H, Wu C, Chen Y (2001) Release of hydrogen chloride from combustibles in municipal solid waste. Environ Sci Technol 35:2001–2005
Cummins EJ, McDonnell KP, Ward SM (2006) Dispersion modelling and measurement of emissions from the co-combustion of meat and bone meal with peat in a fluidised bed. Bioresour Technol 97:903–913
Yasuhar A, Katami T, Shibamoto T (2006) Formation of dioxins from combustion of polyvinylidene chloride in a well-controlled incinerator. Chemosphere 62:1899–1906
Yasuhara A, Katami T, Shibamoto T (2005) Dioxin formation during combustion of nonchloride plastic, polystyrene and its product. Environ Contam Tox 74:899–903
Bolwerk R (2004) Co-processing of waste and energy efficiency by cement plants. In: IPPC conference, Vienna, 21–22 Oct 2004
Ahmad S, Al-Kutti WA, Al-Amoudi OSB, Maslehuddin M (2008) Compliance criteria for quality concrete. Constr Build Mater 22:1029–1036
Voinitchi D, Julien S, Lorente S (2008) The relation between electrokinetics and chloride transport through cement-based materials. Cem Concr Compos 30:157–166
Wang S, Llamazos E, Baxter L, Fonseca F (2008) Durability of biomass fly ash concrete: freezing and thawing and rapid chloride permeability tests. Fuel 87:359–364
Zornoza E, Paya J, Garces P (2008) Chloride-induced corrosion of steel embedded in mortars containing fly ash and spent cracking catalyst. Corros Sci 50(6):1567–1575
Song H, Lee C, Ann K (2008) Factors influencing chloride transport in concrete structures exposed to marine environments. Cem Concr Compos 30:113–121
Glass GK, Buenfeld NR (1997) The presentation of the chloride threshold level for corrosion of steel in concrete. Corros Sci 39:1001–1013
Hasson CM, Frolund T, Markussen JB (1985) The effect of chloride type on the corrosion of steel in concrete by chloride salts. Cem Concr Res 15:65–73
Farag LM, Abbas M (1995) Practical limits for chlorine cycles in dry process cement plants with precalcining and tertiary air ducting. Zement-Kalk-Gips 48(1):22–26
Mangialardi T (2003) Disposal of MSWI fly ash through a combined washing-immobilisation process. J Hazard Mater 98(1–3):225–240
Reijnders L (2005) Disposal, uses and treatments of combustion ashes: a review. Resour Conserv Recycl 43(3):313–336
Zhang FS, Itoh H (2006) Extraction of metals from municipal solid waste incinerator fly ash by hydrothermal process. J Hazard Mater 136(3):663–670
Zhu F, Takaoka M, Oshita K, Kitajima Y, Inada Y, Morisawa S, Tsuno H (2010) Chlorides behavior in raw fly ash washing experiments. J Hazard Mater 2010(178):547–552
Zhu F, Takaoka M, Oshita K, Morisawa S, Tsuno H, Kitajima Y (2009) Chloride behavior in washing experiments of two kinds of municipal solid waste incinerator fly ash with different alkaline reagents. J Air Waste Manage Assoc 59:139–147
Kirkelund GM, Magro C, Guedes P, Jensen E, Ribeiro AB, Ottosen LM (2015) Electrodialytic removal of heavy metals and chloride from municipal solid waste incineration fly ash and air pollution control residue in suspension: test of a new two compartment experimental cell. Electrochimica Acta, Apr 2015. www.sciencedirect.com
Lam CHK, Ip AWM, Barford JP, McKay G (2010) Use of incineration MSW ash: a review. Sustainability 2:1943–1968. doi:10.3390/su2071943
Rodella N, Dalipi BR, Zacco A, Borgese L, Depero LE, Bontempi E (2014) Waste silica sources as heavy metal stabilizers for municipal solid waste incineration fly ash. Arab J Chem, King Saud University, Elsevier BV. doi:10.1016/j_arabjc.2014.04.006
Zacco A, Borgese L, Gianonelli A, Struis RPWJ, Depero LE, Bontempi E (2014) Review of fly ash inertization treatments and recycling. Environ Chem Lett 12:153–175
Boghetich G, Liberti L, Notarnicola M, Palma M, Petruzzelli D (2005) Chloride extraction for quality improvement of municipal solid waste incinerator ash for the concrete industry. Waste Manag Res 23(1):57–61
Ko MS, Chen YL, Wei PS (2013) Recycling of municipal solid waste incinerator fly ash by using hydrocyclone separation. Waste Manag 33(3):615–620
Shammas NK, Wang LK (2016) Water engineering: hydraulics, distribution and treatment. Wiley, Hoboken, p 805
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Zhu, F., Takaoka, M., Chang, CC., Wang, L.K. (2016). Chlorides Removal for Recycling Fly Ash from Municipal Solid Waste Incinerator. In: Wang, L., Wang, MH., Hung, YT., Shammas, N. (eds) Natural Resources and Control Processes. Handbook of Environmental Engineering, vol 17. Springer, Cham. https://doi.org/10.1007/978-3-319-26800-2_7
Download citation
DOI: https://doi.org/10.1007/978-3-319-26800-2_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-26798-2
Online ISBN: 978-3-319-26800-2
eBook Packages: EngineeringEngineering (R0)